Aparato para moldear componentes de batería.
Un aparato (1) para moldear componentes de batería que comprende:
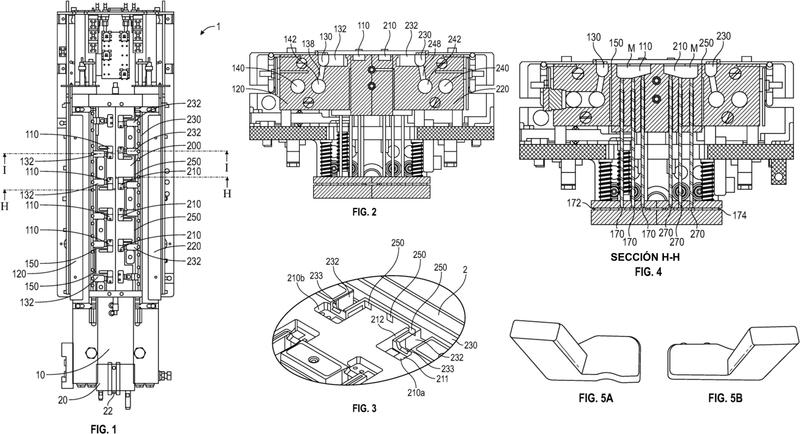
un canal de alimentación de metal fundido (130);
un bloque de molde (100) adyacente al canal de alimentación (130), el bloque de molde (100) que tiene al menos una cavidad de molde (110) y una disposición de enfriamiento (170) que durante el uso enfría el bloque de molde (100);
un aliviadero (133) entre el canal de alimentación (130) y la cavidad o cada cavidad (110);
un suministro para alimentar metal fundido al canal de alimentación (130);
en donde el bloque de molde (100) se proporciona con una disposición de calentamiento (150) adyacente a la cavidad de molde o cada cavidad de molde (110),
caracterizado porque, la disposición de calentamiento (150) incluye al menos un puente térmico que se proporciona adyacente al bloque de molde (100); y,
en donde la disposición de calentamiento (150) se configura durante el uso para calentar localmente el bloque de molde (100) al conducir energía térmica desde el metal fundido en el canal de alimentación (130) hasta el bloque de molde (100), de manera que al menos parte de la cavidad de molde o cada cavidad de molde (110) se mantiene a una temperatura elevada en relación con la temperatura operativa promedio del bloque de molde (100).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/GB2016/053200.
Solicitante: TBS ENGINEERING LIMITED.
Inventor/es: BRITTON,SIMON, VODEN,DAVID.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22D19/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 19/00 Colada en, sobre o alrededor de objetos que forman parte del producto final (B22D 23/04 tiene prioridad; soldadura aluminotérmica B23K 23/00; revestimiento por colada de material fundido sobre un sustrato C23C 6/00). › para empalmar piezas.
- B22D25/04 B22D […] › B22D 25/00 Colada particular caracterizada por la naturaleza del producto (B22D 15/02, B22D 17/16, B22D 19/00 tiene prioridad; moldeo de los clisés de estereotipia B41D 3/00). › Coladas de placas metálicas de acumuladores eléctricos u objetos análogos (su fabricación por procedimientos de varias etapas H01M 4/82).
- B22D27/04 B22D […] › B22D 27/00 Tratamiento del metal en el molde durante el estado líquido o plástico (B22D 7/12, B22D 11/10, B22D 18/00, B22D 43/00 tienen prioridad). › Actuando sobre la temperatura del metal, p. ej. por calentamiento o enfriamiento del molde (enfriamiento de moldes sin fondo en colada continua B22D 11/055).
- B22D35/06 B22D […] › B22D 35/00 Equipo para el transporte del metal líquido hasta los lechos de fundición o hasta los moldes (B22D 37/00 - B22D 41/00 tienen prioridad; especialmente adaptados a procedimientos o máquinas particulares, veánse los grupos apropiados). › Equipo de calentamiento o de enfriamiento.
PDF original: ES-2817400_T3.pdf
Reivindicaciones:
i. Un aparato (1) para moldear componentes de batería que comprende:
un canal de alimentación de metal fundido (130) ;
un bloque de molde (100) adyacente al canal de alimentación (130) , el bloque de molde (100) que tiene al menos una cavidad de molde (110) y una disposición de enfriamiento (170) que durante el uso enfría el bloque de molde (100) ;
un aliviadero (133) entre el canal de alimentación (130) y la cavidad o cada cavidad (110) ;
un suministro para alimentar metal fundido al canal de alimentación (130) ;
en donde el bloque de molde (100) se proporciona con una disposición de calentamiento (150) adyacente a la cavidad de molde o cada cavidad de molde (110) ,
caracterizado porque, la disposición de calentamiento (150) incluye al menos un puente térmico que se proporciona adyacente al bloque de molde (100) ; y,
en donde la disposición de calentamiento (150) se configura durante el uso para calentar localmente el bloque de molde (100) al conducir energía térmica desde el metal fundido en el canal de alimentación (130) hasta el bloque de molde (100) , de manera que al menos parte de la cavidad de molde o cada cavidad de molde (110) se mantiene a una temperatura elevada en relación con la temperatura operativa promedio del bloque de molde (100) .
