Soplete para soldar con un elemento de fijación extensible espacialmente para la boquilla de gas.
Soplete para soldar monoalambre o multialambre (6), que se puede conectar a través de un paquete de manguera con un aparato de soldadura y que se compone de un mango de soplete,
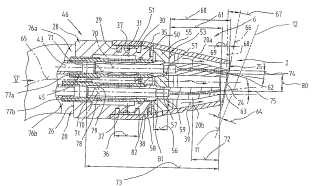
una carcasa de soplete tubular, un tubo de contacto (20) para cada alambre de aporte (21) y una boquilla de gas (2), en el que en una zona final de la carcasa de soplete está dispuesto un inserto interior (28) para la recepción de uno o varios tubos de contacto (20) y la boquilla de gas (2), y en el inserto interior (28) está dispuesto un elemento de fijación (30) para el establecimiento en caso de necesidad de una conexión en particular estanca a gases entre el inserto interior (28) y la boquilla de gas (2) montada por deslizamiento sobre éste, y el elemento de fijación (30) está formado al menos parcialmente de un material flexible, pudiéndose establecer esta conexión por extensión espacial del elemento de fijación (30), caracterizado porque en un lado exterior (46) del inserto interior (28) está dispuesta una entalladura (50) periférica que presenta una abertura (52) conectada con una línea de alimentación (40), y en la entalladura (50) está dispuesto el elemento de fijación (30), y el elemento de fijación (30) está acoplado con el dispositivo de alimentación (40) que presenta un generador de presión neumática (41) y que está formado por una alimentación de gas de protección existente del aparato de soldadura o una instalación de aire comprimido independiente, que somete una zona deformable o flexible del elemento de fijación (30) a una fuerza, en particular una fuerza de presión, sobre una zona de recepción (27) de la boquilla de gas (2), y porque el inserto interior (28) presenta un cuerpo de un material aislante en el que uno o varios casquillos de contacto (77) previstos para la transmisión de energía eléctrica están dispuestos para la recepción del o de los tubos de contacto (20).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/AT2006/000368.
Solicitante: FRONIUS INTERNATIONAL GMBH.
Nacionalidad solicitante: Austria.
Dirección: VORCHDORFER STRASSE 40 4363 PETTENBACH AUSTRIA.
Inventor/es: STAUFER, HERBERT, BERGER, EWALD, RUHRNOSSL,MANFRED, MIESSBACHER,GERHARD, STEINMAURER,MARKUS, Nöbauer,Harald.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K26/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › con una corriente de fluido asociada al haz de rayos, p. ej. un chorro de gas; Boquillas para tal fin (B23K 26/12 tiene prioridad).
- B23K9/173 B23K […] › B23K 9/00 Soldadura o corte por arco voltaico (soldadura eléctrica por escoria B23K 25/00; transformadores de soldadura H01F; generadores de soldadura H02K). › y un electrodo consumible.
- B23K9/29 B23K 9/00 […] › Dispositivos de soporte adaptados para servir de medios de protección.
- B23K9/32 B23K 9/00 […] › Accesorios (conexiones a tierra H01R).
- F16J15/46 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16J PISTONES; CILINDROS; RECIPIENTES A PRESION EN GENERAL; JUNTAS DE ESTANQUEIDAD. › F16J 15/00 Juntas de estanqueidad. › con un anillo de empaquetadura dilatado o comprimido en su alojamiento por la presión de un fluido, p. ej. empaquetaduras inflables (uniones de válvulas a los cuerpos elásticos inflables B60C 29/00; para ensamblaje de tuberías F16L).
- F16L17/10 F16 […] › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › F16L 17/00 Empalmes con empaquetaduras adaptadas a una estanqueidad por presión de fluido. › lográndose la estanqueidad de la empaquetadura por presión de un fluido distinto del fluido que circula en el tubo o que rodea al tubo.
- F23D14/52 F […] › F23 APARATOS DE COMBUSTION; PROCESOS DE COMBUSTION. › F23D QUEMADORES. › F23D 14/00 Quemadores para la combustión de un gas, p. ej. de un gas mantenido en estado líquido bajo presión. › para quemadores; para sopletes.
PDF original: ES-2382562_T3.pdf
Fragmento de la descripción:
Soplete para soldar con un elemento de fijación extensible espacialmente para la boquilla de gas.
