Pieza moldeada con cobertura para airbag integrada y chapa de cubierta para airbag.
Pieza moldeada con cobertura para airbag integrada para un revestimiento interior de un automóvil,
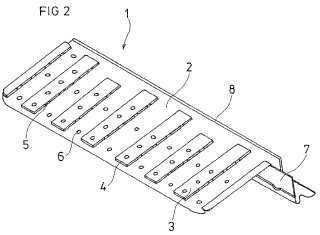
comprendiendo la cobertura para airbag una chapa (1) de cubierta para airbag como refuerzo y protección contra fragmentos proyectados, estando la chapa (1) de cubierta para airbag formada en la cobertura para airbag directamente mediante un proceso de conformación para la pieza moldeada, caracterizada porque la chapa de cubierta para airbag presenta pasos (3), que están dispuestos por encima y/o por debajo de la superficie (2) de base de la chapa (1) de cubierta para airbag, estando dispuestos los pasos (3) transversalmente a la dirección longitudinal de la chapa de cubierta para airbag y extendiéndose a este respecto casi por toda la anchura de la chapa (1) de cubierta para airbag.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/006427.
Solicitante: PEGUFORM GMBH.
Nacionalidad solicitante: Alemania.
Dirección: SCHLOSSMATTENSTRASSE 18 79268 BOTZINGEN ALEMANIA.
Inventor/es: FORSTHOFER,KONRAD, BASILE,ROBERT, MULLOL,Nuria Ignés i, SCHULER,Marco, VERSEGHY,Gustav.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B60R21/205 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B60 VEHICULOS EN GENERAL. › B60R VEHICULOS, EQUIPOS O PARTES DE VEHICULOS, NO PREVISTOS EN OTRO LUGAR (prevención, limitación o extinción de incendios especialmente adaptadas a los vehículos A62C 3/07). › B60R 21/00 Disposiciones o equipamientos sobre los vehículos para proteger a los ocupantes o a los peatones o para evitar ser dañados en caso de accidente o de otros riesgos de la circulación (cinturones o arneses de seguridad en los vehículos B60R 22/00; asientos construidos para proteger al ocupante de los efectos de las fuerzas de aceleración anormales, p. ej. asientos anticolisión o asientos de seguridad, B60N 2/42; disposiciones para absorber la energía en los volantes de dirección de vehículos B62D 1/11; disposiciones para absorber la energía en las columnas de dirección de vehículos B62D 1/19). › en el tablero de mandos.
- B60R21/215 B60R 21/00 […] › caracterizadas por las cubiertas para el elemento hinchabler.
PDF original: ES-2378415_T3.pdf
Fragmento de la descripción:
Pieza moldeada con cobertura para airbag integrada y chapa de cubierta para airbag.
La presente invención se refiere a una pieza moldeada con una cobertura para airbag integrada y una chapa de cubierta para airbag incorporada en la cobertura para airbag con las características del preámbulo de la reivindicación 1 y a un procedimiento con las características del preámbulo de la reivindicación 15. Una pieza moldeada de este tipo y un procedimiento de este tipo se conocen a partir del documento EP 1 754 635 A.
Los revestimientos interiores de vehículos, como por ejemplo paneles de instrumentos o revestimientos laterales, tras los cuales está dispuesto un airbag, que está cubierto por una cobertura para airbag no visible, presentan por lo generaluna protección contra fragmentos proyectados. Ésta consiste generalmente en piezas insertadas como por ejemplo tejidos o chapas metálicas, de plástico termoplástico, que por regla general se utiliza como material de soporte para revestimientos interiores de automóviles.
Si se emplea un tejido como protección contra fragmentos proyectados, en ese caso normalmente el tejido debe recubrirse por inyección en una operación de trabajo previa con plástico y después, a continuación, unirse por ejemplo con el soporte del panel de instrumentos. También es posible fijar el tejido mediante adhesivo al soporte. También en este caso es necesaria de todos modos una etapa de trabajo adicional, para dotar la cobertura con una protección contra fragmentos proyectados.
Se conoce en general reforzar coberturas para airbag o cubiertas para airbag con chapas metálicas que, al abrirse la cubierta para airbag al desplegarse el airbag de forma explosiva, retienen la cubierta para airbag e impiden una fragmentación de la cubierta para airbag. En general, la protección contra fragmentos proyectados fabricada de chapa metálica debe remacharse en un proceso de trabajo adicional a un soporte de plástico correspondiente para la cubierta para airbag, prensarse o soldarse mediante remaches.