2. Un aparato (1) de acuerdo con la reivindicación 1, en donde el bloque de molde (100) se proporciona con una pluralidad de cavidades de molde (110) , cada cavidad (110) que se proporciona con una disposición de calentamiento (150) .
3. Un aparato (1) de acuerdo con cualquiera de las reivindicaciones 1 y 2, en donde el bloque de molde (100) incluye un borde exterior que se extiende paralelo al canal de alimentación (130) , y al menos parte de la disposición de calentamiento (150) se proporciona en el borde exterior del bloque de molde (100) .
4. Un aparato (1) de acuerdo con cualquiera de las reivindicaciones anteriores, en donde la cavidad o cada cavidad (110) incluye una primera porción adyacente al aliviadero (133) , y una segunda porción alejada del aliviadero (133) , y la disposición de calentamiento respectiva (150) mantiene la segunda porción a una temperatura por encima de la temperatura operativa promedio del bloque de molde (100) .
5. Un aparato (1) de acuerdo con cualquiera de las reivindicaciones anteriores, en donde la cavidad de molde o cada cavidad de molde (110) tiene una sección con área de sección transversal reducida, y la disposición de calentamiento respectiva (150) mantiene la sección con área de sección transversal reducida en una temperatura por encima de la temperatura operativa promedio del bloque de molde (100) .
6. Un aparato (1) de acuerdo con cualquiera de las reivindicaciones anteriores, en donde la disposición de enfriamiento (170) es un sistema de enfriamiento por agua.
7. Un aparato (1) de acuerdo con cualquiera de las reivindicaciones anteriores, en donde la disposición de calentamiento (150) incluye al menos un elemento térmicamente conductor que se proporciona entre el bloque de molde (100) y el canal de alimentación (130) .
8. Un aparato (1) de acuerdo con cualquiera de las reivindicaciones anteriores, que comprende además:
un segundo bloque de molde (200) , que se proporciona adyacente y paralelo al primer bloque de molde (100) , el segundo bloque de molde (200) que tiene al menos una cavidad de molde (210) y una disposición de enfriamiento (270) que durante el uso enfría el bloque de molde (200) ;
un segundo canal de alimentación de metal fundido (230) adyacente al segundo bloque de molde (200) y que se extiende a lo largo de la longitud del segundo bloque de molde (200) ;
un aliviadero (233) entre el segundo canal de alimentación (230) y la cavidad o cada cavidad (210) ;
un segundo suministro para proporcionar metal fundido al segundo canal (230) ; y,
en donde el segundo bloque de molde (200) se proporciona con una disposición de calentamiento (250) localizada adyacente a la cavidad de molde o cada cavidad de molde (210) , la disposición de calentamiento (250) que incluye al menos un puente térmico que se proporciona adyacente al segundo bloque de molde (200) ; y,
en donde, durante el uso, la disposición de calentamiento (250) mantiene al menos parte de la cavidad de molde o cada cavidad de molde (210) a una temperatura por encima de una temperatura operativa promedio del segundo bloque de molde (200) .
9. Un aparato (1) de acuerdo con cualquiera de las reivindicaciones anteriores, en donde el suministro o cada suministro comprende:
un pasaje de alimentación (140, 240) que se extiende debajo del canal de alimentación (130, 230) ;
una pluralidad de pasajes que se extienden sustancialmente de forma vertical (148, 248) que conectan el pasaje de alimentación (140, 240) al canal de alimentación (130, 230) ;
una entrada de la bomba de suministro en comunicación de fluidos con el pasaje de alimentación (140, 240) , para la conexión a una bomba que suministra metal fundido.
10. Un método para moldear componentes de batería, el método que comprende:
- proporcionar un aparato (1) para moldear componentes de batería, el aparato (1) que incluye:
o un canal de alimentación de metal fundido (130, 230) ;
o un bloque de molde (100, 200) adyacente al canal de alimentación (130, 230) , el bloque de molde (100, 200) que tiene al menos una cavidad de molde (110, 210) y una disposición de enfriamiento (170, 270) ; o un aliviadero (133, 233) entre el canal de alimentación (130, 230) y la cavidad o cada cavidad (110, 210) ; y,
o una disposición de suministro de metal fundido;
- enfriar el bloque de molde (100, 200) ;
- calentar al menos una parte de la cavidad de molde o cada cavidad de molde (110, 210) a una temperatura por encima de la temperatura promedio del bloque de molde (100, 200) mediante el uso de una disposición de calentamiento (150, 250) , en donde la disposición de calentamiento (150, 250) incluye al menos un puente térmico que se proporciona adyacente al bloque de molde (100, 200) , y en donde la disposición de calentamiento (150, 250) se configura para calentar localmente el bloque de molde (100, 200) al conducir energía térmica desde el metal fundido en el canal de alimentación (130, 230) hasta el bloque de molde (100, 200) , para calentar al menos una parte de la cavidad de molde o cada cavidad de molde (110, 210) ; - suministrar metal fundido en el canal de alimentación (130, 230) para que el metal fundido fluya sobre los aliviaderos (133, 233) hacia dentro de la cavidad de molde o cada cavidad de molde (110, 210) ;
- detener el suministro de metal fundido cuando el nivel de metal en la cavidad de molde o cada cavidad de molde (110, 210) ha alcanzado el nivel requerido; y,
- permitir que el metal se solidifique en la cavidad de molde o cada cavidad de molde (110, 210) .
