PROCEDIMIENTO PARA LA FABRICACIÓN DE UNA PIEZA MOLDEADA CON UNA ZONA DECORATIVA.
Procedimiento para la fabricación de una pieza moldeada, con las siguientes etapas del procedimiento:
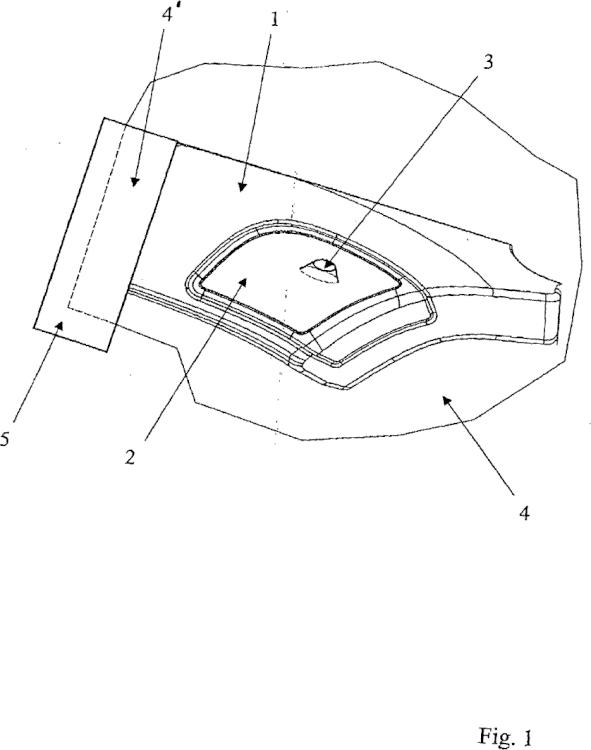
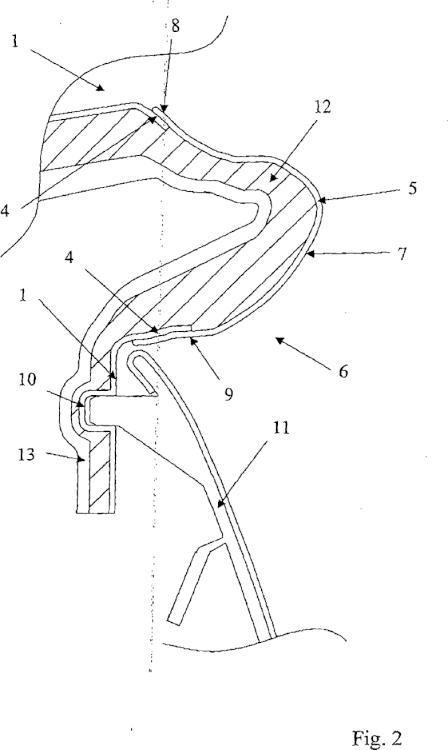
a. inserción de una capa decorativa (5) en un útil de moldeo abierto; b. cierre del útil de moldeo y relleno con espuma por detrás de la capa decorativa (5) por medio de una espuma de plástico, en el que a través de la aplicación de un material endurecible de configuración de la forma, sin la aplicación de sustancias auxiliares, como por ejemplo adhesivo o laminas, se configura sobre la zona marginal de la capa decorativa (5) y sobre una zona adyacente de la superficie, junto a la capa decorativa (5), al menos una zona no decorativa (1) conectada con la capa decorativa (5) en zonas marginales (8, 9), en el que solamente la zona no decorativa (1) se configura con zona de solape de un material sólido, en el que la zona no decorativa (1) se rellena con espuma por detrás después del cierre del útil de moldeo junto con la capa decorativa (5), en el que la zona no decorativa (1) se configura como zona funcional con al menos un elemento funcional (3, 10), caracterizado porque la aplicación del material endurecible de configuración de la forma tiene lugar antes del cierre del útil de moldeo
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06004056.
Solicitante: PEGUFORM GMBH.
Nacionalidad solicitante: Alemania.
Dirección: SCHLOSSMATTENSTRASSE 18 D-79268 BÖTZINGEN ALEMANIA.
Inventor/es: HESS,RAUL, Luesebrink,Uwe, Buehler,Hartmut.
Fecha de Publicación: .
Fecha Solicitud PCT: 28 de Febrero de 2006.
Clasificación Internacional de Patentes:
- B29C44/12J
- B29C44/14E
Clasificación PCT:
- B29C44/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación. › siendo la parte preformada un revestimiento.
- B29C70/74 B29C […] › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › Moldeo de material sobre una parte relativamente pequeña del objeto preformado, p. ej. moldeo sobre una pieza elaborada.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2360551_T3.pdf
Fragmento de la descripción:
La invención se refiere a un procedimiento para la fabricación de una pieza moldeada según la reivindicación 1.
