METODO DE ENSAMBLAJE DE BATERIAS.
Método de ensamblaje de baterías, que comprende las etapas de:
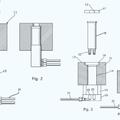
(a) suministrar un contenedor (200) de batería que tiene una serie de placas (202) de batería y una tapa (212) de batería que tiene por lo menos dos aberturas de borne y por lo menos dos pozos de molde de abrazadera de placa;
(b) calentar un extremo abierto del contenedor (200) de la batería y un borde abierto de la tapa (212) de la batería;
(c) proporcionar por lo menos dos moldes (96) de borne junto a dichas por lo menos dos aberturas de borne en la tapa (212) de batería;
(d) llenar dichos por lo menos dos moldes (96) de borne y dichos por lo menos dos pozos de molde de abrazadera de placa de la tapa (212) de la batería, con plomo fundido procedente de un distribuidor (12) de plomo, construido para contener una cantidad de plomo fundido y que tiene un cuerpo calentador integral (42) para calentar el plomo;
(e) retirar dicho distribuidor (12) de plomo y dicho cuerpo calentador (42) de manera que dicho distribuidor (12) de plomo y dicho cuerpo calentador (42) se mueven conjuntamente en la misma dirección, y sellar la tapa (212) de la batería al contenedor (200) de la batería y de manera sustancialmente simultánea fundir las patillas (210) de placa, de las placas (202) de batería, con las abrazaderas fundidas y por lo menos dos bornes; y
(f) calentar las patillas (210) de placa, de las placas (202) de la batería, con una estación de calentamiento (24) separada del cuerpo calentador (42) antes de la inserción en las abrazaderas fundidas
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E02253513.
Solicitante: SHANNON, JOHN K.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 3700 QUICK DRIVE,FRANKSVILLE, WISCONSIN 5312.
Inventor/es: SHANNON,JOHN K.
Fecha de Publicación: .
Fecha Solicitud PCT: 20 de Mayo de 2002.
Fecha Concesión Europea: 14 de Abril de 2010.
Clasificación Internacional de Patentes:
- B22D25/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 25/00 Colada particular caracterizada por la naturaleza del producto (B22D 15/02, B22D 17/16, B22D 19/00 tiene prioridad; moldeo de los clisés de estereotipia B41D 3/00). › Coladas de placas metálicas de acumuladores eléctricos u objetos análogos (su fabricación por procedimientos de varias etapas H01M 4/82).
- H01M2/04C
- H01M2/22
- H01M2/28
Clasificación PCT:
- B22D25/04 B22D 25/00 […] › Coladas de placas metálicas de acumuladores eléctricos u objetos análogos (su fabricación por procedimientos de varias etapas H01M 4/82).
- H01M2/04
- H01M2/22
- H01M2/28
- H01M2/30
Clasificación antigua:
- B22D25/04 B22D 25/00 […] › Coladas de placas metálicas de acumuladores eléctricos u objetos análogos (su fabricación por procedimientos de varias etapas H01M 4/82).
- H01M2/04
- H01M2/22
- H01M2/28
- H01M2/30
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Método de ensamblaje de baterías.
1. Campo de la invención
La presente invención se refiere en general al ensamblaje de baterías de plomo, y más en concreto a un método de ensamblaje para baterías que produce baterías de plomo que tienen muchas mejoras sobre la técnica anterior.
2. Discusión de la técnica anterior
Un problema actual de la fabricación de baterías de plomo es la rápida oxidación del plomo fundido que está expuesto a la atmósfera, cuando se calienta por encima del punto de fusión de 625 grados Fahrenheit. El problema se agrava enormemente cuando el plomo fundido expuesto a la atmósfera se sigue calentando hasta cerca de 1000 grados Fahrenheit. Las patillas de placa de las células de la batería se introducen en dicho plomo fundido distribuido a temperatura elevada y se funden con éste, actuando además las patillas como disipadoras de calor para enfriar el plomo dispensado. A semejantes temperaturas elevadas puede producirse una formación de escorias considerable lo que resulta derrochador, costoso, es abrasivo, provoca obstrucciones y es tóxico.
Por consiguiente, en la técnica se percibe claramente la necesidad de una máquina de ensamblaje de baterías que no exponga el plomo fundido a la atmósfera, e impida de ese modo la formación de escorias del plomo fundido.
