PROCEDIMIENTO DE FABRICACIÓN DE UNA NAPA FIBROSA BIDIMENSIONAL HELICOIDAL.
Procedimiento de realización de una napa fibrosa bidimensional helicoidal,
caracterizado porque comprende las etapas que consisten en: - aportar por lo menos una napa fibrosa transversal (102) y naparla guiándola según una dirección sustancialmente radial, a lo largo de un trayecto alternativamente en un sentido y en el otro entre los bordes circunferenciales externo e interno de la napa, con inversión de la napa transversal (202) en cada extremo de su trayecto, siendo la anchura de la napa transversal disminuida entre el borde circunferencial externo y el borde circunferencial interno, - sostener la napa trasversal a medida que tiene lugar su napado, - aportar una pluralidad de hilos o cables (204) sustancialmente paralelos entre sí para formar una napa longitudinal helicoidal (202), siendo la densidad superficial de la napa longitudinal decreciente entre su borde longitudinal externo y su borde longitudinal interno, - superponer las napas transversal y longitudinal helicoidal y avanzarlas en continuo en rotación de plano, - ensamblar la napa transversal napada y la napa longitudinal para formar una napa bidimensional helicoidal (402), y - evacuar la napa bidimensional helicoidal así formada
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2005/000973.
Solicitante: MESSIER-BUGATTI.
Nacionalidad solicitante: Francia.
Dirección: ZONE AERONAUTIQUE LOUIS BREGUET 78140 VELIZY VILLACOUBLAY FRANCIA.
Inventor/es: DELECROIX,VINCENT.
Fecha de Publicación: .
Fecha Solicitud PCT: 20 de Abril de 2005.
Fecha Concesión Europea: 11 de Agosto de 2010.
Clasificación Internacional de Patentes:
- D04H13/00 TEXTILES; PAPEL. › D04 TRENZADO; FABRICACION DEL ENCAJE; TRICOTADO; PASAMANERIA; NO TEJIDOS. › D04H FABRICACION DE TEJIDOS TEXTILES, p. ej. A PARTIR DE FIBRAS O MATERIALES FILAMENTOSOS (tejido D03; tricotado D04B; trenzado D04C; fabricación de redes D04G; costura D05B; implantación de pelos o mechones por picado D05C; terminación de los "no tejidos" D06 ); ARTICULOS FABRICADOS CON AYUDA DE ESTOS PROCEDIMIENTOS O APARELLAJE, p. ej. FIELTROS, NO TEJIDOS; GUATA; NAPA (telas no tejidas que tienen una capa intermedia o externa de género diferente, p. ej. una tela tejida, B32B). › Otros no tejidos.
- D04H18/00 D04H […] › Máquinas de punzonar.
- F16D69/02C
Clasificación PCT:
- B32B5/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 5/00 Productos estratificados caracterizados por la heterogeneidad o estructura física de una de las capas (B32B 9/00 - B32B 29/00 tienen prioridad). › siendo otra capa asimismo fibrosa o filamentosa.
- D04H13/00 D04H […] › Otros no tejidos.
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania.
Fragmento de la descripción:
ANTECEDENTES DE LA INVENCIÓN
La presente invención se refiere a la fabricación de una napa fibrosa bidimensional helicoidal.
Un campo particular de aplicación de la invención es la fabricación de napas fibrosas helicoidales destinadas a la realización de estructuras fibrosas tridimensionales anulares, tales como unas estructuras fibrosas de refuerzo para unas piezas anulares de material compuesto, en particular unos discos de freno.
Unos discos de freno de material compuesto, en particular de material compuesto con refuerzo de fibras de carbono y matriz carbono (compuestos carbono/carbono o C/C)
o con refuerzo de fibras de carbono y matriz por lo menos en parte cerámica (compuestos carbono/cerámica o C/C-cerámica), son bien conocidos. Su fabricación comprende la realización de una preforma fibrosa anular y la densificación de ésta por una matriz, siendo la densificación realizada por vía líquida (impregnación por una resina precursora de la matriz y pirólisis de la resina) o por vía gaseosa (infiltración química en fase vapor).
