CIP-2021 : B29C 35/16 : Refrigeración.
CIP-2021 › B › B29 › B29C › B29C 35/00 › B29C 35/16[1] › Refrigeración.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 31/00 hasta B29C 37/00: Elementos constitutivos, detalles o accesorios; Operaciones auxiliares
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 35/00 Calentamiento, enfriamiento o endurecimiento, p. ej. reticulación, vulcanización; Aparatos a este efecto (moldes con medios de calentamiento o de enfriamiento incorporados B29C 33/02; dispositivos para el endurecimiento de prótesis dentales de materia plástica A61C 13/14; antes del moldeo B29B 13/00).
B29C 35/16 · Refrigeración.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento y aparato para enfriar y acondicionar un molde.
(22/04/2020) Un procedimiento para enfriar y acondicionar un molde de una unidad de moldeo de materiales plásticos, que comprende los pasos de:
- enfriar el molde por medio de un líquido refrigerante que fluye en un primer circuito ,
- introducir, mediante un segundo circuito , aire deshumidificado en una cabina en la que el molde está confinado,
- proporcionar un circuito de refrigeración que comprende una primera unidad de evaporación , que está asociada al primer circuito para enfriar el líquido refrigerante, y una segunda unidad de evaporación que está asociada al segundo circuito para deshumidificar el aire,
- calentar…
Método y molde para la fabricación de piezas de material compuesto.
(15/04/2020) Método para la fabricación de piezas de material compuesto, en el que al menos una primera pieza de material compuesto se une a una segunda pieza de material compuesto, caracterizado por que comprende los siguientes pasos:
- se coloca la preforma de la primera pieza de material compuesto en un molde para moldeo por transferencia de resina ,
- se calienta dicha primera pieza en el molde para moldeo por transferencia de resina para realizar un ciclo de curado de la primera pieza ,
- se enfria dicha primera pieza mediante la recirculación de un fluido en el molde antes de que el ciclo de curado se complete de manera que se obtiene una primera pieza semi-curada ,
- se realiza la etapa de enfriamiento en dos etapas, una primera etapa en la que un primer fluido se conduce a través del molde hasta que la temperatura…
Método de fabricación de un panel sándwich.
(19/02/2020) Método de fabricación de un panel sándwich que comprende las etapas de:
a) una etapa de montaje de proporcionar un conjunto en forma de placa de una primera parte de cobertura y una segunda parte de cobertura y, entre estas partes de cobertura, una parte de núcleo de un material termoplástico que contiene un agente de expansión físico;
b) una etapa de calentamiento de calentar el conjunto que resulta de la etapa a) a presión entre herramientas de prensado calentadas en una prensa hasta una temperatura de espumación por debajo de la temperatura de transición vítrea del material termoplástico en la parte de núcleo, efectuando de ese modo la adhesión de la parte de núcleo que debe espumarse a las partes de cobertura primera y segunda;
c) una etapa de espumación de espumar el material termoplástico en la parte de núcleo a presión…
(25/09/2019) Un refrigerador que comprende:
un cuerpo principal que define un espacio interno; y
una puerta proporcionada para abrir y cerrar el cuerpo principal , en el que al menos uno del cuerpo principal o la puerta comprende un cuerpo adiabático de vacío, y en el que el cuerpo adiabático de vacío comprende:
una primera placa que define al menos una porción de un primer lado de una pared adyacente al espacio interno que tiene una primera temperatura;
una segunda placa que define al menos una porción de un segundo lado de la pared adyacente a un espacio externo que tiene una segunda temperatura; y
una lámina de resistencia conductora que conecta la primera placa…
Proceso para la formación de gránulos de adhesivo termofusible de poli-alfa olefina amorfa, y gránulos producidos de ese modo.
(14/08/2019) Un proceso para la formación de una pluralidad de gránulos de adhesivo termofusible que comprende las etapas de:
a) extruir el adhesivo a través de un orificio de una placa matriz sumergida en un fluido de refrigeración, que está a una temperatura T1;
b) cortar el adhesivo en una pluralidad de gránulos en el fluido de refrigeración;
c) solidificar los gránulos en un fluido de recristalización a una temperatura T2 durante al menos 30 minutos;
d) separar los gránulos del fluido de recristalización y secar los gránulos, en el que T1 es menor de 7,2 ºC (45 ºF) y T2 es mayor que T1 en al menos 16,7 ºC (30 ºF; T2 = T1 + 30 ºF T1 + 16,7 ºC), en el que el adhesivo termofusible comprende un polímero…
Proceso para la formación de unidades llenadas con fluido y serie de unidades llenadas con fluido.
