21 patentes, modelos y diseños de THYSSENKRUPP DRAUZ NOTHELFER GMBH
Procedimiento y dispositivo para la fijación de chapas que presentan un material de recubrimiento y que deben soldarse por medio de un haz de soldadura de alta energía.
(26/03/2013) Dispositivo para la realización de un procedimiento para la fijación de chapas que presentan un material derecubrimiento y que deben soldarse por medio de un haz de soldadura de alta energía, que está constituido por doselementos de presión de apriete opuestos entre sí y que impulsan las chapas , en el que uno de los elementosde presión de apriete está alojado rígidamente en un bastidor y está realizado como contra apoyo frente alotro elemento de presión de apriete configurado móvil, caracterizado porque en el bastidor está previsto uncilindro de fijación con un vástago de presión , de manera que el vástago de presión está en conexiónoperativa a través de…
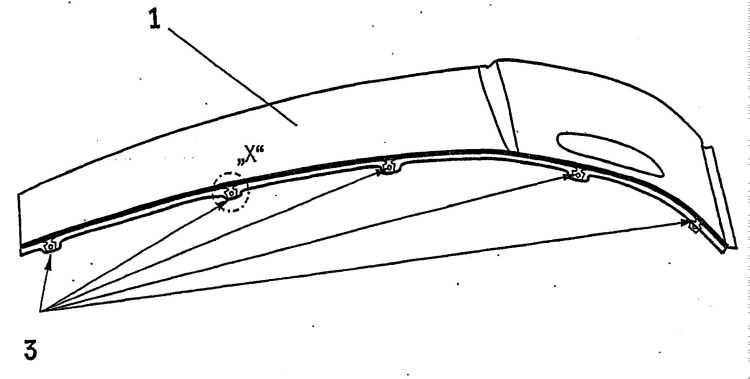
PROCEDIMIENTO Y DISPOSITIVO PARA LA APLICACIÓN DE UN PERFIL DE JUNTA EN UN COMPONENTE, EN PARTICULAR EN LA PERIFERIA DE UN BORDE DE CIERRE DE UN HUECO DE UN AUTOMÓVIL.
(20/05/2011) Procedimiento para aplicar un perfil de junta a un componente , en particular a la periferia de un borde de cierre de un hueco de un automóvil mediante presionado rotativo, para lo cual se aproxima el perfil de junta , retirado en particular de un rollo, al lugar de aplicación (A) que se va desplazando a lo largo de la periferia, donde se aprieta y fija mediante el empleo de un pegamento, caracterizado porque el apriete del perfil de junta en el lugar de aplicación (A) tiene lugar con independencia de la conducción del perfil de junta en el lugar de aplicación (A)
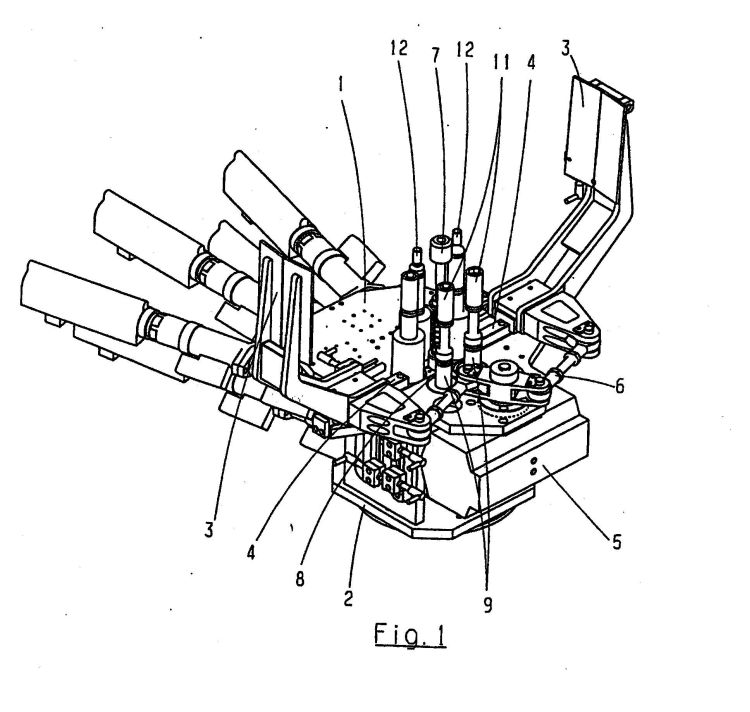
BRAZO DE SOPORTE PARA UN ELEMENTO DE APRIETE Y CENTRAJE DE UN ARMAZON DE MORDAZAS PARA LA SUJECION DE PIEZAS CONFORMADAS TRIDIMENSIONALES EN LA INDUSTRIA DEL AUTOMOVIL.
