62 patentes, modelos y diseños de BENTELER AUTOMOBILTECHNIK GMBH
Línea de termoformación para fabricar productos de chapa de acero termoconformados y presotemplados, así como procedimiento de funcionamiento de la misma.
(04/03/2020) Línea de termoformación para fabricar productos de chapa de acero termoconformados y presotemplados, que presenta una estación de atemperado para calentar al menos una pletina de chapa y un útil de termoconformación y presotemple , y en la que está previsto un sistema de transporte lineal a lo largo de la línea de termoformación , caracterizada por que el sistema de transporte lineal está formado por al menos dos carriles paralelos opuestos , pudiendo desplazarse los carriles en al menos una dirección de traslación y estando dispuestos unos elementos de agarre en los carriles , pudiendo desplazarse los elementos de agarre en la dirección axial de los carriles , y por que los elementos de agarre pueden ser subidos y bajados en sentido ortogonal…
Herramienta de conformado en caliente segmentada montada de forma elástica.
Sección de la CIP Técnicas industriales diversas y transportes
(09/10/2019). Inventor/es: WIEMERS,MATTHIAS, LÜTKEMEYER,OLIVER. Clasificación: B21D22/20, B21D53/88, B21D37/16.
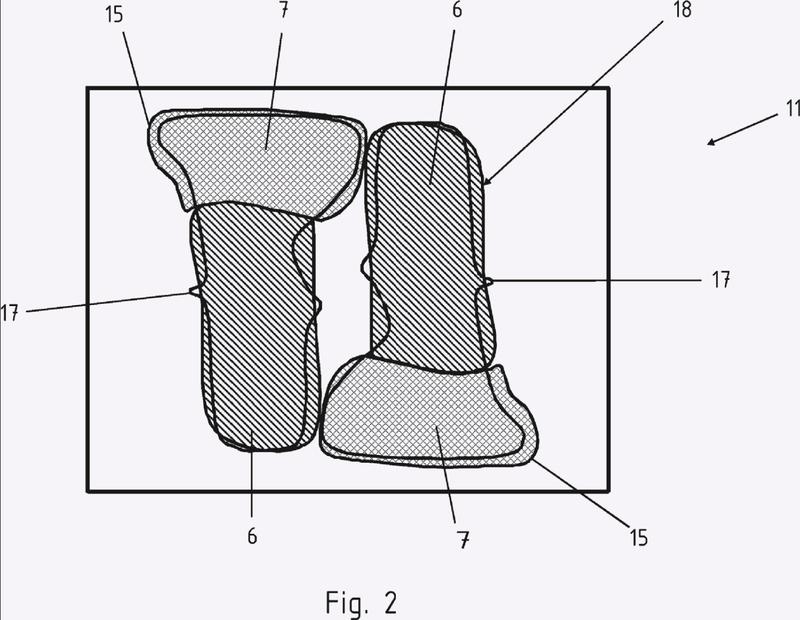
Herramienta de conformado en caliente, que presenta una herramienta superior y una herramienta inferior , las cuales son desplazables una sobre la otra, y, con la herramienta de conformado en caliente cerrada, se configura un recinto hueco entre la herramienta superior y la herramienta inferior , estando subdividida la herramienta superior y/o la herramienta inferior en al menos dos segmentos , estando un segmento configurado como segmento de calentamiento, caracterizada por que el segmento de calentamiento presenta, en el lado contrapuesto al recinto hueco de forma, un elemento de compensación , de forma que se compensa una dilatación térmica del segmento de calentamiento en la dirección de la carrera de la prensa.
PDF original: ES-2757571_T3.pdf
Línea de termoformación para fabricar productos de chapa de acero termoconformados y presotemplados, así como procedimiento de funcionamiento de la misma.
