DISPOSITIVO PARA RECTIFICAR CILINDROS DE HILATURA.
Dispositivo para rectificar cilindros de hilatura, con una superficie de rectificado (3) rotatoria,
con un alojamiento (10) en el que puede insertarse el cilindro de hilatura a rectificar, con medios (7, 20) para aproximar el alojamiento (10) en dirección a la superficie de rectificado (3) hasta el contacto del cilindro de hilatura insertado en el alojamiento (10) con la superficie de rectificado (3), con una instalación para determinar el tamaño del cilindro de hilatura insertado en el alojamiento, en donde esta instalación se compone de medios de detección (15a, 15b, 15c) para al menos un valor geométrico, en donde este valor no es el tamaño del cilindro de hilatura, y una unidad de cálculo (19) para deducir el tamaño del cilindro de hilatura a partir del valor geométrico detectado por los medios de detección (15a, 15b, 15c), y en donde los medios de detección son sensores de aproximación (15a, 15b, 15c), cuyos rayos de medición inciden sobre la superficie de envuelta de un cilindro de hilatura insertado en el alojamiento (10), caracterizado por tres sensores de aproximación (15a, 15b, 15c) con una orientación tal, que sus tres rayos de medición (17a, 17b, 17c) inciden en la superficie de envuelta en tres puntos distanciados mutuamente en la dirección periférica del cilindro de hilatura, en donde al menos un rayo de medición (17a) está dirigido junto al eje central (24) del cilindro de hilatura, y al menos otro rayo de medición (17c) también junto al eje central (24), pero en el lado alejado del primer rayo de medición (17a)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06013302.
Solicitante: ROSINK GMBH + CO. KG MASCHINENFABRIK.
Nacionalidad solicitante: Alemania.
Dirección: BENTHEIMER STRASSE 207,48529 NORDHORN.
Inventor/es: STENTENBACH, UDO.
Fecha de Publicación: .
Fecha Solicitud PCT: 28 de Junio de 2006.
Fecha Concesión Europea: 16 de Diciembre de 2009.
Clasificación Internacional de Patentes:
- B23Q17/24 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 17/00 Dispositivos para indicar o medir sobre las máquinas herramientas (para el control automático o la regulación del movimiento de avance, de la velocidad de corte o de la posición de la herramienta o de la pieza B23Q 15/00). › utilizando medios ópticos.
- B24B49/12 B […] › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 49/00 Aparatos de medida o de calibrado para el control del movimiento de avance del útil de amolar o de la pieza que va a ser amolada; Disposición de los aparatos de indicación o de medida, p. ej. para indicar el comienzo de la operación de amolado (B24B 33/06, B24B 37/005 tienen prioridad; si el aparato es utilizado entre otras máquinas-herramientas B23Q 15/00 - B23Q 17/00 tienen prioridad). › implicando dispositivos ópticos.
- B24B5/35 B24B […] › B24B 5/00 Máquinas o dispositivos para trabajar con muela superficies de revolución de piezas, incluyendo aquéllas que trabajan superficies planas adyacentes; Accesorios a este efecto (B24B 11/00 - B24B 21/00 tienen prioridad; máquinas o dispositivos de acabado que utilizan bloques abrasivos animados de un movimiento a la vez axial y rotativo B24B 33/00). › Accesorios.
- G01B11/24C
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Dispositivo para rectificar cilindros de hilatura.
La invención se refiere a un dispositivo para rectificar cilindros de hilatura según el preámbulo de la reivindicación 1.
Los dispositivos de este tipo, tal como son conocidos en una forma constructiva básica del documento DE 32 26 573 A1, se usan en el marco del tratamiento industrial de fibras textiles. En las máquinas de hilatura los cilindros de hilatura asumen el transporte de las fibras textiles. Aquí las superficies de los cilindros de hilatura, que se componen normalmente de material sintético, sufren un intenso desgaste, por lo que con frecuencia tienen que post-rectificarse. El diámetro de los cilindros de hilatura está dimensionado de fábrica con una generosidad tal, que los cilindros pueden post-rectificarse varias veces en máquinas de rectificado acondicionadas para ello, en donde en cada caso sólo se rebajan unas pocas décimas o centésimas de milímetro. Después de un tratamiento de rectificado de este tipo la superficie del cilindro de hilatura es de nuevo exactamente redonda y cilíndrica.
