DISPOSICION DE SOLDADURA PARA LA UNION DE PIEZAS DE TRABAJO MEDIANTE LA SOLDADURA POR RESISTENCIA O LA SOLDADURA A PRESION.
Disposición de soldadura para la soldadura por resistencia, especialmente para la unión de piezas de trabajo por soldadura,
sometiéndose a una fuerza P las piezas de trabajo, que se van a unir, en sus zonas de unión y fluidificándose en estas zonas mediante el suministro y/o la generación de calor, que comprende
- al menos un dispositivo con al menos un soporte, en el que están dispuestos un primer elemento o parte fijo, un segundo elemento o parte móvil o varios elementos fijos y/o móviles, estando posicionadas entre los elementos las piezas de trabajo que se van a unir y estando sometido al menos uno de los elementos móviles durante el proceso de soldadura a la fuerza P que actúa en dirección de la pieza de trabajo,
caracterizada porque
- para la medición de la deformación de al menos uno de los primeros elementos (8) y/o de los segundos elementos (9) mencionados de al menos un soporte (7; 32) está previsto al menos un sensor (14; 15; 22; 23; 24) de deformación de red de fibra dispuesto fijamente en el primer elemento (8) y/o el segundo elemento (9) asignado,
- el al menos un sensor (14; 15; 22; 23; 24) de deformación de red de fibra está unido ópticamente con una fuente (28) de radiación y con una disposición fotoeléctrica de receptor de un policromador (29) y
- la disposición de receptor está unida con una unidad (30) de evaluación y/o con un sistema de supervisión o sistema de control del proceso
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/001698.
Solicitante: FACHHOCHSCHULE JENA.
Nacionalidad solicitante: Alemania.
Dirección: CARL-ZEISS-PROMENADE 2,07745 JENA.
Inventor/es: BURGER, WOLFGANG, BLIEDTNER, JENS, BOLLE,JURGEN, ZWEINERT,KLAUS, ECKE,WOLFGANG, WILLSCH,REINHARDT.
Fecha de Publicación: .
Fecha Concesión Europea: 23 de Junio de 2010.
Clasificación Internacional de Patentes:
- B23K11/25C2
Clasificación PCT:
- B23K11/25 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 11/00 Soldadura por resistencia; Seccionamiento por calentamiento por resistencia. › Dispositivos de vigilancia.
Fragmento de la descripción:
Disposición de soldadura para la unión de piezas de trabajo mediante la soldadura por resistencia o la soldadura a presión.
Campo de la invención
La invención se refiere a una disposición de soldadura para la unión de piezas de trabajo mediante la soldadura por resistencia o la soldadura a presión con fase líquida, que tiene sensores, por medio de los que se determina la calidad del punto soldado y de la unión soldada, así como es posible un control y una supervisión eficiente y fiable del proceso también en caso de una fabricación en pequeñas y grandes series.
Estado de la técnica
En la práctica se aplican actualmente distintos procesos de supervisión de la calidad y del proceso que se basan en diferentes principios de medición. Así, por ejemplo, se llevan a cabo mediciones de la corriente, la tensión y la resistencia, la medición del recorrido del electrodo o las mediciones de fuerza en los electrodos con el fin de obtener valores característicos para la evaluación de la calidad de los puntos soldados o los núcleos de soldadura. A tal efecto, se puede realizar también una prueba de ultrasonido durante el proceso de soldadura.
La calidad e incluso la resistencia de las uniones soldadas, fabricadas mediante la soldadura por resistencia, dependen también, entre otros, del tamaño (por ejemplo, el diámetro) del núcleo de soldadura que se configura, dependiendo la geometría de este núcleo, por ejemplo, de la energía aplicada, las condiciones de la evacuación del calor en el elemento constructivo y también del estado de la superficie, así como de la posición de la soldadura en las piezas de trabajo.