(13/02/2019) Línea de termoformación para fabricar productos de chapa de acero termoconformados y presotemplados, que presenta una estación de atemperado para calentar al menos una pletina de chapa y un útil de termoconformación y presotemple , caracterizada por que está previsto a lo largo de la línea de termoformación un sistema de transporte lineal que está formado por al menos dos carriles paralelos opuestos , pudiendo desplazarse los carriles en al menos una dirección de traslación y estando dispuestos unos elementos de agarre en los carriles , pudiendo desplazarse los elementos de agarre en la dirección axial de los carriles , y por que los elementos de agarre pueden ser subidos y bajados en sentido ortogonal…
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(22/11/2018). Inventor/es: KETTLER,MARKUS, FROST,GEORG, HESSELMANN,MARTIN, NIESSE,MAX. Clasificación: B21D22/20, B21D22/02, C21D1/673.
Estación de templado para el calentamiento de contacto de una pletina , en particular para la austenitización parcial de una pletina , presentando una herramienta superior y una herramienta inferior , con al menos una placa de contacto (4, 4a, 4b), en la cual la presión de contacto (p) ejercida sobre la pletina a templar es regulable o controlable con la estación de templado cerrada, caracterizada por que una placa de contacto (4, 4a, 4b) está acoplada con la herramienta superior por medio de al menos un cojinete libre y/o por que una placa de contacto (4, 4a, 4b) está acoplada con la herramienta inferior por medio de al menos un cojinete libre y por que el cambio de la presión de contacto se produce como resultado de la regulación o control mediante el accionamiento principal de la estación de templado y/o por que para ello se han previsto actuadores.
PDF original: ES-2690742_T3.pdf
Intercambiador de calor de gases de escape.
(21/03/2018) Intercambiador de calor de gases de escape con un tubo envolvente (1, 1a) de chapa de acero, con forma de tubo, estando configurado el tubo envolvente (1, 1a) de una pletina estampada, conformada hasta un tubo poligonal, y soldada en costura longitudinal, caracterizado por que al menos dos paredes laterales del tubo envolvente (1, 1a), contrapuestas entre sí, están dotadas respectivamente con una acanaladura (acanaladura en S) que se prolonga de forma oblicua sobre una pared lateral , con un transcurso en forma de S, cortando la acanaladura en S a una línea central longitudinal (MLL) de la pared lateral , estando dispuestas, junto a secciones cóncavas de la acanaladura en S hacia la línea central longitudinal (MLL) de la pared lateral , acanaladuras en C abiertas hacia las secciones finales , y estando previstas acanaladuras redondas ,…
Soporte longitudinal, así como procedimiento para la producción de un soporte longitudinal conformado en caliente y templado en prensa.
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes
(13/12/2017). Inventor/es: ZIMMERMANN, ANDREAS, BOKE,JOHANNES, PELLMANN,Markus, DINGEMANS,JAN. Clasificación: C21D8/00, C21D8/04, B62D25/04, B62D25/08, C22C38/04, C22C38/14, C21D8/02, C22C1/02, C22C38/02, C22C38/06, C21D1/20, C22C38/32, C21D1/673.
Soporte longitudinal , producido a partir de un acero endurecible mediante conformado en caliente y templado en prensa, presentando el soporte longitudinal tras el templado en prensa al menos dos zonas de diferente resistencia, caracterizado por que una zona de primer tipo mediante enfriamiento intermedio presenta una estructura esencialmente bainítica, estando presentes otros componentes de estructura en menos del 30 % y presentando una zona de segundo tipo una estructura esencialmente martensítica, estando presentes otros componentes de estructura en menos del 30 % y siendo una zona de paso entre la zona de primer tipo y la zona de segundo tipo inferior a 80 mm y siendo el acero endurecible un acero bonificado microaleado.
PDF original: ES-2661708_T3.pdf
Colector de escape para un sistema de escape de un motor de combustión interna.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(20/09/2017). Inventor/es: FISCHER, UWE, GRUSSMANN,ELMAR, WEGENER,MARIO, GOCKEL,TOBIAS. Clasificación: F01N13/18, F01N13/14, F01N13/10.
Colector de escape para un sistema de escape de un motor de combustión interna con al menos una cubierta interior , dispuesta en una cubierta exterior , y una brida de entrada que puede fijarse a la culata del motor de combustión interna, así como una brida de salida, en donde la cubierta interior está alojada de manera flotante en la cubierta exterior , en donde la cubierta interior presenta, en su borde del lado de la brida de entrada, una brida desplazada hacia el exterior y en la brida de entrada está configurado un alojamiento que presenta un collar periférico que sobresale en dirección a la cubierta exterior , en donde la cubierta interior está posicionada con la brida en el alojamiento y la cubierta exterior se apoya con su borde del lado de la brida de entrada, al menos por secciones, en la brida en el alojamiento y está unida al alojamiento , caracterizado por que
la cubierta exterior está soldada al alojamiento , en particular al collar.
