FARO PARA VEHICULO.
Faro para un vehículo, con
una carcasa (12),
un reflector (16),
y
una junta de obturación (14), está dispuesta entre la carcasa (12) y el reflector (16) y está formada integralmente en la carcasa (12), en el que
en la carcasa (12) están previstas dos proyecciones (22), en las que puede incidir el reflector (16),
caracterizado porque las proyecciones (22) se extienden a través de la junta de obturación (14)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07024140.
Solicitante: TRW AUTOMOTIVE ELECTRONICS & COMPONENTS GMBH.
Nacionalidad solicitante: Alemania.
Dirección: INDUSTRIESTRASSE 2-8,78315 RADOLFZELL.
Inventor/es: LOEWE,HUBERT.
Fecha de Publicación: .
Fecha Solicitud PCT: 12 de Diciembre de 2007.
Fecha Concesión Europea: 27 de Enero de 2010.
Clasificación Internacional de Patentes:
- B29C45/16L
- F21V17/00M
Clasificación PCT:
- F21V15/01 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F21 ILUMINACION. › F21V DETALLES O CARACTERISTICAS DE FUNCIONAMIENTO DE LOS DISPOSITIVOS 0 SISTEMAS DE ILUMINACION; COMBINACIONES ESTRUCTURALES DE DISPOSITIVOS DE ILUMINACION CON OTROS OBJETOS, NO PREVISTAS EN OTRO LUGAR. › F21V 15/00 Protección de los dispositivos de iluminación contra el deterioro (protección contra el deterioro térmico F21V 29/00; disposiciones estancas al gas o al agua F21V 31/00). › Armaduras, p. ej. material o montaje de elementos de la armadura (F21V 15/02 tiene prioridad).
- F21V17/00 F21V […] › Fijación de los componentes de los dispositivos de iluminación, p. ej. pantallas, globos, refractores, reflectores, filtros, jaulas o alambreras de protección (de fuentes de luz o soportes de luz F21V 19/00).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Descripción:
Faro para vehículo.
La invención se refiere a un faro de acuerdo con el preámbulo de la reivindicación 1.
Se conocen a partir del estado de la técnica faros de vehículos, que presentan una carcasa con un medio luminoso dispuesto en ella. La carcasa está montada en este caso, por ejemplo, por medio de abrazaderas de alambre en un reflector. Con frecuencia, las carcasas están configuradas de dos partes, de manera que las dos partes se unen a través del empleo de bulones roscados. Si debe sustituirse el medio luminoso, entonces deben retirarse los bulones roscados, aflojarse las abrazaderas de alambre y prepararse todas las piezas para la nueva unión. Por lo tanto, un problema en tales faros consiste en que el montaje es costoso y caro y el mantenimiento es complicado.
En el documento EP 0 224 739 A1 se describe un faro de vehículo con un bastidor de soporte, un reflector y una junta de obturación anular dispuesta entre el bastidor de soporte y el reflector. La junta de obturación anular se acopla en este caso en primer lugar sobre una zona marginal cilíndrica del bastidor de soporte bajo tensión previa y a continuación se comprime con el acoplamiento de una zona marginal cilíndrica del reflector, provista con chaflán de tope y se enrolla entre las zonas marginales cilíndricas.
El documento DE 101 30 710 A1 muestra un faro con un cuerpo de faro, que cumple la función de una carcasa exterior, de un reflector parabólico y de un soporte para otros componentes del faro. Entre el cuerpo del faro y una carrocería de vehículo así como entre el cuerpo del faro y una lente está previsto en este caso, respectivamente, un elemento de obturación.
En el documento DE 42 35 289 A1 se publica una luz trasera para un vehículo, en la que en la carcasa de la luz está moldeado por inyección un elemento elástico con labio de protección de la visión, para configurar la transición entre la luz trasera y la carrocería del vehículo de manera más ventajosa ópticamente.
El documento DE 195 41 217 A1 describe una luz de matrícula, en la que una primera junta de obturación está prevista entre la carcasa de la luz y la sección de montaje de una carrocería de vehículo así como una segunda junta de obturación entre la carcasa de la luz y un disco luminoso. Las juntas de obturación están fabricadas en este caso junto con la carcasa en un procedimiento de fundición por inyección de dos componentes.