Así, en el documento DE 44 37 773 C1 se describe un panel de instrumentos con una cubierta para airbag abatible integrada, comprendiendo la cubierta para airbag un refuerzo que presenta aberturas a modo de estera, que se aplica a presión sobre la cubierta para airbag. A este respecto, el material de la cubierta queda prensado en las aberturas del refuerzo, con lo cual se produce una unión íntima uniforme entre la tapa y el refuerzo. Al desplegarse de forma explosiva el airbag y al iniciarse debido a ello una rotura de la cubierta para airbag, la cubierta para airbag se mantiene unida gracias al refuerzo, impidiendo el refuerzo que la cubierta para airbag se haga pedazos y con ello se garantiza la protección de los ocupantes. Como refuerzo se utilizan, por ejemplo, chapas metálicas, en las que están estampadas correspondientes aberturas.
La desventaja decisiva en todos estos procedimientos es la etapa de trabajo adicional, que encarece considerablemente el respectivo procedimiento en sí mismo y el producto (pieza de trabajo) , como por ejemplo un panel de instrumentos, un revestimiento para puerta o un revestimiento lateral.
En particular, en el caso de emplear chapas metálicas como protección contra fragmentos proyectados, esta desventaja no puede eliminarse mediante la simple conformación de una protección contra fragmentos proyectados durante el proceso de formación, por ejemplo en la herramienta de moldeo por inyección. Se ha determinado que al insertar chapas de cubierta conformadas de manera sencilla como protección contra fragmentos proyectados directamente durante o antes del proceso de formación, debido a los distintos coeficientes de dilatación térmica del plástico y el metal así como a la contracción que se produce por el enfriamiento de la masa fundida de plástico, se producen deformaciones y alabeos, que se perfilan por ejemplo sobre una superficie de panel de instrumentos.
Asimismo, los soportes de panel de instrumentos con canal de disparo de plástico integrado y tejido insertado como protección contra fragmentos proyectados tienden igualmente, debido a las diferentes relaciones de grosor de pared (soporte y canal de disparo) , durante el enfriamiento a rechupes en la zona del airbag.
Estos problemas se evitan por lo general colocando además la protección contra fragmentos proyectados en una etapa de trabajo adicional.
Existe por tanto, sin embargo, además el empeño por reducir las etapas de proceso necesarias para la incorporación de una protección contra fragmentos proyectados y a ser posible unir entre sí el soporte con cobertura para airbag integrada y el refuerzo (protección contra fragmentos proyectados) en una operación de trabajo.
Este objeto se resuelve mediante una pieza moldeada con las características de la reivindicación 1. Configuraciones ventajosas de la invención se muestran en las reivindicaciones dependientes.
Un objetivo de la invención es también implementar un procedimiento para incorporar un refuerzo en una cobertura para airbag. Este objetivo se resuelve mediante un procedimiento con las características de la reivindicación 17.
La idea básica de la invención consiste en que la protección contra fragmentos proyectados o el refuerzo necesario para la protección contra fragmentos proyectados esté diseñada/o constructivamente de modo que el refuerzo pueda insertarse directamente en la herramienta de conformación, sin que las tensiones que se producen durante el proceso de enfriamiento conduzcan tras la conformación primaria a rechupes u ondulación en la zona del airbag. La protección contra fragmentos proyectados o el refuerzo está diseñada/o de manera constructiva al mismo tiempo de modo que no aparezcan deformaciones o rechupes en la zona del airbag debido a tensiones térmicas, provocadas por ejemplo por un proceso de curado cíclico.
Debido a una geometría de chapa definida de forma precisa pueden absorberse las tensiones que aparecen por los distintos coeficientes de dilatación térmica o la contracción del plástico, de modo que la superficie de la pieza de revestimiento interior, como por ejemplo un panel de instrumentos, mantenga en la zona del airbag exactamente la geometría predeterminada y no se produzcan rechupes. Esto se consigue mediante el aumento controlado de las rigideces de chapa en las distintas direcciones espaciales.
Para ello la chapa de cubierta para airbag está dotada de denominados pasos, que están dispuestos por encima de la superficie de base de la chapa de cubierta para airbag a modo de linterna. La disposición de los pasos es, según una forma de realización preferida, uniforme, lo que garantiza una descomposición uniforme de las tensiones que aparecen. Los propios pasos sobresalen del plano de la chapa de cubierta para airbag en forma de tiras de chapa por encima de la superficie de base de la chapa de cubierta para airbag, que está abierta en este punto por abajo. Las tiras de chapa están unidas a través de almas en sus respectivos extremos con la superficie de base de la chapa de cubierta para airbag. A este respecto el paso se desarrolla por así decir en un lado de la superficie de base hacia arriba y termina entonces de nuevo en el otro lado de la superficie de base. La disposición de los pasos respecto a la superficie de base puede compararse a este respecto visualmente con linternas sobre un tejado (= superficie de base) . Básicamente también es posible, sin embargo, que los pasos estén dispuestos por debajo de la superficie de base o a ambos lados de la superficie de base (por encima y por debajo) .