PDF original: ES-2644396_T3.pdf
Línea de conformación en caliente así como procedimiento para la producción de un componente de automóvil conformado en caliente y templado en prensa.
(14/06/2017) Línea de conformación en caliente para la producción de productos de chapa de acero conformados en caliente y templados en prensa como componentes de automóvil, que presenta un dispositivo de calentamiento y un dispositivo de conformación, presentando el dispositivo de calentamiento una estación de atemperado con una herramienta superior y una herramienta inferior y estando dispuestas en la herramienta superior y/o en la herramienta inferior placas de atemperado sustituibles para el atemperado conductivo, pudiendo calentarse o enfriarse las placas de atemperado mediante una fuente de atemperado de la estación de atemperado , caracterizada por que con las placas de atemperado se atemperan zonas de un primer tipo y zonas de un segundo…
Línea de conformado en caliente para la fabricación de productos de chapa de acero conformados en caliente y templados en prensa.
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes
(10/05/2017). Inventor/es: ADELBERT,STEFAN, TRIPPE,CARSTEN, WULFES,DIETER, DANGER,ELISABETH. Clasificación: C21D8/00, B21D22/02, C21D11/00, C21D1/34, C21D1/18, C21D1/673, C21D9/46, C21D1/42.
Línea de conformado en caliente de productos de chapa de acero conformasdos en caliente y templados en prensa como elementos de construcción de vehículos de motor con un dispositivo de calentamiento y un dispositivo de conformado, poseyendo el dispositivo de calentamiento una estación de atemperado con un útil superior y un útil inferior, poseyendo la estación de atemperado al menos una fuente de atemperado para el calentamiento y la fuente de atemperado se configura como inductor , pudiendo ser calentadas las placas de atemperado por medio del inductor , caracterizada por que en la estación de atemperado pueden ser dispuestas en el útil superior y/o en el útil inferior placas de atemperado sustituibles, cuando se adapta la estación de atemperado para el calentamiento de elementos de construcción distintos.
PDF original: ES-2627925_T3.pdf
Columna de automóvil y procedimiento para la producción de una columna de automóvil conformada en caliente y endurecida en prensa.
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes
(05/04/2017). Inventor/es: ZIMMERMANN, ANDREAS, BOKE,JOHANNES, PELLMANN,Markus, DINGEMANS,JAN. Clasificación: C21D8/00, C21D8/04, B62D25/04, B62D25/08, C22C38/04, C22C38/14, C21D8/02, C22C1/02, C22C38/02, C22C38/06, C21D1/20, C22C38/32, C21D1/673.
Columna de automóvil producida mediante conformación en caliente y endurecimiento en prensa, presentando la columna de automóvil después del endurecimiento en prensa al menos dos áreas con resistencias diferentes, presentando un área de un primer tipo bainita como componente de estructura principal y teniendo ésta una extensibilidad A50 entre un 10% y un 30%, presentando un área de un segundo tipo martensita como componente de estructura principal, y siendo un área de transición entre el área del primer tipo y el área del segundo tipo menor de 80 mm, caracterizada por que el área del primer tipo está configurada como brida, brida de junta y/o borde exterior de la columna de automóvil y el área del segundo tipo presenta bainita como componente de estructura adicional, y por que el límite de elasticidad y/o la resistencia a la tracción en el área de transición disminuyen o aumentan con un gradiente de más de 200 N/mm2 por cada 10 mm.
PDF original: ES-2624695_T3.pdf
Procedimiento para la fabricación de un elemento moldeado con al menos dos áreas estructurales de diferente ductilidad.
