PROCEDIMIENTO Y DISPOSITIVO PARA UNTAR DE ACEITE UN DISPOSITIVO PLEGADOR.
Procedimiento para untar de aceite las mordazas plegadoras (3,
4) de un dispositivo plegador (1) para plegar los bordes (8, 8a) de chapas (6, 7) dispuestas al menos en parte una sobre otra, preferentemente de chapas (6, 7) para la construcción de automóviles, compuestas de aluminio o de aleaciones de aluminio, caracterizado porque el aceitado de las mordazas plegadoras (3, 4) se realiza de forma automatizada en el dispositivo plegador (1) simultáneamente con un movimiento de elevación del lecho de plegado (2), de las mordazas plegadoras (3, 4) y/ del pisador (5)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09010886.
B21D37/18TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 37/00 Herramientas en cuanto que sean elementos de máquinas consideradas en la presente subclase (formas o estructuras de herramientas adaptadas únicamente a operaciones particulares, ver los grupos correspondientes a estas operaciones). › Lubrificación.
B21D39/02B21D […] › B21D 39/00 Utilización de procedimientos que permitan el ensamblaje de objetos o de partes de objetos, p. ej. revestimiento con chapas, que no sea por chapado (remachado B21J; ensamblado de elementos por forjado o prensado al objeto de que formen una sola pieza B21K 25/00 ); Dispositivos de mandrinaje de tubos. › de chapas por doblado, p. ej. conectando los bordes de una chapa para formar un cilindro.
B21D53/88B21D […] › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › de otras partes de vehículos, p. ej. capós guardabarros.
F16N7/00MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16NLUBRIFICACION. › Sistemas para suministrar aceite u otro lubrificante no especificado desde un depósito o cualquier otra fuente fijos, y llevados por la máquina o el órgano de máquina a lubrificar.
F16N7/12F16N […] › F16N 7/00 Sistemas para suministrar aceite u otro lubrificante no especificado desde un depósito o cualquier otra fuente fijos, y llevados por la máquina o el órgano de máquina a lubrificar. › con alimentación por acción capilar, p. ej. mediante mechas trenzadas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
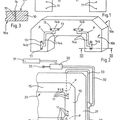
Procedimiento y dispositivo para untar de aceite un dispositivo plegador La invención se refiere a un procedimiento para untar de aceite las mordazas plegadoras de un dispositivo plegador según el preámbulo de la reivindicación 1 y a un dispositivo para untar de aceite según la reivindicación 7. Durante el plegado de los bordes de chapas dispuestas al menos en parte una sobre otra, especialmente durante el plegado de chapas exteriores de aluminio o de aleaciones de aluminio para la construcción de automóviles, en las mordazas plegadoras, especialmente las mordazas de plegado previo, se producen fácilmente depósitos por el ensamblamiento en frío. El documento DE10332942A1 muestra un dispositivo plegador de este tipo. Como consecuencia, en las áreas funcionales se produce una superficie rugosa que repercute negativamente en la seguridad del proceso de plegado. Mediante un aceitado periódico de las áreas funcionales de las mordazas plegadoras o un aceitado de los cantos recortados de las piezas se consigue solucionar este problema en gran medida. El aceitado de las mordazas plegadoras hasta ahora se realizaba manualmente, lo que sin embargo no es viable precisamente en caso de números de piezas más grandes y tiempos de ciclo cortos. Un aceitado automatizado de los componentes hasta ahora tenía que realizarse en una estación separada, lo que conlleva un gasto adicional. Por lo tanto, la invención tiene el objetivo de proporcionar una automatización simplificada del aceitado de las mordazas plegadoras previas y/o finales, que pueda emplearse especialmente en los dispositivos plegadores que se cargan desde arriba. Un procedimiento para el aceitado automatizado de las mordazas plegadoras en un dispositivo plegador se describe en la reivindicación 1. La