PROCEDIMIENTO Y DISPOSITIVO PARA PLEGAR UN BORDE DE UN COMPONENTE DE CHAPA, EN PARTICULAR UN COMPONETNE DE CHAPA DE UNA CARROCERIA DE UN AUTOMOVIL.
Procedimiento para plegar un borde (2) de un componente de chapa (1),
en particular de una puerta, un portón o un componente similar de una carrocería de un automóvil, en el que el borde (2) acodado se aplica con un rodillo de plegado (4) guiado a lo largo de este borde (2) a la parte adyacente del componente de chapa (1), usándose como rodillo de plegado (4) un rodillo de contorno cónico en su superficie lateral (5) circunferencial con una regulación inclinada de su eje de rotación (4) respecto al plano del componente de chapa (1), estando regulado el rodillo de plegado (4) respecto a su eje de rotación (4) adicionalmente de forma inclinada respecto a la dirección de movimiento, caracterizado porque a continuación de la zona cónica (5c) del rodillo de plegado (4) están dispuestas zonas marginales fundamentalmente cilíndricas (5a, 5b), regulándose el rodillo de plegado (4) mediante medios de guiado y regulación de forma inclinada respecto a su dirección de movimiento a lo largo del pliegue de modo que el rodillo de plegado (4) ataca en su movimiento en primer lugar con su lado adelantado de su zona exterior (5a) cilíndrica del diámetro más grande en el borde (2) elevado iniciando de este modo el proceso de doblado, deslizando el borde (2) a continuación más a lo largo de la zona cónica central (5c), siguiéndose así con el doblado del borde (2) hasta que finalmente se apriete con la zona cilíndrica (5b) del diámetro más pequeño para aplicarse al componente de chapa (1) plano
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/054946.
Solicitante: THYSSENKRUPP DRAUZ NOTHELFER GMBH.
Nacionalidad solicitante: Alemania.
Dirección: WEIPERTSTRASSE 37,74076 HEILBRONN.
Inventor/es: HERMANN,MARIO.
Fecha de Publicación: .
Fecha Concesión Europea: 2 de Diciembre de 2009.
Clasificación Internacional de Patentes:
- B21D39/02B
Clasificación PCT:
- B21D39/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 39/00 Utilización de procedimientos que permitan el ensamblaje de objetos o de partes de objetos, p. ej. revestimiento con chapas, que no sea por chapado (remachado B21J; ensamblado de elementos por forjado o prensado al objeto de que formen una sola pieza B21K 25/00 ); Dispositivos de mandrinaje de tubos. › de chapas por doblado, p. ej. conectando los bordes de una chapa para formar un cilindro.
Descripción:
Procedimiento y dispositivo para plegar un borde de un componente de chapa, en particular un componente de chapa de una carrocería de un automóvil.
La invención se refiere a un procedimiento y un dispositivo para plegar un borde de un componente de chapa, en particular de una puerta, un portón o un componente similar de una carrocería de un automóvil según el preámbulo de la reivindicación 1 ó 5.
En los procedimientos habituales en la práctica para plegar un borde con y sin un borde que ha de ser aprisionado en el pliegue de otro componente de chapa, el doblado del borde acodado se realiza en varias etapas mediante un rodillo de plegado cuya superficie lateral es cilíndrica. Incluso al aplicar este doblado de varias etapas, a una velocidad de marcha relativamente elevada se forma una onda de material que se adelanta al rodillo de plegado, que al sobrepasarse una velocidad crítica conduce a que el rodillo de plegado se salte la onda de material, lo cual conduce a defectos de plegado. Por lo tanto, está limitada la velocidad de marcha del rodillo de plegado en función del grosor de la chapa a plegar a 200 mm/s.
