Procedimiento de fabricación de una placa alveolar.
Procedimiento de fabricación de una placa alveolar, que comprende dos paredes de cubierta espaciadas una de la otra y unidas entre sí por tirantes,
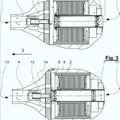
por extrusión de material plástico a través de una hilera entre cuyos labios están dispuestos al menos dos canales de laminado unidos por una pluralidad de ranuras (43) de formación de tirantes abiertos en la dirección de extrusión, siendo alimentadas las ranuras (43) a partir de los canales de laminado, caracterizado por el hecho de que los canales de laminado (28, 29) son alimentados independientemente uno del otro a partir de dos fuentes de materiales distintos a presiones diferentes y/o con materiales de viscosidades o fluideces diferentes de modo que el espesor de los tirantes (53) en la proximidad de una cubierta (52) sea superior al de aquél en la proximidad de la otra cubierta. (51).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06114253.
Solicitante: DS SMITH KAYSERSBERG.
Nacionalidad solicitante: Francia.
Dirección: 11 ROUTE INDUSTRIELLE 68320 KUNHEIM FRANCIA.
Inventor/es: COSTE, JEAN-PHILIPPE, PORRET, LAURENT, KLINGER,YVES.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C47/16
- B29C47/20
- B29C47/50
- B29C47/88
PDF original: ES-2509874_T3.pdf
Fragmento de la descripción:
Procedimiento de fabricación de una placa alveolar La invención concierne al ámbito de las placas alveolares de material plástico.
La fabricación de placas alveolares de material termoplástico, tal como una poliolefina, es en sí bien conocida. Estas placas están constituidas por dos capas planas paralelas, que se designan con el término de cubiertas, unidas entresí por paredes orientadas según una misma dirección paralela a las cubiertas y que forman tirantes. Éstas definen canales o alvéolos. Estas estructuras pueden igualmente contener paredes internas, por ejemplo paralelas a las cubiertas, para mejorar su carácter aislante, así como paredes inclinadas en diagonales para aumentar su rigidez. Éstas son fabricadas por extrusión de un material plástico a través de una hilera plana de forma apropiada, seguida del paso entre paredes de calibrado contra las cuales las cubiertas son mantenidas aplicadas por aspiración durante el enfriamiento. La separación de las paredes define el espesor de la placa. Una instalación de este tipo está representada parcialmente en la figura 1.
Las propiedades mecánicas o de rigidez vienen dadas por la utilización y la elección de las materias primas o de composición de materiales. Se actúa sobre la composición para por ejemplo aumentar las propiedades mecánicas de las placas así fabricadas tal como la resistencia a los choques.
En el caso de placas realizadas en un material tal como una poliolefina y de estructura simple, es decir constituidas por tabiques o tirantes perpendiculares a las cubiertas, se constata sin embargo que, como se mencionó anteriormente, la parte vertical es estirada en una amplitud más o menos importante en función del espesor deseado con respecto al espesor del punzón.
Sería deseable, y éste es el primer objetivo de la invención, poder controlar la formación de los tirantes a fin de controlar mejor las propiedades mecánicas de las placas producidas.
De acuerdo con otro objetivo de la invención, asegurando un control de la formación de los tirantes, se busca obtener placas que presenten características mecánicas diferentes en las dos caras. Por ejemplo en una utilización como placa intercalar de paletas de transporte de botellas, sería deseable que una cara fuera más flexible para permitir el ajuste y mejorar el amortiguamiento a los choques.
De acuerdo con la invención, se llega a realizar estos objetivos con un procedimiento de fabricación tal como está caracterizado en la reivindicación 1.
En efecto, se ha constatado con sorpresa que alimentando los dos canales de laminado independientemente uno del otro, se podía controlar la formación de los tirantes, obtener por ejemplo tirantes más gruesos que los que se obtienen con una alimentación tradicional o bien tener tirantes de espesor controlado de un lado al otro, o incluso, eligiendo convenientemente los parámetros de los tirantes, influir en las propiedades mecánicas de las paredes de cubiertas.
El documento FR2693942 describe una hilera de acuerdo con el preámbulo de la reivindicación 1.
