Conjunto de placa de presión de vacío y método de ajuste.
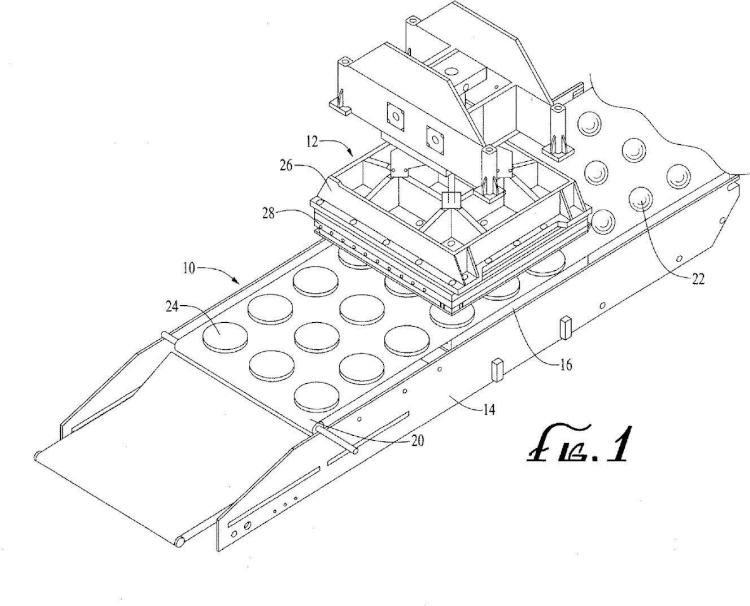
Aparato de formación de masa, que tiene un bastidor de soporte inferior (14),
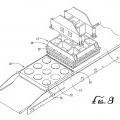
una placa de prensa inferior (16) acoplada al bastidor de soporte inferior, un conjunto de placa de prensa superior (12), que comprende una estructura de apoyo (26) y una placa de apoyo superior (28) acoplada a la estructura de apoyo, y un transportador (20) soportado por el bastidor de soporte inferior y posicionado para pasar entre la placa de prensa inferior y el conjunto de placa de prensa superior; comprendiendo el conjunto de placa de prensa superior uno o más canales calefactores (38) formados a través de la placa de apoyo superior; un lado de cubierta (32) sobre la placa de apoyo superior; una placa de prensa (30) que tiene un lado de placa (52), estando acoplado el lado de la placa de forma móvil al lado de cubierta de la placa de apoyo superior, estando caracterizado el conjunto de placa de prensa superior por que el lado de la placa está acoplado de forma móvil al lado de cubierta por medios de vacío o medios electromagnéticos y por que una o más cuñas (56) están colocadas entre el lado de la placa (52) de la placa de prensa (30) y el lado de cubierta (32) de la placa de apoyo superior (28).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2009/042519.
Solicitante: LAWRENCE EQUIPMENT, INC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 2034 NORTH PECK ROAD SOUTH EL MONTE, CA 91733-3727 ESTADOS UNIDOS DE AMERICA.
Inventor/es: LAWRENCE, ERIC, CLAY.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A21C11/00 NECESIDADES CORRIENTES DE LA VIDA. › A21 COCCION EN HORNO; EQUIPAMIENTO PARA LA PREPARACION O EL TRATAMIENTO DE LA MASA; MASAS PARA COCER EN HORNO. › A21C MAQUINAS O MATERIAL PARA LA PREPARACION O EL TRATAMIENTO DE LA MASA; MANIPULACION DE ARTICULOS COCIDOS HECHOS DE MASA. › Otras máquinas para dar a la masa su forma definitiva antes de la cocción o el horneo.
PDF original: ES-2550786_T3.pdf
Fragmento de la descripción:
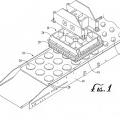
Conjunto de placa de presión de vacío y método de ajuste Antecedentes La presente invención se refiere a una prensa de alimentos que tiene una placa que se mueve hacia arriba y hacia abajo para prensar bolas de masa sobre un transportador y más particularmente a una prensa de alimentos para tortillas.