Además, algunas máquinas de ensamblaje de baterías de la técnica anterior incluyen múltiples componentes que deben ser reunidos y separados durante el proceso de fabricación, requiriendo de ese modo que los movimientos de los componentes estén coordinados de manera complicada. Por ejemplo, la patente de Estados Unidos número 5 645 612 que está concedida al cesionario de la presente solicitud, da a conocer un aparato (50) para fabricar una batería. El aparato (50) incluye un conjunto (34) de distribución de plomo y un conjunto (32) calentador de los bordes. El conjunto (34) de distribución de plomo incluye un depósito (36) de suministro y una cabeza (13) de distribución. El conjunto calentador de los bordes incluye un primer y un segundo elementos (9, 10) calentadores de los bordes, que están separados espacialmente para definir un espacio (42) con el objeto de recibir la cabeza de distribución (13). En funcionamiento, el plomo procedente del depósito es forzado por medio de un pistón (15) hacia las bolsas (16) de distribución de plomo de la cabeza de distribución (13). A continuación, la cabeza (13) de distribución de plomo es extraída del depósito (36) de plomo y recibida en el espacio (42) del conjunto (32) calentador de los bordes, definido por el primer y el segundo elementos (9, 10) calentadores de los bordes, de manera que la cabeza de distribución de plomo y el conjunto calentador de los bordes están dispuestos entre cajas primera y segunda (1, 6). Una vez que los bordes de las cajas primera y segunda (1, 6) son calentados mediante el primer y el segundo elementos (9, 10) calentadores de los bordes y el plomo es distribuido a los moldes desde las bolsas (16) de distribución de plomo, la cabeza (13) de distribución de plomo y el conjunto (32) calentador de los bordes se separan (es decir, se mueven en direcciones diferentes) para permitir que las porciones de la caja se fijen entre sí.
El documento US 6 059 848 da a conocer un distribuidor de plomo que tiene un cuerpo calentador integral. Este cuerpo calienta al mismo tiempo el plomo y las patillas del grupo de placas. El problema de este método de ensamblaje es que el plomo fundido está expuesto a la atmósfera durante el proceso de ensamblaje y puede producirse la formación de escorias.
En el documento EP 0 734 084, el precalentamiento de las patillas de las placas se lleva a cabo sin bobinas de inducción para mejorar la soldabilidad en el momento de la formación de la abrazadera.
Sin embargo, las bobinas calientan al mismo tiempo el molde y las patillas del grupo de placas, y por lo tanto no se impide la formación de escorias.
Objetivos de la invención
Por consiguiente, es un objetivo de la presente invención proporcionar un método de ensamblaje de baterías que reduce la cantidad de equipamiento y de mano de obra necesarios.
Otro objetivo de la presente invención es proporcionar un método de ensamblaje de baterías que sea rápido, eficiente y relativamente económico.
Otro objetivo de la presente invención es proporcionar un método de ensamblaje de baterías que aísle el plomo fundido de la atmósfera, en lugar de exponerlo, impidiendo de ese modo la formación de escorias del plomo fundido.
Otro objetivo de la presente invención es proporcionar un método de ensamblaje de baterías que no requiera la ventilación de un recipiente de plomo abierto.
Otro objetivo de la presente invención es proporcionar un método de ensamblaje de baterías que no necesite que el plomo sea bombeado, ni requiera el mantenimiento de un dispositivo de bombeo.
Finalmente, es otro objetivo de la presente invención proporcionar un método de ensamblaje de baterías que no requiera el mantenimiento de una gran cantidad de plomo a la temperatura de fusión con los costes energéticos asociados.
Estos y otros objetivos, ventajas, características y beneficios de la presente invención resultarán evidentes a partir de la siguiente descripción.
