DISPOSITIVO PARA EL MECANIZADO DE COMPONENTES, EN PARTICULAR DE UNA CARROCERIA DE AUTOMOVIL.
Dispositivo para el mecanizado de componentes (W1), con un aparato de transporte y posicionamiento (1,
T1, T2, T3, T4) para un componente (W1) y con varias estaciones de mecanizado (2, 3, 4, 5), dispuestas alrededor de este aparato de transporte y posicionamiento (1, T1, T2, T3, T4), a las cuales el componente (W), sujeto mediante un soporte (14) del aparato de transporte y posicionamiento (1), puede suministrarse en una posición apropiada para el mecanizado, caracterizado porque el aparato de transporte y posicionamiento (1, T1, T2, T3, T4) se compone de un rotor (21) y de un brazo giratorio (23) apoyado en este de forma excéntrica y accionado en dirección opuesta al rotor (21) alrededor de un eje (24), en paralelo al eje de rotor (22), que lleva el portapiezas (14), estando los movimientos giratorios del rotor (21) y del brazo giratorio (23) coordinados entre sí de tal manera que el portapiezas (14) describe una trayectoria (15) cerrada con vértices (16, 17, 18, 19) en la que entre sus respectivos vértices (16, 17, 18, 19) colindantes quedan espacios libres (6, 7, 8, 9) por los cuales no pasa el portapiezas (14)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/054206.
Solicitante: THYSSENKRUPP DRAUZ NOTHELFER GMBH.
Nacionalidad solicitante: Alemania.
Dirección: WEIPERTSTRASSE 37,74076 HEILBRONN.
Inventor/es: KIPPING, JOSEF, KLEMM, THOMAS.
Fecha de Publicación: .
Fecha Concesión Europea: 11 de Noviembre de 2009.
Clasificación Internacional de Patentes:
- B23K37/047 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 37/00 Dispositivos o procedimientos auxiliares no especialmente adaptados a un procedimiento cubierto en uno solo de los grupos principales de esta subclase (pantallas de protección para los ojos de los operarios, llevadas por el operario o sujetadas manualmente A61F 9/00; aplicables a las máquinas de trabajar metales no destinados a la soldadura sin fusión, o a la soldadura o al corte por soplete B23Q; otras pantallas protectoras F16P 1/06). › Desplazamiento de las piezas para ajustar su posición entre las etapas de soldadura sin fusión, de soldadura o de corte (B23K 37/053 tiene prioridad).
- B23P21/00B
- B23P21/00B1
- B25J9/00W
Clasificación PCT:
- B23K37/047 B23K 37/00 […] › Desplazamiento de las piezas para ajustar su posición entre las etapas de soldadura sin fusión, de soldadura o de corte (B23K 37/053 tiene prioridad).
- B23P21/00 B23 […] › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › Máquinas para el montaje de numerosas piezas diferentes destinadas a componer conjuntos, con o sin trabajo de estas piezas antes o después de su montaje, p. ej. por control programado.
- B25J9/00 B […] › B25 HERRAMIENTAS MANUALES; HERRAMIENTAS DE MOTOR PORTATILES; MANGOS PARA UTENSILIOS MANUALES; UTILLAJE DE TALLER; MANIPULADORES. › B25J MANIPULADORES; RECINTOS CON DISPOSITIVOS DE MANIPULACION INTEGRADOS (dispositivos robóticos para recolección individual de frutas, hortalizas, lúpulo y similares A01D 46/30; manipuladores de agujas para cirugía A61B 17/062; manipuladores asociados a las laminadoras B21B 39/20; manipuladores asociados a las máquinas de forja B21J 13/10; medios para mantener las ruedas o sus elementos B60B 30/00; grúas B66C; disposiciones para la manipulación del combustible o de otros materiales utilizados en el interior de reactores nucleares G21C 19/00; combinación estructural de manipuladores con celdas o recintos protegidos contra la radiación G21F 7/06). › Manipuladores de control programado.