11. Un método de acuerdo con la reivindicación 10, en donde la cavidad o cada cavidad (110, 210) incluye una primera porción adyacente al aliviadero (133, 233) y una segunda porción alejada del aliviadero (133, 233) ; y, la etapa de calentar la al menos una parte de la cavidad de molde o cada cavidad de molde (110, 210) incluye mantener la segunda porción a una temperatura por encima de la temperatura operativa promedio del bloque de molde (100, 200) .
12. Un método de acuerdo con la reivindicación 10, en donde la cavidad de molde o cada cavidad de molde (110, 210) tiene una sección con área de sección transversal reducida; y,
la etapa de calentar la al menos una parte de la cavidad de molde o cada cavidad de molde (110, 210) incluye mantener la sección con un área de sección transversal reducida a una temperatura por encima de la temperatura operativa promedio del bloque de molde (100, 200) .
Patentes similares o relacionadas:
 Aparato para el moldeo de componentes de batería, del 25 de Marzo de 2020, de TBS ENGINEERING LIMITED: Un aparato [1] para el moldeo de componentes de batería que comprende:
un bloque de molde [200] que tiene una pluralidad de cavidades de molde […]
Aparato para el moldeo de componentes de batería, del 25 de Marzo de 2020, de TBS ENGINEERING LIMITED: Un aparato [1] para el moldeo de componentes de batería que comprende:
un bloque de molde [200] que tiene una pluralidad de cavidades de molde […]
Conjunto de pantalla de visualización, método de fabricación del mismo y dispositivo electrónico, del 27 de Marzo de 2019, de Guangdong OPPO Mobile Telecommunications Corp., Ltd: Un conjunto de pantalla de visualización , que comprende: una escuadra de refuerzo que tiene una pared de debajo y una pared lateral que se curva desde […]
 Molde para moldear bornes y puentes en una máquina de colada en puente para baterías, del 2 de Enero de 2019, de TBS ENGINEERING LIMITED: Molde para moldear bornes y puentes en una máquina de colada en puente que incluye un cuerpo de molde que tiene una superficie superior, […]
Molde para moldear bornes y puentes en una máquina de colada en puente para baterías, del 2 de Enero de 2019, de TBS ENGINEERING LIMITED: Molde para moldear bornes y puentes en una máquina de colada en puente que incluye un cuerpo de molde que tiene una superficie superior, […]
Procedimiento para la fabricación de piezas de fundición de metal ferroso, del 23 de Octubre de 2018, de Huppert Engineering GmbH & Co. KG: Procedimiento para la fabricación de piezas de fundición de metal ferroso en el que - se introduce un molde perdido , con un espacio hueco para el […]
PROCESO DE FABRICACIÓN DE ÁRBOL DE LEVAS CON COMPONENTE FUNCIONAL COMO INSERTO DE ENSAMBLE Y EL ÁRBOL DE LEVAS OBTENIDO CON EL MISMO, del 1 de Marzo de 2018, de ARBOMEX, S.A. DE C.V: La presente invención se refiere a un árbol de levas con un componente funcional como inserto de ensamble y el proceso de fabricación de dicho árbol de levas, en donde […]
Método para reparar defectos en piezas de trabajo de fundición de hierro y un método of conexión de piezas de trabajo de fundición de hierro, del 22 de Noviembre de 2017, de VESTAS WIND SYSTEMS A/S: Método de reparación de un defecto en una pieza de trabajo de fundición de hierro dúctil , que incluye: mecanizar la pieza de trabajo […]
Método de fabricación de un cárter con tuberías añadidas, cárter y su utilización, del 31 de Mayo de 2017, de Safran Transmission Systems: Método de realización de un cárter en aleación ligera obtenido por fundición que incluye al menos una tubería portada por una pared del cárter , […]
MOLDE PARA LA FABRICACION DE BOLAS CON EJE INTEGRAL PARA VALVULAS MEDIANTE MOLDEO CENTRIFUGADO, del 2 de Agosto de 2011, de BAIKOR WORLDWIDE S.L: Molde para la fabricación de bolas con eje integral para válvulas mediante moldeo centrifugado, formado por dos semicuerpos (1 y 2) complementarios, cuyo conjunto […]