PROCEDIMIENTO PARA LA PRODUCCIÓN DE UNA PIEZA MOLDEADA CON UNA RANURA DE APERTURA.
Procedimiento para la producción de piezas (1) moldeadas, que presentan una ranura (10) de apertura para una apertura de despliegue de un airbag y que están compuestas por una pieza (2) de soporte,
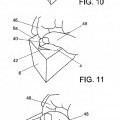
una película (3) moldeada y una capa (8) espumada, que está configurada entre la pieza (2) de soporte y la película (3) moldeada, comprendiendo el procedimiento las etapas de: a) moldear por inyección la pieza (2) de soporte en una herramienta de moldeo b) introducir la pieza (2) de soporte moldeada por inyección y la película (3) moldeada en una herramienta de espumación, configurándose entre la película (3) moldeada y la pieza (2) de soporte una cavidad (4), y c) llenar con espuma la cavidad (4), caracterizado porque i) durante el moldeo por inyección se configura en la pieza (2) de soporte una ranura (5) dotada de una película (6) intermedia orientada hacia la cavidad (4), ii) la película (6) intermedia se perfora durante la operación de espumación posterior con un pasador (7), y iii) el pasador (7) permanece en la espuma (8) que está endureciéndose, hasta que se configura en la espuma (8) solidificada una ranura (10) de apertura para una apertura de despliegue de un airbag
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/004069.
B29C37/00TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Elementos constitutivos, detalles, accesorios u operaciones auxiliares no cubiertas por el grupo B29C 33/00 ó B29C 35/00.
B29C44/08B29C […] › B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación. › empleando varias etapas de expansión.
B29C45/00B29C […] › Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
B60R21/215B […] › B60VEHICULOS EN GENERAL. › B60R VEHICULOS, EQUIPOS O PARTES DE VEHICULOS, NO PREVISTOS EN OTRO LUGAR (prevención, limitación o extinción de incendios especialmente adaptadas a los vehículos A62C 3/07). › B60R 21/00 Disposiciones o equipamientos sobre los vehículos para proteger a los ocupantes o a los peatones o para evitar ser dañados en caso de accidente o de otros riesgos de la circulación (cinturones o arneses de seguridad en los vehículos B60R 22/00; asientos construidos para proteger al ocupante de los efectos de las fuerzas de aceleración anormales, p. ej. asientos anticolisión o asientos de seguridad, B60N 2/42; disposiciones para absorber la energía en los volantes de dirección de vehículos B62D 1/11; disposiciones para absorber la energía en las columnas de dirección de vehículos B62D 1/19). › caracterizadas por las cubiertas para el elemento hinchabler.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Procedimiento para la producción de una pieza moldeada con una ranura de apertura. La presente invención se refiere a un procedimiento para la producción de piezas moldeadas compuestas principalmente por plástico con una ranura de apertura para una apertura de despliegue de un airbag para sistemas de airbag en espacios interiores de vehículos. Las piezas moldeadas de este tipo configuradas, por ejemplo, como salpicaderos o como revestimientos para puertas de un vehículo se conocen por numerosos documentos. Los revestimientos para puertas y salpicaderos no cubren sólo líneas eléctricas u otros dispositivos relevantes para el funcionamiento del vehículo, sino cada vez con más frecuencia también sistemas de seguridad, tales como, por ejemplo, módulos de airbag. Los revestimientos para puertas o salpicaderos que cubren módulos de airbag de este tipo presentan por regla general una pieza de soporte de plástico termoplástico y una película moldeada, estando la zona entre la pieza de soporte y la película moldeada con frecuencia llena con espuma de poliuretano. Para que en caso de accidente pueda desplegarse el airbag en el habitáculo para pasajeros, deben estar previstas en esta pieza moldeada disposiciones, que permitan una apertura de esta zona. Habitualmente en el caso de recubrimientos de este tipo están previstos para este fin en su lado posterior, el lado opuesto al lado visible, ranuras de apertura, perforaciones o líneas de debilitamiento, que permiten