Los documentos DE 10237087 y US 2003082346 describen hileras de extrusión de placas alveolares con alimentaciones distintas para las diferentes paredes y los tirantes.
El procedimiento de la invención se distingue de las técnicas de coextrusión ya aplicadas en el ámbito para fabricar placas, de material termoplástico pero no poliolefina, que comprenden una o varias capas en superficie para la protección contra los UV. Estas placas se obtienen por coextrusión de un material cargado con agente de protección con el material de la placa. Estas capas son en general de espesor muy pequeño (algunas decenas de micras) y situadas en las caras vueltas hacia el exterior.
De acuerdo con las aplicaciones, los canales son alimentados con materiales diferentes o bien son alimentados con materiales idénticos de tal modo que los tirantes tengan un espesor homogéneo de una cubierta a la otra. Loa canales de laminado pueden ser alimentados a presiones diferentes o también pueden ser alimentados con materiales de viscosidades o de fluideces diferentes.
El procedimiento de la invención se presenta en detalle en la descripción que sigue de diferentes modos de realización no limitativos de la invención, refiriéndose a los dibujos anejos, en los cuales:
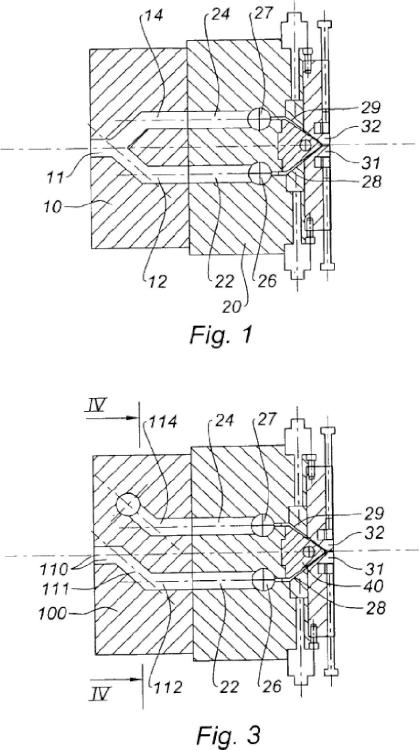
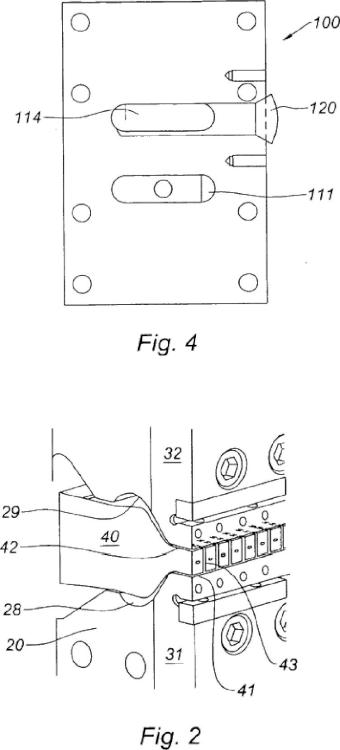
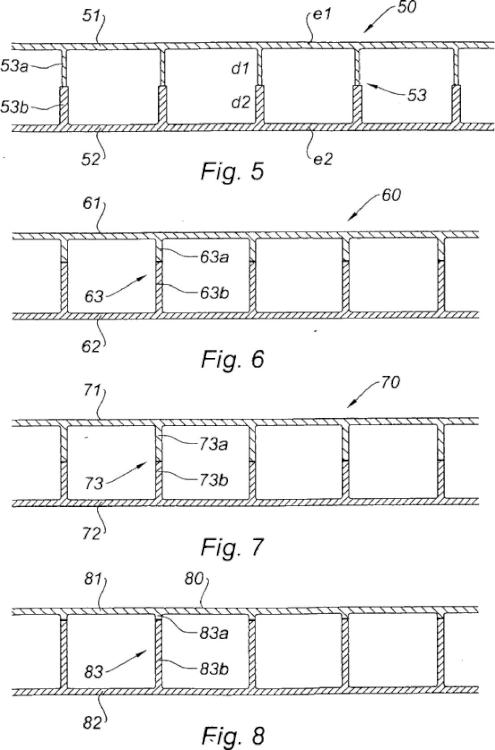
- la figura 1 muestra una hilera de la técnica anterior, vista en corte transversal según un plano paralelo a la dirección de extrusión, -la figura 2 muestra parcialmente la hilera de la figura 1 vista desde la fachada de extrusión en perspectiva, -la figura 3 muestra una hilera que incorpora un bloque de alimentación modificado de acuerdo con la invención, -la figura 4 muestra un corte según la dirección IV-IV de la figura 3, 2
- las figuras 5 a 8 muestran, vistas en corte transversal, placas obtenidas de acuerdo con el procedimiento de la invención.
