DISPOSITIVO PARA EL TRATAMIENTO SUPERFICIAL DE PIEZAS.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2003/005958.
Solicitante: BALL PACKAGING EUROPE HOLDING GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: KAISERSWERTHER STRASSE 115 40880 RATINGEN ALEMANIA.
Inventor/es: NOLL,WERNER, KREUTZ,PATRICK, VETTER,THOMAS.
Fecha de Publicación: .
Fecha Solicitud PCT: 6 de Junio de 2003.
Fecha Concesión Europea: 11 de Agosto de 2010.
Clasificación Internacional de Patentes:
- B41F17/22 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B41 IMPRENTA; MAQUINAS COMPONEDORAS DE LINEAS; MAQUINAS DE ESCRIBIR; SELLOS. › B41F MAQUINAS O PRENSAS DE IMPRIMIR (dispositivos para copiar en varios ejemplares o aparatos para impresión de oficina B41L). › B41F 17/00 Aparatos o máquinas de imprimir de tipo particular o para empleo particular, no previstos en otro lugar. › por contacto de rodadura.
- B41F33/00A
- B41J3/407D
Clasificación PCT:
- B41F17/22 B41F 17/00 […] › por contacto de rodadura.
Clasificación antigua:
- B41F17/22 B41F 17/00 […] › por contacto de rodadura.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La invención se refiere a un dispositivo según el preámbulo de la reivindicación 1.
Este tipo de dispositivos puede servir generalmente para el tratamiento superficial de piezas en forma de procesos de barnizado, de estampado, de refinado de superficies, de tratamiento láser y similares.
En particular, los dispositivos de este tipo pueden servir para la impresión de piezas. Para ello, la unidad de transporte, generalmente, puede estar configurada de tal forma que con ella, mediante movimientos de traslación y/o de rotación adecuadas, las piezas se suministren a las estaciones de tratamiento individuales.
Durante la impresión de piezas rotacionalmente simétricas como, por ejemplo, latas de bebidas, éstas se posicionan sobre un aparato de ciclo giratorio con el que se suministran a las distintas estaciones de tratamiento. Para que las latas de bebida acercadas de esta manera a las estaciones de tratamiento puedan colocarse en la posición deseada con respecto a la estación de tratamiento, las latas de bebida están dispuestas sobre soportes giratorios. Los soportes están acoplados a un accionamiento, mediante el cual las latas de bebida pueden hacerse girar alrededor de su eje longitudinal.
Para registrar las posiciones de giro de las latas de bebida, en los soportes están dispuestos codificadores incrementales. Las señales generadas por los codificadores incrementales se transfieren a las estaciones de tratamiento, de modo que éstas pueden ser controladas en función de las señales.
Una desventaja es que por una parte, la transferencia de las señales conlleva un elevado gasto indeseable, ya que las señales de los codificadores incrementales han de transferirse del aparato de ciclo giratorio con soportes rotativos a las correspondientes estaciones de tratamiento estacionarias.
Otra grave desventaja es que, debido a los trayectos de transferencia, la entrada por lectura de las señales de los codificadores incrementales en las estaciones de tratamiento se produce con retraso, estando sujetas las señales además a variaciones.
Esto hace que se produzcan imprecisiones indeseables durante la realización de los procesos de tratamiento en las distintas estaciones de tratamiento. Esto a su vez conduce a una calidad insatisfactoria del tratamiento superficial de las piezas.
La publicación internacional WO01/12440A1 da a conocer un sistema para la impresión de artículos cónicos. Para controlar la impresión, el documento WO01/12440A1 da a conocer, en general, el uso de señales que son usadas por un controlador central a los servomotores de los accionamientos de las unidades de impresión, así como por dispositivos transportadores. Estas señales son generadas por información que diversos sensores de distintas posiciones del sistema devuelven al controlador. En el documento WO01/12440A1 no figuran la configuración detallada de la señal ni el modo de transferencia de la señal. En un sistema según el documento WO01/12440A1 también resulta desventajoso que la transferencia de las señales conlleva un elevado gasto indeseable, ya que las señales tienen que enviarse a cada servomotor individualmente y con un contenido complejo. Los posibles retrasos resultantes en la transferencia o el procesamiento de las señales conducen a su vez a una calidad insatisfactoria del tratamiento superficial de los artículos.