La preforma fibrosa se realiza habitualmente por apilamiento de estratos fibrosos y unión de los estratos entre sí, típicamente por punzonado.
La forma anular de la preforma puede ser obtenida por el recorte de un bloque formado por estratos fibrosos apilados y unidos entre sí, o por apilamiento de estratos fibrosos de forma anular recortados en unas texturas bidimensionales (tejidos, napas de fibras unidireccionales o multidireccionales, fieltros, etc.). Resulta de ello una pérdida bastante importante de material. Esta pérdida puede ser reducida formando unos estratos anulares por yuxtaposición de sectores de aro recortados en una textura bidimensional, pero al precio de una realización más compleja. Se podrá hacer referencia en particular a los documentos US nº 4.790.052, US nº 5.792.715 y EP 0 232 059.
Se han propuesto unos procedimientos que permiten obtener una preforma anular que tiene la forma deseada prácticamente sin pérdida de material, consistiendo estos procedimientos en arrollar una textura fibrosa helicoidal en espiras superpuestas de plano, estando las espiras unidas entre ellas, en particular por punzonado. Dichos procedimientos que utilizan una napa helicoidal deformable o unas trenzas helicoidales aplanadas se describen en particular en los documentos US nº 6.009.605 y US nº 5.662.855. Se puede hacer referencia también a los documentos US nº 6.363.593 y US nº 6.367.130 que se refieren a una instalación para realizar dichas preformas fibrosas anulares a partir de texturas bidimensionales helicoidales.
Estos procedimientos de obtención de preformas fibrosas anulares requieren la elaboración de napas tejidas o trenzas helicoidales por unos procedimientos que son de un coste relativamente elevado.
Se ha propuesto también en el documento WO 98/49 382 realizar una preforma fibrosa anular gruesa directamente a partir de fibras libres sin pasar por una etapa de fabricación de texturas fibrosas, en particular napando un conjunto de fibras libres en dirección radial sobre un lecho de fibras libres desordenadas llevado en dirección circunferencial, siendo el conjunto ligado por punzonado. Además de que la descripción es casi muda sobre la forma en que se realiza el lecho de fibras desordenadas y sobre la manera en que se depositan las fibras libres radiales, aparece inmediatamente que la obtención de una preforma fibrosa que no presenta una gran falta de homogeneidad de espesor y de densidad de fibras es prácticamente imposible.
OBJETIVO Y SUMARIO DE LA INVENCIÓN
La presente invención tiene por objetivo evitar los inconvenientes de los procedimientos de la técnica anterior proponiendo un procedimiento de fabricación de una textura fibrosa helicoidal que permite en particular realizar unas estructuras fibrosas anulares gruesas de forma simplificada y a un coste relativamente bajo, minimizando al mismo tiempo las pérdidas de material y las heterogeneidades de densidad y de espesor.
Este objetivo se alcanza gracias a un procedimiento que comprende las etapas que consisten en:
- aportar por lo menos una napa fibrosa transversal y naparla guiándola según una dirección sustancialmente radial a lo largo de un trayecto alternativamente en un sentido y en el otro entre unos bordes circunferenciales externo e interno de la napa, con inversión de la napa transversal en cada extremo de su trayecto, siendo la anchura de la napa transversal disminuida entre el borde circunferencial externo y el borde circunferencial interno,
- sostener la napa transversal a medida que tiene lugar su napado,
- aportar una pluralidad de hilos o cables sustancialmente paralelos entre sí para formar una napa longitudinal helicoidal, siendo la densidad superficial de la napa longitudinal decreciente entre su borde longitudinal externo y su borde longitudinal interno,
- superponer las napas transversal y longitudinal y avanzarlas en continuo en rotación de plano,
- ensamblar la napa transversal napada y la napa longitudinal para formar una napa bidimensional helicoidal, y
- evacuar la napa bidimensional helicoidal así formada.