(12/06/2019) Proceso para formar unas unidades llenadas con fluido que comprende:
alimentar una banda de un suministro a una estación de inflado , presentando la banda una serie de bolsas conectadas lateralmente que comprenden unas capas anterior y posterior de plástico aplanadas, alargadas y termosellables que están selladas juntas a lo largo de un borde lateral y están unidas por unos sellados separados longitudinalmente, definiendo el sellado a lo largo del borde lateral y los sellados separados longitudinalmente en conjunto la serie de bolsas conectadas lateralmente, que está cada una conectada a una bolsa adyacente mediante una línea de debilidad transversal que se extiende desde un borde opuesto al borde lateral ;
llenar con líquido las bolsas a medida que la banda es alimentada a través de la estación de inflado ; y
…
Dispositivo de refrigeración para la refrigeración de un cordón de soldadura en un pliegue lateral de un material de lámina en una instalación de llenado de sacos.
(20/02/2019). Solicitante/s: WINDMOLLER & HOLSCHER KG. Inventor/es: VOSS, HANS-LUDWIG, HUIL,OLIVER, UDALLY,RALF.
Dispositivo de refrigeración para refrigerar un cordón de soldadura en un pliegue lateral de un material de lámina en una instalación de llenado de sacos , que presenta un canal de refrigeración para el suministro de un fluido refrigerante (F), presentando el canal de refrigeración una sección de refrigeración con dos superficies de salida orientadas en un ángulo agudo una respecto a otra, en las que están realizados orificios de salida para la salida del fluido refrigerante (F) del canal de refrigeración , caracterizado porque la sección de refrigeración presenta al menos un elemento conductor para la conducción del fluido refrigerante (F), orientando el al menos un elemento conductor , en un ángulo agudo con respecto a la superficie de salida correspondiente, el sentido de flujo (S) del fluido refrigerante (F) que ha salido por los orificios de salida.
PDF original: ES-2715711_T3.pdf
Pasador de refrigeración para refrigerar una pieza de plástico moldeada hueca mediante un flujo de fluido de refrigeración acelerado por efecto venturi.
(30/05/2018) Un pasador de refrigeración para refrigerar una pieza de plástico (P) hueca moldeada, y que comprende un tubo de soplado hueco que tiene una entrada de fluido (20a) en un extremo y al menos una salida de fluido (21a) en el extremo opuesto, y medios de aceleración de fluido para acelerar, por efecto venturi, el flujo del fluido de refrigeración en la entrada (20a) del tubo de soplado , por lo que los medios de aceleración de fluido comprenden una primera cámara que tiene una entrada de fluido de refrigeración (301a), caracterizado por que la primera cámara está conectada a una segunda cámara por al menos un orificio (3102a) de diámetro (d2) pequeño, y al menos una abertura de aspiración que comunica con la segunda cámara , y en el que dicha segunda cámara comunica…
Unidad de refrigeración para membranas bituminosas, planta de producción que comprende dicha unidad de refrigeración, y método de producción correspondiente.
(16/11/2016). Solicitante/s: Boato International S.p.A. A Socio Unico. Inventor/es: PASTORUTTI,GINO.
Una unidad de enfriamiento para membranas bituminosas , insertable en una planta para producir dichas membranas bituminosas , que comprende:
- una cámara de enfriamiento sustancialmente cerrada , a través de la cual se hace pasar, durante el uso, al menos una de dichas membranas bituminosas ;
- un miembro de nebulización , caracterizado porque el miembro de nebulización está configurado para nebulizar un fluido y entregarlo en dicha cámara de enfriamiento en forma de neblina y con una presión de uministro de al menos 50bar para enfriar dicha membrana bituminosa.
PDF original: ES-2672016_T3.pdf
Fabricación de placa aislante.
(17/08/2016) Un procedimiento de fabricación de una placa de espuma aislante, polimérica y rígida del tipo que comprende una chapa de revestimiento inferior, una chapa de revestimiento superior y una capa de espuma entre las chapas de revestimiento, comprendiendo el procedimiento las etapas de:
conducir una chapa de revestimiento inferior a un área para depositar;
colocar reactantes de espuma líquida sobre la chapa de revestimiento inferior;
conducir una chapa de revestimiento superior sobre los reactantes de espuma;
conducir la estructura interlaminar así formada a un horno en el que la espuma se expande y se forma una longitud continua de placa de espuma;
conducir la placa de espuma desde el horno a través…
Procedimiento y dispositivo para la fabricación de piezas de plástico a partir de un material de plástico en polvo.