(16/12/2010) Brazo de soporte para un elemento de apriete y/o centraje de un armazón de mordazas para sujetar piezas conformadas tridimensionales de la industria del automóvil, en el que está integrado un mecanismo de ajuste (7a, 7b-19, 21a, 21b) sujeto mediante por lo menos una bola (3a, 4a) de modo basculante y/o un pivote cilíndrico (20, 30b) desplazable y giratorio, sujeto respectivamente en una unidad de apriete y liberación, en el que la unidad de apriete y liberación rodea la bola (3a) y/o el pivote cilíndrico (20, 30b) con unas mordazas de apriete (7a, 7b, 21a, 21b) que se pueden apretar en dirección axial o radial, donde para generar la fuerza de apriete de las mordazas de apriete (7a, 7b,…
DISPOSITIVO PARA LA CONEXION EN EL BORDE DE CHAPAS.
(14/10/2010) Dispositivo para la conexión del borde de chapas , especialmente chapas de carrocería en la fabricación de automóviles en una máquina plegadora que se puede cargar con preferencia desde arriba, que contiene al menos un lecho de plegamiento para el alojamiento de al menos dos chapas , barras de plegamiento , que están dispuestas en los soportes de las mordazas de plegamiento , en el que para el plegamiento se pueden mover el lecho de plegamiento y las mordazas de plegamiento uno sobre las otras, así como al menos una herramienta de unión térmica dispuesta en la zona de las mordazas de plegamiento y que se puede bajar sobre la pestaña de plegamiento , en el que la herramienta de unión y/o un elemento de alojamiento están dispuestos en el extremo de la planaza del lado de…
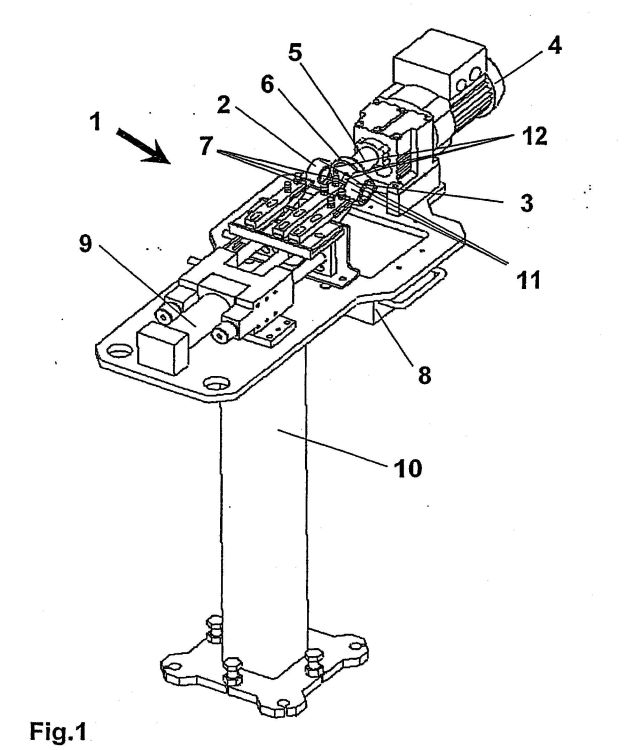
BRAZO SOPORTE PARA UN ELEMENTO DE TENSADO Y CENTRADO DE UNA ARMADURA DE AGARRE PARA SUJETAR PIEZAS CONSTRUCTIVAS CONFORMADAS EN TRES DIMENSIONES EN LA INDUSTRIA AUTOMOVILISTICA.
