PROCEDIMIENTO DE FABRICACIÓN DE UN MÓDULO SUPERIOR DE APERTURA PARA ACRISTALAMIENTO DE UN VEHÍCULO, Y UN TAL MÓDULO.
Procedimiento de fabricación de un módulo superior de apertura (1) destinado a ser montado en la periferia de un acristalamiento (2) de un vehículo,
en particular un acristalamiento lateral deslizante de vehículo automóvil, comprendiendo éste módulo un marco (3) moldeado con base en al menos un polímero termoplástico y una empaquetadura de hermeticidad (4) moldeada solidaria con el dicho marco y con base en al menos un elastómero, caracterizado porque comprende una etapa de moldeo, utilizada por multiinyección en un molde de plato móvil, por ejemplo un plato deslizante, o bien utilizada mediante un moldeo por transferencia, de materiales destinados para formar el dicho marco y la dicha empaquetadura que son inyectados sucesivamente, siendo el dicho elastómero un elastómero termoplástico (TPE) compatible con el dicho polímero termoplástico, para la obtención de este módulo formado de una sola pieza en la cual el dicho marco moldeado se vacía en toda su longitud
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08290792.
Solicitante: HUTCHINSON.
Nacionalidad solicitante: Francia.
Dirección: 2, RUE BALZAC 75008 PARIS FRANCIA.
Inventor/es: CIOLCZYK, JEAN-PIERRE, Coldre,Laurent, Laude,Olivier.
Fecha de Publicación: .
Fecha Solicitud PCT: 20 de Agosto de 2008.
Clasificación Internacional de Patentes:
- B29C45/16L
- B60J10/00G10
- B60J10/08
- B60J5/04B5
- B60J5/04J2
Clasificación PCT:
- B29C45/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › Moldeo por transferencia, es decir, transfiriendo un volumen determinado de material de moldeo por un pistón desde una cavidad de carga a una cavidad de moldeo.
- B29C45/04 B29C 45/00 […] › utilizando moldes móviles (B29C 45/08 tiene prioridad).
- B60J1/17 B […] › B60 VEHICULOS EN GENERAL. › B60J VENTANAS, PARABRISAS, TECHOS AMOVIBLES, PUERTAS O DISPOSITIVOS SIMILARES PARA VEHICULOS; CUBIERTAS PROTECTORAS EXTERNAS AMOVIBLES ESPECIALMENTE ADAPTADAS A VEHICULOS (fijación, suspensión, cierre o apertura de esos dispositivos E05). › B60J 1/00 Ventanas; Parabrisas; Accesorios para ellas (B60J 10/00 tiene prioridad; cortinas de aire en lugar de ventanas B60J 9/04). › verticalmente.
- B60J10/04
- B60J10/06
- B60J5/04 B60J […] › B60J 5/00 Puertas (B60J 10/00 tiene prioridad; bajo el aspecto ventana B60J 1/00). › dispuestas sobre los lados del vehículo.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2362810_T3.pdf
Fragmento de la descripción:
La presente invención se relaciona con un procedimiento de fabricación de un módulo superior de apertura destinado a ser montado en la periferia de un acristalamiento de un vehículo, y un tal módulo superior de apertura del tipo que comprende particularmente un marco rígido y una empaquetadura de hermeticidad flexible. La invención se aplica en particular a una apertura para acristalamiento lateral deslizante de un vehículo automóvil, si bien puede igualmente aplicarse a otros tipos de aperturas tales como las utilizadas en los campos aeronáutico, ferroviario o naval.
De manera conocida, los módulos de apertura, particularmente para vehículos automóviles, están constituidos de un ensamble heterogéneo de un número elevado de piezas, con funciones, tamaños y materiales diferentes, lo que requiere una multitud de operaciones de fabricación y de ensamblaje de estos módulos. Los módulos de apertura para puertas laterales de vehículo automóvil se pueden descomponer en dos submódulos que están separados entre sí por la línea llamada de aro de caja, típicamente visualizable alrededor de los labios horizontales del acristalamiento, y que comprenden dos módulos respectivamente superior e inferior de la apertura.
