HOJA DE SOPORTE DE IMPRESION SERIGRAFICA O DIGITAL.
Procedimiento de fabricación de una hoja (1) con estructura de nido de abeja,
de acuerdo con el cual se extruyen separadamente tres películas (2, 4, 6), se termoforma una película que forma la capa central (4) con salientes (4B) al menos en una cara, y se aplican y se unen las otras dos películas (2) que forman capas panas en cada una de las caras de la capa central, caracterizado por el hecho de que el material que constituye cada una de las tres capas es realizado a partir de una mezcla que comprende en peso: 30% a 80% de polipropileno copolímero, 0% a 50% de polipropileno homopolímero, 0% a 10% de polietileno de baja densidad lineal, 5% a 30% de mezcla madre rigidizante que comprende 40%-70% de talco y 0%-20% de carbonato cálcico, 1% a 10% de mezcla madre de colorante blanco que contiene 50% a 80% de dióxido de titanio
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08161121.
Solicitante: DS SMITH KAYSERSBERG.
Nacionalidad solicitante: Francia.
Dirección: 11 ROUTE INDUSTRIELLE 68320 KUNHEIM FRANCIA.
Inventor/es: COSTE, JEAN-PHILIPPE, PORRET, LAURENT, KLINGER,YVES.
Fecha de Publicación: .
Fecha Solicitud PCT: 24 de Julio de 2008.
Fecha Concesión Europea: 30 de Junio de 2010.
Clasificación Internacional de Patentes:
- B32B27/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 27/00 Productos estratificados compuestos esencialmente de resina sintética. › utilizando cargas, pigmentos, agentes tixotrópicos.
- B32B27/32 B32B 27/00 […] › teniendo poliolefinas.
- B32B3/28 B32B […] › B32B 3/00 Productos estratificados caracterizados esencialmente por el hecho de que una de las capas tiene discontinuidades o rugosidades externas o internas, o bien que una de las capas es de forma no plana (capas de fibras o filamentos B32B 5/02; capas de partículas B32B 5/16; capas de estructura esponjosa B32B 5/18 ); Productos estratificados caracterizados esencialmente por particularidades de forma (B32B 1/00 tiene prioridad). › caracterizados por una capa que tiene una lámina fina deformada, p. ej. ondulada, arrugada (B32B 29/08 tiene prioridad).
- B32B37/15B
- B32B37/15D
Clasificación PCT:
- B32B27/20 B32B 27/00 […] › utilizando cargas, pigmentos, agentes tixotrópicos.
- B32B27/32 B32B 27/00 […] › teniendo poliolefinas.
- B32B3/28 B32B 3/00 […] › caracterizados por una capa que tiene una lámina fina deformada, p. ej. ondulada, arrugada (B32B 29/08 tiene prioridad).
- B32B37/20 B32B […] › B32B 37/00 Procedimientos o aparatos para la estratificación, p.ej. por polimerización o curado o por unión por ultrasonidos. › implicando únicamente la unión de bandas continuas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Hoja de soporte de impresión serigráfica o digital.
La presente invención se refiere al ámbito de las hojas o placas de material plástico destinadas a recibir una impresión especialmente por serigrafía o bien digital.
La invención se refiere de modo más particular a las impresiones de chorro de tinta de una imagen digitalizada almacenada en un ordenador, con el fin de realizar paneles de señalización o de comunicación de gran dimensión.
Para este tipo de aplicación, se busca, por una parte, un material y, por otra, una estructura de placa, que conduzcan a la formación de un soporte apto para la impresión. Las propiedades consideradas son, especialmente, un estado de superficie suficientemente lisa para permitir una impresión de calidad por los medios de impresión tradicionales, así como una opacidad máxima para asegurar el contraste requerido. Por otra parte, se desea que las placas sean ligeras por razones económicas, así como de manipulación. Finalmente, la resistencia al fuego responde a un imperativo de seguridad.
En el mercado se encuentran, por ejemplo, placas de PVC expandido que tienen la ventaja de tener un aspecto liso, una masa por unidad de superficie relativamente pequeña y una opacidad muy buena, así como una resistencia al fuego satisfactoria. Sin embargo este material es caro y las placas obtenidas son sensibles a los rayados.
