PROCEDIMIENTO DE FABRICACIÓN DE UN CUERPO DE CILINDRO DE UN MOTOR.
Un procedimiento de fabricación de un cuerpo (2) de cilindro de un motor (1),
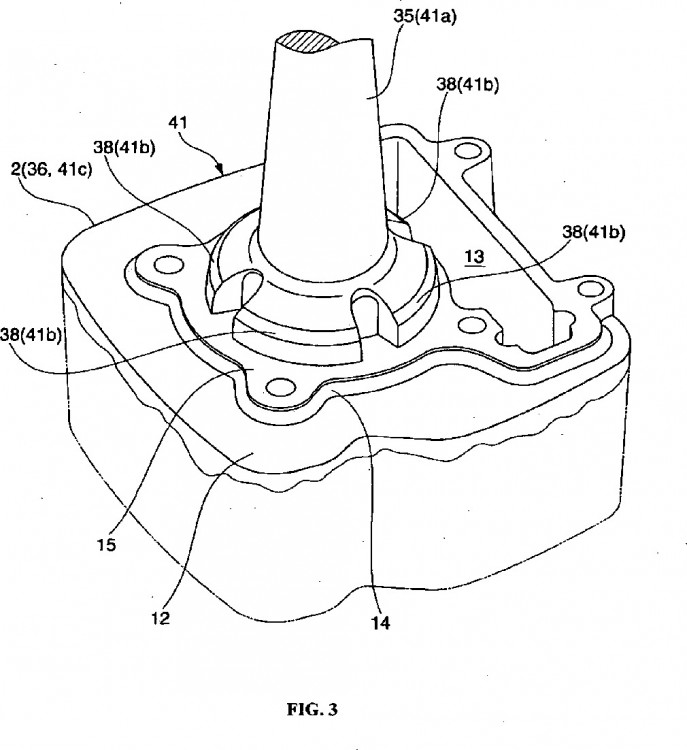
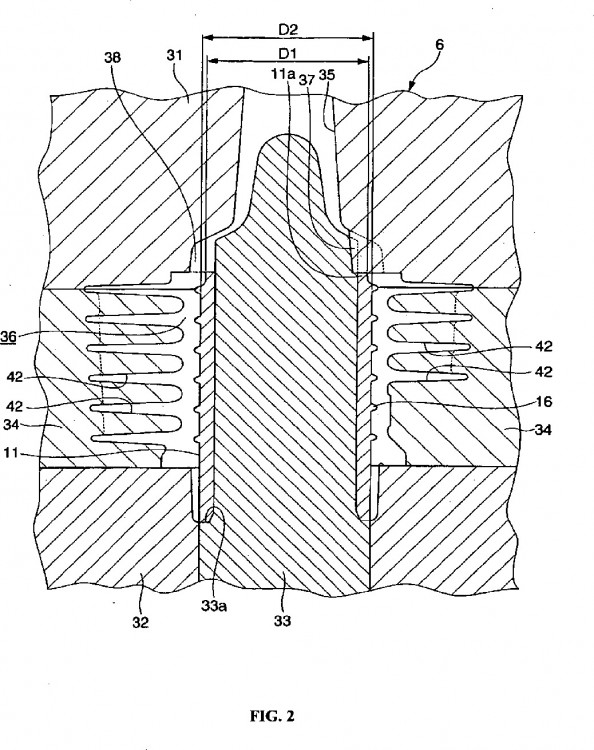
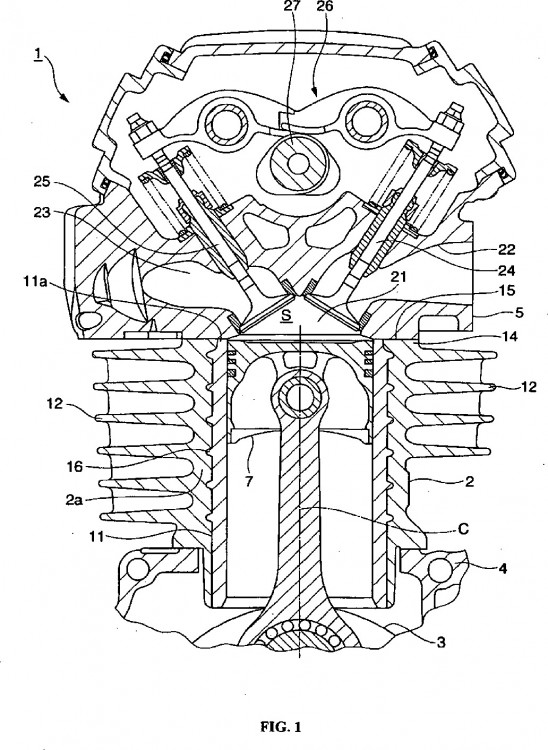
comprendiendo el procedimiento las etapas de: proporcionar una camisa (11) del cilindro que tiene un primer extremo (11a) formado para que sea de diámetro exterior más pequeño en relación con la porción restante de la camisa (11) del cilindro, insertar una porción columnar (33) de un molde de colada en la camisa (11) del cilindro; colar un cuerpo (2) de cilindro alrededor de la camisa (11) del cilindro por medio de un proceso de colada a presión usando el molde de colada (6), en el que el molde de colada (6) comprende un molde metálico estacionario (31) formado para cubrir el cuerpo (2) de cilindro desde el lado de una culata (5) del cilindro, un molde metálico amovible (32) que se puede mover en una dirección hacia y desde el molde metálico estacionario (31) y al menos un molde metálico deslizante (34) situado entre el molde metálico fijo (31) y el molde metálico amovible (32); y en el que el molde de colada comprende una entrada (38) que está formada en una posición opuesta al primer extremo (11a) de la camisa del cilindro (11), y mecanizar una superficie de acoplamiento (15) del cuerpo del cilindro (2) colado para que se acople a una culata (5) del cilindro, en el que una cara extrema del primer extremo de la camisa (11) del cilindro se forma en la etapa de mecanizado para que sea plana de manera que constituya una porción de la superficie de acoplamiento (15)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08252467.
Solicitante: YAMAHA HATSUDOKI KABUSHIKI KAISHA.
Nacionalidad solicitante: Japón.
Dirección: 2500 SHINGAI IWATA-SHI, SHIZUOKA 438-8501 JAPON.
Inventor/es: Masuda,Tatsuya, Tsukiji,Noriki.
Fecha de Publicación: .
Fecha Solicitud PCT: 18 de Julio de 2008.
Clasificación Internacional de Patentes:
- B22D19/00A
