APARATO PARA LA FIJACION DE LOS ELEMENTOS DE UN PANEL PARA UNA CARROCERIA DE UN VEHICULO AUTOMOVIL Y METODO PARA FIJAR TALES ELEMENTOS.
Aparato para fijar los elementos de un panel para una carrocería de vehículo automóvil,
que comprende: - una base (12, 14), - una estructura de soporte conformada (16, 18) soportada por la base (12, 14), para soportar un panel compuesto (20) que incluye al menos dos láminas (20a, 20b) que se fijan entre sí, - medios de soldadura (26) asociados con la estructura de soporte (16, 18) y previstos para soldar dichas al menos dos láminas (20a, 20b) en zonas predeterminadas, y - medios de referencia y bloqueo (24) de las láminas (20a, 20b), asociados con la estructura de soporte (16, 18) y adaptados para asegurar el posicionamiento y bloqueo recíproco de las láminas (20a, 20b) cuando funcionan los medios de soldadura (26), caracterizado por el hecho de que dichas láminas (20a, 20b) del panel compuesto (20) incluye un esqueleto (20b) y un panel de cubierta (20a) premontados por tramos de junta (22) en sus bordes perimetrales, un adhesivo polimérico (23) que está interpuesto entre respectivos tramos de dichas láminas (20a, 20b), y en el que medios de calentamiento por inducción (33) están soportados por dicha base (12, 14) y asociados con la estructura de soporte (16, 18), una unidad de control electrónico que está asociada con el aparato (10) para controlar y coordinar el funcionamiento de dichos medios de soldadura (26), de dichos medios de referencia y bloqueo (24) y dichos medios de calentamiento por inducción (33) de modo que, mientras las láminas (20a, 20b) están bloqueadas por los medios de referencia y bloqueo (24), los tramos del panel compuesto (20) en el que se sitúa dicho adhesivo polimérico (23) son calentados a una temperatura preajustada para que solamente se alcance una condición de pre-polimerización de dicho adhesivo (23), siendo los medios de calentamiento por inducción (33) por lo tanto solamente aptos para pre- polimerizar dicho adhesivo (23)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06023512.
Solicitante: KGR S.P.A.
Nacionalidad solicitante: Italia.
Dirección: VIA NICOLAO CENA, 65 10032 BRANDIZZO (TORINO) ITALIA.
Inventor/es: SIMIOLI,MARCO.
Fecha de Publicación: .
Fecha Solicitud PCT: 13 de Noviembre de 2006.
Fecha Concesión Europea: 28 de Julio de 2010.
Clasificación Internacional de Patentes:
- B21D39/02B
- B23K13/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 13/00 Soldadura por calentamiento mediante una corriente de alta frecuencia. › Soldadura de juntas continuas.
- B23K28/02 B23K […] › B23K 28/00 Soldadura o corte no cubierto por los grupos B23K 5/00 - B23K 26/00 (juntando las piezas por electrólisis C25D 2/00; eliminación electrolítica de materiales C25F). › Procedimientos o aparatos combinados para la soldadura y el corte.