La invención se refiere a un soplete para soldar monoalambre o multialambre según el preámbulo de la reivindicación 1 (véase, por ejemplo, el documento US 2 872 563) , así como un cabezal de soldadura láser híbrida monoalambre o multialambre según el preámbulo de la reivindicación 1 (véase, por ejemplo, el documento US 2 872 563) .
Del estado de la técnica se conocen aparatos de soldadura y procedimientos de soldadura para electrodos fungibles, por ejemplo procesos de soldadura MIG/MAG. Además, se conocen instalaciones y procedimientos para la soldadura mediante un rayo láser. Además, asimismo se conoce la reunión de estos procesos como procedimiento de soldadura láser híbrida con dispositivos correspondientes y está ampliamente extendida.
Por ejemplo, del documento WO 02/40211 y del WO 01/38038 se conocen dispositivos, que cuentan como el estado de la técnica, para un proceso de soldadura láser híbrida. Estas instalaciones de soldadura resultan ser desventajosas ante todo con el uso de sopletes para soldar multialambre, ya que la boquilla de gas no respeta las relaciones especiales que se producen en el uso de varios alambres de aporte respecto a la distancia de soplete, longitudes de salida, etc., lo que puede provocar problemas en la regulación del proceso de soldadura.
El documento US 2, 872, 563 A describe una boquilla de gas que se puede fijar en el cuerpo de soplete con la ayuda de un elemento elástico. Para el montaje y desmontaje de la boquilla de gas es necesario un movimiento de rotación por lo que no es posible una realización automatizada rápida de una secuencia de mantenimiento.
Instalaciones de soldadura conocidas semejantes se utilizan en la industria de fabricación automatizada de manera intensiva en forma de instalaciones de soldadura robotizadas controladas por ordenador. En este caso el soplete para soldar se conduce por un brazo de robot a lo largo de los puntos de conexión de piezas de trabajo. El proceso de soldadura condiciona, en la zona de salida del alambre de aporte en la boquilla de gas y el tubo de contacto del soplete para soldar, depósitos que se causan por salpicaduras de la soldadura, soldaduras por contacto entre el alambre de aporte y el tubo de contacto y similares. Por ello resulta ser necesario un mantenimiento o limpieza regulares del soplete para soldar en la zona de salida del alambre de aporte, a fin de permitir un desarrollo del proceso sin perturbaciones. Para ello los tubos de contacto que establecen una conexión eléctrica con el alambre de aporte, y dado el caso otras piezas, como por ejemplo la boquilla de gas, se cambian de forma manual por el personal de mantenimiento. Para ello los tubos de contacto habitualmente enroscados o la boquilla de gas enroscada se debe desmontar y montar de forma individual. Esto ha resultado ser desventajoso y requiere un elevado coste y tiempo ya que en este caso se paran todas las líneas de producción.
El objetivo de la presente invención consiste en diseñar o mejorar de forma más eficiente los procesos de soldadura y en particular procesos de mantenimiento necesarios y poner a disposición componentes apropiados para ello de un soplete para soldar.
El objetivo según la invención se resuelve por las características definidas en la parte caracterizadora de las reivindicaciones 1 y 2.
Esta configuración es ventajosa ya que mediante el uso de un elemento de fijación expandible, que produce por un lado una fijación de la boquilla de gas y por otro lado un cierre estanco a gases de la conexión, se permite de manera sencilla una separación o fijación de la boquilla de gas por activación o desactivación del elemento de fijación. El estado del elemento de fijación expandible se puede establecer de manera sencilla mediante los más diferentes dispositivos de accionamiento o alimentación a través de señales de control de un dispositivo de control del aparato de soldadura o del control del robot, por lo que es posible una automatización de la secuencia de mantenimiento o limpieza del soplete para soldar, ya que la boquilla de gas se puede cambiar de forma completamente automática. Por consiguiente se puede minimizar el tiempo requerido para el mantenimiento del soplete para soldar y el proceso de fabricación se diseña de forma más eficiente. Además, no es necesario personal de mantenimiento. Dado el caso debido a los tiempos de mantenimiento más breves se pueden acortar los intervalos de mantenimiento, de modo que por la duración de uso más corta de los componentes se puede reducir el desgaste y el ensuciamiento de la boquilla de gas o de los tubos de contacto. El elemento de fijación está fijado por consiguiente en el inserto interior en una posición definida. Además, en el caso de elemento de fijación desactivado, éste se puede recibir completamente en la entalladura, de modo que la boquilla de gas se puede desplazar sobre el inserto interior a través de la entalladura, después de lo cual el elemento de fijación se puede expandir para la fijación de la boquilla de gas. Se impide un flujo peligroso de corriente en los componentes accesibles desde el exterior del soplete para soldar. A través del o de los casquillos de contacto se puede realizar la transferencia de corriente al interior del inserto interior sin peligro y por recepción dimensional exacta de los tubos de contacto con gran superficie y con pequeñas pérdidas o sin chispas. A través del dispositivo de alimentación se puede establecer el estado del elemento de fijación de manera sencilla y segura con bajo coste y pocas piezas móviles, es decir, bajo coste de mantenimiento.