una rotura de esta zona al inflarse el airbag. Existe el requisito por parte de los usuarios de vehículos, que las líneas de debilitamiento de este tipo no puedan reconocerse por el lado visible del espacio interior. Esto condiciona, que la película moldeada visible hacia fuera esté dotada únicamente en su lado posterior de un debilitamiento y que la línea de debilitamiento o ranura de apertura en la pieza moldeada esté dispuesta de tal manera que esté lo suficientemente separada de la película moldeada, de modo que tampoco se haga visible en el caso de una carga más duradera y más intensa de la pieza moldeada. Al mismo tiempo naturalmente tiene que seguir garantizándose que en caso de accidente se forme sin problemas una abertura para el airbag. Todo esto condiciona que deba existir una línea de debilitamiento o ranura de apertura trabajada de manera precisa en la pieza moldeada. En el documento WO 97/03866 se describe un revestimiento de plástico, en el que en el lado interno opuesto al lado visible está formado un punto de debilitamiento mediante una pluralidad de entalladuras de cantos afilados, agregados desde el lado interno en el revestimiento de plástico, que forman parte de una especie de costura de rotura, que se rompe al desplegarse el airbag y lo libera. El documento WO 97/03866 prevé que esta costura de rotura se agregue en una operación de trabajo separada desde lado posterior en la pieza moldeada. El documento DE 196 51 758 A1 describe una pieza constructiva de revestimiento interno de un vehículo, que presenta una costura rompible, con lo que se forma una abertura para airbag, cuando se acciona el airbag. La configuración de esta costura se prepara ya durante el moldeo por inyección mediante la configuración de una ranura, que después se hace más profunda en una operación de trabajo adicional, el denominado entallado secundario, por medio de un aparato de corte por ultrasonidos, de una cuchilla o de un aparato similar tras el moldeo. En el documento DE 10 2004 030 786 A1 se describe un procedimiento para incorporar una ranura de debilitamiento de un material compuesto de múltiples capas formado por soporte, espumado trasero y película superficial, cortándose desde dentro con una operación de corte de tipo bisturí la línea de rotura controlada. En el documento DE 103 44 708 A1 se describen un procedimiento y un dispositivo para producir un recubrimiento para airbag, dotándose a la pieza constructiva de soporte tras el moldeo por inyección en el estado aún deformable plásticamente mediante troquelado en caliente de ranuras de debilitamiento. En el documento DE 101 60 185 B4 se describe el debilitamiento dirigido del soporte de un revestimiento interno para un módulo de airbag, incorporándose la formación de un contorno para la ranura para airbag antes de la reacción completa del material en el soporte de la pieza de revestimiento interno. El documento US 3.825.637 A describe una herramienta de moldeo, cuya cavidad puede reducirse parcialmente con ayuda de un pasador de tal manera que se generan zonas con un grosor de pared menor en la pieza moldeada posterior. El documento DE 100 20 997 A1 describe un procedimiento para la configuración de una línea de rasgado controlado en un cuadro de mandos de un vehículo, utilizándose una herramienta de moldeo en caliente o de soldadura. Además de estos procedimientos mencionados anteriormente se conocen otros numerosos procedimientos similares, teniendo sin embargo la mayoría de los procedimientos la desventaja de que para la configuración de la ranura de apertura se necesita una etapa de trabajo adicional en una herramienta adaptada para ello. Una desventaja adicional consiste con frecuencia en que las piezas moldeadas acabadas sólo son difícilmente accesibles para las herramientas de corte, lo que dificulta adicionalmente la etapa de trabajo. 