- F02F1/08 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F02 MOTORES DE COMBUSTION; PLANTAS MOTRICES DE GASES CALIENTES O DE PRODUCTOS DE COMBUSTION. › F02F CILINDROS, PISTONES O CARCASAS PARA MOTORES DE COMBUSTION; DISPOSITIVOS DE ESTANQUEIDAD EN LOS MOTORES DE COMBUSTION. › F02F 1/00 Cilindro; Culatas de cilindros. › siendo las camisas relacionadas con el movimiento y las partes de refrigeración, piezas diferentes o de materiales diferentes.
Clasificación PCT:
- B22D19/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › Colada en, sobre o alrededor de objetos que forman parte del producto final (B22D 23/04 tiene prioridad; soldadura aluminotérmica B23K 23/00; revestimiento por colada de material fundido sobre un sustrato C23C 6/00).
- F02F1/08 F02F 1/00 […] › siendo las camisas relacionadas con el movimiento y las partes de refrigeración, piezas diferentes o de materiales diferentes.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2356405_T3.pdf
Fragmento de la descripción:
CAMPO DE LA INVENCIÓN
La presente invención se refiere a un cuerpo de cilindro de un motor en el que se proporciona una camisa del cilindro por medio de revestimiento de colada y a un procedimiento de fabricación del mismo.
ANTECEDENTES DE LA INVENCIÓN 5
El documento JP-A- 59 - 74354 desvela un cuerpo de cilindro conocido de un motor en el que se forma una camisa del cilindro del cuerpo de cilindro, de manera que una porción central de la misma en una dirección axial se hace de grosor grande en comparación con ambos extremos del mismo.
Esto tiene como finalidad prevenir que una camisa del cilindro sea deformada por una gran fuerza de contracción, que es generada con el enfriamiento de una aleación de aluminio, en el proceso de colada de un cuerpo 10 de cilindro.
Además, un extremo de la camisa del cilindro está expuesto a una superficie extrema del cuerpo de cilindro para constituir una parte de una superficie del cuerpo de cilindro, que se acopla a una culata del cilindro. De esta manera, en el caso de que la camisa del cilindro esté expuesta a la superficie de acoplamiento, la superficie de acoplamiento es sometida a un trabajo de corte después de la colada del cuerpo de cilindro y se finaliza la 15 superficie de acoplamiento para que sea plana.