(08/06/2010) Brazo soporte para un elemento de tensado y/o centrado de una armadura de agarre para sujetar piezas constructivas conformadas en tres dimensiones, en especial en la industria automovilística, en el que está integrado un mecanismo de graduación (21a, 21b, 23a-28c, 33-40) que puede bascular con al menos una esfera (3a, 4a, 22a, 30a) y/o puede desplazarse y girarse con un pivote cilíndrico (30b), estando sujetado en cada caso en una unidad de apriete y liberación, en donde la unidad de apriete y liberación agarra las esferas (3a, 4a, 22a, 30a) y/o el pivote cilíndrico (30b) con mordazas de apriete (23a, 23b, 33) que pueden tensarse radialmente, que están…
PROCEDIMIENTO E INSTALACION PARA LA APLICACION DE UNA JUNTA DE ESTANQUEIDAD PERIFERICA EN UN ELEMENTO DE CIERRE DE UNA ABERTURA, EN PARTICULAR DE UNA PUERTA DE UN VEHICULO.
(06/05/2010) Procedimiento para la aplicación de una junta de estanqueidad periférica en un elemento de cierre de una abertura, en particular una puerta de un vehículo, en el que la junta de estanqueidad mantenida sujeta como anillo cerrado por elementos de montaje y de presión de una placa de sujeción , repartidos sobre toda la longitud de la junta de estanqueidad , se aproxima con una superficie adhesiva libre, con precisión de ajuste, a una superficie adhesiva del elemento de cierre de una abertura, y se presiona sobre toda su longitud antes de que se separe de los elementos de montaje y de presión , caracterizado porque la junta de estanqueidad se corta a medida mediante un cabezal de arrollamiento estacionario…
DISPOSITIVO PARA EL POSICIONADO DE PIEZAS.
(22/04/2010) Dispositivo para el posicionado de piezas, en especial para su utilización en la construcción de carrocerías de la industria del automóvil, con una placa soporte giratoria para las piezas y con un dispositivo de accionamiento para girar la placa soporte alrededor de un eje giratorio dispuesto con preferencia perpendicularmente al plano de la placa soporte, caracterizado porque el dispositivo de accionamiento se compone de un dispositivo de fijación con palanca acodada, estando unido un accionamiento lineal por medio de una palanca acodada con el espárrago giratorio y porque el espárrago giratorio está unido con unión cinemática de forma y/o de fuerza por medio de un alojamiento con la placa soporte y se encarga de un movimiento…
PROCEDIMIENTO Y DISPOSITIVO PARA PLEGAR UN BORDE DE UN COMPONENTE DE CHAPA, EN PARTICULAR UN COMPONETNE DE CHAPA DE UNA CARROCERIA DE UN AUTOMOVIL.
(14/04/2010) Procedimiento para plegar un borde de un componente de chapa , en particular de una puerta, un portón o un componente similar de una carrocería de un automóvil, en el que el borde acodado se aplica con un rodillo de plegado guiado a lo largo de este borde a la parte adyacente del componente de chapa , usándose como rodillo de plegado un rodillo de contorno cónico en su superficie lateral circunferencial con una regulación inclinada de su eje de rotación respecto al plano del componente de chapa , estando regulado el rodillo de plegado respecto a su eje de rotación adicionalmente de forma inclinada respecto a la dirección de movimiento, caracterizado porque a continuación de la zona cónica (5c)…
DISPOSITIVO PARA EL MECANIZADO DE COMPONENTES DE UNA CARROCERIA DE AUTOMOVIL.
(09/04/2010) Dispositivo para el mecanizado de componentes a ensamblar de varias piezas individuales para una carrocería de vehículo automóvil, con un aparato de transporte y posicionamiento para un componente y con varias estaciones de mecanizado dispuestas alrededor de este aparato de transporte y posicionamiento a las cuales puede suministrarse el componente sujeto en una posición apropiada para el mecanizado mediante un portapiezas intercambiable del aparato de transporte y posicionamiento de tal manera que el portapiezas se desplaza a lo largo de una trayectoria cerrada por delante de las estaciones de mecanizado , caracterizado porque encima del aparato de transporte y posicionamiento está dispuesto…
DISPOSITIVO PARA EL MECANIZADO DE COMPONENTES, EN PARTICULAR DE UNA CARROCERIA DE AUTOMOVIL.