2 Por tanto sigue existiendo la necesidad de un procedimiento, con cuya ayuda pueda configurarse de manera sencilla y sin un gran esfuerzo adicional en una pieza moldeada, que sirve como recubrimiento para airbag, una ranura de apertura para una apertura de despliegue de un airbag. Este objetivo se soluciona mediante un procedimiento con las características de la reivindicación 1. Formas de realización ventajosas del procedimiento se reproducen en las reivindicaciones dependientes. Con frecuencia se fabrican revestimientos para puertas, piezas moldeadas para cuadros de mando u otras piezas para el revestimiento del espacio interior de vehículos en varias etapas. Así se moldea por inyección, por ejemplo, en primer lugar una pieza de soporte en una herramienta de inyección. Como material de partida para estas piezas de soporte se utilizan por regla general plásticos termoplásticos, tales como, por ejemplo, polipropileno (PP), un copolímero de estireno-anhídrido del ácido maleico (SMA), combinaciones de policarbonato-poli(tereftalato de butileno) (PC/BPT), combinaciones de acrilonitrilo-butadieno-estireno-policarbonato (ABS/PC), etc., reforzándose estos plásticos con frecuencia mediante fibras de vidrio y/o sustancias minerales. Tras la solidificación del plástico termoplástico se extrae la pieza moldeada de la herramienta de moldeo y se introduce junto con una película moldeada en una herramienta de espumación, uniéndose la pieza de soporte, por ejemplo, con un troquel de moldeo de la herramienta de espumación, mientras que la película moldeada se aplica sobre la matriz. En esta herramienta de espumación se mantienen la pieza de soporte y la película moldeada a una distancia determinada entre sí y se llena el espacio intermedio entre la película moldeada y la pieza de soporte con un material de espuma. Como material de espuma se utiliza a este respecto con frecuencia poliuretano. La espuma que está solidificándose une la película moldeada y la pieza de soporte con la pieza moldeada. Hasta la fecha, tras la solidificación de la espuma se extraía, de manera correspondiente al estado de la técnica, la pieza moldeada espumada de la herramienta de espumación y se agregaban las ranuras de apertura o líneas de debilitamiento necesarias posteriormente con ayuda de una cuchilla ultrasónica, una fresadora, un dispositivo de corte o un láser en el material de espuma y el soporte así como en parte también en la película moldeada. Se encontró ahora que esta etapa de trabajo adicional compleja puede ahorrarse si ya durante el moldeo por inyección, antes de que se solidifique el plástico termoplástico, en la pieza de soporte, en el lugar en el que debe incorporarse posteriormente el punto de debilitamiento, se agrega una ranura, de modo que la pieza de soporte se adelgaza en este punto. Para agregar esta ranura pueden utilizarse diferentes procedimientos. Un procedimiento favorable consiste en penetrar con un pasador en el plástico termoplástico aún no solidificado de la pieza de soporte y desplazar el plástico en este punto tanto que quede sólo una capa muy delgada, una denominada película intermedia. Este procedimiento tiene la ventaja, con respecto a una conformación directa, de que con él pueden fabricarse capas muy delgadas de manera relativamente exacta. Por el contrario, con un procedimiento de conformación directa, en el que el molde ya predetermina la ranura, sólo puede realizarse difícilmente una capa tan delgada, dado que es dificultoso introducir el material termoplástico... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la producción de piezas (1) moldeadas, que presentan una ranura (10) de apertura para una apertura de despliegue de un airbag y que están compuestas por una pieza (2) de soporte, una película (3) moldeada y una capa (8) espumada, que está configurada entre la pieza (2) de soporte y la película (3) moldeada, comprendiendo el procedimiento las etapas de: a) moldear por inyección la pieza (2) de soporte en una herramienta de moldeo b) introducir la pieza (2) de soporte moldeada por inyección y la película (3) moldeada en una herramienta de espumación, configurándose entre la película (3) moldeada y la pieza (2) de soporte una cavidad (4), y c) llenar con espuma la cavidad (4), caracterizado porque i) durante el moldeo por inyección se configura en la pieza (2) de soporte una ranura (5) dotada de una película (6) intermedia orientada hacia la cavidad (4), ii) la película (6) intermedia se perfora durante la operación de espumación posterior con un pasador (7), y iii) el pasador (7) permanece en la espuma (8) que está endureciéndose, hasta que se configura en la espuma (8) solidificada una ranura (10) de apertura para una apertura de despliegue de un airbag. 