Una estructura del elemento de fijación según la reivindicación 3 es especialmente económica y eficaz, ya que una manguera elástica se puede expandir de manera sencilla por aireación de su espacio interior, de modo que para el establecimiento de la conexión se aprieta la superficie de contacto de la manguera con la boquilla de gas. La manguera o el elemento de obturación pueden estar formados de un monómero de etileno-propileno-dieno o silicona.
Mediante una variante de realización según la reivindicación 4 se pueden usar componentes del dispositivo conductor de chorro cruzado como dispositivo de alimentación, los cuales están presentes de todos modos en una instalación de soldadura láser híbrida, de modo que se permite una estructura económica y compacta del soplete para soldar de un cabezal de soldadura láser híbrida.
Una configuración según la reivindicación 6 puede mejorar adicionalmente las propiedades de conexión.
Por las características de la reivindicación 7 se consigue de manera ventajosa que el punto de salida del alambre de aporte se pueda disponer descentrado respecto al desarrollo del alambre en la zona posterior del soplete o del eje central del soplete para soldar. Así se puede influir en la posición del punto de salida del alambre de aporte desde el tubo de contacto, lo que resulta ser ventajoso al mantener inclinado el soplete para soldar, ya que la dirección de salida del alambre de aporte se modifica de modo que éste se puede transportar manteniendo una longitud de salida óptima del tubo de contacto en la dirección del baño de fusión en la pieza de trabajo. Esta configuración es especialmente ventajosa en un soplete para soldar multialambre con varios tubos de contacto doblados, ya que se puede ajustar la distancia entre los puntos de salida de los alambres de aporte entre los tubos de contacto unos respecto a otros. Además, los alambres de aporte dispuestos espaciados según la naturaleza en el soplete para soldar pueden salir de forma no paralela, es decir, con un cierto ángulo uno respecto a otro, del tubo de contacto, de modo que éstos se pueden suministrar a pesar de la distancia entre sí en el soplete para soldar a una zona definida de un baño de fusión común. De este modo se puede optimizar el suministro de varios alambres de aporte, y por consiguiente el volumen de fusión para un proceso de soldadura y se puede individualizar en caso de necesidad. Otra ventaja consiste en que debido al doblado del tubo de contacto se consigue un contacto muy bueno del alambre de aporte, por lo que se consigue una transferencia de corriente precisa. Además, debido al doblado se configura un radio movible, por lo que se puede enhebrar de forma sencilla el alambre de aporte, mientras que en caso de una dobladura según se conoce del estado de la técnica, no es posible un enhebrado sencillo del alambre de aporte ya que el borde puede bloquear el alambre... [Seguir leyendo]
Reivindicaciones:
1. Soplete para soldar monoalambre o multialambre (6) , que se puede conectar a través de un paquete de manguera con un aparato de soldadura y que se compone de un mango de soplete, una carcasa de soplete tubular, un tubo de contacto
(20) para cada alambre de aporte (21) y una boquilla de gas (2) , en el que en una zona final de la carcasa de soplete está dispuesto un inserto interior (28) para la recepción de uno o varios tubos de contacto (20) y la boquilla de gas (2) , y en el inserto interior (28) está dispuesto un elemento de fijación (30) para el establecimiento en caso de necesidad de una conexión en particular estanca a gases entre el inserto interior (28) y la boquilla de gas (2) montada por deslizamiento sobre éste, y el elemento de fijación (30) está formado al menos parcialmente de un material flexible, pudiéndose establecer esta conexión por extensión espacial del elemento de fijación (30) , caracterizado porque en un lado exterior
(46) del inserto interior (28) está dispuesta una entalladura (50) periférica que presenta una abertura (52) conectada con una línea de alimentación (40) , y en la entalladura (50) está dispuesto el elemento de fijación (30) , y el elemento de fijación
(30) está acoplado con el dispositivo de alimentación (40) que presenta un generador de presión neumática (41) y que está formado por una alimentación de gas de protección existente del aparato de soldadura o una instalación de aire comprimido independiente, que somete una zona deformable o flexible del elemento de fijación (30) a una fuerza, en particular una fuerza de presión, sobre una zona de recepción (27) de la boquilla de gas (2) , y porque el inserto interior
(28) presenta un cuerpo de un material aislante en el que uno o varios casquillos de contacto (77) previstos para la transmisión de energía eléctrica están dispuestos para la recepción del o de los tubos de contacto (20) .