En una forma de realización preferida está previsto que las tiras de chapa (pasos) , estén sostenidas a través de almas laterales respecto a la superficie de base. Estas almas sirven para la estabilización adicional de los pasos y por tanto para el aumento de la rigidez a la flexión de la chapa de cubierta entera. Las almas laterales son entonces en particular ventajosas cuando la altura total de la chapa de cubierta es menor que la altura del espacio hueco de la herramienta de conformación, de modo que los pasos se recubren por inyección durante el proceso de conformación. En este caso, las almas laterales impiden una deformación de los pasos durante la conformación.
Una configuración ventajosa de la invención prevé que la altura total de la chapa de cubierta corresponda a la altura de la pieza moldeada que va a fabricarse, de modo que la chapa de cubierta tras la inserción en la herramienta de conformación entre... [Seguir leyendo]
Reivindicaciones:
1. Pieza moldeada con cobertura para airbag integrada para un revestimiento interior de un automóvil, comprendiendo la cobertura para airbag una chapa (1) de cubierta para airbag como refuerzo y protección contra fragmentos proyectados, estando la chapa (1) de cubierta para airbag formada en la cobertura para airbag directamente mediante un proceso de conformación para la pieza moldeada, caracterizada porque la chapa de cubierta para airbag presenta pasos (3) , que están dispuestos por encima y/o por debajo de la superficie (2) de base de la chapa (1) de cubierta para airbag, estando dispuestos los pasos (3) transversalmente a la dirección longitudinal de la chapa de cubierta para airbag y extendiéndose a este respecto casi por toda la anchura de la chapa (1) de cubierta para airbag.
2. Pieza moldeada según la reivindicación 1, caracterizada porque la chapa (1) de cubierta para airbag es una chapa metálica o un plástico reforzado o embutido profundamente con una geometría para absorber las tensiones de contracción y térmicas que aparecen durante el proceso de conformación.
3. Pieza moldeada según una de las reivindicaciones 1 a 2, caracterizada porque los pasos (3) están dispuestos uniformemente.
4. Pieza moldeada según una de las reivindicaciones 1 a 3, caracterizada porque los pasos (3) sobresalen, como tiras de chapa, por encima del plano de la superficie (2) de base de la chapa (1) de cubierta para airbag abierta hacia abajo en la zona de los pasos (3) , estando unidas las tiras de chapa en sus extremos en cada caso a través de un alma (4) con la superficie (2) de base de la chapa (1) de cubierta para airbag.
5. Pieza moldeada según una de las reivindicaciones 1 a 4, caracterizada porque los pasos (3) están sostenidos mediante almas (5) laterales con respecto a la superficie (2) de base de la chapa (1) de cubierta para airbag.
6. Pieza moldeada según una de las reivindicaciones 1 a 5, caracterizada porque la chapa (1) de cubierta presenta tanto en la superficie (2) de base como en los pasos (3) varias aberturas (6) u orificios.
7. Pieza moldeada según una de las reivindicaciones 1 a 6, caracterizada porque los pasos (3) están dispuestos de modo que uno de cada dos pasos (3) está acortado con respecto a la bisagra (7) de la chapa (1) de cubierta.
8. Pieza moldeada según una de las reivindicaciones 1 a 7, caracterizada porque la disposición uniforme de los pasos
(3) sobre la chapa (1) de cubierta prevé lateralmente como primer elemento en cada caso un paso (3) .
9. Pieza moldeada según una de las reivindicaciones 1 a 8, caracterizada porque la altura total Z de la chapa (1) de cubierta para airbag corresponde a la altura de la pieza moldeada.
10. Pieza moldeada según una de las reivindicaciones 1 a 9, caracterizada porque la altura total Z de la chapa (1) de cubierta para airbag es menor que la altura de la pieza moldeada.
11. Pieza moldeada según una de las reivindicaciones 1 a 10, caracterizada porque el material para la pieza moldeada es un plástico termoplástico, como por ejemplo polipropileno (PP) , polietileno (PE) , poli (tereftalato de butilo) (PBT) , polioximetileno (POM) , poliamida (PA) , poli (tereftalato de etileno) (PET) , policarbonato (PC) , acrilonitrilo-butadienoestireno (ABS) y copolímero de acrilonitrilo-butadieno-estireno/policarbonato (ABS-PC) .