- B62D25/10 B […] › B62 VEHICULOS TERRESTRES QUE SE DESPLAZAN DE OTRO MODO QUE POR RAILES. › B62D VEHICULOS DE MOTOR; REMOLQUES (dirección o guiado de máquinas o instrumentos agrícolas según un recorrido determinado A01B 69/00; ruedas, ruedecillas pivotantes, mejora de la adherencia de ruedas B60B; neumáticos para vehículos, inflado de neumáticos, cambio o reparación de neumáticos B60C; conexiones entre vehículos de un mismo tren o de un conjunto similar B60D; vehículos raíl-carretera, vehículos anfibios o transformables B60F; disposiciones de suspensión B60G; calefacción, refrigeración, ventilación u otros dispositivos de tratamiento del aire B60H; ventanas, parabrisas, techos descapotables, puertas o dispositivos similares, cubiertas de protección para vehículos fuera de servicio B60J; disposiciones de conjuntos de propulsión, accionamientos auxiliares, transmisiones, disposición de instrumentos o tableros de a bordo B60K; equipo eléctrico o propulsión de vehículos de tracción eléctrica B60L; alimentación de energía eléctrica para vehículos de tracción eléctrica B60M; disposiciones para pasajeros no previstas en otro lugar B60N; vehículos adaptados al transporte de cargas o para llevar cargas u objetos especiales B60P; adaptación de los dispositivos de señalización o de iluminación, su montaje o soporte, circuitos a este efecto, para vehículos en general B60Q; vehículos, equipos o partes de vehículos, no previstos en otro lugar B60R; servicio,limpieza, reparación, elevación o maniobra, no previstos en otro lugar B60S; frenos, sistemas de control de frenos o partes de estos sistemas B60T; vehículos de colchón de aire B60V; ciclos de motor, sus accesorios B62J, B62K; ensayo de vehículos G01M). › B62D 25/00 Subconjuntos de carrocería; Elementos o detalles de ellos no previstos en otro lugar. › Capós o tapas.
Clasificación PCT:
- B21D39/02 B […] › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 39/00 Utilización de procedimientos que permitan el ensamblaje de objetos o de partes de objetos, p. ej. revestimiento con chapas, que no sea por chapado (remachado B21J; ensamblado de elementos por forjado o prensado al objeto de que formen una sola pieza B21K 25/00 ); Dispositivos de mandrinaje de tubos. › de chapas por doblado, p. ej. conectando los bordes de una chapa para formar un cilindro.
- B23K13/02 B23K 13/00 […] › Soldadura de juntas continuas.
- B23K28/02 B23K 28/00 […] › Procedimientos o aparatos combinados para la soldadura y el corte.
- B62D25/10 B62D 25/00 […] › Capós o tapas.
- B62D65/06 B62D […] › B62D 65/00 Diseño, fabricación, p.ej. ensamblado o medidas encaminadas a facilitar el desensamblaje o la modificación estructural de vehículos de motor o remolques, no previstos en otro lugar. › los subconjuntos o componentes siendo puertas, ventanillas, techos que se pueden abrir, tapas, capós o sus juntas o sus bandas de estanqueidad contra la intemperie.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La presente invención se refiere a un aparato para fijar los elementos de un panel para una carrocería de un vehículo automóvil.
5 En el proceso para fijar los elementos de los paneles de una carrocería de un vehículo automóvil, la etapa denominada de “trabajo con la chapa metálica”, se utiliza habitualmente un par de elementos, uno de los cuales, el denominado esqueleto, presenta principalmente la función de soportar y
10 resistir la estructura, mientras que el otro, que consiste en un panel de cubierta exterior, presenta principalmente una función de forma. Habitualmente, estos elementos están fijados al juntar sus bordes perimetrales, después de haber interpuesto entre
15 los dos elementos, en los bordes a juntar, un adhesivo polimérico habitualmente del tipo termoajustable que, después de haberse sometido a polimerización, permite conectar de forma permanente los dos elementos. Después de que los dos elementos del panel se han unido al juntarse, habitualmente son soldados por medio de un proceso de soldadura por proyección en áreas predeterminadas del panel, utilizando herramientas de soldadura de proyección indirecta, por ejemplo del tipo descritas en EP-A-1442819. En
este caso, la polimerización del adhesivo interpuesto entre los elementos del panel tiene lugar durante una etapa que sigue a la de soldadura, cuando, después de que se ha montado el panel en la carrocería del vehículo automóvil durante la denominada etapa de “ajuste de los paneles articulados”, todo el vehículo automóvil es sometido a una etapa de pintura y posteriormente calentado a una temperatura del orden de 200ºC para obtener la polimerización de la pintura, durante la cual el adhesivo polimérico interpuesto entre los elementos del panel alcanza la condición completa de polimerización.