El documento JP-A-10-220278 también desvela un cuerpo de cilindro de un motor conocido.
Se demanda una reducción adicional en los costes de fabricación de los cuerpos de cilindro en general, incluyendo el cuerpo de cilindro que se desvela, por ejemplo, en el documento JP-A-59 -74354, acortando el tiempo requerido para el mecanizado que se realiza después de la colada. 20
Con el fin de acortar el tiempo requerido para trabajar una superficie de un cuerpo de cilindro que se acopla a una culata del cilindro, se puede pensar en formar una camisa del cilindro de manera que uno de los extremos de la misma en un lado de la superficie de acoplamiento de la camisa del cilindro se haga más delgada que la porción restante, con el fin de disminuir la cantidad con la que se corta la camisa del cilindro, que es relativamente dura. Sin embargo, cuando un extremo se forma de manera que sea delgado, existe el temor de que la colada de un cuerpo 25 de cilindro no se pueda realizar mediante el procedimiento de colada a presión. Esto se debe al temor de que el extremo esté deformado por la presión de un metal fundido en el momento de la colada a presión. Además, cuando una camisa del cilindro es fabricada por otros procedimientos de colada, por ejemplo, un procedimiento de colada a baja presión o similar, se produce un aumento en el costo de fabricación.
La invención se ha considerado con el fin de anular un problema de este tipo y tiene por objeto proporcionar 30 un cuerpo de cilindro de un motor que puede acortar el tiempo requerido para el mecanizado de una superficie del cuerpo de cilindro, que se acopla a una culata del cilindro, para lograr una reducción en el costo al mismo tiempo que se adopta una construcción en la que la fabricación se hace posible por el procedimiento de colada a presión.
El documento US 2003/085018 desvela una matriz de colada para la producción de un bloque de cilindro / cárter de un motor, incluyendo al menos una camisa y que se monta con un forro del cilindro. El forro de cilindro se 35 mantiene a una distancia de la pared de la matriz en el lado de la culata del cilindro de la matriz de colada por medio de un separador. Durante la colada, el metal fundido fluye de tal manera que desborda de un borde superior del forro del cilindro.
SUMARIO DE LA INVENCIÓN
Varios aspectos de la presente invención están definidos en las reivindicaciones independientes. Algunas 40 de las características preferidas están definidas en las reivindicaciones dependientes.
Descrito en la presente memoria descriptiva hay un procedimiento de fabricación de un cuerpo de cilindro de un motor, comprendiendo el procedimiento una etapa de colada a presión, en la cual se proporciona una camisa del cilindro en un cuerpo de cilindro por medio de revestimiento de colada, y una etapa de corte, en la cual se forma una superficie de acoplamiento con una culata del cilindro en un extremo del cuerpo de cilindro, de manera que una 45 superficie extrema de la camisa del cilindro esté expuesta, y se lleva a cabo formando un extremo de la camisa del cilindro para que tenga un diámetro exterior pequeño en comparación con la porción restante de la camisa del cilindro, colando el cuerpo de cilindro en un estado en el que una porción columnar de un molde metálico de colada se monta en la camisa del cilindro, y formando una superficie extrema del un extremo de la camisa del cilindro en la etapa de corte para hacer que la misma sea plana con el fin de constituir una porción de la superficie de 50 acoplamiento.
También descrito en la presente memoria descriptiva hay un cuerpo de cilindro de un motor que comprende una camisa del cilindro que se proporciona por medio de revestimiento de colada, constituyendo un extremo de la camisa del cilindro una parte de una superficie que se acopla a una culata del cilindro. El cuerpo de cilindro se puede
colar en un estado, en el cual una porción columnar de un molde metálico de colada se monta en la camisa del cilindro por medio de un procedimiento de colada a presión. Un extremo de la camisa del cilindro se puede formar de diámetro exterior pequeño en comparación con la porción restante de la camisa del cilindro, y una superficie extrema del un extremo está formada por trabajo de corte después de la colada y comprende una superficie plana, que constituye una porción de la superficie de acoplamiento. 5
El un extremo de la camisa del cilindro por lo tanto puede ser soportado desde el interior por la porción columnar del molde metálico de colada que está montado en la camisa del cilindro cuando el cuerpo de cilindro es colado a presión, de manera que aunque el un extremo esté formado de manera que sea relativamente delgado, es posible realizar la colada a presión, al mismo tiempo que se previene que un extremo sea deformado.