El procedimiento según la invención se destaca porque permite, mediante una técnica de tipo napado, obtener una napa bidimensional helicoidal. El coste de fabricación es inferior al de las técnicas de tejido y de trenzado. La napa helicoidal obtenida puede ser utilizada a continuación para obtener directamente una estructura fibrosa anular por superposición de espiras de plano. La utilización de una napa permite entonces reducir las irregularidades de espesor debidas a los entrecruzados de hilos en comparación con unas texturas tejidas o trenzadas.
Preferentemente, la napa longitudinal es llevada sobre la napa transversal napada inmediatamente antes del ensamblaje de las dos napas, estando el mantenimiento de las posiciones de los hilos de la napa longitudinal helicoidal con respecto a la napa transversal napada asegurado así por el ensamblaje de las dos napas.
La napa transversal puede estar formada por una pluralidad de hilos o cables o por lo menos por un cable extendido.
Ventajosamente, cuando tiene lugar su napado, la napa transversal está guiada por el paso sobre una guía de manera que favorezca un apretado de la napa cuando tiene lugar el desplazamiento de la guía del borde circunferencial externo hacia el borde circunferencial interno de la napa, e inversamente.
La guía comprende ventajosamente dos barras curvadas sobre las cuales la napa transversal se apoya alternativamente cuando la guía es desplazada en un sentido y en el otro entre los bordes externo e interno de la napa.
Cuando la napa transversal está formada por una pluralidad de hilos o cables, cada hilo o cable está además preferentemente guiado entre unos elementos de guiado fijos que se extienden de manera sustancialmente radial entre los bordes circunferenciales externo e interno de la napa.
Cuando está formada por lo menos por un cable extendido, la napa transversal es además preferentemente guiada entre dos elementos de guiado fijos que se extienden de manera sustancialmente radial entre los bordes circunferenciales externo e interno de la napa.
Como variante, cuando la napa transversal está formada por una pluralidad de hilos o cables, cada hilo o cable puede ser guiado por el paso por un guiahilos respectivo desplazado entre los bordes circunferenciales externo e interno.
Ventajosamente, la napa transversal es mantenida después del napado, a nivel de sus inversiones, sobre unos soportes situados a lo largo de los bordes circunferenciales externo e interno de la napa, siendo dichos soportes desplazados en sincronismo con el avance de las napas transversal napada y longitudinal.
El mantenimiento puede estar asegurado en particular por aspiración sobre dichos soportes o por paso alrededor de picos soportados por dichos soportes.
La variación de la densidad superficial de la napa longitudinal helicoidal puede ser obtenida utilizando unos hilos o cables de títulos diferentes y/o haciendo variar la separación entre los hilos o cables, mientras que la aportación de los hilos o cables longitudinales puede ser realizada haciéndolos pasar por una prensa que comprende dos rodillos cónicos aplicados uno hacia el otro.
Se pueden utilizar diferentes medios de ensamblaje de las...
Reivindicaciones:
Reivindicaciones
1. Procedimiento de realización de una napa fibrosa bidimensional helicoidal, caracterizado porque comprende las etapas que consisten en:
- aportar por lo menos una napa fibrosa transversal (102) y naparla guiándola según una dirección sustancialmente radial, a lo largo de un trayecto alternativamente en un sentido y en el otro entre los bordes circunferenciales externo e interno de la napa, con inversión de la napa transversal (202) en cada extremo de su trayecto, siendo la anchura de la napa transversal disminuida entre el borde circunferencial externo y el borde circunferencial interno,
- sostener la napa trasversal a medida que tiene lugar su napado,
- aportar una pluralidad de hilos o cables (204) sustancialmente paralelos entre sí para formar una napa longitudinal helicoidal (202), siendo la densidad superficial de la napa longitudinal decreciente entre su borde longitudinal externo y su borde longitudinal interno,
- superponer las napas transversal y longitudinal helicoidal y avanzarlas en continuo en rotación de plano,
- ensamblar la napa transversal napada y la napa longitudinal para formar una napa bidimensional helicoidal (402), y
- evacuar la napa bidimensional helicoidal así formada.