2. Procedimiento según la reivindicación 1, caracterizado porque la ranura (5) se configura en la pieza (2) de soporte durante el moldeo por inyección mediante la inserción de un pasador en la pieza (2) de soporte aún no desmoldada y aún no endurecida completamente. 3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque la perforación de la película (6) intermedia tiene lugar en la herramienta de espumación al final de la operación de ascenso y al principio de la fase de endurecimiento de la espuma (8). 4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque el pasador (7) presenta el contorno de extremo necesario para la ranura (10) de apertura. 5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque la pieza (2) de soporte está formada por un plástico termoplástico reforzado o sin reforzar, en particular polipropileno (PP), una combinación de policarbonato-poli(tereftalato de butileno) (PC/PBT), una combinación de acrilonitrilo-butadieno-estireno-policarbonato (ABS/PC), o un copolímero de estireno-anhídrido del ácido maleico (SMA). 6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado porque la película moldeada está formada por un plástico termoplástico o un plástico reactivo elastomérico, por ejemplo, poliuretano. 7. Procedimiento según una de las reivindicaciones 1 a 6, caracterizado porque la espuma (8) es una espuma de poliuretano. 6 7 8
Patentes similares o relacionadas:
UN MÉTODO PARA FABRICAR, UTILIZANDO UNA PELÍCULA, UN ENVASE QUE PUEDE SOMETERSE AL VACÍO AL MENOS CUANDO EL ANVASE SE LLENA CON PRODUCTOS DE CONSUMO, TALES COMO, POR EJEMPLO CAFÉ, del 20 de Abril de 2011, de SARA LEE/DE N.V.: Un método para fabricar, utilizando una película , un envase que se puede someter al vacio al menos cuando el envase se llena de artículos […]
PROCEDIMIENTO PARA LA PRODUCCIÓN DE SECCIONES DE BANDA A PARTIR DE MATERIAL DE BANDA FLEXIBLE ASÍ COMO PARA LA PRODUCCIÓN DE RECIPIENTES DE ENVASE, del 18 de Marzo de 2011, de STARLINGER & CO. GESELLSCHAFT MBH: Procedimiento para la producción de secciones de banda a partir de un material de banda flexible , dotándose al material de banda de […]
METODO PARA FABRICAR, UTILIZANDO UNA LAMINA, UN ENVASE QUE SE PUEDE RARIFICAR AL MENOS CUANDO EL ENVASE SE LLENA DE ARTICULOS DE CONSUMO, POR EJEMPLO, CAFE, del 1 de Octubre de 2007, de SARA LEE/DE N.V.: Método para fabricar, utilizando una lámina, un envase que se puede rarificar al menos cuando el envase se llena de artículos de consumo, por […]
COMPONENTE DE REVESTIMIENTO INTERIOR CON CUBIERTA DE AIRBAG INTEGRADA, del 30 de Mayo de 2011, de PEGUFORM GMBH: Componente de revestimiento de airbag para automóviles, que está constituido esencialmente por una capa decorativa y un soporte que presenta […]
PARTE CON MÚLTIPLES CAPAS Y MÉTODO PARA PRODUCIRLA, del 6 de Abril de 2011, de RECTICEL AUTOMOBILSYSTEME GMBH: Un método para producir una pieza de múltiples capas que comprende un núcleo moldeado y una capa flexible de poliuretano formada por una capa pelicular flexible […]
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR UNA PIEZA MOLDEADA A BASE DE AL MENOS DOS PLASTICOS DIFERENTES, del 12 de Agosto de 2010, de ADCURAM MASCHINENBAUHOLDING GMBH: Procedimiento para fabricar una pieza moldeada a base de al menos dos plásticos diferentes, que comprende los pasos siguientes:
a1) plastificación […]
Métodos, composiciones y mezclas para formar artículos que tienen resistencia al resquebrajamiento por estrés
ambiental mejorada, del 15 de Julio de 2020, de VIVA HEALTHCARE PACKAGING LIMITED: Un proceso para la fabricación de artículos flexibles de paredes delgadas que comprende las etapas de moldeo por inyección de una mezcla de polímeros que tiene un MFI > […]