La invención tiene el objetivo de proporcionar un dispositivo de tipo descrito al principio, con el que se obtenga una calidad reproducible del tratamiento superficial de piezas.
Para conseguir este objetivo, están previstas las características de la reivindicación 1. Algunas formas de realización ventajosas y variantes convenientes de la invención se describen en las reivindicaciones subordinadas.
El dispositivo según la invención para el tratamiento superficial de piezas presenta un número predefinido de estaciones de tratamiento que realizan procesos de tratamiento y una unidad transportadora que realiza movimientos de tratamiento, mediante la cual las piezas se transportan a posiciones teóricas predefinidas en las estaciones de tratamiento. En una unidad de control central, se sincronizan los movimientos de tratamiento de la unidad transportadora y los procesos de tratamiento de la estación de tratamiento, pudiendo predefinirse, a través de la unidad de control central, para cada estación de tratamiento un ciclo correlado con el movimiento de tratamiento de la pieza que se ha de tratar, que controla el proceso de tratamiento correspondiente.
Por lo tanto, la idea básica de la invención consiste en sincronizar, a través de la unidad de control central, las estaciones de tratamiento con respecto a los movimientos de tratamiento de la unidad transportadora. De esta manera, no sólo se reduce el gasto de la transferencia de información entre las estaciones de tratamiento y la unidad transportadora. Más bien, a través de la predefinición central del ciclo a través de la unidad de control central es posible también un mando exacto de las estaciones de tratamiento. Se eliminan en gran parte las imprecisiones resultantes de diferentes tiempos de transferencia de los valores de posición. Además, a través de la unidad de control central, mediante la generación de señales de inicio adecuadas y la predefinición de la duración de la transferencia del ciclo a una estación de tratamiento, se predefinen exactamente el comienzo y la duración del proceso de tratamiento realizado en la misma.
El dispositivo según la invención puede realizarse generalmente para realizar diferentes tratamientos superficiales de piezas.
De forma especialmente ventajosa, el dispositivo según la invención se emplea para la
impresión de piezas rotacionalmente simétricas que se suministran a las estaciones de tratamiento sobre un aparato de ciclo giratorio, estando alojadas durante ello de tal forma que pueden girar alrededor de sus ejes de simetría.
Según la invención, en la unidad de control central, como ciclo se genera una frecuencia piloto, mediante la que se mandan no sólo las estaciones de tratamiento, sino también la unidad transportadora, en especial los accionamientos para la realización de los movimientos giratorios de las piezas, preferentemente sobre un aparato de ciclo giratorio. Mediante esta predefinición de la frecuencia piloto se obtiene una sincronización especialmente sencilla y exacta de las estaciones de tratamiento y de los elementos de la unidad transportadora.
En una forma de realización ventajosa de la invención, en la unidad de control central, para cada estación de tratamiento se genera un ciclo individual. Este ciclo se deduce de los valores de posición y tiempos de registro, registrados actualmente, de la línea de suministro de la pieza que se ha de tratar.
En el caso de una unidad transportadora configurada como aparato de ciclo giratorio, como valores de posición se registran mediante codificadores incrementales las posiciones de giro actuales de las piezas rotacionalmente simétricas, alojadas de forma giratoria sobre el aparato de ciclo giratorio. Las señales de los codificadores incrementales, generadas durante ello, sin embargo, no se transfieren directamente a las estaciones de tratamiento para el mando de éstas. Más bien, a partir de los valores de posición y de los tiempos de registro de los valores de posición en la unidad de control central se genera el ciclo para una estación de tratamiento respectivamente. El ciclo generado de esta forma tiene en cuenta en particular también las variaciones de los movimientos giratorios de la pieza que se ha de tratar, por lo que con dicho ciclo es posible un mando exacto de la estación de tratamiento.
Además, pueden compensarse las variaciones y los errores de posición del movimiento del aparato de ciclo giratorio. Igualmente, pueden compensarse las tolerancias de fabricación del aparato de ciclo giratorio.