2. Procedimiento según la reivindicación 1, caracterizado porque la napa longitudinal (202) es traída sobre la napa transversal napada (102) inmediatamente antes del ensamblaje.
3. Procedimiento según cualquiera de las reivindicaciones 1 y 2, caracterizado porque la napa transversal está formada por una pluralidad de hilos o cables (104)
4. Procedimiento según cualquiera de las reivindicaciones 1 y 2, caracterizado porque la napa transversal está formada por lo menos por un cable extendido (164).
5. Procedimiento según cualquiera de las reivindicaciones 1 a 4, caracterizado porque, cuando tiene lugar su napado, la napa transversal es guiada por el paso sobre una guía (106; 166) de manera que favorezca un apretado de la napa cuando tiene lugar el desplazamiento de la guía del borde externo hacia el borde interno de la napa, e inversamente.
6. Procedimiento según la reivindicación 5, caracterizado porque la guía comprende dos barras curvadas (108a, 108b; 168a, 168b) sobre las cuales la napa transversal se apoya alternativamente cuando la guía es desplazada en un sentido y en el otro entre los bordes externo e interno de la napa.
7. Procedimiento según las reivindicaciones 3 y 5, caracterizado porque cada hilo
o cable (104) está además guiado entre unos elementos de guiado fijos (114) que se extienden de manera sustancialmente radial entre los bordes circunferenciales externo e interno de la napa.
8. Procedimiento según las reivindicaciones 4 y 5, caracterizado porque el o los cables extendidos (164) están además guiados entre dos elementos de guiado fijos (174) que se extienden de manera sustancialmente radial entre los bordes circunferenciales externo e interno de la napa.
9. Procedimiento según la reivindicación 3, caracterizado porque cada hilo o cable de la napa transversal está guiado por el paso por un guiahilos respectivo (280) desplazado entre los bordes circunferenciales externo e interno de la napa.
10. Procedimiento según cualquiera de las reivindicaciones 1 a 9, caracterizado porque la napa transversal es mantenida después del napado a nivel de sus inversiones sobre unos soportes (130, 140; 180, 190) situados a lo largo de los bordes externo e interno de la napa, siendo dichos soportes desplazados en sincronismo con el avance de las napas transversal napada y longitudinal.
11. Procedimiento según la reivindicación 10, caracterizado porque el mantenimiento está asegurado por aspiración sobre dichos soportes.
12. Procedimiento según la reivindicación 10, caracterizado porque el mantenimiento está asegurado por el paso alrededor de picos (135, 145; 195) soportados por dichos soportes.
13. Procedimiento según cualquiera de las reivindicaciones 1 a 12, caracterizado porque la variación de la densidad superficial de la napa longitudinal (202) se realiza utilizando unos hilos o cables de títulos diferentes y/o haciendo variar la separación entre los hilos o cables.
14. Procedimiento según cualquiera de las reivindicaciones 1 a 13, caracterizado porque la traída de los hilos o cables longitudinales (204) se realiza haciendo pasar éstos por una prensa (206) que comprende dos rodillos cónicos aplicados uno hacia el otro.
15. Procedimiento según cualquiera de las reivindicaciones 1 a 14, caracterizado porque las napas longitudinal y transversal napada son ensambladas por punzonado.
16. Procedimiento según cualquiera de las reivindicaciones 1 a 14, caracterizado porque las napa longitudinal y transversal napada son ensambladas por costura con un hilo de ligado.
17. Procedimiento según cualquiera de las reivindicaciones 1 a 14, caracterizado porque las napas longitudinal y transversal napada son ensambladas por interposición de hilos termofusibles.