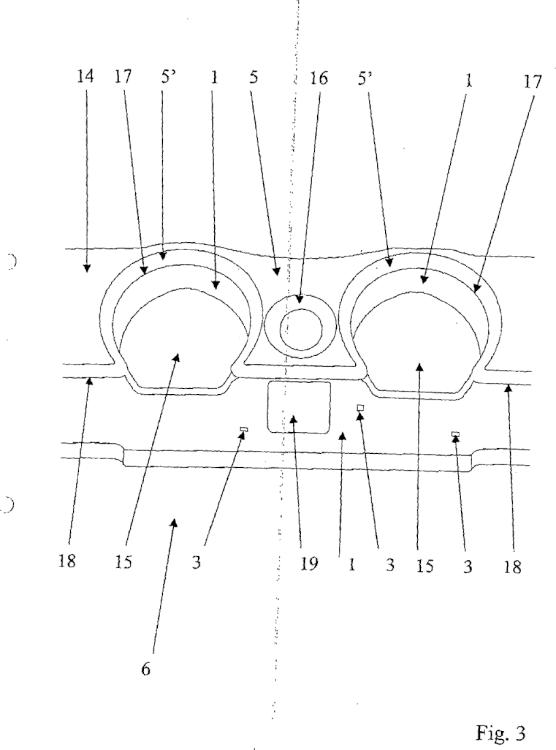
El procedimiento de acuerdo con la invención es especialmente adecuado para la fabricación de piezas moldeadas para el sector del automóvil y allí especialmente para la fabricación de piezas de equipamiento del espacio interior, como por ejemplo cuadros de instrumentos o revestimientos interiores de puertas. Estas piezas moldeadas presentan típicamente una zona decorativa que se encuentra, en general, en la zona visible así como una zona no decorativa que se encuentra, en general, en la zona no visible. Con frecuencia, tales piezas moldeadas poseen una geometría compleja.
Tales piezas moldeadas conocidas están constituidas por un revestimiento de PVC continuo, relleno de espuma por detrás, que está encolado en las zonas visibles en el estado de montaje por medio de una capa decorativa de alta calidad, especialmente de una capa de cuero, cuero artificial, alcántara o tela. Adyacente las zonas visibles en el estado de montaje se extienden zonas no decorativas, que están configuradas la mayoría de las veces como zonas funcionales. Estas zonas funcionales cumplen especialmente una función de apoyo, de centrado o de fijación. De acuerdo con ello, las zonas no decorativas contienen, en general, superficies de apoyo y/o medios de centrado y/o medios de fijación para la aplicación y/o fijación de piezas de montaje.
La previsión del revestimiento de PVC continuo no es necesaria para representar las zonas no decorativas configuradas, en parte, relativamente complejas. El material decorativo de alta calidad, como por ejemplo cuero, cuero artificial o alcántara, no es adecuado como material continuo, puesto que no se puede decorar en la medida en que sería necesario para la configuración de la geometría compleja en la zona no visible.
De manera alternativa, existe, en efecto, la posibilidad de reproducir zonas de geometría compleja a partir de piezas cortadas, que se cosen entre sí (las llamadas prendas de cuero tridimensionales). Sin embargo, este concepto es costoso y requiere, además, una obturación cuidadosa de las costuras por medio de una capa de bloqueo, para impedir la salida de espuma durante el relleno de espuma por detrás.
Para la fabricación de dichas piezas moldeadas se fabrica, por lo tanto, en primer lugar un revestimiento de PVC, la mayoría de las veces en el procedimiento de rotación interior o bien procedimiento Slush. El revestimiento de PVC tiene, en general, un espesor de aproximadamente 1 mm. En una etapa siguiente del procedimiento, el revestimiento de PVC continuo se rellena de espuma por detrás, después de lo cual se encola, en otra etapa, una capa decorativa sobre el revestimiento de PVC. Las zonas no decorativas son recortadas de la capa decorativa.
En este caso es un inconveniente que la fabricación del revestimiento de PVC en el procedimiento Slush es intensivo de costes y de tiempo. Además, es un inconveniente que la pieza moldeada conocida, en virtud del revestimiento de PVC de aproximadamente 1 mm de espesor, presenta un peso relativamente alto.
Además, se conocen a partir del estado de la técnica procedimientos para conectar decoraciones de alta calidad, como por ejemplo cuero o tela, con otros materiales.
Se conoce a partir de los documentos DE 43 43 240 A1 o DE 101 40 873 A1 disponer dos materiales decorativos diferentes adyacentes entre sí para la configuración de una capa decorativa. De estos documentos no se pueden deducir instrucciones para la unión de zonas no decorativas y zonas funcionales.