(22/06/2016) Dispositivo para la realización de un procedimiento para la fabricación de piezas de plástico a partir de un material de plástico en polvo, comprende al menos las siguientes etapas del procedimiento:
- calentamiento de un útil de moldeo con un primero y un segundo lado de útil de moldeo opuesto a éste,
- aplicación de una cantidad predeterminada del material de plástico en polvo sobre el segundo lado del útil de moldeo,
- fundición del material de plástico en polvo aplicado sobre el segundo lado del útil de moldeo,
- impulsión de la pieza de plástico o bien de las piezas de plástico sobre el lado de la pieza de plástico alejado del útil de moldeo con un refrigerante,
- desmoldeo de la pieza de plástico formada a partir del…
Dispositivo y procedimiento para fabricación de un objeto portante de un orificio cuyo borde periférico es de corte limpio.
(20/11/2015) Procedimiento de fabricación de un objeto portante de un orificio cuyo borde periférico es de corte limpio, caracterizado porque dicho procedimiento comprende:
- una etapa de calibrado del flujo de aire destinado al desbarbado, ajustanto el flujo de aire soplado 5 al diámetro de desbarbado deseado,
- una etapa de posicionamiento del objeto portante del orificio respecto de, al menos, una tobera de eyección de aire,
- una etapa de desbarbar el orificio mediante soplado, a nivel del orificio a desbarbar, de un flujo de aire con temperatura superior a la temperatura de fusión del material constitutivo del objeto perforado.
Procedimiento y aparato para formar materiales poliméricos de alto impacto, transparentes, libres de distorsión.
(22/10/2014) Un aparato para formación de una hoja de material polimérico , comprendiendo dicho aparato de formación:
una primer mitad de molde que tiene una pared de fondo y una primer pared lateral que define un primer espacio interior , teniendo la primer pared lateral un primer borde periférico externo , estando dicho primer borde periférico externo selectivamente contorneado a lo largo de su longitud para definir la forma de extremo del borde periférico de dicha hoja ;
una segunda mitad de molde que tiene una pared superior y una segunda pared lateral que define un segundo espacio interior , teniendo la segunda pared lateral un segundo borde…
Elemento calentador para una prensa de vulcanización con una capa aislante nanoporosa y un procedimiento que lo utiliza.
(30/04/2014) Dispositivo para reparar cintas transportadoras y/o para unir extremos de cintas transportadoras mediante vulcanización a presión elevada con un dispositivo calentador y refrigerador al que se puede aplicar presión elevada mediante elementos aplicadores de presión, estando el dispositivo calentador y refrigerador construido en forma de capas a partir de varias capas y la cinta transportadora o los extremos de cintas transportadoras pueden estar dispuestos en dirección a lo ancho de manera paralela a las capas, y el dispositivo calentador y refrigerador , por lo menos en un lado de la cinta transportadora que hay que vulcanizar y/o de los extremos de cintas transportadoras que hay que vulcanizar, comprende por lo menos una capa térmicamente conductora con un elemento refrigerador y un elemento calentador , caracterizado por que el dispositivo…
Refrigeración de moldes por recuperación de la energía del aire comprimido consumido en un proceso de moldeo por soplado.
(16/10/2013) Dispositivo de refrigeración para un molde de una máquina de moldeo por soplado, que comprende:un refrigerador de expansión que tiene un lado de alta presión y un lado de baja presión, recibiendo dicho lado dealta presión gas a presión utilizado para el moldeo de un artículo en la máquina de moldeo por soplado y teniendouna primera temperatura; y
un canal de refrigeración dispuesto en el molde y que recibe gas de lado de baja presión del refrigerador deexpansión a una segunda temperatura inferior a la primera temperatura, pasando dicho gas a la segundatemperatura por el canal de refrigeración y refrigerando el molde.
Procedimiento para calentar un perfil de material sintético extrusionado por radiación infrarroja.
(11/09/2013) Procedimiento para calentar un perfil de material sintético extrusionado por radiación infrarroja, en particularun tubo, con por lo menos una fuente de radiación , la cual irradia en un canal , por el cual pasa el perfil dematerial sintético , y que está dispuesto en una carcasa con un reflector , siendo insuflado en la carcasa un refrigerante gaseoso para la fuente de radiación , el cual sale al canal , y siendo insuflado en elcanal un refrigerante gaseoso para el perfil de material sintético , caracterizado porque la presión delrefrigerante insuflado en la carcasa es mayor a la entrada del canal que la presión del refrigerante para el perfil de material sintético .