(25/01/2017) Procedimiento para la fabricación de un elemento moldeado con al menos dos áreas estructurales de diferente ductilidad de una placa metálica separada del material de banda , en el que la placa se calienta de manera diferente por área y entonces se somete a un proceso de termoformación con el fin de darle la forma del elemento moldeado , caracterizado por que en la aplicación primero, se calienta de modo homogéneo una placa de un material semejante separada del material de banda , sobre un elemento moldeado de un acero al boro de alta resistencia provisto con un recubrimiento de Al/Si en un horno con varias zonas de temperatura en una 1ª zona a una temperatura de aproximadamente 830 °C a 950 °C y se mantiene durante un cierto tiempo (t) a este nivel de temperatura, a continuación un área del primer tipo de las placas…
Intercambiador de calor para gases de escape de acero dúplex.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(21/12/2016). Inventor/es: AUL,EUGEN, VOESGEN,RAINER, FRICKE,FABIAN. Clasificación: F28F19/00, F28F9/00, F28D9/00, F28D21/00, F28F21/08, F28F3/02.
Intercambiador de calor para gases de escape para un automóvil que presenta una envuelta exterior así como también placas ubicadas en su interior en forma de capas superpuestas, en donde una chapa laminada de acero austenítico está ubicada en un casete interior de acero ferrítico o de acero dúplex y al menos dos casetes interiores se encuentran ubicados unos encima de otros en forma de placas, caracterizado por que la envuelta exterior que rodea a los casetes interiores está hecha de acero dúplex.
PDF original: ES-2611011_T3.pdf
Colector de gases de escape con manguito de aislamiento.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(14/12/2016). Inventor/es: GRUSSMANN,ELMAR. Clasificación: F01N13/18, F01N13/10.
Colector de gases de escape para un motor de combustión interna en un vehículo motorizado, estando el colector de gases de escape configurado bicasco compuesto de un sistema externo y un sistema interno , estando previsto en el lado de culata una brida que es acoplable al motor de combustión interna, caracterizado por que está previsto un manguito de aislamiento , fabricado como un componente conformado de chapa, que acopla el sistema interno con la brida y con el sistema externo , atravesando el manguito de aislamiento una abertura de la brida y penetra sobresaliendo a través de la brida en la culata del motor de combustión interna (Z) y conformando una brecha de aire perimetral entre el manguito de aislamiento y el sistema interno.
PDF original: ES-2611916_T3.pdf
Herramienta de conformar en caliente parcialmente refrigerada.
Sección de la CIP Técnicas industriales diversas y transportes
(09/11/2016). Inventor/es: BOHNER,FRIEDRICH, HIELSCHER,Christian, DÖRR,JOCHEN DR, NITSCHKE,CHRISTOPH. Clasificación: B21D22/20, B21D22/02, B21D37/16.
Herramienta para la conformación en caliente y endurecimiento por prensado de partes constructivas de acero, que presenta una herramienta superior y una herramienta inferior , estando la herramienta superior y/o la herramienta inferior configuradas por un cuerpo de base que presenta un canal de refrigeración y que está hecho de un material altamente conductor del calor, y habiéndose dispuesto sobre el cuerpo de base una pletina protectora de desgaste , caracterizado por que el cuerpo de base está configurado por al menos dos segmentos (9a, 9b, 9c, 10a, 10b, 10c).
PDF original: ES-2608564_T3.pdf
(12/10/2016) Colector de escape para la colocación en una culata de una máquina de combustión interna, con una carcasa que presenta una pluralidad de aberturas de entrada y una abertura de escape y que incluye un casco interno y un casco externo , estando el casco interno dispuesto flotante dentro del casco externo y el casco externo rodea el casco interno formando un resquicio y al casco interno está asignado en el lado de culata una chapa deflectora en la cual están previstas las aberturas de entrada , estando configurados elementos de guía en forma perimetral de las aberturas de entrada en la chapa deflectora y el casco externo presenta en su reborde en el lado de culata una brida que se extiende inclinada…
Crashbox y procedimiento para su fabricación.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(05/10/2016). Inventor/es: BUSCHSIEWEKE, OTTO, SCHROETER,MARTIN, KETTLER,MARKUS. Clasificación: B60R19/34, C22C38/04, C22C38/22, C22C38/02, C22C38/06, C21D9/48, C22C38/28, C22C38/32, C21D1/673, C21D9/50.
