Aparato y método para moldear banda de grupo de batería.
Aparato (10) para moldear bandas en un grupo de placas de batería,
que incluye un molde (11) que tieneuna cavidad (12, 13) de molde, un rebosadero (24) que forma una entrada/salida para la cavidad (12, 13) yuna alimentación (17) de plomo para alimentar plomo por el rebosadero (24) y para actuar como retorno deplomo para permitir al exceso de plomo en la cavidad (12, 13) fluir de vuelta a la alimentación de plomocaracterizado porque el aparato incluye además un detector (25) para detectar la entrada de plomo en lacavidad (12, 13), un temporizador (26), sensible al detector (25) y un controlador (28) sensible altemporizador (26) para detener el flujo de plomo a la cavidad un tiempo predeterminado tras detectarse elplomo.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/GB2007/001183.
Solicitante: TBS ENGINEERING LIMITED.
Nacionalidad solicitante: Reino Unido.
Dirección: Units 5-8, Landsdown Industrial Estate, Gloucester Road Cheltenham Gloucestershire GL51 8PW REINO UNIDO.
Inventor/es: HOPWOOD,ROBERT T., BRITTON,SIMON ANTHONY.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22D25/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 25/00 Colada particular caracterizada por la naturaleza del producto (B22D 15/02, B22D 17/16, B22D 19/00 tiene prioridad; moldeo de los clisés de estereotipia B41D 3/00). › Coladas de placas metálicas de acumuladores eléctricos u objetos análogos (su fabricación por procedimientos de varias etapas H01M 4/82).
- H01M2/28
PDF original: ES-2391205_T3.pdf
Descripción:
Aparato y método para moldear bandas de grupo de batería
Esta invención se refiere a aparatos y métodos para moldear bandas en grupos de placas de batería.
En el documento GB-A-2023471 se describe un sistema de moldeo en el que un molde consiste en varias cavidades de molde para formar bandas de batería, que se alimentan desde un único canal de alimentación por respectivos rebosaderos. El proceso implica bombear plomo en el canal de alimentación desde un crisol de plomo de modo que el plomo desborda los rebosaderos y sumergir los salientes de los grupos de placas de batería en respectivas cavidades mientras el plomo está todavía caliente. Una vez que el plomo se ha bombeado durante un tiempo suficiente para llenar las cavidades, se detiene el bombeo y el exceso de plomo fluye de nuevo en la tubería de alimentación o bien bajo bombeo positivo o, más habitualmente, como resultado de una abertura de válvula de escape que se abre para permitir la alimentación por gravedad de plomo de vuelta al crisol de plomo. Si un molde que tiene esta llamada característica de “flujo de marea” se hace funcionar sin sumergir ninguna placa de batería, las cavidades se llenan de manera muy precisa hasta el nivel definido por los rebosaderos. Sin embargo, en la práctica, el enfriamiento del plomo en la cavidad creado por la introducción de los salientes sólidos tiende normalmente a significar que el espesor de la banda moldeada está determinado por la cantidad de plomo que se vierte a la cavidad.
Originalmente el sistema de “flujo de marea” funcionaba bien, porque las máquinas se hacían funcionar en un tiempo de ciclo que permitía al plomo en el tubo de alimentación asentarse de vuelta a un nivel de referencia constante. Sin embargo, la automatización de muchas partes de la línea de fabricación para baterías, ha significado que los tiempos de ciclo han tenido que disminuirse en todo el proceso y es frecuente el caso en que durante la parte de marcha principal del funcionamiento de tal aparato de moldeo el plomo en el tubo de alimentación no cae de vuelta totalmente a la referencia, porque la parte final de cualquier ciclo de drenaje es bastante lenta. Sin embargo, cuando se detiene la máquina para mantenimiento o para cambiar un molde, tiene lugar un drenaje completo de vuelta. El resultado es que se producen bandas de espesores diferentes dependiendo de cuando se forman en el ciclo de producción.
El documento US-A-3718174 describe un sistema de vertido de plomo que usa un temporizador o, como alternativa, un sensor de nivel para controlar el flujo de plomo. Desde un aspecto, la invención consiste en el aparato de la reivindicación 1.
Se entenderá que determinando de este modo la cantidad de tiempo que se alimenta plomo a la cavidad, pueden conseguirse bandas de igual espesor sea cual sea el nivel de referencia que se establezca entre los ciclos.
En una realización el detector puede ser un contacto eléctrico formado en la cavidad y conectado en un circuito que se completa cuando el plomo que fluye toca el contacto. Preferiblemente el contacto está en o es adyacente al fondo de la cavidad. En una realización alternativa el detector puede ser un detector óptico y puede detectar, por ejemplo, el paso inicial de plomo por el rebosadero.
En general habrá una pluralidad de cavidades, pero al menos en la mayoría de ejemplos bastará un único detector en una única cavidad.