En el documento EP 1 637 394 A2 se muestra un dispositivo de iluminación configurado de forma segmentada para automóviles, con varias cámaras, que se forman en cada caso por una unidad luminosa, y un bastidor empotrado, en el que están previstos varios orificios asociados en cada caso a las unidades de iluminación. En un lado delantero del bastidor empotrado está fijado un disco de cierre y en el lado trasero están instalados módulos luminosos, de manera que el lado trasero del bastidor empotrado está configurado adaptado para la conexión en un borde delantero de la carcasa de los módulos luminosos.
El documento EP 0 013 245 A1 publica un faro de automóvil de acuerdo con el preámbulo de la reivindicación 1, con un reflector y un disco de cubierta, que está separado del reflector por medio de una pieza intermedia, en el que el reflector está conectado a través de un dispositivo de articulación con la pieza intermedia, y en el que entre el reflector y la pieza intermedia está prevista una junta de obturación, que cierra herméticamente el faro.
El cometido de la invención consiste en preparar un faro para un vehículo, que se puede montar fácilmente.
Con esta finalidad, la invención prevé un faro con las características de la reivindicación 1. De acuerdo con la invención, se simplifica mucho el montaje del faro, puesto que la junta de obturación está formada integralmente directamente en la carcasa. Por lo tanto, la junta de obturación no debe montarse posteriormente de manera costosa en la carcasa, lo que reduce los costes de fabricación del faro.
Con preferencia, la junta de obturación está moldeada por inyección en la carcasa. En este caso, se utiliza, por ejemplo, el procedimiento de montaje-en-el-molde, que se conoce a partir del documento DE 102 02 760 A1. En este procedimiento, de forma resumida brevemente, se fabrica una primera pieza fundida por inyección en un primer molde. A continuación, se extrae la primera pieza fundida por inyección fuera del primer molde y se introduce en un segundo molde. En este caso, la primera pieza fundida por inyección se endurece y alcanza una resistencia tal que se puede inyectar un segundo material de fundición por inyección en el segundo molde y se endurece, por ejemplo, en una abertura de la primera pieza fundida por inyección. La segunda pieza fundida por inyección está conectada entonces de forma no desprendible con la primera pieza fundida por inyección. En este caso, resulta la ventaja esencial de que la segunda pieza fundida por inyección no debe montarse en la primera.
El reflector presenta especialmente clavijas y la carcasa presenta escotaduras, de manera que las clavijas se extienden en el estado montado a través de las escotaduras y el reflector está alojado de esta manera de forma móvil limitada en la carcasa. Puesto que el reflector está alojado de forma móvil limitada en la carcasa, un medio luminoso, que está alojado en el reflector, puede iluminar zonas diferentes.
Otras características y ventajas se deducen a partir de las reivindicaciones dependientes.
A continuación se describe la invención con la ayuda de una forma de realización, que se representa en los dibujos. En los dibujos:
La figura 1 muestra una vista en perspectiva de una parte de un faro para un vehículo con una carcasa, un reflector o una junta de obturación en un estado montado.
La figura 2 muestra una vista en perspectiva de la junta de obturación de la figura 1.
La figura 3 muestra una vista en perspectiva de la carcasa de la figura 1.
La figura 4 muestra una vista en perspectiva de la junta de obturación formada integralmente en la carcasa según la figura 1.
La figura 5 muestra una vista en perspectiva del reflector de la figura 1.