Del documento DE10060055A1 se conoce un sistema de medición para la supervisión del proceso y el aseguramiento de la calidad en los procedimientos de soldadura por resistencia en al menos una estación de soldadura, en el que se analizan las señales de fuerza medibles durante la fase de flujo de la corriente. En este caso se registran por semionda las fluctuaciones de la fuerza en los portaelectrodos en relación con la señal de la corriente de soldadura y se compara el desarrollo temporal de estas fluctuaciones como curva envolvente de la señal de fuerza con una curva nominal. El aumento, dependiente del tiempo, de las fluctuaciones de la fuerza, que son aproximadamente proporcionales al volumen fluidificado en el núcleo de soldadura, se registra durante la fase de flujo de la corriente y se usa para evaluar el tamaño del núcleo de soldadura y, por tanto, la calidad de la soldadura.
En el documento DE19523808 se describe una pinza eléctrica de soldadura con sensor luminoso que está instalado como un reflector en un elemento de pinza de soldadura. Por medio de un conductor de luz se irradia un haz luminoso hacia el reflector y la luz reflejada se transmite a continuación a un receptor mediante otro conductor de luz. La fuerza del electrodo deforma el elemento de pinza de soldadura, en el que está dispuesto el reflector y varía, por tanto, la posición del plano del reflector. La cantidad de luz, absorbida por el receptor, es una función de la magnitud y la variación de la deformación del elemento de pinza de soldadura y, por tanto, una función de la fuerza del electrodo.
Se conocen también sensores de fibra óptica, fabricados con fibras ópticas conductoras de luz sobre base de cristal de cuarzo, en las que están integradas redes de interferencia, las llamadas redes de Bragg. Este tipo de red es una estructura periódica de índice de refracción que se graba con un láser UV, por ejemplo, en una fibra monomodal a lo largo de un tramo de algunos milímetros. Las redes de interferencia, creadas de esta forma, actúan como filtros de banda estrecha que reflejan la luz de una determinada longitud de onda (longitud de onda de Bragg) o de un determinado intervalo de longitud de onda. Esta longitud de onda de la luz reflejada depende del período de red de la red de interferencia y del índice de refracción de la fibra. En caso de una deformación (dilatación o compresión) de un elemento o una pieza de trabajo, que se va a analizar, en el que está dispuesto fijamente un sensor de este tipo, varía también debido a la deformación de la fibra conductora de luz el período de red de la red de Bragg y, por tanto, también la longitud de onda o el intervalo de la longitud de onda de la luz reflejada que se puede determinar, por ejemplo, con un espectrómetro de red.
En el documento EP1291113A, que se puede considerar como el estado más actual de la técnica, se describe una pinza de soldadura, así como un procedimiento para la evaluación de la calidad de una unión soldada. En este caso se trata de una pinza de soldadura para la soldadura eléctrica por resistencia con dos electrodos, estando fijado al menos un electrodo en un brazo portalectrodos, con medios para el movimiento de al menos un brazo portaelectrodos, con medios para la generación de la corriente de soldadura y con un sensor de fuerza para el registro de un valor real de fuerza entre ambos electrodos.
Con el fin de posibilitar por medio de un sensor de fuerza una medición fiable de la fuerza del electrodo o una evaluación de la calidad de una unión soldada, el sensor de fuerza está dispuesto en un soporte de brazo portalectrodos. El procedimiento, descrito más adelante, sirve para la evaluación de la calidad de una unión soldada mediante el uso de esta pinza de soldadura.
Descripción de la invención
La invención tiene el objetivo de crear una disposición de soldadura para la unión de piezas de trabajo mediante la soldadura por resistencia o la soldadura a presión, que con medios simples y teniendo en cuenta los parámetros, que varían durante el proceso de soldadura, permite desarrollar un sistema fiable de supervisión del proceso para la soldadura por resistencia en la fabricación en pequeñas y grandes series, así como un control seguro de la calidad de las soldaduras realizadas.
Este objetivo se consigue según la invención mediante la disposición de soldadura, configurada según el preámbulo de la primera reivindicación, con los medios dados a conocer en la parte caracterizadora de esta reivindicación. La invención se consigue también mediante las características de la reivindicación independiente 10. En las reivindicaciones secundarias aparecen otras realizaciones y configuraciones de la invención.