Desde otro aspecto, la invención consiste en un método según la reivindicación 8.
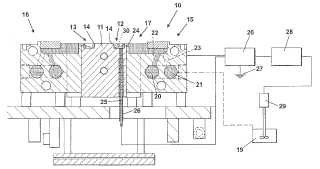
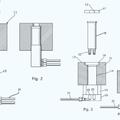
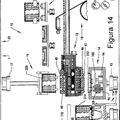
La invención puede realizarse de diversas maneras y se describirá ahora una realización específica con referencia a los dibujos adjuntos que consisten en una sección transversal esquemática a través de parte de un aparato de moldeo e incluye un diagrama de circuito parcial.
El aparato de moldeo, indicado generalmente en 10, incluye un bloque 11 de molde enfriado central que define dos conjuntos 12, 13 desplazados lateralmente de cavidades 14 de molde separadas longitudinalmente y respectivos bloques 15 y 16 de alimentación de plomo.
Los bloques 15, 16 de alimentación son esencialmente idénticos aunque detectados de manera opuesta y sólo se describirá una combinación de conjunto de molde, bloque de alimentación.
Tal como puede verse el bloque 15 de alimentación tiene un canal 17 de alimentación de plomo, formado en su superficie superior, que se comunica con un crisol 19 de plomo a través de tubos 20, 21 de alimentación y una serie de alimentaciones 22, 23 verticales. El canal 17 de alimentación se comunica con la cavidad 40 de molde por la parte superior de un rebosadero 24 tal como se entiende generalmente bien en la técnica y se describe esencialmente en el preámbulo de esta memoria descriptiva.
Tal como se ha indicado anteriormente, los solicitantes se han dado cuenta de que los problemas de los aparatos existentes pueden superarse detectando cuándo el plomo entra por primera vez en la cavidad, bombeando el plomo
durante un tiempo predeterminado, y a continuación desconectando la bomba de modo que el plomo deje de verterse a la cavidad 14. Se entenderá que en principio esta detección podría tener lugar de varias maneras, pero se apreciará también que la detección está teniendo lugar en un ambiente extremadamente agresivo y por tanto el detector tiene que seleccionarse en consecuencia.
La opción preferida de los solicitantes está constituida por una varilla 25 eléctricamente conductora, hecha de un material con un punto de fusión mayor que el plomo y dispuesta en el bloque 11 de moldeo de modo que uno de sus extremos forme parte del fondo del molde 14. La varilla 25 está rodeada por un manguito 26 eléctricamente aislante, que puede estar hecho normalmente de un material cerámico.
El otro extremo de la varilla 25 se conecta eléctricamente a un temporizador 26 y a continuación a tierra 27. El temporizador incluye una fuente de alimentación (no mostrada) que está conectada eléctricamente a su vez al plomo en el canal 17 de alimentación, de modo que cuando se derrama el plomo por el rebosadero 24 a la base de la cavidad 14 completará un circuito con la varilla 25 provocando que se inicie el temporizador. Para mejorar este
contacto, la parte superior de la varilla 25 puede estar rodeada por una ligera concavidad para fomentar que el plomo fluya sobre la varilla 25.
El temporizador a continuación cronometra un periodo predeterminado, tal como medio segundo, y cuando ha transcurrido ese periodo envía una señal de entrada a un controlador 28 que desconecta la bomba 29 de plomo, que 20 ha iniciado el flujo de plomo a la cavidad, cuando se conectó previamente por el controlador 28.
Se entenderá, por tanto, que cada ciclo de bomba dura exactamente el mismo tiempo desde el momento en el que el plomo entra en la cavidad 14 y por tanto se bombea la misma cantidad de plomo a la cavidad 14, sea cual sea el nivel de referencia alcanzado en el ciclo anterior.
Normalmente sólo se requerirá una varilla o sonda 25 para cualquier aparato, porque el flujo de plomo a las cavidades 14 se coordina esencialmente mediante el funcionamiento de la bomba 29. Sin embargo cada conjunto 12, 13 podría tener una sonda y el aparato puede estar dispuesto para producir una señal de advertencia si hay un adelanto o un retraso entre los tiempos de detección de llegada de plomo, que se salga de un intervalo de error
admisible.
Reivindicaciones:
1. Aparato (10) para moldear bandas en un grupo de placas de batería, que incluye un molde (11) que tiene una cavidad (12, 13) de molde, un rebosadero (24) que forma una entrada/salida para la cavidad (12, 13) y 5 una alimentación (17) de plomo para alimentar plomo por el rebosadero (24) y para actuar como retorno de plomo para permitir al exceso de plomo en la cavidad (12, 13) fluir de vuelta a la alimentación de plomo caracterizado porque el aparato incluye además un detector (25) para detectar la entrada de plomo en la cavidad (12, 13) , un temporizador (26) , sensible al detector (25) y un controlador (28) sensible al temporizador (26) para detener el flujo de plomo a la cavidad un tiempo predeterminado tras detectarse el
plomo.