Recientemente, los vehículos automóviles deben satisfacer estándares particularmente estrictos no solamente de seguridad para los pasajeros, sino también para la seguridad de los posibles peatones involucrados en accidentes de tráfico. Con esta finalidad, los paneles de la carrocería de los vehículos automóviles, por ejemplo los paneles frontales tales como la trampilla del capó frontal, deben tener una alta elasticidad para poder aceptar amplias deformaciones de modo que reduzcan los posibles daños a los peatones. Los mismos paneles deben, sin embargo, ser suficientemente rígidos para no sufrir deformaciones excesivas durante el montaje de éstos sobre la carrocería durante la etapa de “ajuste de los paneles articulados”, de manera que no se pierde la continuidad de la forma con los otros paneles.
El proceso conocido anteriormente mencionado para los paneles convencionales, que solamente incluye la soldadura por proyección de los elementos de un panel, no es suficiente
para asegurar la rigidez de los paneles de los vehículos automóviles modernos deseados en la etapa de “ajustar los paneles articulados”. En el intento de evitar este inconveniente, a veces se utiliza un proceso diferente para fijar los elementos, que incluye, en vez de la soldadura por proyección de los dos elementos, la disposición del panel en un aparato de calentamiento, habitualmente de tipo inducción, con sus elementos ya juntados, que calienta los bordes del panel donde se ha aplicado el adhesivo, a una temperatura inferior a la temperatura de polimerización, es decir cerca de 180ºC, mientras que los elementos del panel se mantienen en una posición predeterminada mediante herramientas de bloqueo y referencia. De esta manera, el adhesivo polimérico se lleva a una condición de pre-polimerización de modo que los dos paneles se mantienen fijados a lo largo de sus bordes perimetrales. Sin embargo, este proceso tampoco es satisfactorio porque el calentamiento del adhesivo, aunque es capaz de conferir al panel una rigidez estructural mayor que la que puede obtenerse solamente con los puntos de soldadura, provoca en la mayoría de los casos una deformación de toda la estructura del panel que con frecuencia no puede recubrirse en la etapa siguiente de “ajuste de los paneles articulados”, y puede requerirse que paneles ya montados sean descartados a causa de su deformación excesiva.
Es conocido en DE-196 18 255 un método para conectar paneles de chapa utilizando calentamiento por inducción para acelerar la polimerización y asegurar el curado completo del material adhesivo interpuesto entre los paneles, a fin de
aportar una conexión permanente de los elementos de un panel.
El objeto de la invención es superar los inconvenientes de la técnica anterior mencionada previamente.
En particular, la invención empieza a partir de la idea de combinar las dos técnicas conocidas anteriormente mencionadas de “trabajar la chapa metálica” de los paneles de la carrocería del vehículo automóvil, de manera que aporta la ventaja de los beneficios que pueden obtenerse a partir de cada una de ellas, y realizar estas dos técnicas en un solo aparato de modo que los costes del proceso resulten ser aceptables en la fabricación en serie.
Más en particular, la invención alcanza el objeto anteriormente mencionado por medio de un aparato de fijación tal como se define en las reivindicaciones adjuntas.
En virtud de esta idea de solución, el aparato de la invención permite obtener paneles para una carrocería de vehículo automóvil, en el que la geometría entre el esqueleto y la cubierta del panel se asegura de modo que el panel puede estar solamente en su mayoría sometido a deformaciones limitadas, para que se permita su montaje óptimo sobre la carrocería durante la etapa siguiente de “ajustar los paneles articulados”, y con una resistencia mecánica incrementada y rigidez estructural. Ya que ambas técnicas de conexión de los elementos de un panel se realizan en un mismo aparato, los costes se reducen drásticamente con respecto al caso en el que se utilizan dos aparatos individuales, cada uno previsto para realizar una sola etapa de fijación, y se reduce drásticamente el tiempo con respecto a la ejecución separada
de los dos procesos, así como se mantiene la geometría del panel sin cambiar durante la fijación de los elementos de éste, ya que pueden utilizarse continuamente el mismo centraje y herramientas de referencia sin ninguna necesidad de interrumpir su funcionamiento entre la ejecución de las dos etapas de fijación. Además, en el mismo aparato de fijación las mismas unidades que soportan los elementos del panel se utilizan ventajosamente, contribuyendo aún para mantener estable la geometría precolocada del panel.