Moldeo por inyección mejorado y enfriamiento de artículos de plástico.
(23/08/2013) Aparato de moldeo por inyección que comprende:
un molde que puede abrirse que tiene una pluralidad de cavidades y una pluralidad de machos de molde que se extienden generalmente de manera horizontal, para el moldeo por inyección de artículos que tienen una orientación generalmente horizontal;
una pluralidad de cavidades de enfriamiento posterior dirigidas generalmente de manera vertical dispuestas por debajo de dichas cavidades de molde y a las que, en uso, pueden pasar artículos moldeados por inyección desmoldados al menos parcialmente por gravedad cuando se desmoldan de dichas cavidades de molde y se expulsan de dichos machos de molde, y una serie de canales que tienen extremos superiores para recibir artículos moldeados…
Procedimiento y dispositivo para la fabricación de artículos en forma de losas de piedra conglomerada o material similar a la piedra.
(25/03/2013) Procedimiento para la fabricación de losas de material conglomerado, del tipo que comprende las etapassiguientes:
(a) preparar una mezcla inicial que consiste principalmente en uno o más productos granulados compuestos depiedra o material similar a la piedra, presentando dichos productos granulados una granulometría seleccionada, yun aglutinante que consiste en un aglutinante de resina sintética termoestable, preferentemente una resina depoliéster insaturada;
(b) depositar una capa de dicha mezcla, con un espesor predefinido, sobre una superficie de soporte temporal o enel interior de un molde, con un recubrimiento subsiguiente con un soporte similar;
(c) una etapa de vibrocompresión al vacío, durante la cual la capa de mezcla es sometida…
Procedimiento e instalación para aplicar un fluido en los fondos de recipientes termoplásticos, en particular para el enfriamiento de los fondos calientes de recipientes que salen de la unidad de moldeo.
(09/04/2012) Procedimiento para aplicar un fluido sobre el fondo de al menos un recipiente de materia termoplástica, en el que se pone en contacto con el fondo del citado al menos un recipiente una masa esponjosa impregnada con el citado fluido, y se mantiene la masa esponjosa en contacto con el citado fondo durante una duración predeterminada, el recipiente se acciona en desplazamiento sobre una trayectoria (T) predeterminada, caracterizado porque
- el recipiente se acciona por desplazamiento por medios transportadores dispuestos alrededor del cuello del recipiente,
- la masa esponjosa se acciona por desplazamiento a la misma velocidad que el recipiente sobre una trayectoria (U) casi paralela a la del recipiente al mismo tiempo que se aplica en contacto con el fondo del recipiente…
Masa esponjosa para tratar fondos de recipientes termoplásticos, instalación y uso de esta masa.
(04/04/2012) Masa esponjosa que permite tratar fondos de recipientes producidos en instalaciones de muy elevada cadencia de producción, siendo dicha masa adecuada para ser mantenida en contacto con el fondo de un recipiente durante un intervalo de tiempo predeterminado para un tratamiento de dicho fondo del recipiente, en el que dicha masa:
- presenta una cara principal de contacto con el fondo del recipiente; y
- comprende ranuras ciegas que se abren sobre dicha cara principal y que no desembocan en el lado opuesto y que están distribuidas en dos conjuntos de ranuras (15a, 15b) transversales entre sí que delimitan bloques ; y
- constituida por una espuma flexible reticulada de celdas semiabiertas y de elevada elasticidad;
y caracterizada porque está constituida por espuma de poliuretano que tiene una masa específica…
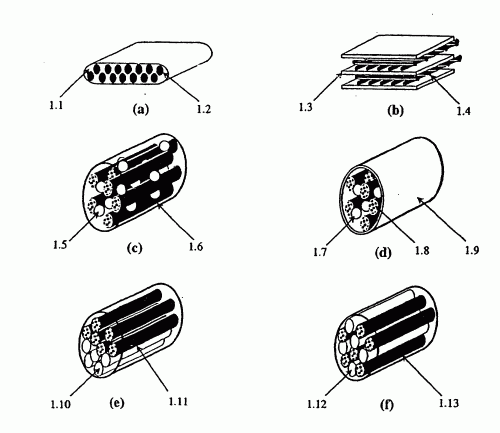
METODO PARA FABRICAR TUBOS TERMOPLASTICOS CURVOS.