En lo referente al módulo superior de apertura, comprende en general un marco rígido de puerta usualmente metálica, sobre la cual se monta una empaquetadura flexible de hermeticidad y de guía del acristalamiento móvil en un material elastméricoo provisto o no de una armadura de reforzamiento. Un tal marco de puerta puede realizarse por ejemplo para el ensamblaje de chapas de embutición, de perfiles metálicos extrudidos y deformados por acción mecánica (por ejemplo cimbreado, contorneado o hidroconformado) o incluso piezas metálicas inyectadas o vaciadas. Estos marcos presentan particularmente el inconveniente de ser fabricados independientemente de las empaquetaduras de hermeticidad/guía correspondientes, lo que implica un número relativamente elevado de operaciones para la fabricación de los módulos superiores correspondientes y en consecuencia una acumulación de dispersiones dimensionales para el producto final.
El documento GB-A-2 272 469 presenta un procedimiento según el preámbulo de la reivindicación 1 así como un módulo según el preámbulo de la reivindicación 6.
El documento GB-A-2 272 469 presenta un módulo superior de apertura para puerta lateral de vehículo automóvil cuyo marco rígido no es metálico, pero moldeado en un material termoplástico y cuya empaquetadura de hermeticidad y de guía en goma se solidariza con ese marco mediante un sobremoldeo del marco moldeado y previamente recubierto de un agente promotor de la adhesión para el caucho de la empaquetadura, en una prensa que realiza la vulcanización de este caucho seguida de su sobremoldeo de este segundo vaciado.
Un inconveniente mayor de procedimiento de fabricación descrito en este documento reside en la necesidad de utilizar dos etapas sucesivas de moldeo del marco y de un segundo molde con vulcanización, lo que implica un costo de fabricación relativamente alto. Otro inconveniente de este procedimiento reside en la necesidad de utilizar un agente promotor de adhesión para solidarizar la empaquetadura con el marco.
Una meta de la presente invención es proponer un método de fabricación de un módulo superior de apertura destinado a ser montado en la periferia de un acristalamiento de un vehículo, en particular un acristalamiento lateral deslizante de un vehículo automóvil, comprendiendo este módulo un marco moldeado con base en al menos un polímero termoplástico y una empaquetadura de hermeticidad moldeada solidaria con el dicho marco y con una base de al menos un elastómero, que permite remediar los inconvenientes precitados. Para este efecto, la invención propone un procedimiento que tiene las características de la reivindicación 1 así como un módulo que tiene las características de la reivindicación 6. Un módulo superior de apertura según la invención comprende una etapa de moldeo por multiinyección utilizando en un molde un plato móvil, por ejemplo deslizante, o bien empleado mediante un molde por transferencia, de materiales destinados para formar el dicho marco y la dicha empaquetadura que son inyectados sucesivamente, siendo el dicho elastómero un elastómero termoplástico (TPE) compatible con el dicho polímero termoplástico, para la obtención de este módulo formado de una sola pieza en la cual el dicho marco moldeado es vaciado en toda su longitud.
Por “multiinyección”, se entiende de manera conocida en la presente descripción la inyección sucesiva, en moldes distintos, de materiales plásticos que pueden ser utilizados como tales. Se habla así de biinyección o de triinyección en el caso de inyección sucesiva de dos o tres de estos materiales.
Es evidente que este módulo monobloque según la invención presenta la ventaja de que puede ser realizado en una etapa única de multiinyección, sin necesidad de utilizar un agente promotor de adhesión en la interfaz entre el marco y la empaquetadura y sobre todo sin etapa suplementaria de vulcanización de la empaquetadura elastomérica, contrariamente al documento precitado GB-A- 2 272 469, lo que representa una reducción sustancial del número de piezas y de operaciones de fabricación requeridas, y por consiguiente del costo global de fabricación y de ensamblaje del módulo.
2
De forma ventajosa, este módulo puede ser adaptado para recibir el acristalamiento de manera móvil en el dicho marco, y es entonces tal que la dicha empaquetadura comprende un labio de empaquetadura del acristalamiento y un labio de interfaz con la carrocería del vehículo asegurando la hermeticidad de la apertura con esta carrocería.
Esta empaquetadura es así una empaquetadura de hermeticidad y de guía.
Preferiblemente, el dicho marco está hecho con base en una aleación de poliésteres, tal como una aleación polietileno tereftalato (PET) – polibutileno tereftalato (PBT), y el elastómero termoplástico utilizado para la empaquetadura de hermeticidad/guía se escoge en el grupo constituido por los vulcanizados termoplásticos (TPV) y los copolímeros en bloque estirénicos (TPS).