Por consiguiente, es posible formar el un extremo de la camisa del cilindro que está expuesto a una 10 superficie del cuerpo de cilindro, que se acopla a una culata del cilindro, para que el mismo sea delgado, permitiendo de esta manera el tiempo necesario para el mecanizado de la superficie de acoplamiento. Como consecuencia, es posible proporcionar un cuerpo de cilindro cuyo costo de fabricación es todavía más reducido.
El cuerpo de cilindro es moldeado por un molde metálico de colada, estando formada una entrada del mismo en una posición opuesta a un extremo de la camisa del cilindro. 15
El extremo de la camisa del cilindro opuesto a la entrada puede estar formado para que sea de grosor pequeño, de manera que se puedan formar las entradas para que sean lo suficientemente anchas sin formar la superficie de acoplamiento del cuerpo de cilindro adyacente a la entrada de manera que la misma sea grande y se puede hacer que el metal fundido fluya fácilmente al interior de la cavidad desde la entrada.
Como consecuencia, puesto que se puede hacer que un metal fundido fluya en el interior de la cavidad a 20 alta velocidad, es posible colar incluso el cuerpo de cilindro de manera que tenga tiene una multiplicidad de aletas radiadas con el fin de hacer el mismo de alta calidad.
El cuerpo de cilindro se puede colar en un estado en el que ambos extremos axiales de la camisa del cilindro están interpuestos en el molde metálico de colada.
Con esta disposición, es posible realizar la colada a presión en un estado en el que la camisa del cilindro 25 está soportada por el molde metálico de colada para que no se mueva. Por lo tanto, la camisa del cilindro no cambia de posición en cada colada y la cantidad requerida para trabajar la camisa del cilindro se hace constante en cada colada, de manera que es posible hacer que el tiempo requerido para trabajar la superficie de acoplamiento sea siempre el más corto.
Una pluralidad de nervaduras que se extienden circunferencialmente se puede formar en una periferia 30 exterior de la camisa del cilindro, que serán espaciadas en una dirección axial de la camisa del cilindro.
Con esta disposición, las nervaduras de la camisa del cilindro se aplican a una porción central del cuerpo de cilindro, que se funde de manera que rodee la camisa del cilindro, de... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento de fabricación de un cuerpo (2) de cilindro de un motor (1), comprendiendo el procedimiento las etapas de:
proporcionar una camisa (11) del cilindro que tiene un primer extremo (11a) formado para que sea de diámetro exterior más pequeño en relación con la porción restante de la camisa (11) del cilindro,
insertar una porción columnar (33) de un molde de colada en la camisa (11) del cilindro; 5
colar un cuerpo (2) de cilindro alrededor de la camisa (11) del cilindro por medio de un proceso de colada a presión usando el molde de colada (6), en el que el molde de colada (6) comprende un molde metálico estacionario (31) formado para cubrir el cuerpo (2) de cilindro desde el lado de una culata (5) del cilindro, un molde metálico amovible (32) que se puede mover en una dirección hacia y desde el molde metálico estacionario (31) y al menos un molde metálico deslizante (34) situado 10 entre el molde metálico fijo (31) y el molde metálico amovible (32); y
en el que el molde de colada comprende una entrada (38) que está formada en una posición opuesta al primer extremo (11a) de la camisa del cilindro (11), y
mecanizar una superficie de acoplamiento (15) del cuerpo del cilindro (2) colado para que se acople a una culata (5) del cilindro, en el que una cara extrema del primer extremo de la camisa 15 (11) del cilindro se forma en la etapa de mecanizado para que sea plana de manera que constituya una porción de la superficie de acoplamiento (15).
2. El procedimiento de la reivindicación 1, en el que la camisa (11) del cilindro tiene un segundo extremo axialmente opuesto al primer extremo (11a) y durante la etapa de colar, los extremos primero y segundo de la camisa (11) del cilindro se interponen en el molde de colada. 20
3. El procedimiento de las reivindicaciones 1 ó 2, en el que una pluralidad de nervaduras que se extiende circunferencialmente (16) se forman en una periferia exterior de la camisa (11) del cilindro de manera que se encuentren espaciadas en una dirección axial de la camisa (11) del cilindro.