Los errores de posición y las tolerancias de fabricación pueden compensarse predefiniendo adecuadamente señales de inicio para el ciclo correspondiente. Las variaciones del movimiento del aparato de ciclo giratorio durante el tratamiento de las piezas se compensan predefiniendo adecuadamente el ciclo.
De manera especialmente ventajosa, este tipo de tolerancias de fabricación se registran en un procedimiento de calibración, para adaptar el ciclo generado en la unidad de control central de la forma más óptima posible, a fin de eliminar dichas tolerancias de fabricación.
...
Reivindicaciones:
1. Dispositivo (1) para el tratamiento superficial de latas (3), con un número predefinido de estaciones de tratamiento (B1 a B8) que realizan procesos de tratamiento y con una unidad de transporte que realiza movimientos, mediante los que las latas (3) se transportan a posiciones teóricas predefinidas en las estaciones de tratamiento (B1 a B8), con una unidad de control central (7), caracterizado porque mediante la unidad de control (7) están sincronizados los movimientos de la unidad transportadora y los procesos de las estaciones de tratamiento (B1 a B8), de tal forma que a través de la unidad de control central (7), para cada estación (B1 a B8) se predefine un ciclo en correlación con el movimiento de la lata (3) que se ha de tratar, que controla el proceso de tratamiento correspondiente, estando configurada la unidad de control (7) para generar señales de inicio adecuadas para la transferencia del ciclo controlador y para predefinir la duración de la transferencia del ciclo controlador, predefiniendo de esta forma exactamente el comienzo y la duración del proceso de tratamiento realizado, pudiendo predefinirse por la unidad de control central (7) una frecuencia piloto que forma el ciclo, siendo transferida la frecuencia piloto a una unidad de ordenador (9) para la sincronización de los movimientos de giro originados con los accionamientos y a las estaciones de tratamiento (B1 a B8) para el control de los procesos de tratamiento, pudiendo adaptarse la frecuencia piloto a las frecuencias de trabajo de las estaciones de tratamiento (B1 a B8) y estando adaptada la frecuencia piloto a la frecuencia de emisión de gotitas de chorro de tinta de un cabezal de impresión por chorro de tinta (6), que constituye una frecuencia de trabajo.
2. Dispositivo (1) según la reivindicación 1, en el que un número predefinido de las estaciones de tratamiento (B1 a B8) está formado respectivamente por una unidad de impresión.
3. Dispositivo (1) según la reivindicación 2, caracterizado porque al menos una de las unidades de impresión presenta un cabezal de impresión por chorro de tinta (6).
4. Dispositivo (1) según la reivindicación 2, caracterizado porque al menos una de las unidades de impresión presenta un cilindro impresor (5).
5. Dispositivo (1) según la reivindicación 1, caracterizado porque al menos una estación de tratamiento (B1 a B8) está formada por una unidad de inspección.
6. Dispositivo (1) según la reivindicación 1, caracterizado porque con él pueden tratarse
latas (3) rotacionalmente simétricas.
7. Dispositivo (1) según la reivindicación 1 ó 6, caracterizado porque las latas (3) rotacionalmente simétricas son latas de bebidas.
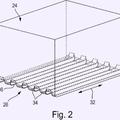
8. Dispositivo (1) según la reivindicación 1, caracterizado porque la unidad transportadora presenta un aparato de ciclo giratorio (2), sobre el que las latas (3) rotacionalmente simétricas están dispuestas en el sentido circunferencial pudiendo ponerse en movimiento giratorio mediante un accionamiento de transporte.
9. Dispositivo (1) según la reivindicación 8, caracterizado porque las latas (3) rotacionalmente simétricas están alojadas respectivamente de forma giratoria con respecto a su eje de giro.
10. Dispositivo (1) según la reivindicación 1, caracterizado porque la unidad de control central (7) está configurada para generar señales de inicio, mediante las que se inician individualmente los procesos de tratamiento de las distintas estaciones de tratamiento (B1 a B8).
11. Dispositivo (1) según la reivindicación 1, caracterizado porque a través de la unidad de control central (7), mediante la predefinición de la duración de la transferencia del ciclo a una estación de tratamiento (B1 a B8), se puede predefinir la duración del proceso de tratamiento para dicha estación de tratamiento (B1 a B8).