A título de incluso más preferencia, la dicha empaquetadura puede ser hecha con base en un vulcanizado termoplástico (TPV) que comprende una mezcla:
- de un elastómero reticulado, que se sintetiza mediante un catalizador de metaloceno y que pertenece al grupo constituido por terpolímeros etileno/propileno/dieno (EPDM) y polioctenos, y -de una poliolefina injertada, tal como un polipropileno.
En una variante, la empaquetadura de hermeticidad/guía puede ser hecha con base en un copolímero de bloques estirénicos (TPS) que es por ejemplo del tipo en bloques estireno/butadieno/estireno (SBS) o etileno/butileno/estireno (SEBS).
Se notará que la dicha empaquetadura puede eventualmente comprender además, al menos, un agente compatibilizante (además de otros ingredientes habitualmente utilizados en las empaquetaduras de hermeticidad, tales como de carga, plastificantes, etc.), de manera que favorezca su adhesión al llamado marco sin capa interfacial de adherencia.
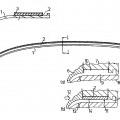
Según un modo preferencial de realización de la invención, inmediatamente después de la inyección del material termoplástico destinado para formar el marco, se vacía este marco inyectado en toda su longitud vía una inyección a través de este último de agua líquida o de un gas bajo presión y a una temperatura inferior a la de la inyección del material del marco, para formar un vaciamiento en su centro por compactación periférica de este material.
Se notará que este vaciamiento del marco combinado al material termoplástico suficientemente rígido que lo constituye permite aumentar sensiblemente su relación rigidez/peso (por ejemplo minimizar su peso para una rigidez dada), disminuyendo la cantidad de material termoplástico inyectado para la obtención del marco. Conviene igualmente resaltar que esta elaboración por moldeo del marco monobloque así vaciado se realiza ventajosamente en un tiempo muy breve y a una temperatura muy inferior a la temperatura de vulcanización utilizada en el documento GB-A-2 272 469.
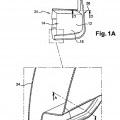
Según otra característica de la invención, el dicho marco presenta esencialmente dos porciones delantera y posterior sensiblemente verticales que se unen entre sí por una porción superior sensiblemente horizontal y entre las cuales el acristalamiento se... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de fabricación de un módulo superior de apertura (1) destinado a ser montado en la periferia de un acristalamiento (2) de un vehículo, en particular un acristalamiento lateral deslizante de vehículo automóvil, comprendiendo éste módulo un marco (3) moldeado con base en al menos un polímero termoplástico y una empaquetadura de hermeticidad (4) moldeada solidaria con el dicho marco y con base en al menos un elastómero, caracterizado porque comprende una etapa de moldeo, utilizada por multiinyección en un molde de plato móvil, por ejemplo un plato deslizante, o bien utilizada mediante un moldeo por transferencia, de materiales destinados para formar el dicho marco y la dicha empaquetadura que son inyectados sucesivamente, siendo el dicho elastómero un elastómero termoplástico (TPE) compatible con el dicho polímero termoplástico, para la obtención de este módulo formado de una sola pieza en la cual el dicho marco moldeado se vacía en toda su longitud.
2. Procedimiento según la reivindicación 1, estando adaptado el módulo (1) para recibir el acristalamiento (2) de manera móvil en el dicho marco (3), caracterizado porque la dicha empaquetadura (4) comprende un labio de empaquetadura (8) del acristalamiento y un labio de interfaz (9) con la carrocería (10) del vehículo asegurando la hermeticidad de la apertura con esta carrocería.
3. Procedimiento según la reivindicación 1 o 2, caracterizado por que, inmediatamente después de la inyección del material destinado a formar el dicho marco, se vacía este marco (3) inyectado mediante una inyección a través de este último de agua líquida o de un gas bajo presión y a una temperatura inferior a la de la inyección del material del marco, para formar un vaciamiento (3b) en su centro por compactación periférica de este material.
4. Procedimiento según una de las reivindicaciones precedentes, presentando el dicho marco (3) esencialmente dos porciones delantera (5) y posterior (6) sensiblemente verticales que están unidas entre sí por una porción superior
(7) sensiblemente horizontal y entre las cuales el acristalamiento (2) se monta deslizante en dirección a o alejándose de la dicha porción superior, caracterizado porque la etapa de moldeo por multiinyección comprende la formación de una pista de guía (11, 12) del acristalamiento deslizante en cada una de las dichas porciones delantera y posterior y porque, a continuación de esta etapa de moldeo, se insertan en estas pistas medios de guía (13, 14) del acristalamiento que se fijan a una cara interior de este último y que se montan deslizantes en la pista correspondiente para asegurar una guía trasladada axialmente del acristalamiento durante su deslizamiento en el dicho marco.
5. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque comprende además una conexión del dicho módulo superior de la apertura (1) con un módulo inferior de esta apertura destinado a encontrarse por debajo del acristalamiento (2), por ejemplo mediante un sobremoldeo previo de insertos metálicos constituidos de este módulo inferior por los materiales inyectados del dicho marco (3) y de la dicha empaquetadura
(4) destinados a formar el dicho módulo superior.
6. Módulo superior de apertura (1) destinado a ser montado en la periferia de un acristalamiento (2) de un vehículo, en particular un acristalamiento lateral deslizante de vehículo automóvil, comprendiendo este módulo un marco (3) moldeado con base en al menos un polímero termoplástico y una empaquetadura de hermeticidad (4) moldeada solidaria con el dicho marco y con una base en al menos un elastómero, caracterizado porque el dicho módulo se moldea por inyección de materiales que forman el dicho marco y la dicha empaquetadura, en la cual el dicho elastómero es un elastómero termoplástico (TPE) compatible con el dicho polímero termoplástico, para la obtención de este módulo formado de una sola pieza, presentando el dicho marco un vaciamiento (3b) longitudinal que le confiere una estructura hueca en toda su longitud.
7. Módulo superior de apertura (1) según la reivindicación 6, estando el módulo adaptado para recibir el acristalamiento (2) de manera móvil en el dicho marco (3), caracterizado porque la dicha empaquetadura (4) comprende un labio continuo de empaquetadura (8) del acristalamiento, y un labio de interfaz (9) con la carrocería
(10) del vehículo que asegura la hermeticidad de la apertura con esta carrocería.
8. Módulo superior de apertura (1) según la reivindicación 6 o 7 que incorpora el acristalamiento (2), presentando el dicho marco (3) esencialmente dos porciones delantera (5) y posterior (6) sensiblemente verticales que están unidas entre sí por una porción superior (7) sensiblemente horizontal y entre las cuales el acristalamiento se monta deslizante en dirección a o se aleja de la dicha porción superior, caracterizado porque se forma una pista de guía (11, 12) del acristalamiento deslizante en cada una de las dichas porciones delantera y posterior, y porque cada una de estas pistas se monta deslizante desde los medios de guía (13, 14) del acristalamiento que se fijan a una cara interior de este último para asegurar una guía axialmente separada del acristalamiento en el dicho marco durante su deslizamiento.
9. Módulo superior de apertura (1) según la reivindicación 8, caracterizado porque cada pista de guía (11, 12) presenta una sección transversal en forma de U, comprendiendo los dichos medios de guía (13 y 14) separados patines de sección sensiblemente en forma de U inversa una de cuyas ramas (13a, 14a) se monta deslizante en la pista (11, 12) correspondiente y cuya otra rama (13b, 14b) se pega mediante su cara externa al acristalamiento (2).
10. Módulo superior de apertura ( 1) según las reivindicaciones 7 y 9, caracterizado porque las dichas pistas (11 y 12) y los dichos medios de guía trasladados (13 y 14) están dispuestos de tal manera que el acristalamiento (2) no
entra en contacto con el dicho labio de empaquetadura (8) durante su deslizamiento hacia la dicha porción superior
(7) del dicho marco (3), sino cuando llega a la proximidad inmediata de esta porción superior o hace contacto contra este último al final del deslizamiento.
11. Módulo superior de apertura (1) según una de las reivindicaciones 6 a 10, caracterizado porque la dicha empaquetadura de hermeticidad (4) está desprovista de armadura de refuerzo.
12. Módulo superior de apertura (1) según una de las reivindicaciones 6 a 11 y que incorpora el acristalamiento (2), caracterizado porque el dicho marco (3) está enteramente montado de un mismo lado del acristalamiento (2) correspondiente al interior de este último, de tal manera que este marco sea invisible desde el exterior del vehículo equipado con este módulo.