Es ventajoso que el al menos un sensor de deformación de red de fibra esté integrado como red de difracción en forma de una red de Bragg con estructura periódica de índice de refracción en un conductor de ondas luminosas y que este sensor de deformación de red de fibra se encuentre unido ópticamente con la disposición de receptor de un policromador.
Para la supervisión de varias disposiciones de soldadura y el desarrollo de posibilidades de control de los procesos de soldadura es ventajoso que varios sensores de deformación de red de fibra estén integrados en un conductor de ondas luminosas, que los sensores de deformación de red de fibra de un conductor de ondas luminosas estén instalados fijamente en elementos (o partes) de varios dispositivos de la disposición de soldadura y que los sensores de deformación de red de fibra estén unidos con la disposición de receptor.
La posibilidad de supervisar una cantidad de disposiciones diferentes de soldadura se puede desarrollar de forma más simple y segura al presentar las redes de interferencia de un conductor de ondas luminosas una división igual o diferente de red. En este caso, la división de red puede estar codificada también, es decir, la distancia de las líneas divisoras puede ser diferente dentro de una división.
Además, para una alta precisión de la medición es ventajoso que el al menos un sensor de deformación de red de fibra esté integrado en un conductor monomodal de ondas luminosas.
Con el fin de realizar un control eficiente de una disposición de soldadura para la soldadura eléctrica por resistencia o la soldadura a presión de piezas de trabajo puede ser ventajoso que el dispositivo sea una pinza eléctrica de soldadura que tiene un soporte y un par de brazos portapinzas de soldadura que están dispuestos en el soporte y soportan electrodos, pudiendo girar un brazo portapinzas de soldadura de cada par relativamente respecto al otro brazo portapinzas de soldadura y estando presionado éste durante el proceso de soldadura con una fuerza definida P contra las piezas de trabajo que se van a unir y están dispuestas entre los electrodos.
Otra realización ventajosa de la invención se obtiene al comprender...
Reivindicaciones:
1. Disposición de soldadura para la soldadura por resistencia, especialmente para la unión de piezas de trabajo por soldadura, sometiéndose a una fuerza P las piezas de trabajo, que se van a unir, en sus zonas de unión y fluidificándose en estas zonas mediante el suministro y/o la generación de calor, que comprende
- al menos un dispositivo con al menos un soporte, en el que están dispuestos un primer elemento o parte fijo, un segundo elemento o parte móvil o varios elementos fijos y/o móviles, estando posicionadas entre los elementos las piezas de trabajo que se van a unir y estando sometido al menos uno de los elementos móviles durante el proceso de soldadura a la fuerza P que actúa en dirección de la pieza de trabajo,
caracterizada porque
- para la medición de la deformación de al menos uno de los primeros elementos (8) y/o de los segundos elementos (9) mencionados de al menos un soporte (7; 32) está previsto al menos un sensor (14; 15; 22; 23; 24) de deformación de red de fibra dispuesto fijamente en el primer elemento (8) y/o el segundo elemento (9) asignado,
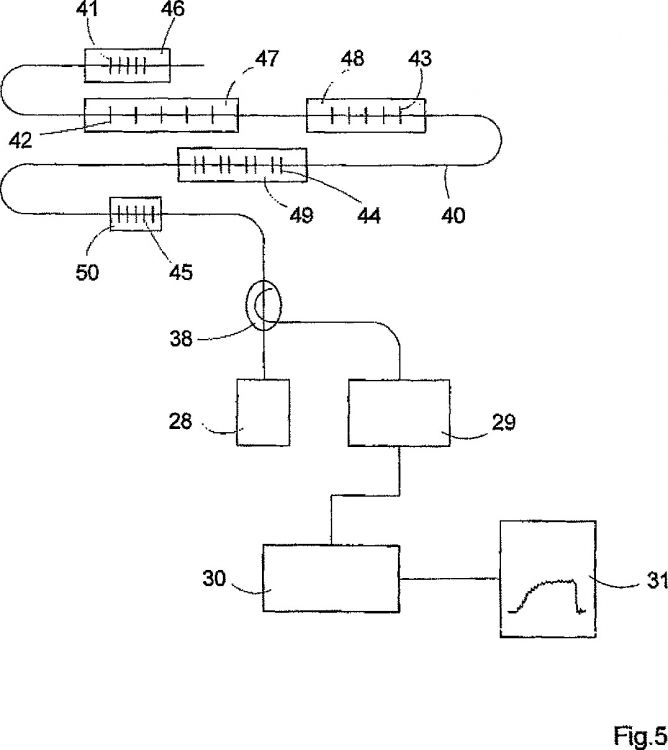
- el al menos un sensor (14; 15; 22; 23; 24) de deformación de red de fibra está unido ópticamente con una fuente (28) de radiación y con una disposición fotoeléctrica de receptor de un policromador (29) y
- la disposición de receptor está unida con una unidad (30) de evaluación y/o con un sistema de supervisión o sistema de control del proceso.