18. Procedimiento según cualquiera de las reivindicaciones 1 a 17, caracterizado porque las napas transversal y longitudinal son llevadas sobre un plato de soporte anular fijo (120).
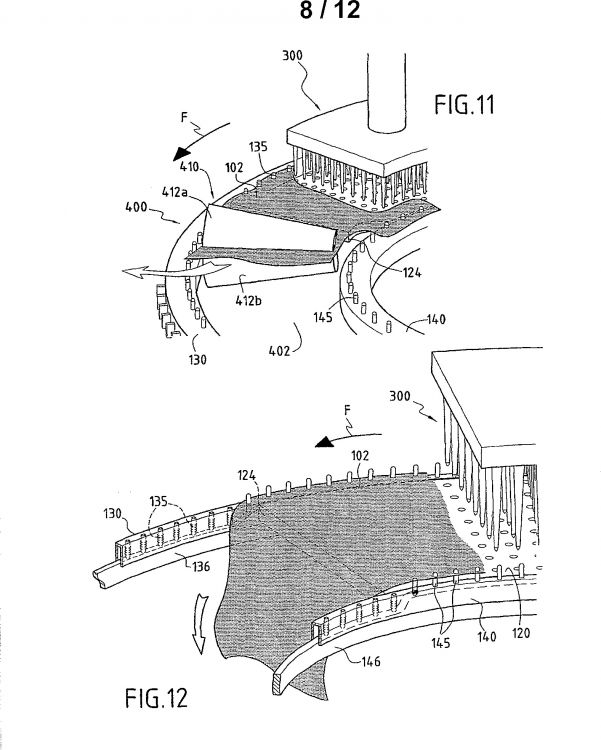
19. Procedimiento según la reivindicación 18, caracterizado porque el plato de soporte (120) tiene una forma de sector de aro con un extremo corriente abajo (124), situado corriente abajo de una zona de ensamblaje (300) de las napas longitudinal y transversal, en el sentido de avance, y la napa bidimensional helicoidal (402) es evacuada a la salida del plato de soporte anular situado en el extremo corriente abajo de éste.
20. Procedimiento según la reivindicación 19, caracterizado porque la napa bidimensional helicoidal es arrollada en hélice en espiras superpuestas de plano en un bote de almacenado anular rotativo (420) situado bajo el plato de soporte anular (120) y que tiene sustancialmente el mismo eje que éste.
21. Procedimiento según cualquiera de las reivindicaciones 1 a 17, caracterizado porque las napas trasversal y longitudinal son llevadas sobre un plato de soporte anular rotativo (126).
22. Procedimiento según cualquiera de las reivindicaciones 1 a 19 y 21, caracterizado porque la napa bidimensional helicoidal es evacuada lateralmente con respecto al plato de soporte anular.
23. Instalación de fabricación de una napa fibrosa bidimensional helicoidal que comprende:
- un plato de soporte anular (120),
- un dispositivo (100) de traída y de napado transversal para desplazar una napa fibrosa transversal según un trayecto alternativo de un lado al otro del plato de soporte anular con inversión de la napa transversal en cada extremo de este trayecto y guiando la napa en dirección sustancialmente radial,
- unos medios de sostenimiento de la napa transversal napada,
- un dispositivo (200) de traída de un conjunto de hilos o cables (204) para formar una napa longitudinal helicoidal (202) y llevarla sobre el plato de soporte anular,
- un dispositivo (300) de ensamblaje de la napa transversal napada y de la napa longitudinal para formar una napa bidimensional helicoidal,
- unos medios (400) de avance en continuo de la napa transversal napada y de la napa longitudinal en rotación de plano sobre el plato de soporte anular, y
- unos medios de evacuación de la napa bidimensional helicoidal después del ensamblaje de las napas longitudinal y transversal.