reivindicación 7 describe un dispositivo para untar de aceite según la invención. Las reivindicaciones 2 a 6 y 8 a 11 contienen medidas y formas de realización adicionales, adecuadas. El aceitado según la invención de las mordazas plegadoras se realiza de forma automatizada en el dispositivo plegador, a saber, simultáneamente con un movimiento de elevación del lecho de plegado, de las mordazas plegadoras y/o del pisador. Durante ello, una tira de fieltro impregnada preferentemente de aceite, dispuesta en una escotadura del pisador y/o del lecho de plegado, se presiona contra las áreas de plegado. Por lo tanto, el dispositivo para untar de aceite es parte integrante del dispositivo plegador. La invención se describe en detalle, a título de ejemplos, con la ayuda de las figuras adjuntas 1 a 6. Muestran la figura 1, la vista en planta desde arriba de las herramientas de un dispositivo plegador, la figura 2, una sección esquematizada según la línea A-A de la figura 1 como estado de la técnica, la figura 3, un corte parcial aumentado según la línea A-A de la figura 1 con el aceitado de las mordazas plegadoras finales 4 durante el plegado previo, la figura 4 , una sección según la figura 3 con el aceitado de las mordazas plegadoras previas 3 durante el plegado final, la figura 5 , un corte según las figuras 3 y 4 con el aceitado simultáneo de las mordazas plegadoras previas 3 y las mordazas plegadoras finales 4 y la figura 6, una vista desde abajo del pisador 5. En el dispositivo plegador 1 representado en las figuras 1 a 6 se trata de un dispositivo plegador 1 que se carga desde arriba, en el que las chapas 6 y 7 se posicionan sobre un lecho de plegado 2 siendo sujetas por un pisador 5 durante los dos procedimientos de plegado realizados sucesivamente (véase la figura 2). El pisador 5 tiene brazos orientados hacia fuera con apoyos 15 y pernos de centrado 14 para el posicionamiento exacto encima de las chapas 6, 7. Las mordazas plegadoras previas 3 y las mordazas plegadoras finales 4 están fijadas a soportes de mordazas plegadoras 13 que pueden desplazarse en un plano sustancialmente horizontal en la dirección de las flechas dobles (véase la figura 1), de forma que las mordazas plegadoras previas 3 y las mordazas plegadoras finales 4 pueden ponerse sucesivamente en la posición de plegado encima de los bordes de plegado 8, 8a. Para el plegado en sí, el lecho de plegado 2 con las chapas 6, 7 posicionadas sobre él se presiona desde abajo, primero contra las mordazas plegadoras previas 3 (véase la figura 3). Durante ello, el borde de plegado 8 de la chapa inferior se dobla hacia dentro alrededor de un primer ángulo. Durante dicho procedimiento, la chapa superior 7 se presiona hacia la chapa inferior 6, con la superficie de presión 10 del pisador 5. Simultáneamente con este procedimiento de plegado previo, según la figura 3, el elemento 9 elástico y absorbente, impregnado de aceite, se presiona contra el área de plegado de la mordaza plegadora final 4 y, de esta forma, se realiza el aceitado según la 2 invención. Una vez finalizado el procedimiento de plegado previo, las mordazas plegadoras 3, 4 se tiran hacia fuera en la dirección de la doble flecha según la figura 1, para que se pueda seguir bajando el lecho de plegado 2. A continuación, las mordazas plegadoras 3, 4 se vuelven a mover hacia dentro, para poder doblar completamente el borde de plegado 8a con la ayuda de las mordazas plegadoras finales 4 tal como está representado en la figura 4, realizando el lecho de plegado 2 su movimiento de elevación hacia las áreas de plegado de las mordazas plegadoras finales 4. Simultáneamente con este procedimiento de plegado final, con este movimiento de elevación del lecho de plegado 2 y del pisador 5, también se presiona contra el área de plegado de la mordaza plegadora previa 3 el elemento elástico 9, impregnado de aceite. En instalaciones que carecen de un pisador 5 del tipo descrito o en las que no está dispuesto un elemento elástico 