Es conocido un procedimiento para plegar un borde de un componente de chapa del tipo indicado al principio (documento EP 1 445 043 A1, Figuras 4 y 5 con el texto correspondiente). En este procedimiento, el rodillo de contorno cónico está regulado con su eje de rotación sólo de forma inclinada respecto al plano del componente de chapa que ha de ser plegado. De ello resulta un tramo comparativamente corto del proceso de plegado en la dirección de movimiento del rodillo. Por lo tanto, se necesitan considerables fuerzas de conformación y existe el peligro de un resultado de plegado no óptimo.
La invención tiene el objetivo de crear un procedimiento para el plegado que pueda realizarse con una velocidad de plegado elevada y una elevada seguridad del proceso.
Este objetivo se consigue en un procedimiento o un dispositivo del tipo indicado al principio mediante las características de la parte caracterizadora de la reivindicación 1 ó 5.
En el procedimiento de plegado según la invención, el doblado del pliegue se realiza en una etapa. Por la forma especial del rodillo de plegado y su regulación inclinada (dos veces inclinada: regulación inclinada de su eje de rotación a) respecto al plano del componente de chapa y b) respecto a su dirección de movimiento), el mismo ataca a lo largo de un tramo relativamente largo en el borde que ha ser doblado como un rodillo de plegado cilíndrico, regulado con su eje perpendicularmente respecto a la dirección de movimiento. Por lo tanto, a diferencia del procedimiento con un rodillo cilíndrico, tampoco se forma una onda de material que se adelanta, como en el estado de la técnica, con la consecuencia de producirse defectos de plegado. Esto conlleva la ventaja adicional de que el procedimiento según la invención puede realizarse con una velocidad de plegado comparativamente elevada, p.ej. con al menos 800 m/seg., en particular 1200 m/seg. y más.
Se obtiene un efecto especialmente favorable en el proceso de plegado cuando la zona de la superficie lateral cónica tiene el contorno de una acanaladura. En este caso, el contorno corresponde preferiblemente a una media parábola. No obstante, el contorno no tiene que ser parabólico en el sentido matemático estricto; también son concebibles otros contornos, p.ej. una curva tractriz.
Preferiblemente, el rodillo de plegado está accionado.
El procedimiento de plegado por rodillo según la invención funciona especialmente bien cuando a continuación de la zona cónica están dispuestas zonas marginales fundamentalmente cilíndricas.
Se sobreentiende que el contorno geométrico concreto del rodillo y su regulación depende del pliegue, de su grosor de material y del comportamiento de flujo del material. No obstante, el usuario puede determinar fácilmente la combinación óptima de los parámetros mediante pruebas en el servicio. Las condiciones geométricas relativas y los movimientos entre el rodillo de plegado y el borde que ha de ser plegado pueden realizarse de múltiples formas. Por ejemplo, puede sujetarse el borde de forma estacionaria moviéndose e regulándose el rodillo o viceversa o también una combinación de estas posibilidades. Los medios usados durante este proceso pueden ser carros, carriles, medios de accionamiento y guiado y ajuste (robots).
A continuación, la invención se explicará más detalladamente con ayuda de un dibujo que representa un ejemplo de realización concreto. Concretamente muestran:
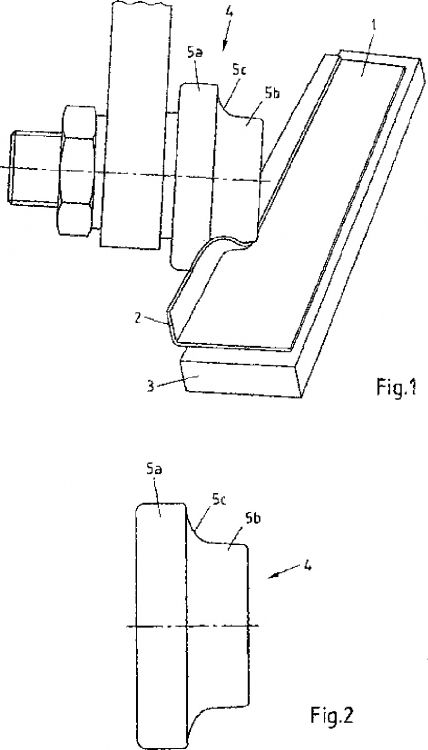
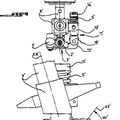
La Figura 1 un rodillo de plegado y un componente de chapa que ha de ser plegado durante el proceso de plegado en una vista en perspectiva desde la dirección opuesta a la dirección de movimiento y
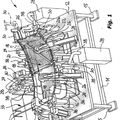
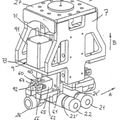
la Figura 2 el rodillo de plegado en un corte axial.