Para rectificar un cilindro de hilatura, éste se fija en el rectificador automático a un carro que funciona automáticamente, que alimenta el cilindro de hilatura, controlado autónomamente, a la superficie de rectificado de un cilindro de rectificado. La manipulación del cilindro de hilatura a post-rectificar puede realizarse mediante un brazo basculante, que esté dotado de un rebajo para el eje del cilindro de hilatura. El brazo basculante con el cilindro de hilatura insertado en el mismo se transporta después de forma totalmente automática hasta el cilindro de rectificado. Para calcular la intensidad del rectificado el brazo basculante está dotado normalmente de un transmisor incremental, que detecta el ángulo de basculamiento y con ello el movimiento del brazo basculante durante el proceso de rectificado. Para ajustar el punto cero se detecta aquel punto incremental, que se obtiene al imprimir el cilindro, es decir, durante el primer contacto con la superficie de rectificado. A continuación se rectifica el cilindro, en donde en la práctica se utilizan dos procedimientos diferentes. Según un primer procedimiento se rectifican todos los cilindros a un diámetro determinado. Según un segundo procedimiento, por el contrario, todos obtienen el mismo desmontaje, y de este modo la misma reducción de su diámetro. Ésta se calcula a partir de la diferencia de ángulo de basculamiento establecido en el transmisor incremental. Debido a que aquí se trata evidentemente de un procedimiento de medición indirecto, se determina la precisión de medición de muchos factores influyentes, lo que en la práctica no conduce a ningún cálculo verdaderamente preciso del resultado del rectificado.
El documento WO 01/49451 hace patente un dispositivo de rectificado para rectificar sobre todo rodillos de máquinas papeleras. Sobre un mecanismo de rectificado de la máquina, dispuesto de forma móvil respecto al rodillo, está montada una unidad de medición que detecta la posición del mecanismo de rectificado con relación al rodillo y con relación al menos a una línea de referencia por fuera del rodillo. Esta línea de referencia está formada por uno o dos alambres tensores, que están tensados en paralelo al eje del rodillo. De este modo se tiene en cuenta el hecho de que el propio eje de rodillo no es accesible para llevar a cabo mediciones. En total la unidad de medición se compone de
La precisión de medición para detectar el diámetro del rodillo de este dispositivo depende de la precisión con la que están posicionadas las líneas de referencia formadas por uno o dos alambres tensores. Si los alambres no están tensados con precisión, el sistema no trabaja con la precisión posible.
La invención se ha impuesto la misión de crear un dispositivo para rectificar cilindros de hilatura, que haga posible una medición exacta de la geometría del cilindro y funcione en gran medida sin factores influyentes que falsean el resultado de la medición.
Para solucionar esta misión se propone un dispositivo con las particularidades indicadas en la reivindicación 1.
Un dispositivo de este tipo hace posible una medición directa de la geometría del cilindro de hilatura usado en cada caso, es decir, de su diámetro o radio. Trabaja en gran medida con independencia de factores influyentes que falsean el resultado de la medición. Mediante una detección directa de la superficie del cilindro de hilatura respectivo, la unidad de medición funciona de forma relativamente insensible con relación a cualquier residuo de polvo. Tampoco la dureza o flexibilidad del material del cilindro a rectificar y el estado de sus ejes influyen casi en el resultado de la medición. Aparte de esto, a la precisión contribuye el hecho de que el sistema de medición funcione totalmente sin contacto y de que la orientación de los rayos de medición es tal que al menos un primer rayo de medición está dirigido junto al eje central del cilindro de hilatura, y al menos otro rayo de medición también junto al eje central, pero en el lado alejado del primer rayo de medición. Esto permite de nuevo unos resultados de medición más precisos.
Conforme a una configuración preferida los sensores de aproximación trabajan con una orientación tal, que todos los rayos de medición inciden en la superficie de envuelta del cilindro de hilatura insertado en el alojamiento sobre la misma distancia axial del cilindro de hilatura. De este modo se descartan aquellas precisiones de medición que pueden producirse en el caso de un ligero dislocamiento de los rayos de medición.
Conforme a un perfeccionamiento constructivo del dispositivo, los sensores de aproximación están fijados a un soporte común, lo que permite un posicionamiento muy exacto de los sensores y de este modo una mejora de la precisión de medición. De forma preferida el soporte está dotado de elementos de unión positiva de forma, a o en los que están aplicados los sensores de aproximación. Además de esto puede estar previsto un atornillado con el soporte.