- B62D65/00 B […] › B62 VEHICULOS TERRESTRES QUE SE DESPLAZAN DE OTRO MODO QUE POR RAILES. › B62D VEHICULOS DE MOTOR; REMOLQUES (dirección o guiado de máquinas o instrumentos agrícolas según un recorrido determinado A01B 69/00; ruedas, ruedecillas pivotantes, mejora de la adherencia de ruedas B60B; neumáticos para vehículos, inflado de neumáticos, cambio o reparación de neumáticos B60C; conexiones entre vehículos de un mismo tren o de un conjunto similar B60D; vehículos raíl-carretera, vehículos anfibios o transformables B60F; disposiciones de suspensión B60G; calefacción, refrigeración, ventilación u otros dispositivos de tratamiento del aire B60H; ventanas, parabrisas, techos descapotables, puertas o dispositivos similares, cubiertas de protección para vehículos fuera de servicio B60J; disposiciones de conjuntos de propulsión, accionamientos auxiliares, transmisiones, disposición de instrumentos o tableros de a bordo B60K; equipo eléctrico o propulsión de vehículos de tracción eléctrica B60L; alimentación de energía eléctrica para vehículos de tracción eléctrica B60M; disposiciones para pasajeros no previstas en otro lugar B60N; vehículos adaptados al transporte de cargas o para llevar cargas u objetos especiales B60P; adaptación de los dispositivos de señalización o de iluminación, su montaje o soporte, circuitos a este efecto, para vehículos en general B60Q; vehículos, equipos o partes de vehículos, no previstos en otro lugar B60R; servicio,limpieza, reparación, elevación o maniobra, no previstos en otro lugar B60S; frenos, sistemas de control de frenos o partes de estos sistemas B60T; vehículos de colchón de aire B60V; ciclos de motor, sus accesorios B62J, B62K; ensayo de vehículos G01M). › Diseño, fabricación, p.ej. ensamblado o medidas encaminadas a facilitar el desensamblaje o la modificación estructural de vehículos de motor o remolques, no previstos en otro lugar.
Fragmento de la descripción:
Dispositivo para el mecanizado de componentes, en particular de una carrocería de automóvil.
La invención se refiere a un dispositivo para el mecanizado de componentes, en particular de una carrocería de vehículo automóvil, con un aparato de transporte y posicionamiento para un componente y con varias estaciones de mecanizado, dispuestas alrededor de este aparato de transporte y posicionamiento, a las cuales el componente, sujeto mediante un soporte del aparato de transporte y posicionamiento, puede suministrarse en una posición apropiada para el mecanizado.
El mecanizado de componentes complejos, en particular de componentes de una carrocería de automóvil o incluso de carrocerías de automóviles completas, se lleva a cabo en una instalación de fabricación conocida (DE 197 13 860 A1) de tal manera que los componentes a mecanizar se transportan con medios de transporte apropiados pasando por varias estaciones de mecanizado de una línea de transferencia en la que el mecanizado se lleva a cabo mediante robots de mecanizado dispuestos lateralmente de forma estacionaria. En las estaciones de mecanizado, los componentes se sujetan en un portapiezas estacionario en una posición apropiada para el mecanizado. Las instalaciones de fabricación de este tipo requieren mucho espacio.
En otro dispositivo conocido para el mecanizado de componentes (DE 101 53 807 A1), por lo menos un portapiezas está dispuesto de forma radialmente desplazable en un soporte giratorio. Alrededor del eje de giro del soporte y debajo del soporte están dispuestas diversas estaciones de mecanizado como por ejemplo herramientas de rectificado, taladrado, fresado y torneado. Mediante el soporte accionado de forma giratoria y el componente apoyado de forma radialmente desplazable en el soporte es posible transportar el componente sujeto de esta manera a las estaciones de mecanizado individuales. Para poder realizar el mecanizado en las estaciones de mecanizado es preciso además descender el componente mediante el portapiezas a las herramientas individuales dispuestas debajo del soporte. Debido al soporte accionado de forma giratoria del portapiezas y a las herramientas dispuestas debajo de este soporte, un dispositivo de este tipo sólo está dimensionado para el mecanizado de componentes relativamente pequeños. Por motivo del tipo de construcción superpuesto de herramientas y soportes, el dispositivo no es apropiado para componentes de mayor tamaño, como por ejemplo carrocerías de vehículos automóviles.