El procedimiento según la invención puede realizarse en un componente de chapa con un pliegue sencillo o en un componente de chapa que incluye otro componente de chapa. El ejemplo de realización muestra un procedimiento para el plegado de un pliegue sencillo.
Para ello, el componente de chapa 1 está sujetado de forma estacionaria en una bancada 3 con un borde acodado, elevado. La bancada 3 puede estar dispuesta de forma estacionaria, aunque también puede ser movida, según los componentes que deben ser plegados.
Por encima de la bancada 3 está alojado un rodillo de plegado 4 contorneado, de marcha libre o accionado, siendo desplazable el mismo en la dirección longitudinal del borde 2 y en paralelo a éste. Los medios de accionamiento y guiado necesarios para ello no están representados en el dibujo. La superficie lateral 5 del rodillo de plegado 4 está formada por dos zonas marginales exteriores 5a, 5b y una zona central 5c, presentando las zonas marginales exteriores 5a, 5b una forma cilíndrica y la zona central 5c, principalmente responsable del proceso de plegado, la forma de un cono. Concretamente, la zona central 5c presenta el contorno de una acanaladura, cuya generatriz es una media parábola, terminando la zona central 5c que presenta la acanaladura en un lado mediante un escalón en la zona exterior 5a del diámetro más grande del rodillo de plegado 4 y convirtiéndose en el otro lado sin escalón en la zona exterior 5b del diámetro más pequeño.
Un rodillo de plegado 4 de este tipo puede regularse mediante los medios de guiado y regulación no representados de tal modo de forma inclinada respecto a su dirección de movimiento a lo largo del pliegue que durante su movimiento ataca en primer lugar con su lado adelantado de su zona exterior 5a de su diámetro más grande en el borde 2 elevado iniciando de este modo el proceso de doblado. El borde 2 sigue deslizando a continuación a lo largo de la zona central 5c, siendo doblado también allí, hasta que se apriete finalmente con la zona 5b de su diámetro más pequeño para aplicarse al componente de chapa 1 plano. Según el contorno del rodillo de plegado 4 pueden formarse de este modo pliegues planos, pero también pliegues en forma de gotas (p.ej. pliegues del tipo "Eurofalz"). En cualquier caso, el proceso de plegado se realiza de forma continua y a una elevada velocidad de plegado. El plegado se realiza, por lo tanto, en una etapa, es decir, en una fase de trabajo. No son necesarias fases de plegado de varias etapas, como son conocidas del estado de la técnica. El peligro de defectos de plegado queda minimizado gracias a la forma y regulación especial del rodillo de plegado 4.
Reivindicaciones:
1. Procedimiento para plegar un borde (2) de un componente de chapa (1), en particular de una puerta, un portón o un componente similar de una carrocería de un automóvil, en el que el borde (2) acodado se aplica con un rodillo de plegado (4) guiado a lo largo de este borde (2) a la parte adyacente del componente de chapa (1), usándose como rodillo de plegado (4) un rodillo de contorno cónico en su superficie lateral (5) circunferencial con una regulación inclinada de su eje de rotación (4) respecto al plano del componente de chapa (1), estando regulado el rodillo de plegado (4) respecto a su eje de rotación (4) adicionalmente de forma inclinada respecto a la dirección de movimiento, caracterizado porque a continuación de la zona cónica (5c) del rodillo de plegado (4) están dispuestas zonas marginales fundamentalmente cilíndricas (5a, 5b), regulándose el rodillo de plegado (4) mediante medios de guiado y regulación de forma inclinada respecto a su dirección de movimiento a lo largo del pliegue de modo que el rodillo de plegado (4) ataca en su movimiento en primer lugar con su lado adelantado de su zona exterior (5a) cilíndrica del diámetro más grande en el borde (2) elevado iniciando de este modo el proceso de doblado, deslizando el borde (2) a continuación más a lo largo de la zona cónica central (5c), siguiéndose así con el doblado del borde (2) hasta que finalmente se apriete con la zona cilíndrica (5b) del diámetro más pequeño para aplicarse al componente de chapa (1) plano.