El uso de dicho aparato permite también reducir drásticamente los costes de diseño, producción y fabricación de sus componentes así como de su instalación, con respecto al posible uso de dos estructuras independientes.
Además, un objeto de la invención es un método para fijar los elementos de un panel para la carrocería de un vehículo automóvil.
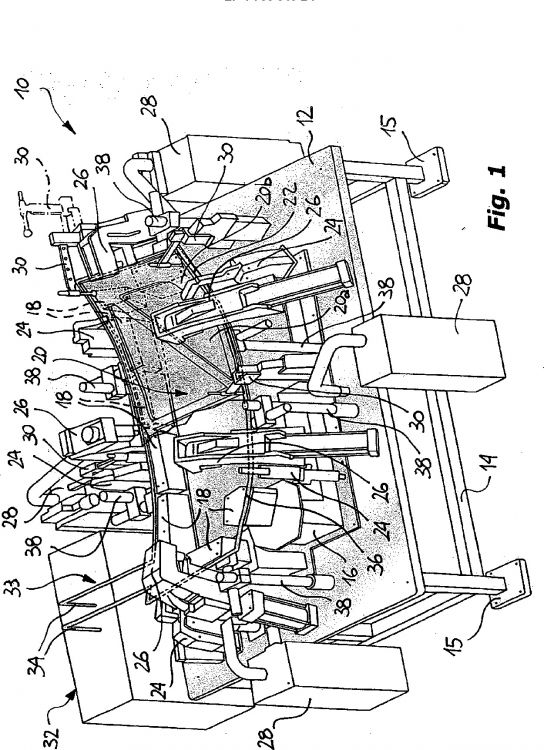
La invención resultará ser más clara a partir de la siguiente descripción detallada, que se realiza con referencia a los dibujos incluidos que muestran una realización preferida presentada a modo de un ejemplo no limitativo, y en el que: − la figura 1 es una vista en perspectiva esquematizada de
un aparato de acuerdo con la invención, − la figura 2 es una vista en planta superior del aparato de
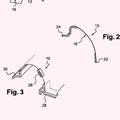
la figura 1, − la figura 3 es una vista en alzado lateral aumentada de un
detalle indicado con la flecha III en la figura 2, y − la figura 4 es una vista en sección lateral aumentada de
un detalle indicado con la flecha IV en la figura 3.
Con referencia a las figuras, un aparato para fijar los elementos de un panel compuesto para una carrocería de un vehículo automóvil, se indica con la referencia 10 a modo de un conjunto.
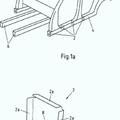
El aparato 10 comprende una base o mesa de trabajo que incluye una plataforma 12 soportada por una estructura base 14 provista de una serie de patas de soporte 15 para descansar en el suelo.
Un marco de soporte 16 está fijado en la plataforma 12, que soporta una serie de bloques 18 de material no magnético, por ejemplo de material aislante, que constituyen una estructura de soporte conformada adaptada para permitir la colocación de un panel compuesto 20 en la carrocería de un vehículo automóvil, por ejemplo, con referencia a las
figuras, la trampilla del capó...