Métodos para formar artículos que tienen resistencia al agrietamiento por tensión ambiental, del 8 de Julio de 2020, de VIVA HEALTHCARE PACKAGING LIMITED: Un proceso para la fabricación de un artículo de paredes delgadas flexible, dicho proceso comprende moldear por inyección una mezcla de (a) por lo […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 UN MÉTODO PARA FABRICAR, UTILIZANDO UNA PELÍCULA, UN ENVASE QUE PUEDE SOMETERSE AL VACÍO AL MENOS CUANDO EL ANVASE SE LLENA CON PRODUCTOS DE CONSUMO, TALES COMO, POR EJEMPLO CAFÉ, del 20 de Abril de 2011, de SARA LEE/DE N.V.: Un método para fabricar, utilizando una película , un envase que se puede someter al vacio al menos cuando el envase se llena de artículos […]
UN MÉTODO PARA FABRICAR, UTILIZANDO UNA PELÍCULA, UN ENVASE QUE PUEDE SOMETERSE AL VACÍO AL MENOS CUANDO EL ANVASE SE LLENA CON PRODUCTOS DE CONSUMO, TALES COMO, POR EJEMPLO CAFÉ, del 20 de Abril de 2011, de SARA LEE/DE N.V.: Un método para fabricar, utilizando una película , un envase que se puede someter al vacio al menos cuando el envase se llena de artículos […]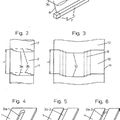 PROCEDIMIENTO PARA LA PRODUCCIÓN DE SECCIONES DE BANDA A PARTIR DE MATERIAL DE BANDA FLEXIBLE ASÍ COMO PARA LA PRODUCCIÓN DE RECIPIENTES DE ENVASE, del 18 de Marzo de 2011, de STARLINGER & CO. GESELLSCHAFT MBH: Procedimiento para la producción de secciones de banda a partir de un material de banda flexible , dotándose al material de banda de […]
PROCEDIMIENTO PARA LA PRODUCCIÓN DE SECCIONES DE BANDA A PARTIR DE MATERIAL DE BANDA FLEXIBLE ASÍ COMO PARA LA PRODUCCIÓN DE RECIPIENTES DE ENVASE, del 18 de Marzo de 2011, de STARLINGER & CO. GESELLSCHAFT MBH: Procedimiento para la producción de secciones de banda a partir de un material de banda flexible , dotándose al material de banda de […]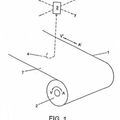 METODO PARA FABRICAR, UTILIZANDO UNA LAMINA, UN ENVASE QUE SE PUEDE RARIFICAR AL MENOS CUANDO EL ENVASE SE LLENA DE ARTICULOS DE CONSUMO, POR EJEMPLO, CAFE, del 1 de Octubre de 2007, de SARA LEE/DE N.V.: Método para fabricar, utilizando una lámina, un envase que se puede rarificar al menos cuando el envase se llena de artículos de consumo, por […]
METODO PARA FABRICAR, UTILIZANDO UNA LAMINA, UN ENVASE QUE SE PUEDE RARIFICAR AL MENOS CUANDO EL ENVASE SE LLENA DE ARTICULOS DE CONSUMO, POR EJEMPLO, CAFE, del 1 de Octubre de 2007, de SARA LEE/DE N.V.: Método para fabricar, utilizando una lámina, un envase que se puede rarificar al menos cuando el envase se llena de artículos de consumo, por […]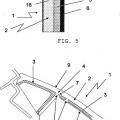 COMPONENTE DE REVESTIMIENTO INTERIOR CON CUBIERTA DE AIRBAG INTEGRADA, del 30 de Mayo de 2011, de PEGUFORM GMBH: Componente de revestimiento de airbag para automóviles, que está constituido esencialmente por una capa decorativa y un soporte que presenta […]
COMPONENTE DE REVESTIMIENTO INTERIOR CON CUBIERTA DE AIRBAG INTEGRADA, del 30 de Mayo de 2011, de PEGUFORM GMBH: Componente de revestimiento de airbag para automóviles, que está constituido esencialmente por una capa decorativa y un soporte que presenta […]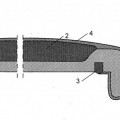 PARTE CON MÚLTIPLES CAPAS Y MÉTODO PARA PRODUCIRLA, del 6 de Abril de 2011, de RECTICEL AUTOMOBILSYSTEME GMBH: Un método para producir una pieza de múltiples capas que comprende un núcleo moldeado y una capa flexible de poliuretano formada por una capa pelicular flexible […]
PARTE CON MÚLTIPLES CAPAS Y MÉTODO PARA PRODUCIRLA, del 6 de Abril de 2011, de RECTICEL AUTOMOBILSYSTEME GMBH: Un método para producir una pieza de múltiples capas que comprende un núcleo moldeado y una capa flexible de poliuretano formada por una capa pelicular flexible […] PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR UNA PIEZA MOLDEADA A BASE DE AL MENOS DOS PLASTICOS DIFERENTES, del 12 de Agosto de 2010, de ADCURAM MASCHINENBAUHOLDING GMBH: Procedimiento para fabricar una pieza moldeada a base de al menos dos plásticos diferentes, que comprende los pasos siguientes:
a1) plastificación […]
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR UNA PIEZA MOLDEADA A BASE DE AL MENOS DOS PLASTICOS DIFERENTES, del 12 de Agosto de 2010, de ADCURAM MASCHINENBAUHOLDING GMBH: Procedimiento para fabricar una pieza moldeada a base de al menos dos plásticos diferentes, que comprende los pasos siguientes:
a1) plastificación […]