2. Procedimiento para plegar según la reivindicación 1, caracterizado porque la zona cónica (5c) de la superficie lateral tiene el contorno de una acanaladura.
3. Procedimiento según la reivindicación 2, caracterizado porque el contorno de la acanaladura corresponde a una media parábola.
4. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque el rodillo (5) contorneado está accionado.
5. Dispositivo para plegar un borde (2) de un componente de chapa (1), en particular de una puerta, un portón o un componente similar de una carrocería de un automóvil, con un rodillo de plegado (4), estando realizado el rodillo de plegado (4) como rodillo de contorno cónico en su superficie lateral (5) circunferencial, pudiendo regularse el eje de rotación del rodillo de plegado (4) de forma inclinada respecto al plano del componente de chapa (1), de modo que al guiarse el rodillo de plegado (4) a lo largo del borde (2) acodado éste puede aplicarse a la parte adyacente del componente de chapa (1), caracterizado porque a continuación de la zona cónica (5c) del rodillo de plegado (4) están dispuestas zonas marginales fundamentalmente cilíndricas (5a, 5b), regulándose el rodillo de plegado (4) mediante medios de guiado y regulación de forma inclinada respecto a su dirección de movimiento a lo largo del pliegue de modo que el rodillo de plegado (4) ataca en su movimiento en primer lugar con el lado adelantado de su zona exterior (5a) cilíndrica del diámetro más grande en el borde (2) elevado iniciando de este modo el proceso de doblado, deslizando el borde (2) a continuación más a lo largo de la zona cónica central (5c), siguiéndose así con el doblado del borde (2) hasta que finalmente se apriete con la zona cilíndrica (5b) del diámetro más pequeño para aplicarse al componente de chapa (1) plano.
Patentes similares o relacionadas:
APARATO PARA ENGRAPADO Y FIJACIÓN PARA EL MONTAJE DE PIEZAS DE UN PANEL COMPUESTO, ESPECIALMENTE, PARA LA CARROCERÍA DE UN VEHÍCULO A MOTOR, del 5 de Diciembre de 2011, de KGR S.P.A: Aparato para engrapado y fijación, para el montaje de piezas de un panel compuesto, particularmente, para una carrocería de un vehículo a motor, que comprende: - una estación […]
PROCEDIMIENTO Y DISPOSITIVO PARA UNTAR DE ACEITE UN DISPOSITIVO PLEGADOR, del 22 de Noviembre de 2011, de ThyssenKrupp System Engineering GmbH: Procedimiento para untar de aceite las mordazas plegadoras de un dispositivo plegador para plegar los bordes (8, 8a) de chapas dispuestas al menos […]
 APARATO PARA LA FIJACION DE LOS ELEMENTOS DE UN PANEL PARA UNA CARROCERIA DE UN VEHICULO AUTOMOVIL Y METODO PARA FIJAR TALES ELEMENTOS, del 9 de Diciembre de 2010, de KGR S.P.A: Aparato para fijar los elementos de un panel para una carrocería de vehículo automóvil, que comprende: - una base , - una estructura de soporte conformada […]