(16/04/2007) Un método para fabricar un artículo tubular curvo donde dicho artículo tubular está compuesto de una construcción termoplástica, termoendurecible, elastomérica, o híbrida de un elastómero y un material termoplástico o termoendurecible, dicho artículo tubular teniendo una configuración en forma de serpentina tridimensional predeterminada donde dicho artículo exhibe una sección transversal y un espesor de pared consistente de manera uniforme a través de la longitud de dicho artículo, dicho método estando caracterizado por las etapas de: proporcionar una preforma tubular formable donde dicha preforma tubular está compuesta de una construcción termoplástica, termoendurecible,…
PROCEDIMIENTO Y APARATO DE REFRIGERACION DE UNA PREFORMA DESPUES DEL MOLDEADO, Y ESPIGA DE REFRIGERACION.
(01/05/2005) Espiga de refrigeración para enfriar una superficie de un artículo moldeado, comprendiendo la espiga de refrigeración : una parte de cuerpo que presenta una superficie externa y contiene un canal interno que presenta un primer extremo conectable, durante el funcionamiento, a un suministro de fluido de refrigeración gaseoso, presentando el canal interno un segundo extremo que termina en una boquilla de salida a través de la cual el fluido de refrigeración gaseoso, durante el funcionamiento, es expulsado forzadamente; y en la que, a lo largo de la espiga de refrigeración y en una posición desplazada de la boquilla de salida , una configuración de la superficie externa varía para causar,…
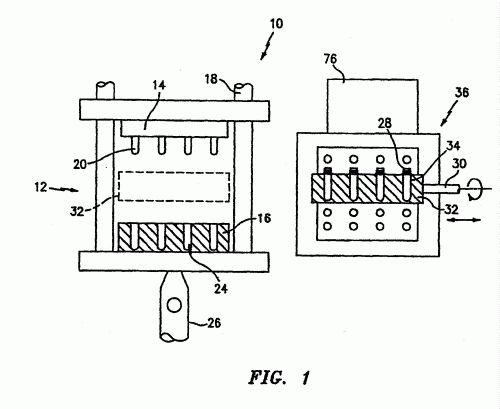
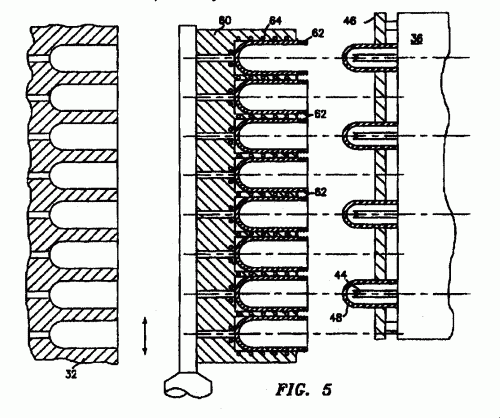
DISPOSITIVO COMPACTO DE ENFRIAMIENTO DESPUES DE MOLDEO.
(16/04/2005). Ver ilustración. Solicitante/s: HUSKY INJECTION MOLDING SYSTEMS LTD.. Inventor/es: NETER, WITOLD, OUESLATI, FAISAL, OLARU, GHEORGHE.
Procedimiento para el acondicionamiento térmico de artículos moldeados en una estación de acondicionamiento térmico con por lo menos dos niveles internos de acondicionamiento térmico , pudiendo estar dispuesta la estación de acondicionamiento térmico en el exterior de un molde, comprendiendo el procedimiento: la conformación de una pluralidad de artículos moldeados en una máquina de moldear , la extracción de dichos artículos moldeados de dicha máquina de moldear mientras dichos artículos están calientes y no totalmente solidificados, la transferencia de dichos artículos moldeados a un primer nivel de dicha estación de acondicionamiento térmico , el acondicionamiento térmico de dichos artículos moldeados en el interior de dicho primer nivel de dicha estación de acondicionamiento térmico , sometiendo a dichos artículos moldeados a por lo menos un tratamiento térmico por convección.
PROCESO DE MOLDEO DE ALTO RENDIMIENTO.
(01/01/2005). Ver ilustración. Solicitante/s: ECOLE POLYTECHNIQUE FEDERALE DE LAUSANNE. Inventor/es: WEIBEL, NICOLAS DENIS, WAKEMAN, MARTYN DOUGLAS, VUILLIOMENET, PASCAL, MANSON, JAN-ANDERS EDVIN.
Proceso para moldear una pieza, en el que un material moldeable se introduce en un molde , el molde se calienta hasta por lo menos una temperatura en la que dicho material es moldeable, el molde se enfría y dicha pieza se extrae del molde, caracterizado porque dicho material moldeable se coloca en una cámara, dicha cámara y dicho material moldeable se introducen en dicho molde, y porque el moldeo se realiza por medio de un proceso de moldeo por hinchado de cámara, en el que el molde se calienta por inmersión en un baño líquido mantenido a una temperatura superior a la temperatura más baja en la que el material es moldeable.