2. Cabezal de soldadura láser híbrida monoalambre o multialambre (1) , en el que están dispuestos un elemento de montaje (3) , un láser (5) o una óptica láser, un dispositivo conductor de chorro cruzado (7) y componentes de un soplete para soldar (6) para un proceso de soldadura por arco voltaico, en el que los componentes están conectados a través de líneas con una fuente de rayo láser y un aparato de soldadura para procesos de soldadura con un alambre de aporte (21) que se funde, caracterizado porque los componentes del soplete para soldar (6) presentan un inserto interior (28) para la recepción de uno o varios tubos de contacto (20) y una boquilla de gas (2) , en un lado exterior del inserto interior (28) está dispuesta una entalladura (50) periférica que presenta una abertura (52) conectada con una línea de alimentación (40) y en la entalladura (50) está dispuesto un elemento de fijación (30) para el establecimiento en caso de necesidad de una conexión en particular estanca a gases entre el inserto interior (28) y la boquilla de gas (2) montada por deslizamiento sobre éste, y el elemento de fijación (30) está formado al menos parcialmente por un material flexible, pudiéndose establecer esta conexión por una extensión espacial del elemento de fijación (30) , estando acoplado el elemento de fijación (30) con el dispositivo de alimentación (40) que presenta un generador de presión neumática (41) y que está formado por una alimentación de gas de protección existente del aparato de soldadura o una instalación de aire comprimido independiente, que somete una zona deformable o flexible del elemento de fijación (30) a una fuerza, en particular una fuerza de presión, sobre una zona de recepción (27) de la boquilla de gas (2) , y porque el inserto interior
(28) presenta un cuerpo de un material aislante en el que uno o varios casquillos de contacto (77) previstos para la transmisión de energía eléctrica están dispuestos para la recepción del o de los tubos de contacto (20) .
3. Soplete para soldar según la reivindicación 1 y/o 2, caracterizado porque el elemento de fijación (30) está formado por una manguera (34) deformable, en particular elástica, o un elemento de obturación.
4. Soplete para soldar según una de las reivindicaciones 2 ó 3, caracterizado porque la instalación de aire comprimido para la alimentación del elemento de fijación (30) está prevista al mismo tiempo para la formación del dispositivo conductor de chorro cruzado (7) en el proceso de soldadura por láser.
5. Soplete para soldar según la reivindicación 1 y/o 2, caracterizado porque la unión entre una superficie interior (29) en particular cilíndrica de la boquilla de gas (2) y el inserto interior (28) es en arrastre de fuerza, en particular por fricción, y la unión discurre preferiblemente de forma continua o sin huecos alrededor de la periferia del inserto interior (28) .
6. Soplete para soldar según la reivindicación 1 y/o 2, caracterizado porque la superficie interior (29) de la boquilla de gas (2) está estructurada, por ejemplo, está arrugada o presenta un revestimiento de fricción, en una sección (36) y/o una superficie de contacto (31) del elemento de fijación (30) .
7. Soplete para soldar según una de las reivindicaciones 1 a 6, caracterizado porque el o cada tubo de contacto (20) presenta un orificio de guiado (71) continuo con un eje central longitudinal (70) para el alambre de aporte (20) y preferiblemente un orificio concéntrico respecto al orificio de guiado (71) con un diámetro mayor, presentando el eje central longitudinal (70) un desarrollo curvado al menos en una sección parcial (72) de una longitud del tubo de contacto (73) .
8. Soplete para soldar según una de las reivindicaciones 1 a 7, caracterizado porque la boquilla de gas (2) presenta una carcasa (35) en forma de casquillo con una abertura de salida (25) para el alambre de aporte (21) y opuesta una zona de recepción (27) para la fijación en un inserto interior (28) del soplete para soldar (6) , estando dispuesto en el interior de la carcasa (35) un elemento de recepción (53) para uno o varios tubos de contacto (20) , aislando eléctricamente el elemento de recepción (53) el o los tubos de contacto (20) unos respecto a otros o respecto a la carcasa (35) .