Resumen de la invención
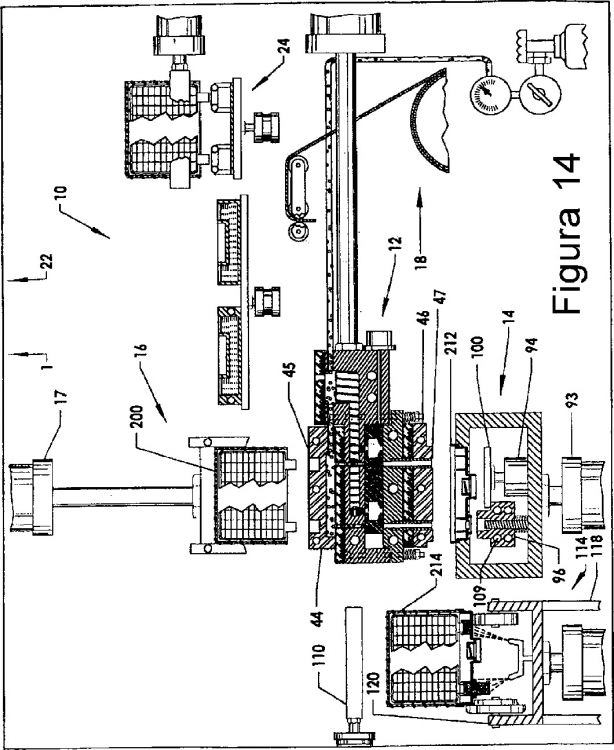
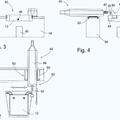
La presente invención da a conocer un método de ensamblaje de baterías que es más eficiente que los de la técnica anterior. El método de ensamblaje de baterías incluye una unidad de distribuidor/calentador de plomo, un posicionador de la tapa, un posicionador del contenedor y un alimentador del plomo. Un contenedor de batería con placas de batería contenidas en el mismo está retenido inicialmente por un posicionador horizontal del contenedor.
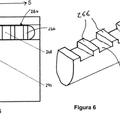
La preparación de las patillas no es necesaria cuando se utilizan ciertos tipos de aleaciones de plomo. Si se requiere, la zona de preparación de las patillas incluye por lo menos una estación de calentamiento. La zona de preparación de las patillas pueden incluir asimismo por lo menos una estación fundente, y por lo menos una estación de estañado. La inclusión de las estaciones fundente y de estañado depende de la condición de las patillas de placa de la batería antes de su inserción en el dispositivo de ensamblaje de baterías. La zona de preparación de las patillas dada a conocer en esta solicitud se proporciona a modo de ejemplo y no de manera limitativa. La zona de preparación de las patillas puede incluir cualquier combinación u ordenación de las estaciones dadas a conocer más arriba.
El posicionador horizontal del contenedor ajusta el contenedor de la batería sobre la estación de calentamiento de las patillas, y las patillas de las placas de la batería se calientan antes de la aplicación del fundente. El posicionador horizontal del contenedor ajusta a continuación el contenedor de la batería sobre la estación fundente, y el fundente es aplicado a las patillas de las placas de batería. El posicionador horizontal del contenedor ajusta a continuación el contenedor de la batería sobre la estación de estañado, y las patillas son estañadas con soldadura.
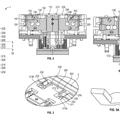
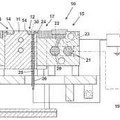
El posicionador horizontal del contenedor ajusta finalmente el contenedor de la batería sobre la unidad de distribuidor/calentador de plomo. El posicionador del contenedor agarra el contenedor de la batería y el posicionador horizontal del contenedor cesa su agarre sobre el contenedor de la batería. La unidad de distribuidor/calentador de plomo incluye una placa de calentamiento del contenedor, una placa de calentamiento de la tapa, un cuerpo calentador, una placa de la lanzadera para la distribución de plomo, un depósito de plomo y una cavidad de gas inerte. La placa calentadora del contenedor está dispuesta en la parte superior del cuerpo calentador y la placa calentadora de la tapa está dispuesta en la parte inferior del mismo. El depósito de plomo está situado en una parte superior del cuerpo calentador. Una abertura para la tira está formada en una placa de cubierta del depósito de plomo, que está unida a una parte superior del cuerpo calentador por encima del depósito de plomo. La cavidad de gas inerte está dispuesta por encima del depósito de plomo. La cavidad de gas inerte está llena de gas inerte procedente de un tanque de suministro. El gas inerte desplaza el aire normal e impide que entre al depósito de plomo y forme escorias en el plomo fundido.
La placa de la lanzadera de distribución de plomo está dispuesta en una parte intermedia del cuerpo calentador....