Se conocen igualmente placas alveolares de polipropileno de doble pared obtenidas por extrusión a través de una hilera específica, seguida de un calibrado. Dos o una pluralidad de paredes panas, paralelas, están unidas por tirantes longitudinales, que disponen alvéolos en el sentido de la longitud con las paredes. Estas placas tienen la ventaja de presentar una rigidez elevada en el sentido de los tirantes, una masa por unidad de superficie pequeña, así como un coste netamente inferior al del PVC. El inconveniente principal de este producto está ligado con los rechupes en la unión de los tirantes y de las paredes de superficie. Debido a esto, la planitud de estas últimas no es perfecta, y la superficie presenta una cierta rugosidad que puede constituir un inconveniente para la impresión.
Así pues, el depositante se ha fijado como objetivo realizar una placa que ofrezca las ventajas de las placas de la técnica anterior, pero sin los inconvenientes.
Se conocen hojas o placas, rígidas, con estructura de nido de abejas, utilizadas en el ámbito del envasado para formar envueltas rígidas de tipo blister. Tales hojas son obtenidas por ensamblaje de tres capas: una capa central constituida por una hoja estampada con salientes de forma cilíndrica en una cara, y dos capas, una a cada lado de la capa central. La conformación particular de la capa central confiere a la hoja sus propiedades mecánicas, tales como la rigidez, la resistencia a la carga, así como sus características funcionales.
La patente EP 1638770 describe un procedimiento de fabricación de este tipo de hoja.
De acuerdo con la invención, el procedimiento de fabricación de una placa con estructura de nido de abeja para una utilización como soporte de impresión, de acuerdo con el cual se extruyen separadamente tres películas, se termoforma una película que forma la capa central con salientes de sección cilíndrica en una cara, y se aplican y se unen las otras dos con películas que forman capas planas en cada una de las caras de la capa central, está caracterizado por el hecho de que el material que constituye cada una de las tres capas está realizado a partir de una mezcla, que comprende en peso
30% a 80% de polipropileno copolímero,
0% a 50% de polipropileno homopolímero,
0% a 10% de polietileno de baja densidad lineal,
5% a 30% de mezcla madre que comprende de 40% a 70% de talco y de 0% a 20% de carbonato cálcico,
1% a 10% de mezcla madre de colorante blanco que contiene de 50% a 80% de dióxido de titanio.
Las hojas así obtenidas tienen propiedades parecidas a las del PVC expandido para una masa por unidad de superficie inferior. Para una misma superficie impresa, la ganancia en peso es del 30% al 50%.
El aspecto de superficie es homogéneo ligeramente graneado a consecuencia de la extrusión, lo que permite un agarre óptimo de la tinta. La rugosidad es netamente inferior a la de las placas alveolares de doble pared de polipropileno. Se suprime el efecto de líneas ligado a los tirantes.
Preferentemente, la mezcla comprende de 40% a 60% de polipropileno copolímero y/o de 10% a 30% de polipropileno homopolímero. El polipropileno tiene un índice de fluidez a 230ºC-2,16 kg comprendido entre 1 g/10 min y 12 g/10 min.
Preferentemente todavía la mezcla comprende de 2% a 5% de polietileno de baja densidad lineal y/o tiene un índice de fluidez a 190ºC-2,16 kg comprendido entre 0,5 g/10 min y 5 g/10 min.
La rigidez de la hoja se mejora incorporando del 10% al 20% de mezcla madre que comprende 50% a 60% de talco y 5%-10% de carbonato cálcico.
Ventajosamente, la mezcla comprende hasta un 2% de mezcla madre opacificante, en particular de 5%-20% de polvo de aluminio, y de modo más particular hasta un 0,5% de mezcla madre opacificante que contiene 10%-15% de polvo de aluminio.
Ventajosamente todavía, la mezcla comprende hasta un 5% de mezcla madre anti-UV, especialmente de 10%-30% de amina con impedimento estérico (HALS), especialmente de 0% a 2% de mezcla madre anti-UV.
De acuerdo con un modo de realización al menos una de las películas es coextruida con un aglutinante, siendo las películas puestas en contacto y unidas entre sí por el aglutinante.
El peso de la placa está comprendido entre 150 g/m2 y 4000 g/m2 pero preferentemente el peso de la placa está comprendido entre 400 g/m2 y 3000 g/m2.
La placa tiene un espesor comprendido entre 1 mm y 20 mm y preferentemente un espesor comprendido entre 2 mm y 14 mm.
El diámetro de los salientes en la capa central es elegido entre 3 mm y 18 mm, preferentemente entre 4 mm y 12 mm.
La placa obtenida se utiliza como soporte de impresión.