Reivindicaciones:
1. Aparato para fijar los elementos de un panel para una carrocería de vehículo automóvil, que comprende: − una base (12, 14), − una estructura de soporte conformada (16, 18) soportada
por la base (12, 14), para soportar un panel compuesto
(20) que incluye al menos dos láminas (20a, 20b) que se fijan entre sí,
− medios de soldadura (26) asociados con la estructura de soporte (16, 18) y previstos para soldar dichas al menos dos láminas (20a, 20b) en zonas predeterminadas, y
− medios de referencia y bloqueo (24) de las láminas (20a, 20b), asociados con la estructura de soporte (16, 18) y adaptados para asegurar el posicionamiento y bloqueo recíproco de las láminas (20a, 20b) cuando funcionan los medios de soldadura (26),
caracterizado por el hecho de que dichas láminas (20a, 20b) del panel compuesto (20) incluye un esqueleto (20b) y un panel de cubierta (20a) premontados por tramos de junta (22) en sus bordes perimetrales, un adhesivo polimérico (23) que está interpuesto entre respectivos tramos de dichas láminas (20a, 20b), y en el que medios de calentamiento por inducción
(33) están soportados por dicha base (12, 14) y asociados con la estructura de soporte (16, 18), una unidad de control electrónico que está asociada con el aparato (10) para controlar y coordinar el funcionamiento de dichos medios de soldadura (26), de dichos medios de referencia y bloqueo (24) y dichos medios de calentamiento por inducción (33) de modo
que, mientras las láminas (20a, 20b) están bloqueadas por los medios de referencia y bloqueo (24), los tramos del panel compuesto (20) en el que se sitúa dicho adhesivo polimérico
(23) son calentados a una temperatura preajustada para que solamente se alcance una condición de pre-polimerización de dicho adhesivo (23), siendo los medios de calentamiento por inducción (33) por lo tanto solamente aptos para prepolimerizar dicho adhesivo (23).
2. Aparato según la reivindicación 1, caracterizado por el hecho de que dicha estructura de soporte conformada (16, 18) comprende una serie de bloques de material no magnético (18), soportados por un marco de soporte (16).
3. Aparato según la reivindicación 1 o 2, caracterizado por el hecho de que el adhesivo (23) está interpuesto entre el esqueleto (20b) y el panel de cubierta (20a), cerca de los bordes del panel compuesto (20), y en el que los medios de calentamiento por inducción (33) comprenden una herramienta de calentamiento tubular (36) que se extiende cerca de los tramos del borde perimetral (22) del panel compuesto (20) donde se aplica dicho adhesivo (23).
4. Aparato según la reivindicación 3, caracterizado por el hecho de que la herramienta de calentamiento tubular (36) tiene una forma que corresponde con el borde perimetral (22) del panel compuesto (20), y está dispuesta de manera que rodea completamente o solamente algunas longitudes de dicho borde (22).
5. Aparato según la reivindicación 3 o 4, caracterizado por el hecho de que la herramienta de calentamiento tubular
(36) está interpuesta entre la estructura de soporte (16, 18) y los medios de soldadura (26), y en el que se dispone más adyacente al borde del panel (20) con el fin de separarse sensiblemente de los medios de soldadura (26).
6. Método para fijar los elementos de un panel para una carrocería de un vehículo automóvil, que comprende las etapas de: − disponer un panel compuesto (20) que consta de al menos
dos láminas (20a, 20b) para fijarse entre sí, incluyendo en particular un esqueleto (20b) y un panel de cubierta (20a), estando dichos elementos (20a, 20b) premontados al juntar tramos (22) de sus bordes perimetrales, estando interpuesto un adhesivo polimérico (23) entre las láminas (20a, 20b) al menos en algunos tramos de sus bordes,
− disponer el panel compuesto (20) con los respectivos elementos (20a, 20b) premontados, sobre una estructura de soporte correspondientemente conformada (16, 18) de un aparato (10),
− bloquear los elementos (20a, 20b) del panel compuesto (20) en una posición precolocada mediante medios de referencia y bloqueo (24) asociados con dicho aparato (10), con el fin de asegurar el posicionamiento y el bloqueo recíproco de dichos elementos (20a, 20b) en su condición de fijación con respecto a dicha estructura de soporte (16, 18),
− soldar los elementos (20a, 20b) del panel compuesto (20) en zonas predeterminadas por medios de soldadura (26) asociados con dicho aparato (10),
− calentar el panel compuesto (20) en tramos en el que está
ubicado dicho adhesivo polimérico (23), por medios de calentamiento por inducción (33) asociados con la estructura de soporte (16, 18), y
− controlar mediante una unidad de control electrónico el funcionamiento de al menos dichos medios de calentamiento por inducción (33), mientras que las láminas (20a, 20b) están bloqueadas por dichos medios de referencia y bloqueo (24), para que alcancen una temperatura tal que el adhesivo (23) se lleva solamente a una condición de prepolimerización.