Reivindicaciones:
1. Método de ensamblaje de baterías, que comprende las etapas de:
2. El método de ensamblaje de baterías de la reivindicación 1, que comprende además la etapa de:
3. El método de ensamblaje de baterías de la reivindicación 1, que comprende además la etapa de:
4. El método de ensamblaje de baterías de la reivindicación 1, que comprende además:
5. El método de ensamblaje de baterías de la reivindicación 4, que comprende además:
6. El método de ensamblaje de baterías de la reivindicación 1, que comprende además:
Patentes similares o relacionadas:
 Aparato para moldear componentes de batería, del 29 de Julio de 2020, de TBS ENGINEERING LIMITED: Un aparato para moldear componentes de batería que comprende:
un canal de alimentación de metal fundido ;
un bloque de molde adyacente al canal de […]
Aparato para moldear componentes de batería, del 29 de Julio de 2020, de TBS ENGINEERING LIMITED: Un aparato para moldear componentes de batería que comprende:
un canal de alimentación de metal fundido ;
un bloque de molde adyacente al canal de […]
Máquina continua de colada de tiras de plomo y boquilla, del 13 de Mayo de 2020, de WIRTZ MANUFACTURING CO., INC: Una máquina de colada de tiras de plomo para rejillas de placa de batería, comprendiendo la máquina de colada: una bomba que tiene una entrada para recibir plomo […]
Moldeado continuo de tira de aleación de plomo para electrodos de batería de alta resistencia, del 25 de Marzo de 2020, de MiTek Holdings, Inc: Un método para moldear continuamente una tira de aleación de plomo sobre una superficie de moldeado sometida a abrasión , la cual ha sido sometida a abrasión […]
 Aparato para el moldeo de componentes de batería, del 25 de Marzo de 2020, de TBS ENGINEERING LIMITED: Un aparato [1] para el moldeo de componentes de batería que comprende:
un bloque de molde [200] que tiene una pluralidad de cavidades de molde […]
Aparato para el moldeo de componentes de batería, del 25 de Marzo de 2020, de TBS ENGINEERING LIMITED: Un aparato [1] para el moldeo de componentes de batería que comprende:
un bloque de molde [200] que tiene una pluralidad de cavidades de molde […]
 Procedimiento e instalación para la fabricación de producto semiacabado de cobre, así como procedimiento y dispositivo para aplicar un encolante, del 13 de Marzo de 2019, de SMS group GmbH: Procedimiento para la fabricación de producto semiacabado de cobre , en el que inicialmente se funde cobre y en una pasada inicial se cuela dentro de varias lingoteras […]
Procedimiento e instalación para la fabricación de producto semiacabado de cobre, así como procedimiento y dispositivo para aplicar un encolante, del 13 de Marzo de 2019, de SMS group GmbH: Procedimiento para la fabricación de producto semiacabado de cobre , en el que inicialmente se funde cobre y en una pasada inicial se cuela dentro de varias lingoteras […]
 Molde para moldear bornes y puentes en una máquina de colada en puente para baterías, del 2 de Enero de 2019, de TBS ENGINEERING LIMITED: Molde para moldear bornes y puentes en una máquina de colada en puente que incluye un cuerpo de molde que tiene una superficie superior, […]
Molde para moldear bornes y puentes en una máquina de colada en puente para baterías, del 2 de Enero de 2019, de TBS ENGINEERING LIMITED: Molde para moldear bornes y puentes en una máquina de colada en puente que incluye un cuerpo de molde que tiene una superficie superior, […]
Pieza de batería, del 24 de Octubre de 2018, de WATER GREMLIN COMPANY: Un método para fabricar una pieza de batería que comprende: formar un anillo de ácido que tiene un primer labio (15a, 60) y un segundo […]
 Aparato y método para moldear banda de grupo de batería, del 29 de Agosto de 2012, de TBS ENGINEERING LIMITED: Aparato para moldear bandas en un grupo de placas de batería, que incluye un molde que tieneuna cavidad de molde, un rebosadero que forma una entrada/salida […]
Aparato y método para moldear banda de grupo de batería, del 29 de Agosto de 2012, de TBS ENGINEERING LIMITED: Aparato para moldear bandas en un grupo de placas de batería, que incluye un molde que tieneuna cavidad de molde, un rebosadero que forma una entrada/salida […]