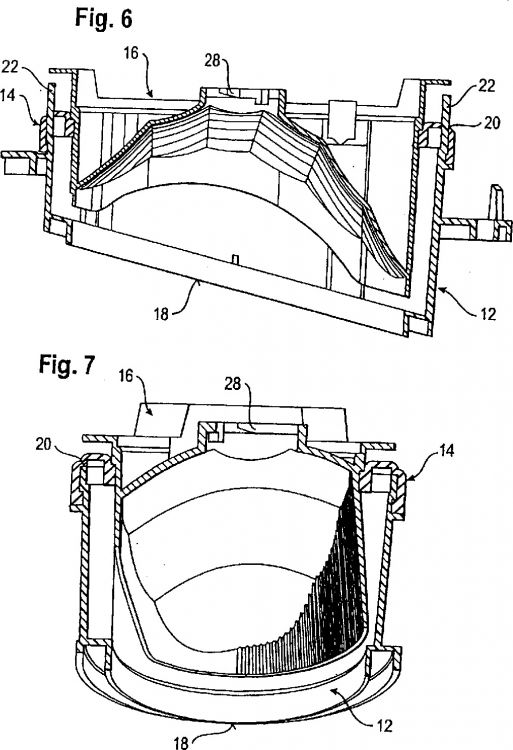
La figura 6 muestra una vista en sección del faro a lo largo de la línea VI-VI en la figura 1, y
La figura 7 muestra una vista en sección del faro a lo largo de la línea VII-VII en la figura 1.
En las figuras se representa una parte de un faro, de manera que la figura 1 muestra una vista general con una carcasa 12, una junta de obturación 14, que está formada integralmente en la carcasa 12 y un reflector 16, que está alojado en su mayor parte en la carcasa 12.
La carcasa 12 de plástico, en general, en forma de casquillo (figura 3) tiene un primer extremo 18 biselado (figura 6), que está cubierto por un disco transparente a la luz no mostrado, y un segundo extremo 20 (figura 6). En el segundo extremo 20 está formada integralmente una junta de obturación 14 elíptica, mostrada en la figura 2.
En el extremo 20 de la carcasa 12 están previstas dos proyecciones 22 con una escotadura redonda 24 respectiva, que están opuestas entre sí. A través de las escotaduras 24 de la carcasa 12 se pueden extender dos clavijas 26 (figura 5), que forman parte del reflector 16. El reflector 16 curvado de forma cóncava, que se muestra en las figuras 5 a 7, tiene una abertura 28, que puede recibir un porta-lámparas (no mostrado).
El faro se monta de la siguiente manera: la junta de obturación 14 se moldea por inyección en el procedimiento de montaje-en-el-molde en la carcasa 12 y a continuación cae junto con la carcasa 12 en la forma mostrada en la figura 4 desde un útil de inyección no mostrado. El reflector 16 fabricado de forma separada es insertado desde arriba (según la figura 4) en la carcasa 12 y las clavijas 26 son introducidas en las escotaduras 24 alineadas de la carcasa 12, de manera que el reflector 16 es recibido de forma móvil limitada en la carcasa 12. A través del orificio 28 del reflector 16 se introduce a continuación el porta-lámparas no mostrado, conectado con una fuente de tensión con un medio luminoso (no mostrado) colocado en el y la carcasa 12 es cubierta en el extremo 18 por medio de un disco transparente a la luz no mostrado.
El faro fabricado y ensamblado de esta manera, que se muestra en las figuras 1 y 4, 6 y 7, cumple los requerimientos de hermeticidad y se puede fabricar de manera sencilla y rápida, especialmente porque la junta de obturación 14 está formada integralmente den la carcasa 12.
Reivindicaciones:
1. Faro para un vehículo, con
una carcasa (12),
un reflector (16), y
una junta de obturación (14), está dispuesta entre la carcasa (12) y el reflector (16) y está formada integralmente en la carcasa (12), en el que
en la carcasa (12) están previstas dos proyecciones (22), en las que puede incidir el reflector (16),
caracterizado porque las proyecciones (22) se extienden a través de la junta de obturación (14).
2. Faro de acuerdo con la reivindicación 1, caracterizado porque la junta de obturación (14) está moldeada por inyección en la carcasa (12).
3. Faro de acuerdo con una de las reivindicaciones anteriores, caracterizado porque el reflector (16) presenta clavijas (26) y la carcasa (12) presenta escotaduras (24), de manera que las clavijas (26) se extienden, en el estado montado, a través de las escotaduras (24) y el reflector (16) está alojado de forma móvil limitada en la carcasa (12).