12. Pieza moldeada según la reivindicación 11, caracterizada porque el plástico termoplástico está reforzado con fibra.
13. Pieza moldeada según una de las reivindicaciones 1 a 12, caracterizada porque el proceso de conformación es un procedimiento de moldeo por inyección.
14. Pieza moldeada según una de las reivindicaciones 1 a 13, caracterizada porque el revestimiento interior es un panel de instrumentos.
15. Procedimiento para la fabricación de una pieza moldeada según una de las reivindicaciones 1 a 14, en el que se coloca una chapa (1) de cubierta para airbag como refuerzo y protección contra fragmentos proyectados para una cobertura para airbag integrada en la pieza moldeada antes del proceso de conformación en la herramienta de conformación y a continuación se conforma, caracterizado porque la chapa (1) de cubierta para airbag presenta pasos (3) , que están dispuestos por encima y/o por debajo de la superficie (2) de base de la chapa (1) de cubierta para airbag, estando dispuestos los pasos (3) transversalmente a la dirección longitudinal de la chapa (1) de cubierta para airbag y extendiéndose a este respecto casi por toda la anchura de la chapa (1) de cubierta para airbag.
Patentes similares o relacionadas:
Cubierta para un elemento antivuelco, del 24 de Junio de 2019, de K.L. KASCHIER- UND LAMINIER GMBH: Cubierta de un elemento antivuelco de un elemento antivuelco elevable de un vehículo a motor , donde en la cubierta , por encima del elemento antivuelco […]
Material compuesto para una cubierta de airbag, del 25 de Abril de 2019, de K.L. KASCHIER- UND LAMINIER GMBH: Cubierta de airbag, que está constituida de un material compuesto como material plano con al menos una capa textil, en donde la cubierta […]
Bisagra de tapa de airbag con sistema de absorción de esfuerzo, del 18 de Diciembre de 2018, de K.L. KASCHIER- UND LAMINIER GMBH: Bisagra de tapa de airbag con una bisagra textil, la cual se puede unir tanto con la tapa de airbag como también con una parte de soporte que rodea […]
Cubierta para airbag, del 23 de Octubre de 2018, de K.L. KASCHIER- UND LAMINIER GMBH: Cubierta para un airbag con al menos una tapa de airbag, que está articulada por medio de una bisagra textil en la zona de la cubierta fija, que rodea la tapa de […]
Componente de revestimiento interior con pieza inserta para cubrir un airbag y procedimiento de fabricación para el componente de revestimiento interior, del 5 de Octubre de 2016, de SMP Deutschland GmbH: Componente de revestimiento interior con un canal de disparo (23, 23') construido en un componente estructural (20, 20', 20'') y una cubierta (21, […]
 Dispositivo de obturación de un módulo de airbag que comprende una zona que forma bisagra de longitud variable, del 23 de Marzo de 2016, de FAURECIA INTERIEUR INDUSTRIE: Dispositivo de obturación de un módulo de airbag, del tipo que comprende un marco , que comprende al menos una pared que define una trayectoria […]
Dispositivo de obturación de un módulo de airbag que comprende una zona que forma bisagra de longitud variable, del 23 de Marzo de 2016, de FAURECIA INTERIEUR INDUSTRIE: Dispositivo de obturación de un módulo de airbag, del tipo que comprende un marco , que comprende al menos una pared que define una trayectoria […]
 Dispositivo para mantener una pieza añadida en una pieza de soporte, así como una disposición con un dispositivo de este tipo y con una pieza añadida, del 16 de Marzo de 2016, de A. RAYMOND ET CIE.: Dispositivo para mantener una pieza añadida en una pieza de soporte en una posición de montaje y en una posición de extracción, en […]
Dispositivo para mantener una pieza añadida en una pieza de soporte, así como una disposición con un dispositivo de este tipo y con una pieza añadida, del 16 de Marzo de 2016, de A. RAYMOND ET CIE.: Dispositivo para mantener una pieza añadida en una pieza de soporte en una posición de montaje y en una posición de extracción, en […]
Disposición para una funda de asiento de vehículo y su proceso de realización, del 28 de Diciembre de 2015, de SEAT, S.A.: Disposición para una funda de asiento de vehículo de manera que el asiento comprende un airbag , comprende asimismo una capa exterior embellecedora y una capa […]