Por último, se conoce a partir del documento DE 38 23 584 A1 una pieza de tapicería, en la que se fija una funda de tela en un molde de fundición y se inyecta por detrás con una espuma blanda. En otra etapa del procedimiento, se aplica una capa de espuma dura, en la que se pueden conformar al mismo tiempo unos elementos de fijación. No están previstas medidas especiales para fijar la tela en la pieza de espuma dura.
Se conoce a partir del documento WO 2005/012040 A1 un procedimiento para la fabricación de una pieza de revestimiento interior con una decoración superficial, en el que la decoración superficial se fabrica en un útil de moldeo separado y a continuación se rellena con espuma por detrás en un útil de relleno de espuma.
El documento FR-A-2151651 describe un procedimiento para la fabricación de artículos de guarnicionería, que están constituidos por un núcleo de espuma y un revestimiento decorativo colocado encima.
El cometido de la invención es proponer un procedimiento de coste favorable para la fabricación de una pieza moldeada de peso reducido.
Este cometido se soluciona por medio de un procedimiento con las características de la reivindicación 1.
Las configuraciones ventajosas de la invención se indican en las reivindicaciones dependientes.
La invención se basa en la idea de prescindir de un revestimiento de PVC grueso, rígido y continuo y configurar solamente las zonas no decorativas con zona de solape de un material sólido o bien que se vuelve sólido.
De acuerdo con la invención, se inserta en primer lugar una capa decorativa en un útil de moldeo de conformación. A continuación, se produce(n) la o las zonas no decorativa(s) con zona de solape. Con esta finalidad, se aplica, en particular se extiende o se pulveriza en el útil de moldeo abierto un material endurecible, en particular poliuretano, sobre determinadas zonas de la pieza de moldeo posterior. Para la fabricación de una zona no decorativa, se introduce el material endurecible, en parte, sobre una zona de la superficie de la capa decorativa así como inmediatamente adyacente a ella sobre una zona de la superficie junto a la capa decorativa en el molde. La zona de la superficie del material endurecible sobre la capa decorativa forma la zona de solape o también la sección de fijación de la zona no decorativa en la capa decorativa. La zona de solape se forma por una zona marginal de la zona no decorativa. En general, las zonas no decorativas se prevén a lo largo del borde exterior de la capa decorativa. No obstante, es evidente que también se pueden prever zona son decorativas adicional o alternativamente en bordes de escotaduras dentro de la capa decorativa.
El material que reacciona configurando una forma se conecta de esta manera sin utilizar sustancias aditivas, como por ejemplo adhesivo o láminas, en el útil de moldeo con efecto de fijación con la decoración. De esta manera, resulta un revestimiento, que está en condiciones de configurar zonas funcionales de geometría compleja discrecional en sí.
Después de la fabricación de las zonas no decorativas, en particular después del endurecimiento completo del material, se cierra el útil de moldeo y se rellenan con espuma por detrás la capa decorativa y la zona no decorativa de manera conocida por medio de una espuma de plástico, en particular de una espuma de poliuretano. Las zonas no decorativas asumen en este caso una función de obturación del útil de moldeo. La espuma de plástico utilizada tiene un espesor y una dureza esencialmente más reducidos que las zonas no decorativas de la pieza moldeada.
A través del procedimiento de acuerdo con la invención se obtiene una pieza moldeada, que presenta un peso esencialmente más reducido que una pieza moldeada, que se fabrica con procedimientos convencionales, puesto que se puede prescindir de un revestimiento de PVC continuo y, por lo tanto, de una doble capa en la zona decorativa. Otra ventaja grande de la invención consiste en la háptica mejorada, puesto que debajo de la capa decorativa no está prevista ninguna capa de plástico gruesa, rígida, de manera que la capa decorativa puede ceder en ciertos límites cuando se aplica presión. Los cálculos han mostrado que por medio del procedimiento se pueden fabricar cuadros de instrumentos de aproximadamente 900 g más ligeros. Otra ventaja grande del procedimiento de acuerdo con la invención consiste en la reducción de los costes de fabricación y de inversión, puesto que se puede prescindir de dispositivos de rotación interna intensivos de costes, que eran necesarios hasta ahora. El material endurecible para la fabricación de las zonas no decorativas se puede aplicar directamente, sin dispositivos caros.