APARATO PARA LA FIJACION DE LOS ELEMENTOS DE UN PANEL PARA UNA CARROCERIA DE UN VEHICULO AUTOMOVIL Y METODO PARA FIJAR TALES ELEMENTOS, del 9 de Diciembre de 2010, de KGR S.P.A: Aparato para fijar los elementos de un panel para una carrocería de vehículo automóvil, que comprende: - una base , - una estructura de soporte conformada […]
 DISPOSITIVO PARA LA CONEXION EN EL BORDE DE CHAPAS, del 14 de Octubre de 2010, de THYSSENKRUPP DRAUZ NOTHELFER GMBH: Dispositivo para la conexión del borde de chapas , especialmente chapas de carrocería en la fabricación de automóviles en una máquina plegadora […]
DISPOSITIVO PARA LA CONEXION EN EL BORDE DE CHAPAS, del 14 de Octubre de 2010, de THYSSENKRUPP DRAUZ NOTHELFER GMBH: Dispositivo para la conexión del borde de chapas , especialmente chapas de carrocería en la fabricación de automóviles en una máquina plegadora […]
 JUNTA DE ENSAMBLAJE POR ENGASTADO DE ELEMENTOS DE CHAPA, PANEL DE VEHICULO AUTOMOVIL QUE COMPRENDE DICHA JUNTA, Y PROCEDIMIENTO DE SOLIDARIZACION POR ENGASTADO DE ELEMENTOS DE CHAPA DE VEHICULO AUTOMOVIL, del 10 de Mayo de 2010, de PEUGEOT CITROËN AUTOMOBILES S.A.: Junta de ensamblaje destinada a solidarizar por engastado un primer elemento de chapa y un segundo elemento de chapa , siendo la junta de ensamblaje del tipo que comprende:
- […]
JUNTA DE ENSAMBLAJE POR ENGASTADO DE ELEMENTOS DE CHAPA, PANEL DE VEHICULO AUTOMOVIL QUE COMPRENDE DICHA JUNTA, Y PROCEDIMIENTO DE SOLIDARIZACION POR ENGASTADO DE ELEMENTOS DE CHAPA DE VEHICULO AUTOMOVIL, del 10 de Mayo de 2010, de PEUGEOT CITROËN AUTOMOBILES S.A.: Junta de ensamblaje destinada a solidarizar por engastado un primer elemento de chapa y un segundo elemento de chapa , siendo la junta de ensamblaje del tipo que comprende:
- […]
 DISPOSITIVO Y PROCEDIMIENTO DE ENSAMBLAJE DE DOS PANELES DE CHAPA POR ENGASTE, del 17 de Diciembre de 2009, de PEUGEOT CITROEN AUTOMOBILES S.A.: Dispositivo de ensamblaje por plegado de un borde (B1) de un primer panel de chapa (P1) sobre un borde (B2) de un segundo panel de chapa (P2), comprendiendo este dispositivo […]
DISPOSITIVO Y PROCEDIMIENTO DE ENSAMBLAJE DE DOS PANELES DE CHAPA POR ENGASTE, del 17 de Diciembre de 2009, de PEUGEOT CITROEN AUTOMOBILES S.A.: Dispositivo de ensamblaje por plegado de un borde (B1) de un primer panel de chapa (P1) sobre un borde (B2) de un segundo panel de chapa (P2), comprendiendo este dispositivo […]
 SISTEMA DE ENGATILLADO POR RODILLO, del 1 de Mayo de 2008, de MB SISTEMAS, S.COOP.: Sistema de engatillado que comprende una cuna sobre la que se disponen unas chapas metálicas , uniéndose dichas chapas metálicas […]
SISTEMA DE ENGATILLADO POR RODILLO, del 1 de Mayo de 2008, de MB SISTEMAS, S.COOP.: Sistema de engatillado que comprende una cuna sobre la que se disponen unas chapas metálicas , uniéndose dichas chapas metálicas […]
Dispositivo y procedimiento de cabezal de dobladillado, del 1 de Julio de 2020, de COMAU S.P.A.: Un dispositivo de dobladillado para su uso en una operación de formación del metal en una pieza de trabajo, el dispositivo de dobladillado comprendiendo: […]