7. Método según la reivindicación 6, caracterizado por el hecho de que la etapa de calentar los tramos del panel compuesto (20) en el que se ubica el adhesivo polimérico (23), se realiza inmediatamente después de la etapa de soldadura.
8. Método según la reivindicación 7, caracterizado por el hecho de que la etapa de calentar el panel compuesto (20) se realiza en parte o en todo el borde perimetral.
9. Método según cualquiera de las reivindicaciones 6 a 8, caracterizado por el hecho de que dicha unidad de control electrónico actúa también sobre los medios de referencia y bloqueo (24), los medios de soldadura juntamente con los medios de calentamiento por inducción (33), de una manera coordinada y según tiempos precolocados.
10. Método según cualquiera de las reivindicaciones 6 a 9, caracterizado por el hecho de que se lleva a cabo en un aparato (10) según cualquiera de las reivindicaciones 1 a 5.
Patentes similares o relacionadas:
Acoplamiento para compuerta trasera, del 8 de Enero de 2020, de CLARK EQUIPMENT COMPANY: Un acoplamiento para asegurar de manera rotativa una compuerta trasera a un bastidor de una máquina de potencia , que tiene un primer y un segundo […]
Componente estructural para pieza de vehículo motorizado y pieza de vehículo motorizado que incluye el componente, del 30 de Abril de 2019, de COMPAGNIE PLASTIC OMNIUM: Un componente estructural para un portón trasero de un vehículo motorizado que comprende un cuerpo principal fabricado, al menos parcialmente, de […]
Superestructura giratoria para una máquina de construcción, del 22 de Abril de 2019, de BAUER MASCHINEN GMBH: Superestructura giratoria para una máquina de construcción con una carcasa de tipo caja , la cual presenta unas paredes laterales fundamentalmente verticales, […]
Vehículo de trabajo, del 1 de Abril de 2019, de YANMAR CO., LTD: Un vehículo de trabajo que comprende: una unidad de operación de tracción; y un capó dispuesto delante de la unidad de operación de […]
Vehículo automotor, del 10 de Agosto de 2016, de AUDI AG: Vehículo automotor con un compartimiento del motor que puede cerrarse por medio de un capó , en el que se dispuso un conducto de admisión […]
Capó delantero de vehículo automóvil adaptado para el choque de cadera y vehículo automóvil que tiene tal capó delantero, del 18 de Mayo de 2016, de RENAULT S.A.S.: Capó delantero de vehículo automóvil que tiene una primera pared interior y una segunda pared exterior unidas entre sí por unos medios de unión a la carrocería […]
 Procedimiento de fabricación de una pieza de carrocería de vehículo automóvil, pieza de carrocería, del 23 de Marzo de 2016, de COMPAGNIE PLASTIC OMNIUM: Procedimiento de fabricación de una pieza de carrocería de vehículo automóvil, que comprende una capa metálica , en el que se conforma la capa […]
Procedimiento de fabricación de una pieza de carrocería de vehículo automóvil, pieza de carrocería, del 23 de Marzo de 2016, de COMPAGNIE PLASTIC OMNIUM: Procedimiento de fabricación de una pieza de carrocería de vehículo automóvil, que comprende una capa metálica , en el que se conforma la capa […]
 Componente de carrocería y procedimiento para la fabricación de un componente de carrocería, del 23 de Diciembre de 2015, de THYSSENKRUPP STEEL EUROPE AG: Componente de carrocería
- con un elemento de construcción (12a-g) y
- con una zona de abertura (8a-g) que presenta un tamaño determinado
caracterizado porque
[…]
Componente de carrocería y procedimiento para la fabricación de un componente de carrocería, del 23 de Diciembre de 2015, de THYSSENKRUPP STEEL EUROPE AG: Componente de carrocería
- con un elemento de construcción (12a-g) y
- con una zona de abertura (8a-g) que presenta un tamaño determinado
caracterizado porque
[…]