Otras ventajas y características se presentan con la descripción más en detalle que sigue del procedimiento de acuerdo con la invención, refiriéndose a los dibujos anejos, en los cuales:
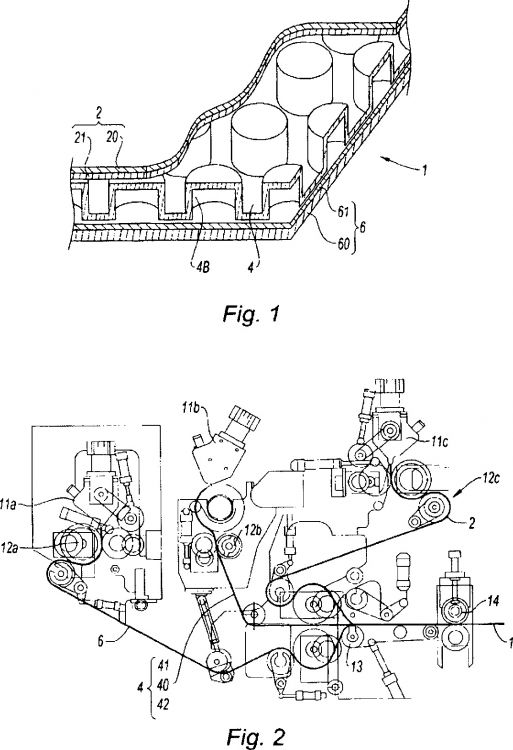
La figura 1 representa un ejemplo de hoja con estructura de nido de abeja.
La figura 2 muestra el esquema de una instalación de fabricación de hoja con estructura de nido de abeja.
Una estructura de hoja o placa en nido de abeja susceptible de ser adecuada para una utilización como soporte de impresión está mostrada en la figura 1. La hoja 1 está compuesta de tres capas 2, 4 y 6, respectivamente. Una capa central 4 cogida en sándwich entre dos capas, 2 y 6, de cobertura, una capa 6, aquí en la figura, inferior, y una capa 2 superior. Estas últimas son planas y están unidas por una cara a la capa central 4. La capa 4 está estampada y presenta salientes 41 repartidos según un motivo repetitivo, preferentemente regular. Las capas 2, 4, 6 son en este caso sensiblemente del mismo espesor. Sin embargo, en función de las aplicaciones, que pueden variar, se podrían adoptar espesores de capas diferentes.
En el modo de realización representado, los salientes son cilíndricos rectos, con sección, paralela a la capa, circular, oval u otra. Los salientes cilíndricos están repartidos de modo hexagonal en la capa central 4, variando su número en función de su diámetro. Por ejemplo, la densidad de salientes cilíndricos por m2 varía entre 30 000 y 40 000 para salientes cilíndricos de 4 mm de diámetro, y entre 10 000 y 20 000 para salientes cilíndricos de 8 mm de diámetro. La altura de los salientes cilíndricos es variable y depende del diámetro de los salientes, siendo la altura de 2,6 mm para un diámetro de 4 mm y de 4,5 mm para un diámetro de 8 mm. De acuerdo con otros modos de realización no representados, los salientes son troncocónicos o en forma de domo.
Preferentemente, la capa central 4 presenta salientes 4B que se extienden en un solo lado de la superficie de la capa. La invención concierne también a una capa central estampada de modo diferente, de acuerdo con un motivo simétrico por ejemplo con respecto al plano de la capa.
La capa inferior 6 está constituida...
Reivindicaciones:
1. Procedimiento de fabricación de una hoja (1) con estructura de nido de abeja, de acuerdo con el cual se extruyen separadamente tres películas (2, 4, 6), se termoforma una película que forma la capa central (4) con salientes (4B) al menos en una cara, y se aplican y se unen las otras dos películas (2) que forman capas panas en cada una de las caras de la capa central, caracterizado por el hecho de que el material que constituye cada una de las tres capas es realizado a partir de una mezcla que comprende en peso:
30% a 80% de polipropileno copolímero,
0% a 50% de polipropileno homopolímero,
0% a 10% de polietileno de baja densidad lineal,
5% a 30% de mezcla madre rigidizante que comprende 40%-70% de talco y 0%-20% de carbonato cálcico,
1% a 10% de mezcla madre de colorante blanco que contiene 50% a 80% de dióxido de titanio.
2. Procedimiento de acuerdo con la reivindicación 1 en el cual la mezcla comprende de 40% a 60% de polipropileno copolímero y/o de 10% a 30% de polipropileno homopolímero.
3. Procedimiento de acuerdo con una de las reivindicaciones precedentes en el cual el polipropileno tiene un índice de fluidez a 230ºC-2,16 kg comprendido entre 1 g/10 min y 12 g/10 min.