Para transportar componentes, en particular rodajas, de un lugar de almacenamiento a una estación de mecanizado y de vuelta al lugar de almacenamiento, o a otro lugar de almacenamiento, se conoce un aparato de transporte (US 6 366 830 B2) que se compone de un rotor con dos brazos y de un brazo giratorio apoyado de forma excéntrica en cada brazo de robot y giratorio alrededor de un eje en paralelo al eje del rotor, así como de los otros brazos de pinza giratorios que están dispuestos en los extremos libres de los brazos giratorios y son giratorios alrededor de un eje en paralelo al eje del rotor. En estos brazos de pinza están dispuestas pinzas accionadas y apoyadas de forma giratoria. Los accionamientos de giro y orientación del rotor, de los brazos giratorios y de las pinzas se coordinan mediante una unidad de control de tal manera que las pinzas puedan alcanzar distintos lugares, en particular los lugares de almacenamiento y la estación de mecanizado de la rodaja. Del estado de la técnica no se desprende si la trayectoria de la rodaja está diseñada bajo el aspecto de ahorrar espacio.
En un dispositivo del tipo inicialmente mencionado y bien conocido de la práctica, el aparato de transporte y posicionamiento está configurado como mesa giratoria con por lo menos un portapiezas dispuesto de forma estacionaria en el perímetro de la misma. Durante el giro de la mesa giratoria, el portapiezas se desplaza a lo largo de un círculo a las estaciones de mecanizado dispuestas fuera de este círculo. Un dispositivo de este tipo requiere mucho espacio y prácticamente no puede adaptarse a condiciones de espacio locales dadas.
El objetivo de la invención consiste en crear un dispositivo del tipo inicialmente mencionado para el mecanizado de componentes, en particular de carrocerías de vehículos automóviles, cuyo aparato de transporte y posicionamiento necesite un mínimo de espacio para el transporte de los componentes de una estación de mecanizado a la siguiente estación de mecanizado.
Este objetivo se consigue en un dispositivo del tipo inicialmente mencionado por el hecho de que el aparato de transporte y posicionamiento se compone de un rotor y de un brazo giratorio apoyado en este de forma excéntrica y accionado en dirección opuesta al rotor alrededor de un eje, en paralelo al eje de rotor, que lleva el portapiezas, estando los movimientos giratorios del rotor y del brazo giratorio coordinados entre sí de tal manera que el portapiezas describa una trayectoria cerrada con vértices en la que entre sus respectivos vértices colindantes quedan espacios libres por los cuales no pasa el portapiezas.
Conforme a la invención, la superficie necesaria está limitada a un mínimo, ya que el portapiezas con los componentes no se desplaza en un círculo sino en una trayectoria especial con vértices. El portapiezas alcanza la posición radial máxima en las estaciones de mecanizado situadas en los vértices mientras que se desplaza radialmente hacia dentro en las zonas situadas entre estas estaciones de mecanizado, por lo que se obtienen espacios libres pueden servir para el emplazamiento de robots de mecanizado, bandejas para herramientas y otros dispositivos. La posibilidad de un emplazamiento óptimo facilitado para los aparatos de transporte y posicionamiento crea también superficies libres y superficies de desplazamiento en cantidad suficiente para equipos de transporte móviles como carretillas de horquilla elevadora para poder llegar a los robots de mecanizado o a otros dispositivos emplazados entre los aparatos de transporte y desplazamiento con el fin de transportar o retirar los mismos. Gracias a los espacios que quedan libres es posible adaptar de manera óptima una instalación de fabricación, que comprende aparatos de transporte y posicionamiento según la invención, a las condiciones locales en el lugar de emplazamiento. Por ejemplo, es posible emplazar el aparato de transporte y posicionamiento entre las columnas de un edificio, por ejemplo de una nave de fabricación, encontrándose las columnas en los espacios libres. Las trayectorias especiales con vértices, como por ejemplo cicloides y elipses, tienen la ventaja de que el portapiezas se desplaza en las secciones de la trayectoria entre los vértices con una velocidad de trayectoria relativamente alta, mientras que se mueve con la velocidad mínima en la zona de los vértices, por lo que es posible frenarlo hasta la parada necesaria para el mecanizado y ponerlo de nuevo en movimiento una vez finalizado el mecanizado.
El brazo giratorio puede estar configurado como brazo doble para llevar una herramienta en el brazo opuesto al brazo con el portapiezas, por ejemplo una fresa frontal, con la que pueden mecanizarse los electrodos de una herramienta de soldadura de un robot de mecanizado para el componente a soldar.
Para el mecanizado del componente en las estaciones de mecanizado es importante que el portapiezas sujete el componente lo más exactamente posible en la posición apropiada para el mecanizado, ya que de otra manera una herramienta de un robot de mecanizado no puede alcanzar exactamente los puntos a mecanizar. Este requisito puede cumplirse según una configuración de la invención con medios relativamente sencillos por el hecho de que en las estaciones de mecanizado están previstas unidades de centrado para el portapiezas. Estas unidades de centrado están configuradas de tal manera que mediante su apoyo vertical y lateral posicionan el portapiezas en su posición correcta.