(09/04/2010) Dispositivo para el mecanizado de componentes (W1), con un aparato de transporte y posicionamiento (1, T1, T2, T3, T4) para un componente (W1) y con varias estaciones de mecanizado , dispuestas alrededor de este aparato de transporte y posicionamiento (1, T1, T2, T3, T4), a las cuales el componente (W), sujeto mediante un soporte del aparato de transporte y posicionamiento , puede suministrarse en una posición apropiada para el mecanizado, caracterizado porque el aparato de transporte y posicionamiento (1, T1, T2, T3, T4) se compone de un rotor y de un brazo giratorio apoyado en este de forma excéntrica y accionado…
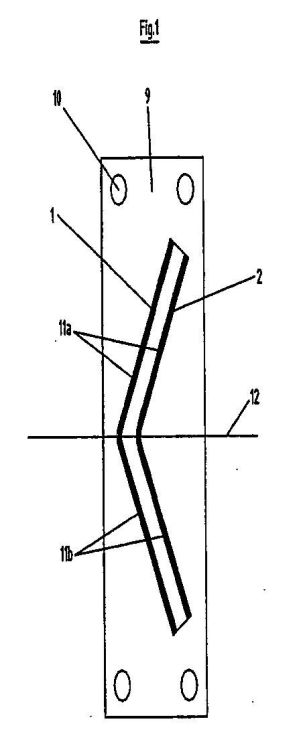
SISTEMA DE MANIPULACION PARA COMPONENTES DE FORMAS SIMILARES, EN PARTICULAR COMPONENTES DE CARROCERIA DE AUTOMOVILES.
Sección de la CIP Técnicas industriales diversas y transportes
(25/09/2009). Ver ilustración. Inventor/es: KIPPING, JOSEF, KIPPING,TINO, KNAPP,ULRICH. Clasificación: B25J15/00, B25B5/06, B25J15/02.
Sistema de manipulación para componentes de formas similares, en particular componentes de carrocería para automóviles, en el que una pinza en el brazo de un robot está equipada con varios dispositivos de sujeción que presentan piezas de contorno adaptadas a los componentes, con los que el componente en cuestión puede ser agarrado en zonas desplazadas espacialmente unas respecto a las otras, caracterizado porque cada dispositivo de sujeción presenta dos pinzas de sujeción, cuyas mordazas de sujeción (11a, 11b, 12a, 12b) pueden ser giradas de una posición de reposo a una posición de agarre, manteniéndose las mordazas de sujeción (11a, 11b) de una pinza de sujeción en su posición de reposo cuando las mordazas de sujeción (12a, 12b) de la otra pinza de sujeción se giran a su posición de agarre y viceversa.
CONJUNTO PARA EL MONTAJE MODULAR DE UNA CONSOLA.
(16/04/2009) Conjunto de construcción para el montaje modular de una consola , que en particular sirve para disponer mordazas o dispositivos de sujeción para sujetar piezas de construcción, especialmente chapas, en el funcionamiento de una línea de montaje, con una parte de base para la fijación sobre un fundamento fijo o un soporte, un tubo que puede ser fijado a la parte de base y un cabezal que puede ser fijado al tubo , y que presenta superficies de conexión para la fijación de una mordaza o de un dispositivo de sujeción o mecanismos similares, pudiendo el cabezal con respecto al tubo sin escalonamiento tanto ser regulado en altura como hecho girar sobre el eje longitudinal central del tubo y a continuación unirse…
MODULO DE TECHO PARA UNA CARROCERIA DE VEHICULO DE MOTOR.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/2009). Inventor/es: LOSCH,ALFRED. Clasificación: B62D25/06.
Resumen no disponible.
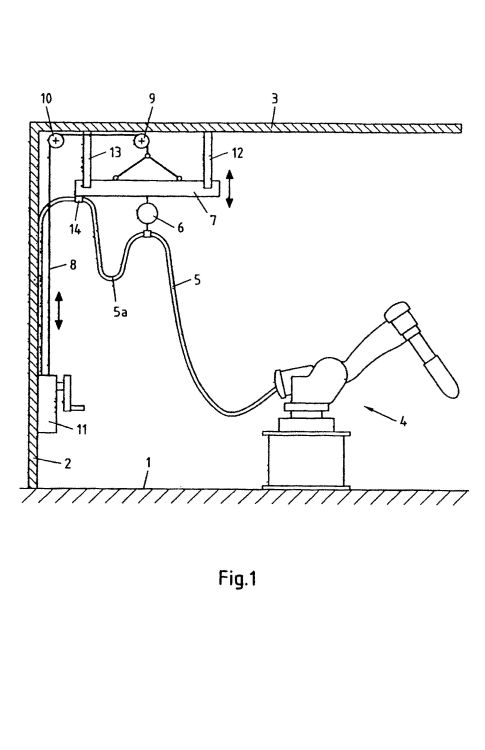
DISPOSITIVO DE SOPORTE PARA UN PAQUETE DE TUBOS FLEXIBLES DE TUBERIAS DE ALIMENTACION DE UN ROBOT DE TRABAJO.