Crashbox para la integración entre del travesaño de parachoques y un larguero de vehículo de un vehículo motorizado con un perfil longitudinal de una aleación de acero que, expresado en porcentuales de peso, se compone de:
carbono (C) 0, 15 a 0,30 %,
silicio (Si) 0,10 a 0,70 %,
manganeso (Mn) 1,00 a 2,50 %,
cromo (Cr) 0,10 a 0,50 %,
titanio (Ti) 0,02 a 0,05 %,
Boro (B) 0,001 a 0,005 %,
aluminio (Al) 0,01 a 0,06 %,
molibdeno (Mo) hasta 0,50 %,
fósforo (P) máx. 0,025 %,
azufre (S) máx. 0,015 %
resto hierro (Fe) incluidas impurezas debidas a la colada,
habiendo sido el perfil longitudinal conformado en caliente y templado en prensa y después tratado térmicamente a una temperatura de 200 °C a 800 °C, siendo el tratamiento térmico realizado durante un periodo de 30 minutos a 240 minutos y el material del perfil longitudinal presenta después del tratamiento térmico un ángulo de flexión ≥ 60°, medido según DIN EN ISO 7438.
PDF original: ES-2601653_T3.pdf
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(31/08/2016). Inventor/es: ROTH, ANDREAS, ILGNER,THOMAS, LEMPA,CHRISTOPH. Clasificación: F28F9/02, F02B29/04, F02M26/00.
Intercambiador de calor para un motor de combustión interna que presenta un tubo de base (2, 2a) con un aro (8, 8a) perimetral y placas de tuberías en los extremos, estando el aro fabricado de chapa metálica y presentando en su sección transversal unas alas (9, 11a) que se extienden una hacia la otra en forma de V, que están conectados entre sí en uno de sus extremos respectivos mediante un puente, caracterizado por que el aro está dispuesto entre las placas de tuberías en los extremos y las alas (9, 11a) presentan, en cada caso, en los extremos opuestos al puente , unas bridas apartadas una de otra, estando el aro adaptado en su forma de sección transversal al tubo de base y presentando mediante sus bridas un contacto superficial con el tubo de base.
PDF original: ES-2593610_T3.pdf
Turbocompresor de gas de escape.
(27/07/2016) Turbocompresor de gas de escape con una carcasa exterior (2, 2a), en la cual hay dispuesta una carcasa de rueda portante (5, 5a), estando soldada la carcasa exterior (2, 2a) con un reborde de alojamiento (3, 3a), el cual se proporciona para la fijación a una carcasa de alojamiento de una rueda de turbina , presentando el reborde de alojamiento (3, 3a) un cuerpo de base (12, 12a) que se extiende en dirección axial (A) y una nervadura (13, 13a) circundante por el lado exterior, a través de la cual la carcasa exterior (2, 2a) está soldada con el reborde de alojamiento (3, 3a), sobresaliendo la nervadura (13, 13a) en dirección radial (R) del cuerpo de base (12, 12a), y presentando una sección de base (19, 19a) ensanchada frente a su extremo libre, así como una sección de conexión que se proporciona por encima de la sección de base (19,…
Procedimiento para fabricar una unión cohesiva entre dos piezas componentes por soldadura o soldadura con bronce.
(27/07/2016) Procedimiento para la creación de una unión cohesiva entre dos piezas componentes de metal en forma de chapa, con las siguientes etapas:
• como primera pieza componente se proporciona un cuerpo hueco a base de platinas conformadas en semi-envolturas;
• en las platinas se crean aberturas (3, 3a), antes o después de que hayan sido conformadas en semienvolturas y hayan sido unidas para formar el cuerpo hueco;
• como segunda pieza componente (2, 2a, 2b) se proporciona una chapa de apoyo; caracterizado por las siguientes etapas:
• en las aberturas (3, 3a) creadas en forma de agujeros alargados se crean, en total, al menos tres resaltos que miran en dirección a la segunda…
Procedimiento para fabricar un elemento de acero, conformado en caliente y endurecido a presión, con un margen estrecho en la zona de transición.