PROCEDIMIENTO Y APARATO DE REFRIGERACION DE UNA PREFORMA DESPUES DE MOLDEADO.
(16/04/2003). Ver ilustración. Solicitante/s: HUSKY INJECTION MOLDING SYSTEMS LTD.. Inventor/es: NETER, WITOLD, OUESLATI, FAISAL, OLARU, GHEORGHE, BRAND, TIEMO, ELLIOTT, GORDON, UNTERLANDER, RICHARD.
ESTA INVENCION SE RELACIONA CON UN PROCEDIMIENTO Y UN APARATO PERFECCIONADOS PARA EL MOLDEO POR INYECCION Y EL ENFRIAMIENTO DE ARTICULOS MOLDEADOS, COMO FORMAS PREVIAS, DESTINADOS A EVITAR LA CRISTALIZACION. EL APARATO Y EL PROCEDIMIENTO HACEN USO DE UNA PLACA DESMOLDADORA PARA RETIRAR LOS ARTICULOS DE UN MOLDE, PUDIENDO INCLUIR LA CITADA PLACA DISPOSITIVOS TRANSMISORES DEL CALOR PARA ENFRIAR LAS SUPERFICIES EXTERIORES DE LOS ARTICULOS MOLDEADOS O DE LAS FORMAS PREVIAS, Y UN SISTEMA PARA ENFRIAR BAJO CONTROL LAS SUPERFICIES INTERIORES DE LOS ARTICULOS MOLDEADOS O DE LAS FORMAS PREVIAS.
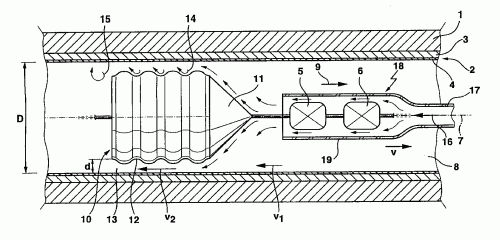
PROCEDIMIENTO Y ELEMENTO O CUERPO DE ACELERACION PARA EL ENFRIAMIENTO POR AIRE DE UN TUBO FLEXIBLE ENDURECIBLE.
(01/04/2003). Ver ilustración. Solicitante/s: BKP BEROLINA POLYESTER GMBH & CO. KG. Inventor/es: ODENWALD, RALF, DIPL.-ING., AUER, HELMUT DIPL.-KAUFMANN.
PARA ENFRIAR UNA MANGUERA QUE REVISTE POR EL INTERIOR UN TUBO O SIMILAR CON UNA PARED DE MANGUERA ENDURECIBLE , SE DESPLAZA CONFORME A LA INVENCION A TRAVES DE LA MANGUERA UN CUERPO DE ACELERACION DE AIRE QUE REDUZCA LA SECCION DE FLUJO DE AIRE EN EL INTERIOR DE LA MANGUERA HASTA DEJAR UN INTERSTICIO CONTIGUO A LA PARED DE LA MANGUERA , PREFERENTEMENTE UN INTERSTICIO ANULAR . DEBIDO AL AIRE QUE PASA A SUPERIOR VELOCIDAD A LO LARGO DEL CUERPO DE ACELERACION SE ENFRIA LA PARED INTERIOR DE LA MANGUERA DE MODO QUE EN LA PARED INTERIOR APARECE UNA TEMPERATURA SUPERFICIAL MAS BAJA.
DISPOSITIVO REFRIGERADOR DE AIRE, APLICABLE A MAQUINAS EXTRUSORAS Y SIMILARES.
(16/10/1998) 1. DISPOSITIVO REFRIGERADOR DE AIRE, APLICABLE A MAQUINAS EXTRUSORAS Y SIMILARES, CARACTERIZADO POR COMPRENDER UNA CAJA-CARCASA DE CONFIGURACION PRISMATICA DEFINIDA ESTRUCTURALMENTE POR SUS ARISTAS LONGITUDINALES Y ARISTAS FORMANTES DE SUS BASES EXTREMAS, TODAS ELLAS DE CONFIGURACION A BASE DE PERFILES METALICOS SUSTENTADORES DE CARAS FORMADAS POR EMPAREDADOS DE CHAPA METALICA CON INTERPOSICION DE UNA CAPA DE UN MATERIAL TERMOAISLANTE DE ESTRUCTURA CELULAR Y MUY BAJO COEFICIENTE DE TRANSMISION DEL CALOR, ASOCIANDOSE A LAS BASES EXTREMAS DE LA CAJA-CARCASA SENDOS CUERPOS DE ADAPTACION A CONDUCCIONES, CONSTITUIDOS POR RESPECTIVAS ZONAS TRONCOPIRAMIDALES DE ADAPTACION CON EMBOCADURAS…
METODO PARA FORRAR OBJETOS DE PLASTICO CON UNA CAPA DELGADA DE MATERIAL TERMOSENSIBLE.