Secciones de la CIP Técnicas industriales diversas y transportes Electricidad
(01/03/2009). Ver ilustración. Inventor/es: WINTER,DOMINIK, HOCK,KLAUS-DIETER, REINEKE,GUNTER. Clasificación: B25J19/00, H02G11/00.
Dispositivo de soporte para un paquete de tubos flexibles de tuberías de alimentación de un robot de trabajo que presenta un cabezal de mecanizado (4a), en el que el paquete de tubos flexibles está suspendido en alto por encima del robot de trabajo , por un lado, en un soporte formado por un travesaño y formando un lazo (5a) y, por otro lado, en un compensador fijado mediante medios de fijación en el soporte , pudiendo ceder el compensador a las tuberías de alimentación conectadas con el cabezal de mecanizado (4a) cuando se ejerce tracción sobre éstas, estando suspendido el soporte en medios de tracción , caracterizado porque el soporte puede bajarse mediante estos medios de tracción desde una posición de servicio elevada, fijada en topes guía estacionarios a una posición de mantenimiento inferior a nivel del suelo, estando realizados los topes guía en forma de horquillas, cuyos dientes están adaptados a la anchura del soporte realizado como travesaño.
PROCEDIMIENTO PARA LA FABRICACION DE PIEZAS MONTADAS PARA UN AUTOMOVIL Y PIEZAS FABRICADAS SEGUN ESTE PROCEDIMIENTO.
(01/08/2008) Procedimiento para la fabricación de piezas montadas, tales como puertas, compuertas o guardabarros, para un automóvil consistentes en al menos una chapa interior y al menos una chapa exterior que son fabricadas separadas una de otra y a continuación son unidas entre sí por sus bordes, caracterizado porque: a) la chapa exterior es doblada hacia el interior hasta 900 (véanse las figuras 5-9) en los lados visibles desde el exterior en la zona marginal de la pieza montada, las zonas marginales correspondientes de la chapa interior son desplazadas contra el doblez de la chapa exterior para minimizar el resquicio y la chapa interior y la chapa exterior son soldadas entre sí mediante un rayo láser dirigido dentro del resquicio entre las zonas marginales de la chapa interior y el doblez de la chapa exterior…
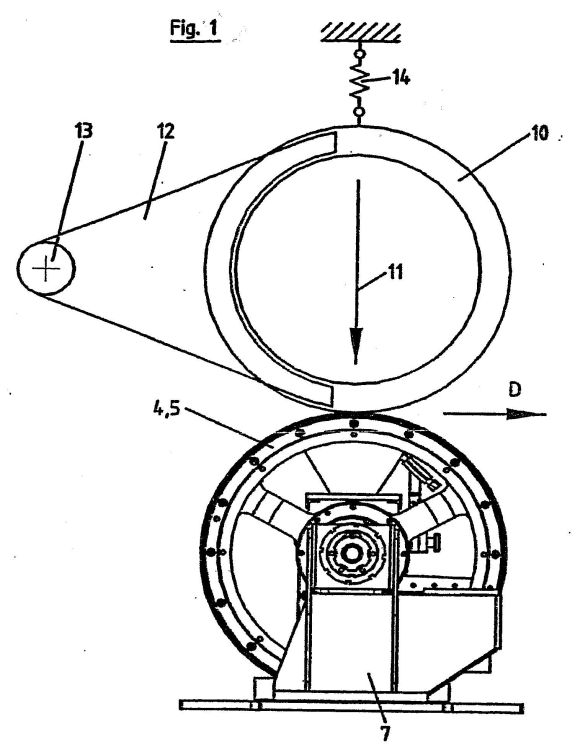
PROCEDIMIENTO Y DISPOSITIVO PARA LA SOLDADURA A TOPE DE CHAPAS DE DISTINTO ESPESOR CON AYUDA DE AL MENOS UN RODILLO TENSOR REGULABLE EN ALTURA DISPUESTO POR DEBAJO DE LAS CHAPAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/2008). Ver ilustración. Inventor/es: ALBER, GERHARD, RETZBACH, MARTIN. Clasificación: B23K37/047, B23K26/24, B23K26/26, B23K37/04, B21C47/26.