(29/06/2016) Procedimiento para la fabricación de un componente de acero, conformado en caliente y endurecido a presión, especialmente un componente de automóvil con propiedades de resistencia parcialmente distintas entre sí, caracterizado por las siguientes etapas del proceso
- calentar una pletina de una aleación templable de acero en una estación de calentamiento, calentándose al menos una primera zona a una temperatura superior a la de austenitización, y al menos una segunda zona a una temperatura por debajo de la temperatura de austenitización, preferentemente menor que la AC1, y configurándose entre ambas zonas una zona de transición.
- transferir la placa calentada así hasta una estación de control de temperatura o hasta una herramienta de conformado en caliente y endurecimiento a presión, en la que la estación de control de temperatura…
Sección de la CIP Técnicas industriales diversas y transportes
(08/06/2016). Inventor/es: PEITZ,DIPL.-ING. DETLEV. Clasificación: B60B35/00, B60G3/20, B60G7/00, B29C65/00.
Portarrueda para un eje de varias bielas destinado a disponerse en un vehículo automóvil, que presenta una brida para el alojamiento de un cubo de rueda y al menos dos alojamientos para el acoplamiento giratorio con bielas, estando acoplado el portarrueda a una biela longitudinal por medio de ensamble térmico, caracterizado por que el portarrueda está configurado como un componente de soldadura y presenta una zona de cuerpo de base que tiene al menos dos componentes de chapa que están acoplados uno con otro por ensamble térmico, presentando la zona de cuerpo de base una estructura a manera de celosía.
PDF original: ES-2582158_T3.pdf
Procedimiento para tratar térmicamente de manera parcial un componente de automóvil y pieza de construcción de carrocería.
(27/04/2016) Procedimiento para la fabricación de un componente de automóvil con al menos una pieza de construcción conformada en caliente y endurecida por presión de acero de alta resistencia, siendo el componente de automóvil empleado como pieza de construcción estructural y/o pieza de construcción de seguridad para un automóvil, con los siguientes pasos de procedimiento:
- Tratamiento térmico parcial del componente de automóvil por zonas, en lo cual las zonas en primer lugar son calentadas a una temperatura de calentamiento (T1) en un intervalo de temperatura entre 550º y 800º C, en particular entre 700º y 800º C;
- Mantenimiento de la temperatura de calentamiento (T1) por un tiempo de mantenimiento (t2) menor de 30 segundos,
- Enfriamiento desde la temperatura de calentamiento (T1) en al menos dos fases, siguiendo la segunda fase inmediatamente…
Disposición de parachoques con dispositivo de remolque.
Sección de la CIP Técnicas industriales diversas y transportes
(20/04/2016). Inventor/es: ROLL,MICHAEL, LÜTKE-BEXTEN,ULRICH, MOLLEMEIER,ELMAR. Clasificación: B60D1/24, B60D1/48, B60D1/56.
Disposición de parachoques para un automóvil, que presenta una viga transversal , estando acopladas en la viga transversal cajas de impacto , y presentando además la disposición de parachoques un alojamiento para un dispositivo de remolque acoplable desmontable y el alojamiento presentando una placa de brida y un elemento taladrado para el alojamiento del dispositivo de remolque, siendo la placa de brida acoplable en una caja de impacto y estando intercalada entre una caja de impacto y una viga longitudinal del automóvil y estando el elemento taladrado dispuesto en un espacio hueco de la caja de impacto , caracterizada por que el elemento taladrado es un casquillo roscado , estando el casquillo roscado acoplado por adaptación de material con la placa de brida.
PDF original: ES-2572503_T3.pdf
Eje de vehículo motorizado.
(13/04/2016) Eje de vehículo motorizado abarcando dos brazos longitudinales de dirección dispuestos en el sentido longitudinal del vehículo, que incluyen una conexión (3a) a la carrocería y una conexión (3b) a la rueda de vehículo, un puente transversal rígido a la flexión y débil a la torsión que une entre sí los dos brazos longitudinales de dirección en sentido transversal del vehículo y se compone de un perfil metálico de una única alma que en sección transversal presenta una sección de alma inferior y dos secciones de alma laterales (8a, 8b), estando las secciones extremas del puente transversal rigidizadas…
Eje de vehículo de motor con eje virtual de dirección.