2. Disposición de soldadura según la reivindicación 1, caracterizada porque
- el al menos un sensor (14; 15; 22; 23; 24) de deformación de red de fibra está integrado como red (3; 41; 42; 43; 44; 45) de difracción en forma de una red de Bragg con estructura periódica de índice de refracción en un conductor (2; 39; 40) de ondas luminosas y
- el sensor (14; 15; 22; 23; 24) de deformación de red de fibra está unido ópticamente con la disposición de receptor de un policromador (29).
3. Disposición de soldadura según una de las reivindicaciones 1 y 2, caracterizada porque
- varios sensores de deformación de red de fibra con redes diferentes o iguales (41 a 45) de difracción están integrados en un conductor (40) de ondas luminosas,
- los sensores de deformación de red de fibra del conductor (40) de ondas luminosas están instalados fijamente en elementos (partes) de varios dispositivos de la disposición de soldadura y
- estos sensores de deformación de red de fibra están unidos con la disposición de receptor de un policromador (29).
4. Disposición de soldadura según la reivindicación 2 ó 3, caracterizada porque los sensores de deformación de red de fibra de un conductor de ondas luminosas presentan redes (41 a 45) de difracción con una división igual o diferente de red.
5. Disposición de soldadura según una de las reivindicaciones 1 a 4, caracterizada porque el al menos un sensor de deformación de red de fibra está integrado en un conductor monomodal de ondas luminosas.
6. Disposición de soldadura según una de las reivindicaciones 1 a 5, caracterizada porque el dispositivo es una pinza eléctrica de soldadura que tiene un soporte (7) y un par de brazos portapinzas (16; 18) de soldadura que están dispuestos en el soporte (7) y soportan electrodos (11; 12), pudiendo girar un brazo portapinzas (18) de soldadura de cada par relativamente respecto al otro brazo portapinzas (16) de soldadura y estando presionado éste durante el proceso de soldadura con una fuerza definida P contra las piezas (19; 20) de trabajo que se van a unir y están dispuestas entre los electrodos (11; 12).
7. Disposición de soldadura según una de las reivindicaciones 1 a 5, caracterizada porque
- el dispositivo (6) comprende al menos un soporte en U (32) con un par de lados (33; 34) respectivamente que alojan electrodos (11; 12), presentando un lado (33) de un par en una guía (35) un alojamiento (36) para un electrodo (11), y
- el alojamiento (36) se puede desplazar esencialmente en vertical en la guía (35) relativamente respecto al otro lado (34) del par y está presionado durante el proceso de soldadura con una fuerza definida P contra las piezas (19; 20) de trabajo que se van a unir y están dispuestas entre los electrodos (11; 12).
8. Disposición de soldadura según una de las reivindicaciones 1 a 5, caracterizada porque los sensores (14; 15; 22; 23; 24) de deformación de red de fibra están configurados como sensores de dilatación o compresión.
9. Disposición de soldadura según una de las reivindicaciones 1 a 5, caracterizada porque en la unidad (29) de evaluación están previstos medios que permiten influir en la calidad de la soldadura mediante la regulación especialmente de la corriente de soldadura y la fuerza de presión durante o después del proceso de soldadura al definirse las variables de control a partir de la señal determinada P(t) de fuerza que depende del tiempo.