12. Dispositivo (1) según la reivindicación 1, caracterizado porque para registrar la posición de giro de las latas (3) está previsto respectivamente un codificador incremental (13).
13. Dispositivo (1) según la reivindicación 12, caracterizado porque la posición de los accionamientos para generar los movimientos de giro se regula en función de las señales del codificador incremental (13).
14. Dispositivo (1) según la reivindicación 1, caracterizado porque la frecuencia piloto puede ajustarse en la unidad de control (7).
15. Dispositivo (1) según la reivindicación 1, caracterizado porque la unidad de ordenador
(9) está dispuesta de forma estacionaria.
16. Dispositivo (1) según la reivindicación 1, caracterizado porque la unidad de ordenador
(9) está dispuesta sobre el aparato de ciclo giratorio (2).
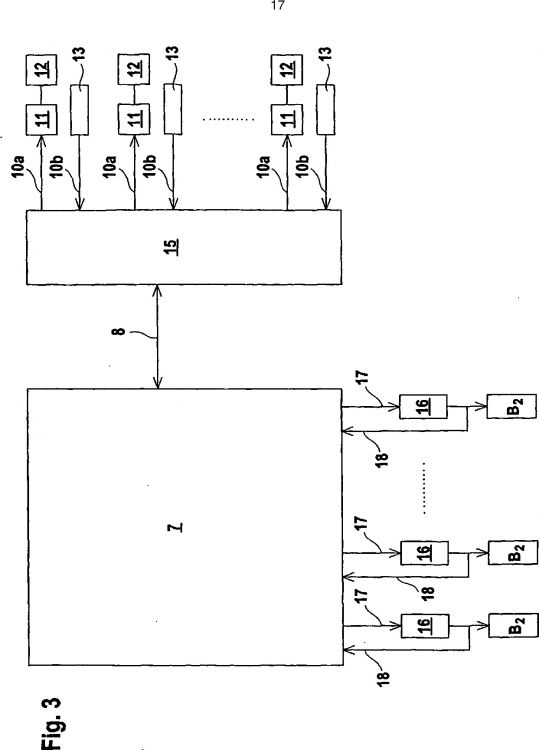
17. Dispositivo (1) según la reivindicación 1, caracterizado porque la frecuencia piloto y las señales de los codificadores incrementales (13) forman magnitudes de entrada para una regulación de posición del o de los accionamientos correspondientes.
18. Dispositivo (1) según la reivindicación 1, caracterizado porque en la unidad de control central (7), para cada estación de tratamiento (B1 a B8) se genera un ciclo individual para el control del proceso de tratamiento correspondiente, deduciéndose el ciclo de los valores de posición y tiempos de registro, registrados de forma cíclica y actual, de los valores de posición del movimiento de tratamiento de la correspondiente lata (3) que se ha de tratar.
19. Dispositivo (1) según la reivindicación 18, caracterizado porque los valores de posición registrados con los codificadores incrementales (13), así como los tiempos de registro de los valores de posición de la lata (3) se registran y se almacenan como registros en una unidad de evaluación (15).
20. Dispositivo (1) según la reivindicación 19, caracterizado porque el ciclo para una estación de tratamiento (B1 a B8) se compone de una secuencia de impulsos de computación que siguen los incrementos del codificador incremental (13) correspondiente y que se deducen de los registros almacenados en la unidad de evaluación (15).
21. Dispositivo (1) según la reivindicación 20, caracterizado porque los impulsos de computación se generan respectivamente en un generador de frecuencia (16) que controla la estación de tratamiento (B1 a B8) correspondiente.
22. Dispositivo (1) según la reivindicación 21, caracterizado porque las señales de salida generadas por un generador de frecuencia (16) vuelven a entrar por lectura en la unidad de control central (7).
23. Dispositivo (1) según la reivindicación 22, caracterizado porque en la unidad de control central (7) están previstos circuitos de regulación para generar los impulsos de computación, constituyendo las señales de salida, reentradas por lectura, de los generadores de frecuencia
(16) valores reales de los circuitos de regulación.
24. Dispositivo (1) según la reivindicación 20, caracterizado porque los intervalos entre los distintos impulsos de computación son menores que el tiempo de ciclo de la unidad de control central (7).