4. Un procedimiento de fabricación de un cuerpo (2) de cilindro de un motor (1) de acuerdo con lo reivindicado en cualquiera de las reivindicaciones 1 a 3, en el que 25
colar el cuerpo (2) de cilindro comprende la colada a presión en la cual se proporciona la camisa (11) del cilindro en el cuerpo (2) de cilindro, y
mecanizar una superficie de acoplamiento (15) comprende una etapa de corte, en la que la superficie (15) que se acopla a la culata (5) del cilindro está formada en un extremo del cuerpo de cilindro de manera que una superficie extrema de la camisa (11) del cilindro esté expuesta. 30
Patentes similares o relacionadas:
PIEZA DE ALUMINIO FUNDIDO Y PROCEDIMIENTO PARA SU FABRICACION., del 1 de Septiembre de 2001, de VAW MOTOR GMBH: EN UNA PIEZA FUNDIDA DE ALUMINIO CON UNA SUPERFICIE INTERIOR DESLIZANTE CILINDRICA Y BRUÑIDA, QUE MUESTRA UN PERFIL DE PROFUNDIDAD DE RUGOSIDAD DE R{SUB,K} = 0,5 K} […]
METODO DE MOLDEO DE PIEZAS POR INYECCION A PRESION., del , de AB VOLVO: LA INVENCION ES RELATIVA A UN METODO DE MOLDEAR POR TROQUEL UN BLOQUE DE CILINDRO DE ALUMINIO DONDE SON IMBUIDAS CAMISAS DEL CILINDRO DE OTROS MATERIALES. UNA INSERCION […]
 PROCEDIMIENTO PARA FABRICAR UNA PIEZA DE MATERIAL COMPUESTO Y PIEZA DE MATERIAL COMPUESTO, del 12 de Mayo de 2010, de BAYERISCHE MOTOREN WERKE AKTIENGESELLSCHAFT: Procedimiento para fabricar una pieza de material compuesto, en el que una pieza de partida fabricada en un primer paso es unida en un paso adicional con un material de fundición, […]
PROCEDIMIENTO PARA FABRICAR UNA PIEZA DE MATERIAL COMPUESTO Y PIEZA DE MATERIAL COMPUESTO, del 12 de Mayo de 2010, de BAYERISCHE MOTOREN WERKE AKTIENGESELLSCHAFT: Procedimiento para fabricar una pieza de material compuesto, en el que una pieza de partida fabricada en un primer paso es unida en un paso adicional con un material de fundición, […]
 COQUILLA DE ENFRIAMIENTO PARA LA COLADA DE MATERIALES DE FUNDICION DE ALEACION LIGERA Y EMPLEO DE UNA TAL COQUILLA ASI COMO DE UN MATERIAL DE FUNDICION DE HIERRO, del 17 de Diciembre de 2009, de NEMAK DILLINGEN GMBH: Coquilla de enfriamiento para la colada de piezas fundidas de aleación ligera, fabricada de un material de hierro fundido aleado con Ni y/o Mn, cuyo contenido […]
COQUILLA DE ENFRIAMIENTO PARA LA COLADA DE MATERIALES DE FUNDICION DE ALEACION LIGERA Y EMPLEO DE UNA TAL COQUILLA ASI COMO DE UN MATERIAL DE FUNDICION DE HIERRO, del 17 de Diciembre de 2009, de NEMAK DILLINGEN GMBH: Coquilla de enfriamiento para la colada de piezas fundidas de aleación ligera, fabricada de un material de hierro fundido aleado con Ni y/o Mn, cuyo contenido […]
Procedimiento para la fabricación de una pieza de construcción metálica así como pieza de construcción fabricada de este modo, del 29 de Abril de 2020, de KS HUAYU AluTech GmbH: Procedimiento para la fabricación de una pieza de construcción metálica , en el que a un cuerpo base se le dota de un revestimiento […]
Rotor de una máquina de reluctancia sincrónica, del 9 de Mayo de 2019, de SIEMENS AKTIENGESELLSCHAFT: Rotor , en particular de una máquina de reluctancia sincrónica que puede funcionar directamente en una red de abastecimiento eléctrica, presentando el rotor […]
Composición de aleación de aluminio con propiedades mecánicas mejoradas a temperatura elevada, del 8 de Mayo de 2019, de Rio Tinto Alcan International Limited: Un material de composite que comprende: i) una matriz de aleación de aluminio que comprende, en porcentaje en peso: Si 0,50 - 1,30 Fe 0,2 - 0,60 Cu 0,15 máximo […]
Pieza de desgaste de acero de bajo carbono y carburo cementado, del 3 de Abril de 2019, de Hyperion Materials & Technologies (Sweden) AB: Una pieza de desgaste que tiene alta resistencia al desgaste y resistencia mecánica, que comprende: un cuerpo; y una pluralidad de insertos de […]