(03/02/2016) Eje de vehículo de motor, en especial eje trasero con biela compuesta, construido con un perfil de torsión con balancines longitudinales acoplados con él, estando acoplada en los extremos libres de cada uno de los balancines longitudinales una suspensión de la rueda para el acoplamiento de una rueda (R) por medio de al menos un apoyo elástico, de manera, que la suspensión de la rueda esté acoplada de manera basculante alrededor de un eje virtual de dirección, estando acoplada la suspensión de la rueda por medio de un apoyo basculante co n al menos un grado de libertad de rotación y por medio de dos apoyos (7a, 7b) de caucho-metal con el balancín longitudinal,…
Estación de atemperado para atemperar llantones de chapa.
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes
(27/01/2016). Ver ilustración. Inventor/es: ADELBERT,STEFAN, TRIPPE,CARSTEN, WULFES,DIETER, DANGER,ELISABETH. Clasificación: C21D8/00, C22C38/12, B21D35/00, C22C38/04, C22C38/14, C22C38/00, B21D22/02, C22C38/02, C21D7/13, C22C38/06, C21D11/00, C21D1/34, B21J1/06, C21D1/18, C21D1/673, C21D9/46.
Estación de atemperado para el atemperado de llantones de chapa y/o componentes de chapa con una herramienta superior y una herramienta inferior y al menos una fuente de atemperado para el calentamiento, estando configurada la fuente de atemperado como fuente de calentamiento por resistencia eléctrica, pudiéndose disponer en la herramienta superior y/o la herramienta inferior placas de atemperado sustituibles para el atemperado conductivo, caracterizada por que la propia placa de atemperado está configurada como resistencia eléctrica, pudiéndose calentar la placa de atemperado a por encima de 1000 grados Celsius.
PDF original: ES-2606204_T3.pdf
Herramienta de conformación con troquel de perforación.
Sección de la CIP Técnicas industriales diversas y transportes
(20/01/2016). Ver ilustración. Inventor/es: FORTMEIER,GÜNTER. Clasificación: B21D28/32, B21D35/00, B21D28/36.
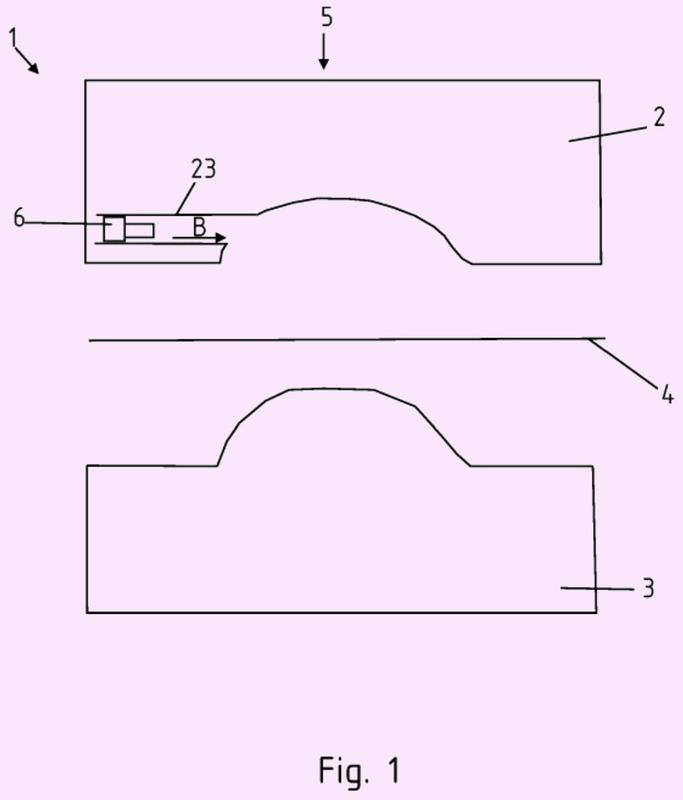
Herramienta de conformación para la conformación por compresión de una pletina , presentando una herramienta superior y una herramienta inferior , quedando al estar la herramienta de conformación cerrada, un espacio hueco de molde entre la herramienta superior y la herramienta inferior y proporcionándose un troquel de perforación desplazable relativamente frente a la herramienta de conformación en una dirección de movimiento (B), el cual puede introducirse al menos en el espacio hueco de molde y estando alojado el troquel de perforación elásticamente con al menos otro grado de libertad de movimiento, estando orientado el grado de libertad de movimiento transversalmente con respecto a la dirección de movimiento (B), caracterizada por que el troquel de perforación está alojado de manera giratoria en una zona de base.