(16/03/1998). Solicitante/s: GAGLIANI, GIUSEPPE SAGONA, MARGHERITA. Inventor/es: GAGLIANI, GUISEPPE, SAGONA, MARGHERITA.
PROCESO PARA UNIFICAR CON CALOR ESTRUCTURAS FINAS DE MATERIAL SINTETICO COMO TEJIDOS PLANOS Y NO PLANOS, MOQUETAS Y OTROS TIPOS, CON PRODUCTOS MANUFACTURADOS , FABRICADOS CON MATERIAL DE PLASTICO, SOBRE TODO, POR MEDIO DE TECNICAS MUY CONOCIDAS TALES COMO MOLDEADO, CONFORMADO POR VACIO, TERMOCONFORMADO, CALANDRADO Y OTRAS; EL PROCESO CONSISTE EN EL HECHO DE QUE LA ESTRUCTURA FINA SE CONVIERTE EN TERMOCONDUCTORA MEDIANTE TRATAMIENTO GENERALMENTE CON EMULSIONES, PASTAS, ETCETERA QUE CONTIENEN AGUA, METALES, PRODUCTOS TERMOCONDUCTORES Y SE LOGRA QUE SE ADHIERA A UNA PARED DE METAL O DE OTRO MATERIAL ALTAMENTE TERMOCONDUCTOR, DE TAL FORMA QUE, DURANTE EL PROCESO DE UNIFICACION, EL CALOR TRANSFERIDO DEL MATERIAL DE PLASTICO QUE CONFORMA EL PRODUCTO MANUFACTURADO A LA ESTRUCTURA FINA ANTERIORMENTE MENCIONADA PASA RAPIDAMENTE DE ESTE ULTIMO A LA PARED TERMOCONDUCTORA EVITANDO ASI QUE DICHA ESTRUCTURA SE SOBRECALIENTE Y SE DAÑE.
MAQUINA PARA FORMAR BOLITAS DE RESINA SINTETICA.
(16/10/1997). Solicitante/s: YKK CORPORATION. Inventor/es: KUSE, KAZUKI, YOSHIDA, HIROSHI, KANDO, AKIYOSHI.
UNA MAQUINA DE FORMAR BOLITAS DE RESINA SINTETICA INCLUYE UN CILINDRO DE EXTRUSION QUE FORMA , CON EL PLANO HORIZONTAL, UN ANGULO DE INSTALACION ZETA EN EL QUE 0 UN PASADIZO DE ALIMENTACION DE MATERIA PRIMA QUE SE EXTIENDE HACIA ARRIBA DEL MENCIONADO CILINDRO DE EXTRUSION EN UN ANGULO PREDETERMINADO EN RELACION AL EJE LONGITUDINAL DEL MENCIONADO CILINDRO DE EXTRUSION , Y UNA UNIDAD DE ENFRIAMIENTO DISPUESTA BAJO UN CABEZAL DE DADO Y QUE TIENE UNA CONSTRUCCION EN DOBLE BAÑO COMPUESTO DE UN PRIMER BAÑO DE ENFRIAMIENTO Y UN SEGUNDO BAÑO DE ENFRIAMIENTO DISPUESTO EN EL PRIMER BAÑO DE ENFRIAMIENTO . ASI SE CONSTRUYE UN MAQUINA DE FORMAR BOLITAS COMPACTA EN TAMAÑO Y CAPAZ DE ASEGURAR UNA ALIMENTACION FLUIDA DE MATERIA PRIMA AL CILINDRO DE EXTRUSION ASI COMO EL PASO FLUIDO DE UN FILAMENTO COMPACTO (S) A TRAVES DE LA UNIDAD DE ENFRIAMIENTO.
PROCEDIMIENTO Y APARATO PARA PRODUCIR MATERIALES LAMINADOS.
(01/10/1997). Solicitante/s: CARNAUDMETALBOX PLC. Inventor/es: ROWLAND, MARK, JEREMY.