En la fabricación de productos alimenticios, tales como tortillas, se aplanan típicamente bolas de masa por una unidad de prensa. Las bolas de masa se mueven generalmente sobre una cinta transportadora hacia y a través de la unidad de prensa. Cuando las bolas de masa están posicionadas adecuadamente en la unidad de prensa, una placa de prensa superior se mueve hacia abajo con una fuerza apropiada y a distancia de una placa de prensa inferior para prensar las bolas de masa hasta un espesor y fuerza deseados.
Típicamente, una o ambas placas son calentadas para pre-cocer las bolas de masa para mantener una condición aplanada y una textura adecuada. Después del prensado, se eleva la placa superior de la prensa y se avanza la cinta transportadora para mover las bolas de masa aplanadas fuera de la prensa y para avanzar nuevas bolas de masa hasta la prensa para repetir el ciclo.
En un sistema típico de la técnica anterior, la placa superior tiene una placa de pensado/calentamiento, una estructura de apoyo (típicamente una placa de aislamiento, y un bastidor de soporte) y una tapa de placa de Teflon fijada de alguna manera a la placa de prensado/calentamiento. A no ser que se consiga precisión en la lisura de a superficie de prensado, la masa prensada no tiene una circunferencia uniforme. Para conseguir las tolerancias necesarias, se colocan cuñas finas ente la placa de prensado/calentamiento y la placa de aislamiento. Puesto que las placas están unidas con bulones a un bastidor, la tarea de colocar, retirar y verificar las cuñas lleva mucho tiempo. Típicamente hay que esperar un periodo de tiempo para refrigerar las piezas antes de intentar realizar un "ajuste con cuñas".
Con referencia a la tapa de la placa de Teflon: a pesar del hecho de que se aplica tensión para presionar la tapa sobre la superficie de la placa superior, cuando la placa superior se eleva cada ciclo, pequeños intersticios de aire separar la tapa de la placa desde la placa calefactora. Esta condición produce variaciones amplias de la temperatura de la superficie de la tapa de la placa que dan como resultado diámetros inconsistentes del producto prensado.
Con respecto a la placa de prensa / calentamiento, si la placa de prensa es demasiado fina, el proceso de unión con pernos de las placas alabea la placa de prensa, resultando una transferencia irregular del calor. Por lo tanto, es necesaria una placa de prensa más gruesa para evitar el alabeo. Sin embargo, una placa de prensa más gruesa plantea también problemas con la transferencia calor cuando se separa de la placa calefactora por cuñas.
Otros sistemas de la técnica anterior utilizan placas de prensa finas retenidas por abrazaderas de borde para retener la placa de apoyo en la placa calefactora; sin embargo, estos sistemas tienen mal contacto a través de la anchura resultando una transferencia inconsistente de calor y un mal control de la redondez y del tamaño.
Además, con respecto a las cubiertas de placas de Teflon, las cubiertas de las placas se desgastan rápidamente en las condiciones de calor y presión de la prensa. Incluso cuando no se desgastan totalmente, la cubierta de la placa puede desarrollar áreas o taladros defectuosos. La sustitución de la cubierta de la placa es costosa y consume tiempo, y requiere que la parada del funcionamiento de la prensa, provocando pérdida de tiempo de la producción. Además, cuando la placa está caliente, la sustitución de la cubierta requiere o bien la parada del funcionamiento de la prensa hasta que la placa se ha enfriado o que los empleados corran el riesgo de quemarse.
En un intento por remediar los inconvenientes de la técnica anterior, la patente de los Estados Unidos Nº 5.649.473, cuyo contenido íntegro se incorpora aquí por referencia, enseña una cubierta de la placa retenida sobre bobinas posicionadas sobre la placa de prensa. Una vez que una porción de la cinta de cubierta está comprometida, se puede hacer avanzar la cinta de cubierta sobre las bobinas, de manera que se puede utilizar una nueva posición de la cinta de cubierta. Sin embargo, este sistema no alivia la necesidad de colocar cuñas entre la placa de apoyo y la placa calefactora fijadas con bulones. Además, la cinta añade complejidad y gato al sistema.