Patentes similares o relacionadas:
TAPA QUE SE PUEDE AGARRAR, del 21 de Septiembre de 2011, de KRAFT FOODS GLOBAL BRANDS LLC: Un tapón de cierre que comprende: un tapón que tiene una parte superior y una falda ; un estrato exterior de un material más blando que la falda […]
PROCEDIMIENTO DE FABRICACIÓN DE UN MÓDULO SUPERIOR DE APERTURA PARA ACRISTALAMIENTO DE UN VEHÍCULO, Y UN TAL MÓDULO, del 13 de Julio de 2011, de HUTCHINSON: Procedimiento de fabricación de un módulo superior de apertura destinado a ser montado en la periferia de un acristalamiento de un […]
 MANGUERA FABRICADA EN EL PROCEDIMIENTO DE FUNDICION POR INYECCION PARALA CONDUCCION DE GASES ENTRE FILTRO DE AIRE Y TURBOCOMPRESOR DE UN VEHICULO, del 28 de Octubre de 2010, de CONTITECH MGW GMBH: Manguera fabricada en el procedimiento de fundición por inyección para la conducción de gases entre el filtro de aire y el turbocompresor de un vehículo, caracterizada […]
MANGUERA FABRICADA EN EL PROCEDIMIENTO DE FUNDICION POR INYECCION PARALA CONDUCCION DE GASES ENTRE FILTRO DE AIRE Y TURBOCOMPRESOR DE UN VEHICULO, del 28 de Octubre de 2010, de CONTITECH MGW GMBH: Manguera fabricada en el procedimiento de fundición por inyección para la conducción de gases entre el filtro de aire y el turbocompresor de un vehículo, caracterizada […]
 ENVASES SOBREMOLDEADOS Y METODOS DE FABRICACION, del 17 de Noviembre de 2009, de THE COCA-COLA COMPANY
COLGATE-PALMOLIVE COMPANY: Un método para hacer un envase sobremoldeado que comprende: proporcionar una preforma para un envase, que comprende un polímero termoplástico; sobremoldear […]
ENVASES SOBREMOLDEADOS Y METODOS DE FABRICACION, del 17 de Noviembre de 2009, de THE COCA-COLA COMPANY
COLGATE-PALMOLIVE COMPANY: Un método para hacer un envase sobremoldeado que comprende: proporcionar una preforma para un envase, que comprende un polímero termoplástico; sobremoldear […]
 DISPOSITIVO DE ILUMINACION Y/O DE SEÑALIZACION PARA VEHICULO QUE COMPRENDE DOS PIEZAS FIJADAS POR CLIPADO, del 5 de Mayo de 2010, de VALEO VISION: Dispositivo de iluminación y/o de señalización para vehículo, que comprende una primera pieza provista de un saliente de enclipado […]
DISPOSITIVO DE ILUMINACION Y/O DE SEÑALIZACION PARA VEHICULO QUE COMPRENDE DOS PIEZAS FIJADAS POR CLIPADO, del 5 de Mayo de 2010, de VALEO VISION: Dispositivo de iluminación y/o de señalización para vehículo, que comprende una primera pieza provista de un saliente de enclipado […]
Iluminación modular con conducto integrado, del 6 de Mayo de 2020, de Signify North America Corporation: Un dispositivo de iluminación, que comprende: un cuerpo de conducto ; un panel de luz ; circuitería eléctrica en el panel de luz, […]
 Luminaria longitudinal, del 30 de Octubre de 2019, de Marechal Electric: Luminaria longitudinal que comprende una carcasa cilíndrica que se extiende según una dirección longitudinal (X), siendo dicha carcasa […]
Luminaria longitudinal, del 30 de Octubre de 2019, de Marechal Electric: Luminaria longitudinal que comprende una carcasa cilíndrica que se extiende según una dirección longitudinal (X), siendo dicha carcasa […]
Dispositivo de iluminación, del 15 de Octubre de 2019, de Seidel GmbH & Co. KG: Dispositivo de iluminación con como mínimo un medio luminoso por semiconductor y una carcasa de plástico en la que está alojado el como mínimo […]