Procedimiento para la soldadura a tope de chapas , preferentemente bandas o llantones de chapa con distinto espesor, mediante el movimiento relativo entre un rayo láser o haz de electrones, y las chapas , a lo largo de la línea de contacto de las chapas , o bien del cordón de soldadura a realizar con los rodillos tensores dispuestos por pares, con una distancia entre sí, encima y debajo de las chapas , junto al cordón de soldadura, rodando los rodillos tensores , dispuestos encima de las chapas , con desplazamiento de altura y/o de forma elástica sobre las chapas , caracterizado porque los rodillos tensores dispuestos debajo de las chapas se desplazan en altura en al menos un lado del cordón de soldadura, y durante el desarrollo del proceso de soldadura se modifica la altura de un rodillo tensor situado debajo de las chapas.
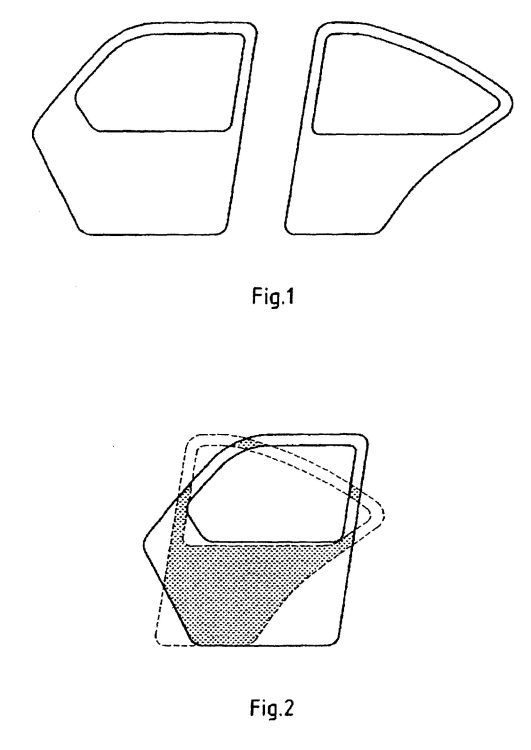
HERRAMIENTA DE DOBLE CORTE Y PROCEDIMIENTO PARA LA APLICACION DE UNA HERRAMIENTA DE DOBLE CORTE DE ESTE TIPO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/2008). Ver ilustración. Inventor/es: ALBER, GERHARD, WEBER,EDMUND. Clasificación: B23D35/00, B23K26/42, B23D15/06.
Herramienta de doble corte para la preparación simultánea de los cantos de placas de chapa (5 a 8, 5''a 8'') que deben soldarse con preferencia por medio de rayo láser, con preferencia de diferente espesor con al menos dos cuchillas de corte dispuestas paralelas entre sí, que están fijadas en un porta-cuchillas común y que se pueden mover con éste para el corte perpendicularmente al plano de las placas de corte, caracterizada porque las cuchillas de corte tienen en el plano de las placas de chapa (5 a 8, 5'' a 8'') líneas de corte bidimensionales , cuyos brazos (11a y 11b) están dispuestos de forma simétrica de espejo a una línea de simetría , en la que el punto de intersección de los dos brazos (11a y 11b) de las dos cuchillas de corte (1 y 2) está dispuesto sobre la línea de simetría.
DISPOSITIVO DESTORNILLADOR MULTIPLE PARA LA FIJACION DE UNA RUEDA DE VEHICULO A UN CUBO DE RUEDA O SIMILAR.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/2008). Ver ilustración. Inventor/es: RAULAND, THEO, SELZER,IRENE. Clasificación: B62D65/00, B23P19/06, B62D65/12.