La técnica anterior tiene también el problema de que cuando la masa se adhiere a la cubierta de la placa de Teflon tira en contra de la cinta inferior. Esto crea pequeños intersticios de aire entre la cubierta de la placa y la cinta de la cubierta de la placa de Teflon que da como resultado una temperatura irregular sobre la cinta de cubierta de la placa de Teflon. La temperatura irregular, incluso en una prensa provista de cuñas correctamente, puede producir irregularidades de la forma y del diámetro. Se requiere la colocación de cuñas de precisión para producir los mejores cambios de la consistencia en función de la disposición de bolas de masa que un productor quiere realizar. Los diámetros deseados más pequeños no mayores en número por ciclo, mientras que los diámetros mayores son menores en número por ciclo. El resultado es una necesidad de colocar cuñas para cada disposición que un
productor quiere utilizar si se desea la mejor calidad. Cuando muchos productores realizan cambios de disposición muchas veces al día, el coste de recolocar las cuñas en cada disposición es bastante alto; de esta manera, o bien la calidad es inconsistente con alta productividad o la productividad es baja con alta calidad.
Lo que se necesita es un sistema de placa mejorado que permite la colocación rápida de cuñas, la retirada y sustitución fáciles de la superficie de prensa, características mejoradas de transferencia de calor, y contacto estrecho y uniforme entre las placas y las cuñas.
El documento US 2005/0287240 A1 describe un aparato de formación de masa de acuerdo con los preámbulos de las reivindicaciones 1 y 9, en el que el aparato tiene una prensa alternativa configurada para prensar artículos mientras se mueve de forma sincronizada con una cinta transportadora que transporta los artículos. La prensa es accionada a través de un sistema de cremallera y piñón. La prensa se puede utilizar para prensar cualquier tipo de artículo.
El documento EP 0323565 (A1) describe un dispositivo de prensa formado sustancialmente a partir de un número de placas de prensa que está destinado para prensar, aproximadamente a 200 ºC, piezas brutas de tableros de superficie grande que están constituidas de materiales de madera, que están dispuestas entre las placas de prensa, para formar un tablero duro o similar. Para conseguir una estructura de superficie satisfactoria, cada placa está asignada a una pieza intermedia similar a una placa, montada de forma separable, que está conectada activamente a dicha placa. Sobre un lado que mira hacia la pieza intermedia está prevista una muesca que se extiende alrededor de la placa de prensa para alojar un elemento de sellado que forma, entre las dos placa, un espacio (S) relativamente estrecho, similar a un intersticio, que está limitado con respecto a la atmósfera. El espacio (S) está en conexión activa con al menos un canal con un generador de vacío y el elemento de sellado está esencialmente en conexión activa con un generador de presión, siendo seleccionada la relación de vacío/presión de tal manera que la pieza intermedia es retenida de una manera sellada y con vacío pre-tensando contra la placa de prensa.
Sumario La presente invención se refiere a un aparato de formación de masa como se define en las reivindicaciones 1 y 9.
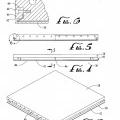
En una forma de realización de la presente invención, la placa de apoyo superior comprende, además, una geometría de muescas dispuestas sobre el lado de cubierta y un taladro de vacío que comprende un orificio en el lado de la tapa en comunicación de fluido con una o más muescas, y la placa de prensa está acoplada de forma móvil al lado de cubierta de la placa de apoyo superior por medios de vacío.