24. Instalación según la reivindicación 23, caracterizada porque el dispositivo de traída y de napado de la napa transversal comprende una guía (106; 166) sobre la cual pasa la napa transversal y unos medios de arrastre de la guía en desplazamiento a lo largo de un trayecto alternativo sustancialmente radial de un lado al otro del plato de soporte anular, estando la guía realizada de manera que favorezca un apretado de la napa transversal cuando tiene lugar el desplazamiento de la guía por el lado exterior del plato anular hacia el lado interior, e inversamente.
25. Instalación según la reivindicación 24, caracterizada porque la guía (106; 166) comprende dos barras curvadas (108a, 108b; 168a, 168b) sobre las cuales la napa transversal se apoya alternativamente cuando la guía es desplazada en un sentido y en el otro entre los lados exterior e interior del plato anular.
26. Instalación según la reivindicación 24, caracterizada porque, para llevar y napar una napa transversal formada por una pluralidad de hilos o cables transversales (104), el dispositivo de traída y de napado comprende además una pluralidad de elementos de guiado fijo (114) dispuestos radialmente entre los lados exterior e interior del plato anular (120) y que cooperan con los hilos o cables transversales para guiar cada uno de éstos en su trayecto entre el lado exterior y el lado interior del plato de soporte anular.
27. Instalación según la reivindicación 24, caracterizada porque para llevar y napar una napa transversal formada por lo menos por un cable extendido (164), el dispositivo de traída y de napado comprende además dos elementos de guiado fijos (174) dispuestos radialmente entre los lados exterior e interior del plato de soporte anular y entre los cuales la napa transversal es guiada en su trayecto entre el lado exterior y el lado interior del plato de soporte anular.
28. Instalación según la reivindicación 23, caracterizada porque, para llevar y napar una napa transversal formada por una pluralidad de hilos o cables transversales, el dispositivo de traída y de napado comprende una pluralidad de guiahilos (280) cada uno asociado a un hilo o cable transversal respectivo, y unos medios de desplazamiento alternativo de los guiahilos a lo largo de los trayectos sustancialmente radiales entre los lados exterior e interior del plato de soporte anular (120).
29. Instalación según cualquiera de las reivindicaciones 23 a 28, caracterizada porque los medios de sostenimiento de la napa transversal napada comprenden unos soportes en forma de bandas o coronas (130, 140; 180, 190) situados a ambos lados del plato de soporte anular (120), unos medios de retención de la napa transversal a nivel de sus inversiones sobre dichos soportes, y unos medios de arrastre de dichos soportes en sincronismo con los medios de avance.
30. Instalación según la reivindicación 29, caracterizada porque los medios de retención comprenden una cámara de depresión asociada a los soportes en forma de bandas o coronas con el fin de mantener la napa transversal sobre éstos por aspiración.
31. Instalación según la reivindicación 29, caracterizada porque los medios de retención comprenden unos picos (135, 145; 195) soportados por unos soportes en forma de banda, de manera que realicen las inversiones de la napa transversal alrededor de los picos.
32. Instalación según cualquiera de las reivindicaciones 23 a 31, caracterizada porque el dispositivo de traída de la napa longitudinal comprende una prensa (206) formada por dos rodillos cónicos entre los cuales pasan los hilos o cables (204) que forman la napa longitudinal.
33. Instalación según cualquiera de las reivindicaciones 23 a 32, caracterizada porque el dispositivo (300) de ensamblaje de las napas longitudinal y transversal napada es un dispositivo de punzonado que comprende por lo menos un cabezal de punzonado
(302) y se extiende sobre un sector de aro por encima del plato de soporte anular (120).
34. Instalación según la reivindicación 33, caracterizada porque el soporte anular es fijo y está provisto de perforaciones (128) frente a las agujas (304) del dispositivo de punzonado.
35. Instalación según cualquiera de las reivindicaciones 23 a 32, caracterizada porque el dispositivo de ensamblaje de las napas longitudinal y transversal napada comprende por lo menos un cabezal de costura para ensamblar las napas por medio de un hilo de ligado.