En una configuración de la invención, está previsto con ventaja que el material endurecible se aplique directamente, es decir, inmediatamente, sin sustancias auxiliares... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de una pieza moldeada, con las siguientes etapas del procedimiento:
a. inserción de una capa decorativa (5) en un útil de moldeo abierto;
b. cierre del útil de moldeo y relleno con espuma por detrás de la capa decorativa (5) por medio de una espuma de plástico,
en el que a través de la aplicación de un material endurecible de configuración de la forma, sin la aplicación de sustancias auxiliares, como por ejemplo adhesivo o laminas, se configura sobre la zona marginal de la capa decorativa (5) y sobre una zona adyacente de la superficie, junto a la capa decorativa (5), al menos una zona no decorativa (1) conectada con la capa decorativa (5) en zonas marginales (8, 9), en el que solamente la zona no decorativa (1) se configura con zona de solape de un material sólido, en el que la zona no decorativa (1) se rellena con espuma por detrás después del cierre del útil de moldeo junto con la capa decorativa (5), en el que la zona no decorativa (1) se configura como zona funcional con al menos un elemento funcional (3, 10), caracterizado porque la aplicación del material endurecible de configuración de la forma tiene lugar antes del cierre del útil de moldeo.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque el material endurecible se aplica directamente sobre la zona marginal de la capa decorativa.
3. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque se pulveriza o se extiende el material endurecible.
4. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque como material endurecible se utiliza poliuretano líquido.
5. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque antes del relleno con espuma desde atrás de la capa decorativa (5) y de la zona no decorativa (1) se aplica una capa de sellado sobre la capa decorativa (5).
6. Procedimiento de acuerdo con la reivindicación 5, caracterizado porque la capa de sellado se fabrica de material endurecible, en particular del mismo material que la zona no decorativa (1).
7. Procedimiento de acuerdo con la reivindicación 6, caracterizado porque el material endurecible para la fabricación de la capa de sellado se aplica directamente sobre la capa decorativa (5).
8. Procedimiento de acuerdo con una de las reivindicaciones 6 ó 7, caracterizado porque el material endurecible se pulveriza o se extiende para la fabricación de la capa de sellado.
9. Procedimiento de acuerdo con una de las reivindicaciones 6 a 8, caracterizado porque la capa de sellado se fabrica más fina al menos sobre la mayor parte de su extensión superficial que la zona no decorativa (1).
10. Procedimiento de acuerdo con la reivindicación 9, caracterizado porque la capa de sellado se fabrica con un espesor máximo de 0,5 mm, con preferencia de aproximadamente 0,2 mm.
11. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque para el relleno con espuma por detrás se utiliza espuma de poliuretano.
12. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque como capa decorativa (5) se utiliza cuero y/o tela.
Patentes similares o relacionadas:
 HERRAMIENTA DE MOLDEO SELLABLE, del 10 de Mayo de 2011, de KRAUSSMAFFEI TECHNOLOGIES GMBH: Herramienta de molde sellable comprendiendo una primera mitad de molde, una segunda mitad de molde que esta diseñada para poder ser cerrada […]
HERRAMIENTA DE MOLDEO SELLABLE, del 10 de Mayo de 2011, de KRAUSSMAFFEI TECHNOLOGIES GMBH: Herramienta de molde sellable comprendiendo una primera mitad de molde, una segunda mitad de molde que esta diseñada para poder ser cerrada […]
Dispositivo de envasado controlado térmicamente y método de fabricación, del 8 de Abril de 2020, de SONOCO DEVELOPMENT, INC.: Un dispositivo de cambio de fase para controlar la temperatura dentro de un entorno, que comprende: un material de espuma tanto con […]
Modificaciones de recipientes para minimizar los defectos durante el flujo de poliuretano reactivo, del 13 de Noviembre de 2019, de Dow Global Technologies LLC: Un procedimiento para reducir el número o el tamaño de los huecos en un poliuretano formado in situ en un recipiente, que comprende formar un flujo de al menos dos componentes […]
Proceso para moldear artículos de plástico, del 6 de Noviembre de 2019, de Upcycle Holdings Limited: Un proceso para moldear un artículo de plástico utilizando una máquina que comprende una pareja de moldes , cada uno de los cuales […]
Procedimiento de realización de un componente de guarnición de un asiento de vehículo automóvil, del 24 de Septiembre de 2018, de CERA TSC: Procedimiento de realización de un componente de guarnición de un asiento de vehículo automóvil, comprendiendo dicho procedimiento las […]
Procedimiento para el sellado de una costura, del 15 de Marzo de 2017, de SMP Deutschland GmbH: Procedimiento para el sellado de al menos una costura de al menos una piel moldeada que presenta al menos una costura , que presenta […]
Película para el recubrimiento de la huella de una suela de zapato de material polimérico a base de poliuretano, del 2 de Noviembre de 2016, de SPAC S.P.A: Una película de recubrimiento de la huella para suelas de zapatos de material polimérico a base de poliuretano que comprende una […]
Componente estructural de varias capas, procedimiento para su fabricación y uso, del 3 de Agosto de 2016, de Covestro Deutschland AG: Componente estructural de varias capas - que comprende una primera y una segunda capa de material compuesto de fibras […]