Refiriéndose a las figuras 1 y 2, se describe una hilera de la técnica anterior. La hilera comprende un bloque de alimentación 10 con un canal de alimentación 11 de sección oblonga en la entrada. El canal 11 se divide en dos canales 12, y 14, uno superior, el otro inferior. El bloque 10 es solidario del cabezal de la hilera 20. Los dos canales 12 y 14 comunican con dos canales 22 y 24 que desembocan cada uno en un conducto, 26 y 27, horizontal y perpendicular al plano de la figura 1. Estos conductos alimentan, por perforaciones practicadas en su longitud, cada uno un canal de laminado 28 y 29. Estos canales se extienden en toda la anchura de la hilera y se aproximan uno al otro en el sentido de la extrusión, hasta los labios de la hilera, 31 y 32. Refiriéndose a la figura 2, se ve más en detalle la parte aguas debajo de la hilera.
Los canales de laminado 28 y 29 están delimitados, por una parte, por el punzón 40 y, por otra, por el bloque del cabezal de la hilera 20 con los labios 31, 32. Las piezas que forman los labios 31 y 32 pueden ser ajustadas para formar un estrangulamiento en toda la anchura de los canales. La hilera puede comprender también barras de estrangulamiento, no representadas aquí, que permiten una regulación del espesor de la vena en la anchura de la hilera. La parte aguas abajo del punzón es en forma de peine con paredes 41 y 42 horizontales. Las paredes están a distancia determinada de los labios 31 y 32. En toda la anchura del punzón están dispuestas ranuras 43 a intervalos regulares, en este caso perpendiculares a las paredes 41 y 42.
El material facilitado por la extrusora, no representado, es introducido en el canal de alimentación 11. Éste se divide en dos flujos y es laminado en los canales de laminado 28 y 29 hasta formar dos capas paralelas a nivel de la parte aguas abajo de la hilera entre las paredes 41 y 42 del punzón y los labios 31 y 32. Una cantidad de material es derivada a las ranuras 43 en las que éste forma tabiques o tirantes que delimitan alvéolos o canales paralelos al sentido del avance. A la salida de las hileras, la placa de sección alveolar así formada, todavía en estado pastoso, es dirigida por estiramiento entre dos paneles que forman un calibre y cuya forma está fijada. El material es mantenido por aspiración contra los paneles que son recorridos por un fluido de refrigeración para evacuar el calor de la placa y asegurar su enfriamiento.
Se observa que, para una placa cuya altura sea igual o inferior a la del punzón, el estiramiento se efectúa en el sentido de la extrusión y es debido principalmente a la velocidad de estirado de la placa. Para una placa con una altura superior a la del punzón, el estiramiento comprende también una componente vertical.
Esta instalación de la técnica anterior presenta posibilidades limitadas de regulación de los parámetros de extrusión en la medida en que el flujo de material es repartido simétricamente entre los dos canales de laminado.
En particular, el estiramiento puede conducir a un debilitamiento de la porción central del tirante, su espesor es reducido con respecto a las porciones próximas a las cubiertas.
De acuerdo con la invención, se aumenta la flexibilidad de la instalación alimentando los dos canales de laminado de modo independiente.