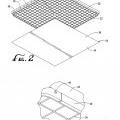
En otra forma de realización, la placa de apoyo superior comprende, además, una muesca alrededor de un perímetro de la placa de apoyo superior, una pluralidad de miembros de borde acoplados de forma móvil a la placa de apoyo superior en la muesca y una junta de estanqueidad retenida de forma móvil entre la placa de apoyo superior y la pluralidad de miembros de borde. La junta de estanqueidad está configurada para preservar el vacío entre la placa de apoyo superior... [Seguir leyendo]
Reivindicaciones:
1. Aparato de formación de masa, que tiene un bastidor de soporte inferior (14) , una placa de prensa inferior (16) acoplada al bastidor de soporte inferior, un conjunto de placa de prensa superior (12) , que comprende una estructura de apoyo (26) y una placa de apoyo superior (28) acoplada a la estructura de apoyo, y un transportador (20) soportado por el bastidor de soporte inferior y posicionado para pasar entre la placa de prensa inferior y el conjunto de placa de prensa superior; comprendiendo el conjunto de placa de prensa superior uno o más canales calefactores (38) formados a través de la placa de apoyo superior; un lado de cubierta (32) sobre la placa de apoyo superior; una placa de prensa (30) que tiene un lado de placa (52) , estando acoplado el lado de la placa de forma móvil al lado de cubierta de la placa de apoyo superior, estando caracterizado el conjunto de placa de prensa superior por que el lado de la placa está acoplado de forma móvil al lado de cubierta por medios de vacío o medios electromagnéticos y por que una o más cuñas (56) están colocadas entre el lado de la placa (52) de la placa de prensa (30) y el lado de cubierta (32) de la placa de apoyo superior (28) .
2. El aparato de formación de masa de la reivindicación 1, en el que la placa de apoyo superior comprende, además, una geometría de muescas (36) dispuestas sobre el lado de cubierta y un taladro de vacío (34) que comprende un orificio en el lado de la tapa en comunicación de fluido con una o más muescas; y la placa de prensa está acoplada de forma móvil al lado de cubierta de la placa de apoyo superior por medios de vacío.
3. El aparato de formación de masa de la reivindicación 1, en el que la placa de apoyo superior comprende, además: una muesca (40) alrededor de un perímetro de la placa de apoyo superior; una pluralidad de miembros de borde (44) acoplados de forma móvil a la placa de apoyo superior en la muesca; y una junta de estanqueidad (42) retenida de forma móvil entre la placa de apoyo superior y la pluralidad de miembros de borde; en el que la junta de estanqueidad está configurada para preservar el vacío entre la placa de apoyo superior y la placa de prensa.
4. El aparato de formación de masa de la reivindicación 1, en el que la placa de prensa comprende un labio (50) para alinear la placa de prensa sobre la placa de apoyo superior.
5. El aparato de formación de masa de la reivindicación 1, en el que la placa de prensa inferior comprende una placa de apoyo inferior (281) acoplada al bastidor de soporte inferior y una placa de prensa inferior (301) acoplada de forma móvil a la placa de apoyo inferior por un vacío.
6. El aparato de formación de masa de la reivindicación 1, en el que una o más de las cuñas son circulares.
7. El aparato de formación de masa de la reivindicación 1, que comprende, además, uno o más elementos calefactores posicionados dentro de al menos uno de los canales calefactores.
8. El aparato de formación de masa de la reivindicación 1, en el que la placa de prensa tiene un lado de la masa (54) , que comprende, además, una capa de un material con características no-adhesivas sobre el lado de la masa de la placa de prensa.
9. Un aparato de formación de masa que comprende: un transportador (20) para transportar bolas de masa (22) , y un conjunto de placa de prensa de vacío en contacto intermitente con el transportador (20) , que comprende una placa de apoyo, una placa de prensa que tiene una superficie de prensa con una lisura, medios para el acoplamiento de forma móvil de la placa de prensa a la placa de apoyo superior, caracterizado por que la placa de prensa está acoplada de forma móvil a la placa de apoyo superior por un vacío y por que el aparato comprende, además, medios para ajustar la lisura de la superficie de prensa.
10. El aparato de formación de masa de la reivindicación 10, que comprende, además, medios para calentar la placa de prensa.