2. Aparato según la reivindicación 1, en el que el detector (25) es un contacto eléctrico formado en la cavidad (12, 13) y conectado en un circuito que se completa cuando el plomo que fluye toca el contacto.
3. Aparato según la reivindicación 2, en el que el contacto (25) está en o es adyacente al fondo de la cavidad.
4. Aparato según la reivindicación 1, en el que el detector es un detector óptico.
5. Aparato según la reivindicación 4, en el que el detector óptico detecta el paso de plomo por el rebosadero 20 (24) .
6. Aparato según cualquiera de las reivindicaciones anteriores, en el que el molde tiene una pluralidad de cavidades.
7. Método para moldear bandas en un grupo de placas de batería que incluye verter plomo en una cavidad (12, 13) de molde, sumergir las bandas en la cavidad (12, 13) y permitir al exceso de plomo fluir fuera de la cavidad (12, 13) caracterizado porque el método incluye además detectar la entrada de plomo en la cavidad (12, 13) y detener el flujo entrante de plomo un tiempo predeterminado después.
Patentes similares o relacionadas:
 Aparato para moldear componentes de batería, del 29 de Julio de 2020, de TBS ENGINEERING LIMITED: Un aparato para moldear componentes de batería que comprende:
un canal de alimentación de metal fundido ;
un bloque de molde adyacente al canal de […]
Aparato para moldear componentes de batería, del 29 de Julio de 2020, de TBS ENGINEERING LIMITED: Un aparato para moldear componentes de batería que comprende:
un canal de alimentación de metal fundido ;
un bloque de molde adyacente al canal de […]
Máquina continua de colada de tiras de plomo y boquilla, del 13 de Mayo de 2020, de WIRTZ MANUFACTURING CO., INC: Una máquina de colada de tiras de plomo para rejillas de placa de batería, comprendiendo la máquina de colada: una bomba que tiene una entrada para recibir plomo […]
Moldeado continuo de tira de aleación de plomo para electrodos de batería de alta resistencia, del 25 de Marzo de 2020, de MiTek Holdings, Inc: Un método para moldear continuamente una tira de aleación de plomo sobre una superficie de moldeado sometida a abrasión , la cual ha sido sometida a abrasión […]
 Aparato para el moldeo de componentes de batería, del 25 de Marzo de 2020, de TBS ENGINEERING LIMITED: Un aparato [1] para el moldeo de componentes de batería que comprende:
un bloque de molde [200] que tiene una pluralidad de cavidades de molde […]
Aparato para el moldeo de componentes de batería, del 25 de Marzo de 2020, de TBS ENGINEERING LIMITED: Un aparato [1] para el moldeo de componentes de batería que comprende:
un bloque de molde [200] que tiene una pluralidad de cavidades de molde […]
 Procedimiento e instalación para la fabricación de producto semiacabado de cobre, así como procedimiento y dispositivo para aplicar un encolante, del 13 de Marzo de 2019, de SMS group GmbH: Procedimiento para la fabricación de producto semiacabado de cobre , en el que inicialmente se funde cobre y en una pasada inicial se cuela dentro de varias lingoteras […]
Procedimiento e instalación para la fabricación de producto semiacabado de cobre, así como procedimiento y dispositivo para aplicar un encolante, del 13 de Marzo de 2019, de SMS group GmbH: Procedimiento para la fabricación de producto semiacabado de cobre , en el que inicialmente se funde cobre y en una pasada inicial se cuela dentro de varias lingoteras […]
 Molde para moldear bornes y puentes en una máquina de colada en puente para baterías, del 2 de Enero de 2019, de TBS ENGINEERING LIMITED: Molde para moldear bornes y puentes en una máquina de colada en puente que incluye un cuerpo de molde que tiene una superficie superior, […]
Molde para moldear bornes y puentes en una máquina de colada en puente para baterías, del 2 de Enero de 2019, de TBS ENGINEERING LIMITED: Molde para moldear bornes y puentes en una máquina de colada en puente que incluye un cuerpo de molde que tiene una superficie superior, […]
Pieza de batería, del 24 de Octubre de 2018, de WATER GREMLIN COMPANY: Un método para fabricar una pieza de batería que comprende: formar un anillo de ácido que tiene un primer labio (15a, 60) y un segundo […]
 METODO DE ENSAMBLAJE DE BATERIAS, del 23 de Agosto de 2010, de SHANNON, JOHN K: Método de ensamblaje de baterías, que comprende las etapas de:
(a) suministrar un contenedor de batería que tiene una serie de placas de batería […]
METODO DE ENSAMBLAJE DE BATERIAS, del 23 de Agosto de 2010, de SHANNON, JOHN K: Método de ensamblaje de baterías, que comprende las etapas de:
(a) suministrar un contenedor de batería que tiene una serie de placas de batería […]