25. Procedimiento para el tratamiento superficial, especialmente la impresión, de latas (3) con un número predefinido de estaciones de tratamiento (B1 a B8) -que realizan procesos de tratamiento -y con una unidad transportadora -que realiza movimientos de tratamiento -con la que las latas (3) se transportan a posiciones teóricas predefinidas en las estaciones de tratamiento (B1 a B8), caracterizado porque una unidad de control central (7) sincroniza los movimientos de tratamiento de la unidad transportadora y los procesos de tratamiento de las estaciones de tratamiento (B1 a B8), siendo predefinido a través de la unidad de control central (7) para cada estación de tratamiento (B1 a B8) un ciclo en correlación con el movimiento de tratamiento de la lata (3) que se ha de tratar, que controla el proceso de tratamiento correspondiente, siendo generadas por la unidad de control (7) señales de inicio adecuadas para la transferencia del ciclo controlador, siendo predefinida la duración de la transferencia del ciclo controlador, por lo que quedan predefinidos exactamente el comienzo y la duración del proceso de tratamiento realizado, siendo predefinida por la unidad de control central (7) una frecuencia piloto que forma el ciclo, transfiriéndose la frecuencia piloto a una unidad de ordenador (9) para la sincronización de los movimientos de giro originados con los accionamientos, y a las estaciones de tratamiento (B1 a B8) para el control de los procesos de tratamiento, estando adaptada la frecuencia piloto a las frecuencias de trabajo de las estaciones de tratamiento (B1 a B8) y estando adaptada la frecuencia piloto a la frecuencia de salida, que constituye una frecuencia de trabajo, de las gotitas de chorro de tinta de un cabezal de impresión por chorro de tinta (6).
Patentes similares o relacionadas:
Aparato y método para orientar el cierre de extremo de un recipiente de bebida y aplicación de símbolos en una ubicación predeterminada, del 29 de Abril de 2020, de BALL CORPORATION: Un método para orientar y decorar un cierre de extremo para un recipiente de bebida, que comprende: proporcionar el cierre de extremo que comprende un ribete […]
Aparato de impresión de latas, del 29 de Abril de 2020, de I. Mer Co., Ltd: Aparato de impresión de latas que comprende: una impresora principal que tiene múltiples cilindros de placa para la impresión de diferentes colores y la […]
Método para fabricar planchas de impresión de manga, del 22 de Abril de 2020, de Honda Carax Co., Ltd: Un método para fabricar una plancha de impresión de manga que comprende una plancha de impresión enrollada alrededor de una superficie periférica […]
Procedimiento para corregir la desalineación de impresión en un aparato de impresión, del 22 de Enero de 2020, de I. Mer Co., Ltd: Un procedimiento para corregir la desalineación de impresión en un aparato de impresión , comprendiendo el aparato de impresión : una impresora con […]
Máquina de tampografía rotativa y procedimiento para la impresión de un lado exterior esencialmente cilíndrico de un objeto a imprimir, del 4 de Diciembre de 2019, de TECA-PRINT AG: Máquina de tampografía rotativa para la impresión de un lado exterior esencialmente cilíndrico de un objeto a imprimir , que tiene un eje central longitudinal […]
Aparato de impresión, del 3 de Abril de 2019, de Ball Beverage Packaging Europe Limited: Aparato para imprimir sobre estructuras cilíndricas que comprende: una pluralidad de dis positivos (12a-12f) entintadores que comprende cada […]
 Dispositivo para la impresión indirecta de una pieza cilíndrica, del 13 de Marzo de 2019, de TAMPOPRINT AG: Aparato para la impresión indirecta de partes cilíndricas , que comprende al menos un soporte intermedio de impresión , y un medio para transferir una […]
Dispositivo para la impresión indirecta de una pieza cilíndrica, del 13 de Marzo de 2019, de TAMPOPRINT AG: Aparato para la impresión indirecta de partes cilíndricas , que comprende al menos un soporte intermedio de impresión , y un medio para transferir una […]
Aparato de impresión, del 4 de Febrero de 2019, de I. Mer Co., Ltd: Un aparato de impresión que comprende: una pluralidad de cilindros portaplanchas para imprimir diferentes colores; dispuestos en una dirección […]