9 en el pisador 5, según la figura 5 también puede tener lugar un aceitado de las mordazas plegadoras 3 y/o de las mordazas plegadoras 4 en un paso propio, independiente de los procedimientos de plegado. Los elementos elásticos 9 están dispuestos en escotaduras del pisador 2, dispuestas unas encima de otras. Entonces, también es posible untar de aceite las mordazas plegadoras 3, 4 en un paso propio, por ejemplo durante el cambio de piezas. En las realizaciones según las figuras 3 a 5, el elemento elástico 9 está posicionado respectivamente en una escotadura periférica. Adicionalmente, al lado o debajo del elemento elástico 9 está prevista una ranura 12 para la distribución de aceite, que se extiende paralelamente con respecto al elemento elástico 9, y que a su vez está comunicada, a través de conductos de empalme, con puntos de toma de aceite 11 dispuestas de forma repartida por el contorno (véase también la figura 6). Los puntos de toma de aceite 11 están conectados a una instalación de dosificación no representada. La impregnación homogénea del elemento elástico 9 se realiza a través de la ranura 12 o de una tela metálica y el efecto capilar del elemento 9 elástico compuesto de fieltro o de materiales similares. Lista de signos de referencia 1 Dispositivo de plegado (sólo herramienta) 2 Lecho de plegado 3 Mordazas plegadoras previas 4 Mordazas plegadoras finales 5 Pisador 6 Chapa inferior 7 Chapa superior 8 Borde de plegado (en 6, después del plegado previo) 8a Borde de plegado (en 6, después del plegado final) 9 Elemento elástico (para el aceitado) 10 Superficie de presión (de 5 contra 7) 11 Punto de toma de aceite 12 Ranura (o tela metálica para la distribución de aceite) 13 Soporte de mordazas plegadoras 14 Perno de centrado (en 5) 15 Apoyo (para 5) 3
Reivindicaciones:
1.- Procedimiento para untar de aceite las mordazas plegadoras (3, 4) de un dispositivo plegador (1) para plegar los bordes (8, 8a) de chapas (6, 7) dispuestas al menos en parte una sobre otra, preferentemente de chapas (6, 7) para la construcción de automóviles, compuestas de aluminio o de aleaciones de aluminio, caracterizado porque el aceitado de las mordazas plegadoras (3, 4) se realiza de forma automatizada en el dispositivo plegador (1) simultáneamente con un movimiento de elevación del lecho de plegado (2), de las mordazas plegadoras (3, 4) y/ del pisador (5). 2.- Procedimiento según la reivindicación 1, caracterizado porque para el aceitado, un elemento elástico (9) impregnado de aceite y de fluidos similares y compuesto de fieltro o de materiales similares se presiona contra las mordazas plegadoras (3, 4) o los bordes (8, 8a) de las chapas (6, 7). 3.- Procedimiento según la reivindicación 1, caracterizado porque durante el plegado previo se aceitan las mordazas plegadoras finales (4). 4.- Procedimiento según la reivindicación 1, caracterizado porque durante el plegado previo se aceitan las mordazas plegadoras previas (3). 5.- Procedimiento según la reivindicación 1, caracterizado porque las mordazas plegadoras previas (3) y las mordazas plegadoras finales (4) se aceitan sucesivamente o simultáneamente. 6.- Procedimiento según la reivindicación 2, caracterizado porque, antes o durante el plegado, el elemento elástico (9) se impregna de aceite desde una ranura (12) dispuesta en el lado opuesto al área de plegado. 7.- Procedimiento para untar de aceite mordazas plegadoras (3, 4) de un dispositivo plegador (1), preferentemente para la realización del procedimiento según las reivindicaciones anteriores, compuesto por al menos un elemento elástico (9) que está dispuesto paralelamente con respecto a las áreas de plegado de las mordazas plegadoras (3, 4) en escotaduras total o parcialmente periféricas del lecho de plegado (2) y/o del pisador (5), y conectado con dispositivos de suministro (11, 12) para la impregnación de aceite o fluidos similares, y que puede presionarse contra las áreas de plegado de la mordaza plegadora previa (3) y/o de la mordaza plegadora final (4). 