El portapiezas es intercambiable para poder mecanizar distintos componentes con el dispositivo conforme a la invención. Para un cambio del portapiezas, el dispositivo presenta encima del aparato de transporte y posicionamiento un depósito que mantiene disponibles distintos portapiezas en posiciones predeterminadas de la trayectoria del portapiezas, en particular en los vértices, en los cuales mediante un dispositivo de cambio es posible sustituir un portapiezas portado por el brazo giratorio por un portapiezas presente en el depósito. El dispositivo de cambio puede ser un robot de mecanizado con pinzas apropiadas o una unidad de elevación especial del depósito. Con esta configuración de la...
Reivindicaciones:
1. Dispositivo para el mecanizado de componentes (W1), con un aparato de transporte y posicionamiento (1, T1, T2, T3, T4) para un componente (W1) y con varias estaciones de mecanizado (2, 3, 4, 5), dispuestas alrededor de este aparato de transporte y posicionamiento (1, T1, T2, T3, T4), a las cuales el componente (W), sujeto mediante un soporte (14) del aparato de transporte y posicionamiento (1), puede suministrarse en una posición apropiada para el mecanizado, caracterizado porque el aparato de transporte y posicionamiento (1, T1, T2, T3, T4) se compone de un rotor (21) y de un brazo giratorio (23) apoyado en este de forma excéntrica y accionado en dirección opuesta al rotor (21) alrededor de un eje (24), en paralelo al eje de rotor (22), que lleva el portapiezas (14), estando los movimientos giratorios del rotor (21) y del brazo giratorio (23) coordinados entre sí de tal manera que el portapiezas (14) describe una trayectoria (15) cerrada con vértices (16, 17, 18, 19) en la que entre sus respectivos vértices (16, 17, 18, 19) colindantes quedan espacios libres (6, 7, 8, 9) por los cuales no pasa el portapiezas (14).
2. Dispositivo de acuerdo con la reivindicación 1 caracterizado porque el brazo giratorio (23) está realizado como brazo doble.
3. Dispositivo de acuerdo con la reivindicación 1 ó 2 caracterizado porque en las estaciones de mecanizado (2, 3, 4, 5) están previstas unidades de centrado (2a*, 3a*, 4a*, 5a*) para el portapiezas (14).
4. Dispositivo de acuerdo con una de las reivindicaciones 1 a 3 caracterizado porque encima del aparato de transporte y posicionamiento (1) se encuentra un depósito que mantiene disponibles los distintos portapiezas en posiciones específicas de la trayectoria en las cuales un portapiezas portado por el brazo giratorio puede sustituirse mediante por lo menos un dispositivo de cambio por otro portapiezas distinto portado por el depósito.
5. Dispositivo de acuerdo con una de las reivindicaciones 1 a 4 caracterizado porque el rotor (21) y el brazo giratorio (23) están acoplados entre sí de forma cinemática a través de un engranaje.
6. Dispositivo de acuerdo con una de las reivindicaciones 1 a 5 caracterizado porque el suministro de energía y de comandos al aparato de transporte y posicionamiento (1) se lleva a cabo desde encima del aparato de transporte y posicionamiento (1) a través de un distribuidor giratorio (26) dispuesto en el brazo giratorio (23) en el eje de giro (24) del mismo.
7. Dispositivo de acuerdo con una de las reivindicaciones 1 a 6 caracterizado porque el aparato de transporte y posicionamiento (1) está alojado en una cabina de protección contra radiación con puertas de esclusa en las estaciones de mecanizado (2, 3, 4, 5).