PDF original: ES-2563303_T3.pdf
Procedimiento para la fabricación de elementos conformados templados en prensa.
(27/11/2015) Procedimiento para la fabricación de elementos conformados templados en prensa a partir de una platina de chapa de acero no templado conformable en caliente, siendo conformado el elemento conformado en caliente y templado en prensa en un útil de prensa y en el que zonas parciales del elemento conformado se tratan con calor después del templado en prensa, caracterizado porque el tratamiento parcial con calor se realiza a lo largo de una zona (B) con forma lineal en el elemento conformado, que se corresponde con una línea de plegado o de recorte, en el que las zonas (B) con forma lineal son llevadas durante el tratamiento parcial con calor en…
Procedimiento para la producción de componentes endurecidos en prensa.
(29/04/2015) Procedimiento para la producción de componentes endurecidos en prensa, particularmente componentes de carrocería de vehículos de motor, a partir de una pletina de chapa de acero no endurecida conformable en caliente, en el que la pletina se conforma en caliente y se endurece en una herramienta de prensas dando lugar a un perfil de chapa, fabricándose primeramente una pletina, cuya geometría se corresponde esencialmente a la realización del componente terminado y a continuación, se conforma la pletina en una herramienta de conformado en caliente dando lugar al componente y se endurece en prensa, después de lo cual el componente se provee de un revestimiento de superficie, caracterizado por que el componente se enfría durante el endurecimiento en prensa a una temperatura inferior…
Eje semirrígido y procedimiento para su producción.
(08/04/2015) Eje semirrígido con bridas de soporte de rueda sujetadas por brazos laterales en forma de tubo, que están soldadas con los brazos laterales en forma de tubo, habiendo configurada en las bridas de soporte de rueda una zona saliente dirigida hacia los brazos laterales , que está adaptada como soporte de baño de soldadura a un contorno interior del brazo lateral en forma de tubo, caracterizado por que las bridas de soporte de rueda presentan varios distanciadores , próximos a la zona saliente configurada como soporte de baño de soldadura.
Procedimiento para la fabricación de un componente estructural con forma de tubo para un automóvil.
(11/02/2015) Procedimiento para la fabricación de un componente estructural con forma de tubo para un automóvil, en el que en primer lugar una placa metálica es recortada periféricamente y luego en al menos una etapa de conformación es deformada en un cuerpo de tubo con zonas de contacto marginales opuestas entre sí y mediante conformación por alta presión interna es conformada en el componente estructural con forma de tubo, en el que las zonas de contacto son comprimidas entre sí con estanqueidad durante la conformación por alta presión interna, caracterizado por que el cuerpo de tubo es calentado a por encima de Ac3 antes de la conformación por alta presión interna y mediante la alta presión interna es conformado finalmente en el componente estructural y luego es enfriado y…
Conjunto modular de gases de escape.
(09/07/2014) Conjunto modular de gases de escape que comprende una carcasa exterior de turbocompresor de sobrealimentación , estando la carcasa exterior de turbocompresor de sobrealimentación provista de una brida de salida estandarizada y con un alojamiento de brida de soporte estandarizada y pudiendo ser aplicables en la carcasa exterior de turbocompresor de sobrealimentación espirales de turbina (8, 8a, 8b, 28) de diferente tamaño, estando la espiral de turbina (8, 8a, 8b) conectada por medio de una brida de soporte (18, 18a, 18b) con el alojamiento de brida de soporte estandarizado y por medio de una conexión de salida (13, 13a, 13b) con la brida de salida estandarizada, estando el sector de entrada de la espiral de turbina (8, 8a, 8b) ajustado a un sector de salida de un sistema interior de colector estandarizado, de manera…
{kind=link}
{kind=link}