11. Un método para ajustar un aparato que tiene un bastidor de soporte inferior (14) , una placa de prensa inferior (16) acoplada al bastidor de soporte inferior, y un conjunto de placa de prensa (12) posicionado por encima de la placa de prensa inferior, comprendiendo el conjunto de placa de prensa, además, una estructura de apoyo (26) , una placa de apoyo superior (28) acoplada a la estructura de apoyo, una placa de prensa (30) que tiene un lado de placa (52) , estando acoplado el lado de la placa de forma móvil a la placa de apoyo superior por un vacío, y un transportador (20) soportado por el bastidor de soporte inferior posicionado para pasar entre la placa de prensa inferior y el conjunto de placa de prensa superior, que comprende las etapas de: bajar el conjunto de placa de apoyo superior hasta una posición más baja; desactivar el vacío para liberar la placa de prensa desde la placa de apoyo superior y sobre el transportador (20) ; elevar la placa de apoyo superior hasta una posición elevada; mover el transportador (20) para hacer avanzar la placa de presión desde debajo a la placa de apoyo superior; colocar una o más cuñas (56) sobre el lado de la placa de prensa; invertir el transportador (20) para retornar la placa de prensa debajo de la placa de apoyo superior; bajar el conjunto de placa de prensa superior hasta la posición bajada; y activar el vacío para acoplar la placa de prensa a la placa de apoyo superior.
12. El método de la reivindicación 11, que comprende, además, la etapa de indexar la posición del transportador 7
(20) después de la etapa de elevación, y retornar el transportador (20) a la posición indexada durante la etapa de inversión.
13. El método de la reivindicación 11, en el que una o más de las cuñas son circulares.
Patentes similares o relacionadas:
Dispositivo para la dosificación y el transporte de masas viscosas, del 22 de Julio de 2020, de Haas Food Equipment GmbH: Dispositivo para la distribución dosificada de una masa transportable por bomba a un cuerpo de soporte en movimiento en una zona de descarga […]
PROCEDIMIENTO E INSTALACION PARA MARCAR Y CORTAR HOJALDRE MEDIANTE LASER, del 25 de Marzo de 2020, de COCUUS SYSTEM IBERICA, S.L: Procedimiento para la elaboración de productos alimenticios e instalación para llevar acabo dicho procedimiento, en donde el procedimiento comprende los pasos de […]
Dispositivo para la formación de productos de masa a partir de trozos de masa, del 18 de Marzo de 2020, de Rondo Burgdorf AG: Dispositivo para la formación de, al menos, un producto de masa a partir de un trozo de masa , que comprende una base para alojar, al menos, un trozo de masa […]
Proceso para tratar el licor negro de madera dura y el licor negro de madera dura tratado de acuerdo con el proceso, del 30 de Octubre de 2019, de STORA ENSO OYJ: Un proceso para tratar un licor negro de madera dura a partir de la fabricación de pulpa de madera dura, para precipitar los iones de calcio presentes […]
Dispositivo para formar una masa extendida por presión a partir de una porción de masa, del 1 de Mayo de 2019, de Ekim: Un dispositivo para formar una masa extendida a partir de una porción de masa, comprendiendo: - una bandeja inferior , dispuesta para soportar la […]
Sistema de manipulación de preparaciones culinarias, del 1 de Mayo de 2019, de Ekim: Sistema de manipulación de preparaciones culinarias que comprende: - un soporte que comprende: • una superficie superior establecida para recibir una […]
Dosificador, del 10 de Abril de 2019, de Panadería Miravalles SL: 1. Dosificador, caracterizado por que comprende una tolva superior, con una boca inferior que comprende un mecanismo de cierre y un sensor de […]
Unidad de formación de productos alimentarios y procedimiento de fabricación de un producto alimentario, del 3 de Abril de 2019, de CONEWICH ENTERPRISES LIMITED PARTNERSHIP: Una unidad de formación de productos alimentarios que comprende: un molde de cocción , en el que el molde de cocción está conformado como un cono […]