36. Instalación según cualquiera de las reivindicaciones 23 a 35, caracterizada porque los medios de avance comprenden unos medios de arrastre (410) de la napa bidimensional helicoidal (402) corriente abajo del dispositivo de ensamblaje (300), en el sentido de avance.
37. Instalación según cualquiera de las reivindicaciones 23 a 36, caracterizada porque el plato de soporte anular (120) está fijo y se extiende sobre un sector de aro que tiene un extremo corriente abajo (124), en el sentido de avance de las napas longitudinal y transversal napada, situado corriente abajo del dispositivo (300) de ensamblaje de las napas.
38. Instalación según la reivindicación 27, caracterizada porque los medios de evacuación de la napa bidiomensional helicoidal (402) comprenden un bote anular (420) situado bajo el plato de soporte anular (120) y sustancialmente del mismo eje que éste, y unos medios de arrastre del bote anular en sincronismo con los medios de avance, para recoger y arrollar en continuo en el bote la napa bidimensional helicoidal que sale del plato de soporte anular en el extremo corriente abajo de éste.
39. Instalación según cualquiera de las reivindicaciones 23 a 33, caracterizada porque el plato de soporte anular (126) es rotativo.
40. Instalación según la reivindicación 39, caracterizada porque el plato de soporte anular (126) presenta una parte superior que forma un cepillo con pelos rígidos (128).
Patentes similares o relacionadas:
Panel aislante a base de fibra mineral, procedimiento para su producción y su utilización, del 20 de Mayo de 2020, de SAINT-GOBAIN ISOVER: Panel aislante para calorifugar un aparato eléctrico, siendo el panel a base de fibras minerales elegidas entre las fibras de vidrio, la lana de vidrio o la lana de roca, […]
Partículas poliméricas, del 29 de Abril de 2020, de Canco Hungary Investment Ltd: Un artículo polimérico que comprende capas de polímero sucesivas, que comprenden: (a) una primera capa de polímero que comprende un material polimérico orientado; […]
Esteras de fibra mineral, del 8 de Abril de 2020, de ROCKWOOL INTERNATIONAL A/S: Procedimiento de fabricación de una estera que presenta una superficie exterior ablandada, que comprende fabricar una estera que comprende una retícula de […]
Compuesto no tejido hidroentrelazado con formación de imagen de baja formación de pelusa, del 12 de Febrero de 2020, de AVINTIV Specialty Materials Inc: Un compuesto hidroentrelazado que comprende: al menos dos bandas no tejidas que comprenden una primera banda no tejida y una segunda banda no tejida, en […]
Cabezal aplicador de tiras de fibra, del 15 de Enero de 2020, de TORRES MARTINEZ,MANUEL: Cabezal aplicador de tiras de fibra, formado por un conjunto estructural que determina un recorrido de múltiples tiras de fibra hasta una […]
Paneles de yeso adecuados para áreas mojadas o húmedas, del 1 de Enero de 2020, de Etex Building Performance International SAS: Un panel de yeso que comprende un núcleo de yeso con al menos un lado cubierto por una lámina fibrosa que comprende, como mínimo, una capa de una tela no tejida […]
Método para hacer una toallita húmeda dispersable, del 11 de Diciembre de 2019, de KIMBERLY-CLARK WORLDWIDE, INC.: Un método para fabricar una lámina no tejida dispersable, el método comprende: dispersar fibras naturales y fibras regeneradas en una relación de aproximadamente […]
 Uso de fibras celulósicas para la fabricación de una tela no tejida, del 30 de Octubre de 2019, de LENZING AG.: Un método para la fabricación de una banda fibrosa de papel, que comprende las etapas de
a. proporcionar una espuma de agua y un tensioactivo,
b. incorporar fibras de […]
Uso de fibras celulósicas para la fabricación de una tela no tejida, del 30 de Octubre de 2019, de LENZING AG.: Un método para la fabricación de una banda fibrosa de papel, que comprende las etapas de
a. proporcionar una espuma de agua y un tensioactivo,
b. incorporar fibras de […]