Con otra configuración se propone que los sensores de aproximación estén unidos rígidamente al alojamiento configurado de forma preferida como brazo basculante, o que el soporte esté unido rígidamente a este alojamiento. Esto hace posible la propia medición en cualquier momento durante el basculamiento hacia dentro y hacia fuera del brazo basculante, ya que también después el cilindro de hilatura está situado en la región de detección de los sensores de aproximación. Ya al instalar o preparar el verdadero proceso de rectificado es posible una detección del estado real del cilindro de hilatura. Bajo ninguna circunstancia puede influir ningún tipo de holgura del brazo basculante en los resultados de medición entregados.
A continuación se describe un ejemplo de realización de la invención, haciendo referencia a los dibujos. Aquí muestran:
la fig. 1 una vista lateral de una máquina rectificadora con un cilindro de hilatura a rectificar insertado en su interior;
la fig. 2 una representación esquemática de la estructura básica así como del modo de funcionamiento de un sensor de aproximación láser que funciona según el principio de triangulación;
la fig. 3 una representación esquemática de la disposición en conjunto de tres sensores de aproximación láser, con relación al cilindro de hilatura a rectificar;
la fig. 4, en una representación en perspectiva, la fijación de tres sensores de aproximación sobre una placa de sujeción;
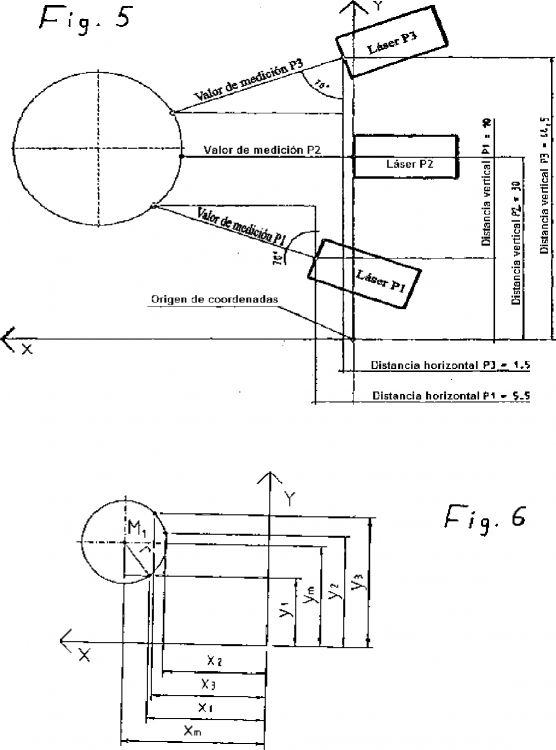
la fig. 5 una representación comparable a la de la fig. 3 para explicar las relaciones geométricas en el caso de una determinación de radios a través de tres puntos y
la fig. 6 otra representación para deducir las relaciones geométricas.
En la fig. 1 está representada de forma fragmentaria y muy simplificada una máquina rectificadora para rectificar cilindros de hilatura. Tales máquinas rectificadoras se usan sobre todo en hilanderías. En las hilanderías los cilindros de hilatura asumen como rodillos...
Reivindicaciones:
1. Dispositivo para rectificar cilindros de hilatura, con una superficie de rectificado (3) rotatoria, con un alojamiento (10) en el que puede insertarse el cilindro de hilatura a rectificar, con medios (7, 20) para aproximar el alojamiento (10) en dirección a la superficie de rectificado (3) hasta el contacto del cilindro de hilatura insertado en el alojamiento (10) con la superficie de rectificado (3), con una instalación para determinar el tamaño del cilindro de hilatura insertado en el alojamiento, en donde esta instalación se compone de medios de detección (15a, 15b, 15c) para al menos un valor geométrico, en donde este valor no es el tamaño del cilindro de hilatura, y una unidad de cálculo (19) para deducir el tamaño del cilindro de hilatura a partir del valor geométrico detectado por los medios de detección (15a, 15b, 15c), y en donde los medios de detección son sensores de aproximación (15a, 15b, 15c), cuyos rayos de medición inciden sobre la superficie de envuelta de un cilindro de hilatura insertado en el alojamiento (10), caracterizado por tres sensores de aproximación (15a, 15b, 15c) con una orientación tal, que sus tres rayos de medición (17a, 17b, 17c) inciden en la superficie de envuelta en tres puntos distanciados mutuamente en la dirección periférica del cilindro de hilatura, en donde al menos un rayo de medición (17a) está dirigido junto al eje central (24) del cilindro de hilatura, y al menos otro rayo de medición (17c) también junto al eje central (24), pero en el lado alejado del primer rayo de medición (17a).