4. Procedimiento de acuerdo con una de las reivindicaciones precedentes en el cual la mezcla comprende de 2% a 5% de polietileno de baja densidad lineal y de modo más particular el polietileno tiene un índice de fluidez a 190ºC-2,16 kg comprendido entre 0,5 g/10 min y 5 g/10 min.
5. Procedimiento de acuerdo con una de las reivindicaciones precedentes en el cual la mezcla comprende de 10% a 20% de mezcla madre que comprende 50% a 60% de talco y 5%-10% de carbonato cálcico y de modo más particular la mezcla comprende hasta un 2% de mezcla madre opacificante.
6. Procedimiento de acuerdo con la reivindicación precedente en el cual la mezcla madre opacificante contiene de 5%-20% de polvo de aluminio.
7. Procedimiento de acuerdo con la reivindicación 2 en el cual la mezcla comprende hasta un 0,5% de mezcla madre opacificante que contiene de 10%-15% de polvo de aluminio.
8. Procedimiento de acuerdo con una de las reivindicaciones precedentes en el cual la mezcla comprende hasta un 5% de mezcla madre anti-UV y de modo más particular la mezcla madre anti-UV contiene de 10%-30% de amina con impedimento estérico (HALS).
9. Procedimiento de acuerdo con una de las reivindicaciones precedentes en el cual la mezcla contiene de 0% a 2% de mezcla madre anti-UV.
10. Procedimiento de acuerdo con una de las reivindicaciones precedentes en el cual al menos una de las películas está coextruida con un aglutinante, siendo puestas las películas en contacto y unidas entre sí por el aglutinante.
11. Procedimiento de acuerdo con una de las reivindicaciones precedentes, de fabricación de una hoja con estructura de nido de abeja de peso comprendido entre 150 g/m2 y 4000 g/m2 y de modo más particular entre 400 g/m2 y 3000 g/m2.
12. Procedimiento de acuerdo con una de las reivindicaciones precedentes, de fabricación de una hoja con estructura de nido de abeja cuyo espesor está comprendido entre 1 mm y 20 mm y de modo más particular entre 2 mm y 14 mm.
13. Procedimiento de acuerdo con una de las reivindicaciones precedentes en el cual los salientes son de sección cilíndrica
14. Procedimiento de acuerdo con una de las reivindicaciones precedentes en el cual el diámetro de los salientes en la capa central es elegido entre 3 mm y 18 mm, preferentemente entre 4 mm y 12 mm.
15. Utilización de una placa de acuerdo con una de las reivindicaciones precedentes como superficie de impresión.
Patentes similares o relacionadas:
 Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Películas multicapa y laminados y artículos que comprenden las mismas, del 29 de Julio de 2020, de Dow Global Technologies LLC: Una película de polietileno multicapa orientada biaxialmente que comprende: la Capa A que es una capa adhesiva que tiene una superficie externa superior y una superficie externa […]
Capas de barrera sobre membranas de impermeabilización, del 22 de Julio de 2020, de SIKA TECHNOLOGY AG: Membrana de impermeabilización que comprende a) una membrana de poliolefina termoplástica que comprende al menos un polímero seleccionado de homopolímero […]
Película coextruida de multicapa para controlar la migración de grasa, del 15 de Julio de 2020, de Dow Global Technologies LLC: Una película coextruida de multicapa que comprende: al menos una capa de absorción de aceite y grasa, en la que la al menos una capa de absorción de aceite y grasa comprende […]
Película multicapa, del 15 de Julio de 2020, de TAGHLEEF INDUSTRIES SPA CON SOCIO UNICO: Una película de polipropileno orientado biaxialmente (BOPP), que tiene un espesor de entre 10 μm y 120 μm, obtenida por medio de coextrusión […]
Película retráctil, del 8 de Julio de 2020, de Taghleef Industries Inc: Una película retráctil de múltiples capas orientada que comprende una capa de núcleo y al menos una capa de cubierta, dicha capa de núcleo tiene un grosor […]
Película compuesta y producto textil que comprende la misma, del 8 de Julio de 2020, de YIE-CHENG TEXTILE TECHNOLOGY CO., LTD: Una película compuesta , que comprende: una capa de película de politetrafluoroetileno ; y una capa elástica de poliuretano unida a la capa de película de […]
Un laminado para uso en embalajes, un método para hacer un laminado recerrable y uso del mismo, del 1 de Julio de 2020, de DANAPAK FLEXIBLES A/S: Un método para fabricar un laminado recerrable, tal como una película de tapa para embalajes, dicho laminado comprende una capa base, una capa […]