UN PROCESO PARA PRODUCIR MATERIALES LAMINADOS QUE CONSTA DE UNA LAMINA DE METAL LAMINADO EN UNO O LOS DOS LADOS DE UNA PELICULA O PELICULAS DE POLIMERO. EL PROCESO COMPRENDE LA FORMACION DE UNA LAMINA MEDIANTE UNA COMBINACION DE CALOR Y PRESION SEGUIDA POR RECALENTAMIENTO. SE PROPORCIONA UNA ZONA DE CALOR PARA CALENTAR Y/O ENFRIAR LA LAMINA DESPUES DEL PASO DE RECALENTAMIENTO Y ANTES DE LA FASE DE ENFRIAMIENTO RAPIDO, DE MANERA QUE EL LAMINADO ENTRA EN EL PASO DE ENFRIAMIENTO RAPIDO A UNA TEMPERATURA SUSTANCIALMENTE CONSTANTE, AL MARGEN DE LA VELOCIDAD DE LINEA.
PROCEDIMIENTO Y APARATO PARA PRODUCIR MATERIALES ESTRATIFICADOS.
(01/12/1996). Solicitante/s: CARNAUDMETALBOX PLC. Inventor/es: NEWCOMB, PETER MICHAEL, ROWLAND, MARK, JEREMY, SINGH, HARJAP, TREADGOLD, ALLEN, CHRISTOPHER.
UN PROCESO Y APARATO PARA PRODUCIR MATERIALES LAMINADOS, EN LE QUE UNA O MAS PELICULAS DE POLIMEROS SON LAMINADAS SOBRE UNA TIRA DE METAL MEDIANTE UNA COMBINACION DE CALOR Y PRESION. GENERALMENTE, LAS PELICULAS DE POLIMEROS SE SUMINISTRAN A LOS DOS LADOS DE LA TIRA DE METAL EN UN BOTON DE LAMINACION QUE EJERCE UNA FUERZA DE AL MENOS 15KN/M. LOS RODILLO DE BOTON, TAMBIEN PUEDEN ESTAR A DISTINTAS TEMPERATURAS, BIEN POR SER UNO DE LOS RODILLOS DE MATERIAL CONDUCTOR, COMO ACERO, Y EL OTRO DE UN MATERIAL AISLANTE, O BIEN POR UN ENFRIAMIENTO ACTIVO DE LOS MISMOS. ESTO PERMITE QUE LAS PELICULAS QUE TIENEN DISTINTAS TEMPERATURAS DE ABLANDAMIENTO PUEDAN SER LAMINADAS SIMULTANEAMENTE SIN RIESGO DE UNA MICROASTILLAMIENTO DE LOS RODILLOS DE RECOGIDA.
DISPOSITIVO PARA LA REFRIGERACION Y GRANULADO DE EXTRUSIONADOS EN ESTADO DE FUSION.
(16/06/1994). Solicitante/s: RIETER AUTOMATIK GMBH. Inventor/es: ZANG, HARALD, KEILERT, JURGEN, NOGOSSEK, ALFRED.
UN DISPOSITIVO PARA ENFRIAR Y GRANULAR FIBRAS FUNDIDAS, ES PARTICULAR DE PLASTICO, EXTRUIDAS DESDE BOQUILLAS TIENE UN CANAL DE TRANSPORTE CUYO LADO DE ENTRADA Y EXTREMO (AREA COLECTORA) ESTA COLOCADO DEBAJO DE LAS BOQUILLAS; HAY COLOCADO UN GRANULADOR CORRIENTE ABAJO DEL CANAL DE TRANSPORTE. EL CANAL DE TRANSPORTE CONSISTE ESENCIALMENTE A TODO SU LARGO (AREA COLECTORA) JUNTO CON EL AREA DE TRANSPORTE ADYACENTE, EN UNA LAMINA METALICA PERFORADA O MATERIAL DE TAMICES QUE ESTA ACANALADO DE TAL MANERA QUE SOLO PUEDE SER TRANSPORTADA UNA FIBRA POR ACANALADURA. LAS FIBRAS SON LLEVADAS Y GUIADAS A LO LARGO DEL CANAL DE TRANSPORTE POR UN CHORRO DE GAS QUE PASA A TRAVES DE EL. EN EL EXTREMO SUPERIOR DE LOS CANALES DE TRANSPORTE, SE SOPLA UN CHORRO DE GAS LONGITUDINAL EN LAS ACANALADURAS ANTES DE RECOGER LAS FIBRAS.
{kind=link}
{kind=link}
{kind=link}
{kind=link}