2. Dispositivo según la reivindicación 1, caracterizado por una orientación tal que todos los rayos de medición (17a, 17b, 17c) inciden en la superficie de envuelta del cilindro de hilatura insertado en el alojamiento sobre la misma distancia axial del cilindro de hilatura.
3. Dispositivo según la reivindicación 1, caracterizado porque los rayos de medición (17a, 17b, 17c) no están orientados mutuamente en paralelo.
4. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque los sensores de aproximación (15a, 15b, 15c) están fijados sobre un soporte común (13).
5. Dispositivo según la reivindicación 4, caracterizado porque el soporte (13) está dotado de elementos de unión positiva de forma (26a, 26b, 26c), a o en los que están aplicados los sensores de aproximación (15a, 15b, 15c).
6. Dispositivo según la reivindicación 5, caracterizado porque los sensores de aproximación, aplicados a o en los elementos de unión positiva de forma (26a, 26b, 26c), están atornillados adicionalmente al soporte (13).
7. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque los sensores de aproximación (15a, 15b, 15c) están unidos rígidamente al alojamiento (10).
8. Dispositivo según la reivindicación 6, caracterizado porque el soporte (13) está unido rígidamente al alojamiento (10).
9. Dispositivo según una de las reivindicaciones anteriores, caracterizado por el uso de sensores de aproximación (15a, 15b, 15c) que funcionan según el principio de triangulación, en especial sensores de aproximación láser.
10. Dispositivo según una de las reivindicaciones anteriores, caracterizado por una instalación de aire acondicionado para limpiar los sensores de aproximación (15a, 15b, 15c) y el cilindro de hilatura.
Patentes similares o relacionadas:
Dispositivo de mandril y método, del 18 de Marzo de 2020, de In-Situ Oilfield Services Limited: Un dispositivo de mandril que tiene al menos dos mandíbulas para agarrar un objeto (T), y un mecanismo de ajuste configurado para ajustar el centro rotacional […]
Dispositivo de biopsia con elemento de corte interior, del 15 de Enero de 2020, de SENORX, INC.: Sonda para un dispositivo de biopsia de tejido para acceder a y recoger una muestra de tejido de un sitio diana dentro de un paciente que comprende: […]
Método para mecanizado e inspección de piezas de trabajo, del 13 de Noviembre de 2019, de Agie Charmilles SA: Método para mecanizado de piezas de trabajo e inspección de una superficie de pieza de trabajo procesada en una máquina herramienta , comprendiendo el método […]
Módulo de mecanización, conjunto de accesorio para módulo de mecanización, y procedimiento de puesta en marcha de un módulo de mecanización, del 9 de Octubre de 2019, de Watch Out SA: Conjunto de accesorios para módulo de mecanización por arrancado de virutas, que comprende: por lo menos un portaherramientas provisto de una […]
Procedimiento y dispositivo para detectar y corregir una ubicación espacial de una pieza de trabajo sostenida en un dispositivo de posicionamiento, del 4 de Septiembre de 2019, de JENOPTIK AUTOMATISIERUNGSTECHNIK GMBH: Procedimiento para detectar y corregir una ubicación espacial de una pieza de trabajo no simétrica en rotación sostenida en un dispositivo de posicionamiento […]
Procedimiento y dispositivo de control para equipo de motor, del 7 de Agosto de 2019, de PELLENC: Dispositivo de control para un equipo de motor, que comprende al menos un sensor y una tarjeta electrónica de control del equipo en función de […]
Aparato para el remachado, del 7 de Agosto de 2019, de COMAU S.P.A.: Aparato para aplicar remaches en una parte (π) de una superficie plana de una pieza (P), en el que dicha parte (π) de la superficie plana define un eje operativo […]
Sistema robótico autónomo supervisado para inspección y procesamiento de superficie compleja, del 24 de Abril de 2019, de CARNEGIE MELLON UNIVERSITY: Un sistema para realizar procesamiento de superficie en un objeto tridimensional en un entorno de trabajo que comprende: una base estacionaria […]