Dispositivo destornillador múltiple para la fijación de una rueda de vehículo sobre un cubo de rueda o similar, en particular en el transcurso de una línea de montaje para el montaje de bastidores completos de vehículos, estando dispuestos varios destornilladores acodados entre una placa base y una placa de cabeza, cuyos extremos acodados provistos con insertos de llaves de tubo se extienden a través de agujeros de la placa base, presentando la placa base un dispositivo de soporte para la rueda de vehículo, caracterizado porque cada destornillador acodado está fijado sobre una corredera de guiado que se puede ajustar radialmente con respecto al eje de la rueda, y porque los agujeros de la placa base poseen unas dimensiones que permiten un desplazamiento radial de los destornilladores acodados.
PROCEDIMIENTO PARA LA LIMPIEZA DE RODILLOS DE PLEGAR DISPUESTOS EN UN BRAZO DE ROBOT Y ESTACION DE LIMPIEZA PARA APLICAR EL PROCEDIMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/2007). Ver ilustración. Inventor/es: SCHNEIDER, JOHANNES. Clasificación: B08B3/08, B08B1/00, B08B1/04.
Procedimiento para la limpieza de rodillos de plegar dispuestos en un brazo de robot y guiados durante el plegado a lo largo de una pestaña de doblado, en el cual los rodillos de plegar fijados en el brazo de robot para la limpieza en una estación de limpieza son hechos girar con ayuda de un dispositivo de accionamiento y con ello mediante útiles de limpieza se limpian las superficies de rodadura de los rodillos de plegar , caracterizado porque los rodillos de plegar son accionados por medio de una rueda de fricción.
UNION DE LOS BORDES DE CHAPAS CONFORMADAS.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Técnicas industriales diversas y transportes
(01/07/2007). Ver ilustración. Inventor/es: LOSCH,ALFRED. Clasificación: F16B5/00, B60J5/04, F16B5/06, F16B5/02, B60J5/00, F16B5/12.
Unión de los bordes de una chapa exterior de puerta con una chapa interior de puerta y/o una chapa de unión de una puerta para un vehículo automóvil, donde - los bordes de la chapa tienen, al menos parcialmente, superficies de apoyo planas, - las zonas superpuestas de los bordes de las chapas tienen listones, orejetas y/o bridas dobladas hacia el interior y/o, al menos, en la misma dirección, caracterizada porque: - para la unión separable de las dos chapas , sirven uniones por tornillos y listones de apriete o, al menos, sólo listones de apriete, y - se ha aplicado un pegamento impermeabilizante en la zona de las superficies de apoyo planas.
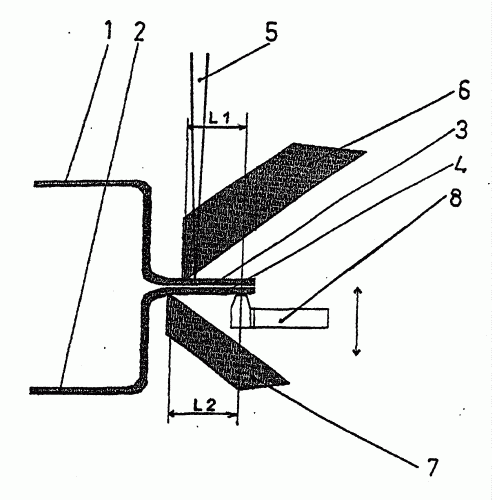
PROCEDIMIENTO PARA LA EVACUACION DE MATERIAL DE REVESTIMIENTO GASEOSO DE CHAPAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/2006). Ver ilustración. Inventor/es: MOCKEL, ANDREAS, JUCHT, HORST. Clasificación: B23K26/24, B23K26/32, B23K26/02, B23K26/42.
Procedimiento para la evacuación del material de revestimiento gaseoso de chapas que presentan una zona solapante desde la zona de la costura soldada al soldar por medio de haz de soldadura de elevada energía , en el que el apriete de los extremos libres de las chapas uno sobre otro se efectúa por medio de medios de apriete que se mueven con la costura soldada ; caracterizado porque los medios de apriete presentan un medio de apriete que presiona sobre el lado superior y un medio de apriete que presiona sobre el lado inferior; los puntos de aplicación de los medios de apriete superior e inferior tienen en cada caso una distancia diferente respecto al haz de soldadura ; y porque cerca de los extremos libres de las chapas a soldar un elemento excitador que se mueve con el haz de soldadura se aplica al extremo libre de una de las dos chapas y excita a uno de los dos extremos libres de las chapas para vibrar en el rango de resonancia.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}