10. Uso de sensores de deformación de red de fibra para la medición y la supervisión en función del tiempo de las deformaciones de brazos portaelectrodos de disposiciones de soldadura para la soldadura por resistencia con el fin de determinar la calidad del punto soldado y de la unión soldada.
Patentes similares o relacionadas:
DISPOSITIVO Y PROCEDIMIENTO DE CONTROL DE SOLDADURA POR PUNTOS, del 2 de Noviembre de 2011, de REU-SCHWEISSTECHNIK GMBH: Dispositivo para el control de soldadura por puntos con una mordaza de soporte de electrodos (Z), cuyos electrodos de soldadura (E1, E2) están fijados en los brazos de la mordaza […]
 PINZA DE SOLDADURA POR PUNTOS Y PROCEDIMIENTO PARA AJUSTAR LA PRESION DE UNA PINZA DE SOLDADURA POR PUNTOS, del 15 de Junio de 2010, de FRONIUS INTERNATIONAL GMBH: Pinza de soldadura por puntos para la soldadura por resistencia de piezas (3, 3''), con un accionamiento para el movimiento de los […]
PINZA DE SOLDADURA POR PUNTOS Y PROCEDIMIENTO PARA AJUSTAR LA PRESION DE UNA PINZA DE SOLDADURA POR PUNTOS, del 15 de Junio de 2010, de FRONIUS INTERNATIONAL GMBH: Pinza de soldadura por puntos para la soldadura por resistencia de piezas (3, 3''), con un accionamiento para el movimiento de los […]
Robot articulado que lleva un cabezal de soldadura por resistencia eléctrica con electrodos ubicados en el mismo lado, procedimiento correspondiente de soldadura por resistencia eléctrica en un componente a soldar, del 7 de Agosto de 2019, de COMAU S.P.A.: Un robot articulado (R) que lleva un cabezal de soldadura por resistencia eléctrica (T) con electrodos ubicados en el mismo lado, el robot articulado (R) tiene una muñeca […]
Aparato para el remachado, del 7 de Agosto de 2019, de COMAU S.P.A.: Aparato para aplicar remaches en una parte (π) de una superficie plana de una pieza (P), en el que dicha parte (π) de la superficie plana define un eje operativo […]
Dispositivo de soldadura por resistencia con un sensor de carga, del 15 de Mayo de 2019, de Tecna S.p.A: Dispositivo de soldadura por resistencia, que comprende unos medios para mover entre sí un par de mordazas , que soportan unos respectivos electrodos […]
 Cabezal de soldadura para una máquina para la formación de malla metálica, procedimiento de soldadura relativa y máquina para la formación de malla metálica utilizando dicho cabezal de soldadura, del 4 de Octubre de 2018, de M.E.P. MACCHINE ELETTRONICHE PIEGATRICI S.P.A.: Cabezal de soldadura para la formación de una malla metálica que comprende alambres longitudinales y alambres transversales , que comprende al menos una unidad de alimentación […]
Cabezal de soldadura para una máquina para la formación de malla metálica, procedimiento de soldadura relativa y máquina para la formación de malla metálica utilizando dicho cabezal de soldadura, del 4 de Octubre de 2018, de M.E.P. MACCHINE ELETTRONICHE PIEGATRICI S.P.A.: Cabezal de soldadura para la formación de una malla metálica que comprende alambres longitudinales y alambres transversales , que comprende al menos una unidad de alimentación […]
Procedimiento para el control y/o la regulación de un movimiento de pinza portaelectrodos, del 5 de Abril de 2017, de SWAC ELECTRONIC GMBH: Procedimiento para el control y/o la regulación de un movimiento de pinza portaelectrodos por medio de un accionamiento de pinza portaelectrodos […]
Procedimiento y dispositivo de soldadura para la determinación de la intensidad de la corriente de soldadura al soldar marcos de recipientes, del 18 de Enero de 2017, de SOUDRONIC AG: Procedimiento para la determinación de la intensidad de corriente de soldadura a emplear para la soldadura eléctrica de costuras de resistencia a tope por costura de soldaduras […]