9. Soplete para soldar según la reivindicación 8, caracterizado porque el elemento de recepción (53) presenta para cada tubo de contacto (20) una entalladura (54) , en particular un orificio, en la que el tubo de contacto (20) está dispuesto, en particular está apretado.
10. Soplete para soldar según la reivindicación 8, caracterizado porque la carcasa (35) presenta en la zona de recepción (27) un elemento de posicionamiento, por ejemplo, una escotadura o un saliente, para el posicionamiento definido en el 5 inserto interior (28) .
11. Soplete para soldar según una de las reivindicaciones 1 a 10, caracterizado porque la boquilla de gas (2) presenta una carcasa (35) en forma de casquillo que se extiende a lo largo de un eje central longitudinal (65) con una abertura de salida (25) para un alambre de aporte (21) en un primer lado frontal (24) y opuesta una zona de recepción (27) para la sujeción en un inserto interior (28) del soplete para soldar (6) en un segundo lado frontal (26) , estando inclinada la carcasa (35) en el primer lado frontal (24) en la zona de la abertura de salida (25) respecto al eje central longitudinal (65) conforme a un plano (68) , que se extiende de solo un punto de salida del alambre de aporte (62) exterior de un primer tubo de contacto (20) en la dirección de otro punto de salida del alambre de aporte (63) de otro tubo de contacto (20) que está retranqueado en la dirección del eje central longitudinal (65) en la dirección del segundo lado frontal (26) .
12. Soplete para soldar según la reivindicación 11, caracterizado porque el plano (68) forma un ángulo (67) de entre 5º y 15 60º, en particular 5º y 30º, respecto a un plano normal (68) dispuesto en ángulo recto sobre el eje central longitudinal.
Patentes similares o relacionadas:
Boquilla para el corte por láser con un elemento móvil interno y manguito de baja permitividad relativa; procedimiento de corte con haz láser de una pieza metálica que usa tal boquilla, del 4 de Diciembre de 2019, de L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE: Boquilla de corte por láser que comprende: - un cuerpo de boquilla que comprende un primer alojamiento axial pasante axialmente por dicho cuerpo de […]
Disco de freno y método de fabricación del mismo, del 6 de Noviembre de 2019, de RAILWAY TECHNICAL RESEARCH INSTITUTE: Un disco de freno que detiene la rotación de un eje cuando una pastilla de freno se presiona contra una superficie del disco de freno, que comprende: […]
Procedimiento para la soldadura por láser de CO2 de aceros de baja aleación, del 14 de Agosto de 2019, de MESSER GROUP GMBH: Procedimiento para la soldadura por láser de una pieza de trabajo constituida por acero no aleado o de baja aleación bajo empleo de un láser de CO2, en el […]
Método de procesamiento por láser de un material metálico con alto control dinámico de los ejes de movimiento del rayo láser a lo largo de una trayectoria de procesamiento predeterminada, así como una máquina y un programa informático para la implementación de dicho método, del 3 de Julio de 2019, de Adige S.p.A: Método de procesamiento por láser de un material (WP) metálico, en particular para el corte, perforación o soldadura por láser de dicho material, […]
Sistema de corte por láser y procedimiento de corte por láser, del 1 de Mayo de 2019, de ALIGN TECHNOLOGY, INC.: Un sistema de corte por láser, que comprende: un componente de generación de rayos láser; un componente óptico ; un utillaje de sujeción que […]
Procedimiento para la soldadura por láser de una o varias piezas de trabajo de acero templable en el procedimiento de unión a tope, del 16 de Abril de 2019, de WISCO Tailored Blanks GmbH: Procedimiento para la soldadura por láser de una o varias piezas de trabajo de acero templable en prensa, en particular acero de manganeso-boro, en la […]
SISTEMA AUTOMÁTICO DE LIMPIEZA DE CHAPAS PARA LA APLICACIÓN DE SOLDADURA FUERTE POR LÁSER, del 12 de Marzo de 2019, de FORD MOTOR COMPANY: Sistema automático de limpieza de chapas para la aplicación de soldadura fuerte por láser. Un sistema de limpieza incluye un cepillo para retirar […]
Boquilla de gas con manguito de válvula desplazable, del 1 de Marzo de 2019, de TRUMPF WERKZEUGMASCHINEN GMBH + CO. KG: Boquilla de gas (1, 1', 1", 1'") para un cabezal de mecanizado por láser , con una apertura de salida para el paso de un rayo láser sobre una pieza de […]