Las figuras 3 y 4 muestran la instalación modificada. Los elementos comunes a la hilera de la figura 1 llevan la misma referencia. El bloque de alimentación 10 de la figura 1 ha sido reemplazado por el bloque de alimentación 100. Este bloque comprende una primera entrada axial 110 para un canal 111. La entrada está unida a la extrusora axial, no representada, de la instalación inicial. Ésta constituye la primera fuente de material plástico. El canal 111 alimenta al canal 22 de la hilera.
El bloque 100... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de fabricación de una placa alveolar, que comprende dos paredes de cubierta espaciadas una de la otra y unidas entre sí por tirantes, por extrusión de material plástico a través de una hilera entre cuyos labios están dispuestos al menos dos canales de laminado unidos por una pluralidad de ranuras (43) de formación de tirantes abiertos en la dirección de extrusión, siendo alimentadas las ranuras (43) a partir de los canales de laminado, caracterizado por el hecho de que los canales de laminado (28, 29) son alimentados independientemente uno del otro a partir de dos fuentes de materiales distintos a presiones diferentes y/o con materiales de viscosidades o fluideces diferentes de modo que el espesor de los tirantes (53) en la proximidad de una cubierta (52) sea superior al de aquél en la proximidad de la otra cubierta. (51) .
2. Procedimiento de acuerdo con la reivindicación 1 según el cual los canales de laminado son alimentados cada uno por una extrusora diferente.
3. Procedimiento de acuerdo con la reivindicación 1 según el cual el material en cada canal de laminado es una poliolefina.
4. Procedimiento de acuerdo con la reivindicación 2 según el cual los canales son alimentados con materiales 15 diferentes.
Patentes similares o relacionadas:
Dispositivo calibrador para calibrar una película tubular extrudida, del 14 de Marzo de 2019, de KDESIGN GMBH: Dispositivo calibrador para calibrar por encima del límite de fraguado una película tubular extrudida, en donde entre unas superficies guía […]
Películas de múltiples capas termocontraíbles, del 26 de Noviembre de 2018, de CRYOVAC, INC.: Una mezcla de polímeros, en la que comprende: - de 50 % a 85 % en peso, de preferencia de 60 % a 80 % en peso, de mayor preferencia de 65 % a 75 % en peso de al menos […]
Pasador de refrigeración para refrigerar una pieza de plástico moldeada hueca mediante un flujo de fluido de refrigeración acelerado por efecto venturi, del 30 de Mayo de 2018, de Plastipak BAWT S.à.r.l: Un pasador de refrigeración para refrigerar una pieza de plástico (P) hueca moldeada, y que comprende un tubo de soplado hueco que tiene una entrada […]
Películas de polímero, del 18 de Abril de 2018, de IRPLAST S.P.A.: Películas de poliolefina multicapa para ventanas de sobres, que comprenden al menos tres capas en las que la capa central comprende un homopolímero […]
Productos de ácido poliláctico y su uso, del 28 de Marzo de 2018, de LANKHORST PURE COMPOSITES B.V.: Producto en forma de cuerda, en particular una cinta, película o hilo, que comprende PLA, que se estira en al menos la dirección de la máquina en una proporción de estiramiento […]
Film de plástico y un método para su producción, del 31 de Enero de 2018, de Doxa Plast i Värnamo AB: Film de plástico con una o más bandas longitudinales de refuerzo con un grosor que es 3μm - 50μm mayor que una parte principal del film , donde cada […]
 Dispositivo y procedimiento para enfriar perfiles de plástico, del 31 de Enero de 2018, de battenfeld-cincinnati Germany GmbH: Línea de extrusión para la producción de perfiles de plástico, preferiblemente tubos de plástico, que comprende al menos
una extrusora ,
una herramienta […]
Dispositivo y procedimiento para enfriar perfiles de plástico, del 31 de Enero de 2018, de battenfeld-cincinnati Germany GmbH: Línea de extrusión para la producción de perfiles de plástico, preferiblemente tubos de plástico, que comprende al menos
una extrusora ,
una herramienta […]
Procedimientos de fabricación de un hilo, productos previos de hilos con múltiples capas e hilos, del 22 de Noviembre de 2017, de General Cable Industries, Inc: Procedimiento de fabricación de un hilo, que comprende: extruir un polímero receptor reticulable, sustancialmente libre de agente de curado, alrededor de un núcleo […]