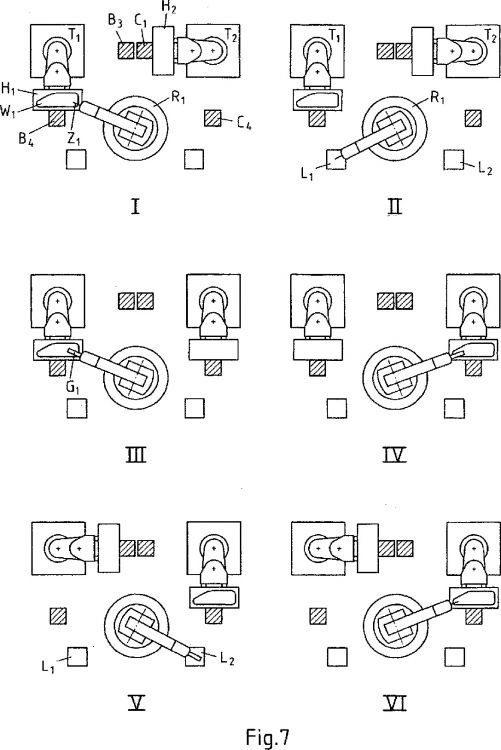
8. Dispositivo de acuerdo con una de las reivindicaciones 1 a 7 caracterizado porque además del aparato de transporte y posicionamiento (1, T1) está dispuesto por lo menos otro aparato de transporte y posicionamiento (T2) similar con el cual un componente sujeto mediante el portapiezas del otro aparato de transporte y posicionamiento (T2) puede suministrarse en una posición apropiada para el mecanizado por lo menos al entorno inmediato de una estación de mecanizado (B3) del aparato de transporte y posicionamiento (T1).
9. Dispositivo de acuerdo con la reivindicación 8 caracterizado porque varios aparatos de transporte y posicionamiento (T1, T2, T3, T4) con un número idéntico y/o distinto de vértices de sus trayectorias y robots de mecanizado y/o de transporte (R1, R2, R3, R4, R5) dispuestos entre estos constituyen una instalación de fabricación.
10. Dispositivo de acuerdo con una de las reivindicaciones 1 a 8 caracterizado porque la trayectoria cerrada del portapiezas es una elipse.
11. Dispositivo de acuerdo con una de las reivindicaciones 1 a 9 caracterizado porque la trayectoria cerrada es un hipocicloide con tres vértices.
12. Dispositivo de acuerdo con una de las reivindicaciones 1 a 9 caracterizado porque la trayectoria cerrada es un astroide con cuatro vértices.
Patentes similares o relacionadas:
Aparatos y métodos para fabricación aditiva de conjuntos a gran escala, del 17 de Junio de 2020, de THE BOEING COMPANY: Un aparato de fabricación aditiva que comprende: un riel lineal, que tiene una longitud L1, en el que el riel lineal es […]
Soldadura láser de componentes tubulares de acero TWIP, del 17 de Junio de 2020, de ELETTROSYSTEM S.R.L: Planta de soldadura láser para soldar con láser componentes tubulares de acero TWIP; la planta de soldadura láser comprende dos mandriles , que son coaxiales y […]
Sistema de aprendizaje de soldeo, del 20 de Noviembre de 2019, de LINCOLN GLOBAL, INC.: Sistema para enseñar a soldadores, que comprende: (a) un componente de generación de datos, en el que el componente de generación de datos incluye […]
DISPOSITIVO DE RECTIFICACIÓN Y MEDICIÓN DE SOLDADURAS EN CARRILES DE VIAS FERROVIARIAS, del 29 de Julio de 2019, de REDALSA, S.A: 1. Dispositivo de rectificación y medición de soldaduras en carriles de vías ferroviarias , del tipo que comprenden un vehículo ferroviario […]
Sistema y procedimiento de montaje de vehículo modular, del 15 de Febrero de 2019, de Comau LLC: Un sistema de montaje modular para uso en el montaje de una gran cantidad de productos a lo largo de una cadena de montaje, teniendo el sistema un bastidor […]
Procedimiento de ablación láser y procedimiento de soldadura para piezas de trabajo, del 6 de Noviembre de 2018, de WISCO Lasertechnik GmbH: Procedimiento de ablación láser y de soldadura para piezas de trabajo , en particular chapas, donde el procedimiento comprende los siguientes […]
Puesto de realización de un trabajo sobre una pieza, del 25 de Octubre de 2017, de ABB FRANCE: Procedimiento de manipulación de al menos una pieza en un puesto de fijación de al menos dos piezas una sobre otra, caracterizado por el hecho de que […]
Dispositivo de sujeción con un acoplamiento de seguridad contra sobrecargas para sujetar al menos un elemento de las herramientas en un sistema de producción de carrocerías de vehículo, del 19 de Julio de 2017, de ThyssenKrupp System Engineering GmbH: Un dispositivo de sujeción para sujetar una pieza que se pretende sujetar en un sistema de producción de carrocerías de vehículo, caracterizado […]