13. Módulo superior de apertura (1) según una de las reivindicaciones 6 a 12, caracterizado porque el dicho elastómero termoplástico se escoge del grupo constituido por vulcanizados termoplásticos (TPV) y copolimeros con bloques estirénicos (TPS).
14. Módulo superior de apertura (1) según una de las reivindicaciones 6 a 13, caracterizado porque el dicho marco está hecho con base en una aleación de poliésteres, tal como una aleación polietileno tereftalato (PET) – polibutileno tereftalato (PBT).
15. Módulo superior de apertura (1) según una de las reivindicaciones 6 a 14, caracterizado porque el acristalamiento (2) se monta pivotante alrededor de un eje longitudinal de la apertura, estando la base inferior de este acristalamiento provista de un sistema de conexión (15) con un dispositivo de elevacristal (16) que comprende dos uniones mecánicas (M Y M') superpuestas y unidas entre sí por una articulación flexible (A).
Patentes similares o relacionadas:
 Batiente de vehículo dotado de un elemento de estanqueidad, del 19 de Noviembre de 2015, de COMPAGNIE PLASTIC OMNIUM: Portón de vehículo que comprende, en una superficie destinada a estar girada hacia el interior del vehículo cuando el portón está montado en […]
Batiente de vehículo dotado de un elemento de estanqueidad, del 19 de Noviembre de 2015, de COMPAGNIE PLASTIC OMNIUM: Portón de vehículo que comprende, en una superficie destinada a estar girada hacia el interior del vehículo cuando el portón está montado en […]
 Procedimiento para la fabricación de una pieza compuesta que comprende una pieza moldeada en forma de barra y una cinta adhesiva y una pieza compuesta de este tipo, del 10 de Noviembre de 2015, de CQLT SaarGummi Technologies S.à.r.l: Procedimiento para la fabricación de una pieza compuesta que comprende una pieza moldeada en forma de barra y una cinta adhesiva para el empleo como obturación […]
Procedimiento para la fabricación de una pieza compuesta que comprende una pieza moldeada en forma de barra y una cinta adhesiva y una pieza compuesta de este tipo, del 10 de Noviembre de 2015, de CQLT SaarGummi Technologies S.à.r.l: Procedimiento para la fabricación de una pieza compuesta que comprende una pieza moldeada en forma de barra y una cinta adhesiva para el empleo como obturación […]
Junta y disposición de junta para un vehículo de motor, particularmente para sellar una carrocería, del 14 de Enero de 2015, de Cooper Standard GmbH: Junta para un vehículo de motor , extendiéndose la junta en una dirección longitudinal (L), y pudiendo sujetarse en un reborde que presenta una parte […]
Barra portaburlete para puertas de automóviles, del 26 de Noviembre de 2014, de SEAT, S.A.: Barra portaburlete para puertas de automóviles, constituida por un perfil metálico que está dispuesto entre el marco de la puerta y el panel interior […]
Perfil para puerta de automóvil con protector contra aprisionamiento, del 12 de Noviembre de 2014, de GUMMI-WELZ GMBH U. CO. KG GUMMI-KUNSTSTOFFTECHNIK-SCHAUMSTOFFE: Perfil para una puerta de automóvil con protector contra aprisionamiento, que comprende un perfil de goma elástica con una base de perfil , […]
Embellecedor exterior para marco de puerta de vehículo automóvil, y módulo de estanquidad que lo incorpora, del 10 de Septiembre de 2014, de HUTCHINSON: Embellecedor exterior para marco de una puerta acristalada lateral o posterior de un vehículo automóvil, siendo el embellecedor adecuado […]
 Junta para puerta de vehículo automóvil, del 27 de Agosto de 2014, de Cooper-Standard Automotive Italy S.p.A: Tira de sellado para el borde de una abertura de la carrocería de un vehículo de motor, estando asociada esta abertura con una puerta (D) […]
Junta para puerta de vehículo automóvil, del 27 de Agosto de 2014, de Cooper-Standard Automotive Italy S.p.A: Tira de sellado para el borde de una abertura de la carrocería de un vehículo de motor, estando asociada esta abertura con una puerta (D) […]
Procedimiento para la unión de la juntura de perfiles de una junta de estanqueidad así como dispositivo para su fabricación, del 16 de Abril de 2014, de ThyssenKrupp System Engineering GmbH: Procedimiento para la unión de la juntura de dos extremos perfilados coincidentes de al menos una junta de estanqueidad , caracterizado por que la(s) junta(s) de […]