8.- Dispositivo según la reivindicación 7, caracterizado porque el elemento (9) se compone de un anillo periférico cerrado. 9.- Dispositivo según la reivindicación 7, caracterizado porque el elemento (9) se compone de fieltro, de esponja, de un textil o de un material similar. 10.- Dispositivo según la reivindicación 7, caracterizado porque en el lecho de plegado (2) y/o en el pisador (5), en la zona de la escotadura para el elemento (9) están dispuestas una o varias ranuras (12) o telas metálicas, total o parcialmente periféricas, para la distribución de aceite por toda la longitud del elemento elástico (9). 11.- Dispositivo según la reivindicación 10, caracterizado porque la ranura (12) está conectada a puntos de toma de aceite (11) dispuestos uniformemente en el contorno del borde de plegado (8, 8a). 4 6 7 8 9
Patentes similares o relacionadas:
Lubricante con base de agua para procesamiento plástico que tiene excelente resistencia a la corrosión y material de metal que tiene excelente elaborabilidad plástica, del 15 de Mayo de 2019, de NIHON PARKERIZING CO., LTD.: Lubricante con base de agua para trabajo plástico, que comprende
un componente de resina (A) que contiene un copolímero u homopolímero […]
Manguera calefactada, en particular para sistemas de lubricación, en particular para la lubricación electrostática de bandas metálicas, del 27 de Marzo de 2019, de Ravarini Castoldi & C. S.R.L: Una manguera coaxial, en particular para sistemas de lubricación electrostática, que tiene:
un tubo externo flexible;
un tubo […]
Procedimiento de fabricación de revestimiento para batería laminada, del 10 de Septiembre de 2018, de NISSHIN STEEL CO., LTD.: Un procedimiento para fabricar un revestimiento externo para una batería laminada en el que
un revestimiento externo para una batería laminada, en el cual […]
Mecanismo de lubricación para la máquina de procesamiento de latas, del 20 de Septiembre de 2017, de Belvac Production Machinery, Inc: Un mecanismo de lubricación para una disposición de máquina, que comprende:
una pista de lubricación y un mecanismo (20A) de alimentación […]
Maquina de tambor de expansión de tubo, del 7 de Junio de 2017, de CMS Costruzione Macchine Speciali S.r.l: Una máquina de tambor de expansión de tubo, que comprende
un marco de soporte,
al menos un tambor rotativo soportado en dicho marco ,
[…]
Procedimiento para el conformado, particularmente la embutición profunda de un recorte de chapa plano con una herramienta de conformado, del 13 de Junio de 2012, de BSH BOSCH UND SIEMENS HAUSGERATE GMBH: Procedimiento para el conformado, particularmente embutición profunda de un recorte de chapa plano en unaherramienta de conformado , particularmente una herramienta […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA FORMACION DE UNA ESQUINA TRIANGULAR DELIMITADA A PARTIR DE UN MATERIAL DE SUPERFICIE PLANA Y FORMA DE PLACA., del 16 de Junio de 2004, de "ACF" ENGINEERING & AUTOMATION GMBH: Procedimiento para la formación de una zona esquinada a partir de una placa de superficie plana, en especial placa metálica, en el que los márgenes laterales adyacentes […]
PROCEDIMIENTO DE EMBUTICION, UTIL Y PRENSA DE EMBUTICION, del 9 de Julio de 2009, de BRANDT COOKING: Procedimiento de embutición para deformar una pieza de metal que comprende una etapa de deformación en la que se aplica un útil de embutición a presión contra […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 PROCEDIMIENTO DE EMBUTICION, UTIL Y PRENSA DE EMBUTICION, del 9 de Julio de 2009, de BRANDT COOKING: Procedimiento de embutición para deformar una pieza de metal que comprende una etapa de deformación en la que se aplica un útil de embutición a presión contra […]
PROCEDIMIENTO DE EMBUTICION, UTIL Y PRENSA DE EMBUTICION, del 9 de Julio de 2009, de BRANDT COOKING: Procedimiento de embutición para deformar una pieza de metal que comprende una etapa de deformación en la que se aplica un útil de embutición a presión contra […]