Refrigeración de moldes por recuperación de la energía del aire comprimido consumido en un proceso de moldeo por soplado.
Dispositivo de refrigeración para un molde (12) de una máquina de moldeo por soplado,
que comprende:un refrigerador de expansión que tiene un lado de alta presión y un lado de baja presión, recibiendo dicho lado dealta presión gas a presión utilizado para el moldeo de un artículo en la máquina de moldeo por soplado y teniendouna primera temperatura; y
un canal de refrigeración (13) dispuesto en el molde (12) y que recibe gas de lado de baja presión del refrigerador deexpansión a una segunda temperatura inferior a la primera temperatura, pasando dicho gas a la segundatemperatura por el canal de refrigeración (13) y refrigerando el molde.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2007/025011.
Solicitante: NESTLE WATERS NORTH AMERICA INC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 777 WEST PUTNAM AVENUE GREENWICH CT 06830 ESTADOS UNIDOS DE AMERICA.
Inventor/es: LEONE,ROBERT L.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C33/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › utilizando líquido, gas o vapor de agua.
- B29C35/16 B29C […] › B29C 35/00 Calentamiento, enfriamiento o endurecimiento, p. ej. reticulación, vulcanización; Aparatos a este efecto (moldes con medios de calentamiento o de enfriamiento incorporados B29C 33/02; dispositivos para el endurecimiento de prótesis dentales de materia plástica A61C 13/14; antes del moldeo B29B 13/00). › Refrigeración.
- B29C49/48 B29C […] › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Moldes.
- F25B9/04 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F25 REFRIGERACION O ENFRIAMIENTO; SISTEMAS COMBINADOS DE CALEFACCION Y DE REFRIGERACION; SISTEMAS DE BOMBA DE CALOR; FABRICACION O ALMACENAMIENTO DEL HIELO; LICUEFACCION O SOLIDIFICACION DE GASES. › F25B MAQUINAS, INSTALACIONES O SISTEMAS FRIGORIFICOS; SISTEMAS COMBINADOS DE CALEFACCION Y DE REFRIGERACION; SISTEMAS DE BOMBA DE CALOR (sustancias para la transferencia, intercambio o almacenamiento de calor, p. ej. refrigerantes, o sustancias para la producción de calor o frío por reacciones químicas distintas a la combustión C09K 5/00; bombas, compresores F04; utilización de bombas de calor para la calefacción de locales domésticos o de otros locales o para la alimentación de agua caliente de uso doméstico F24D; acondicionamiento del aire, humidificación del aire F24F; calentadores de fluidos que utilizan bombas de calor F24H). › F25B 9/00 Máquinas, instalaciones o sistemas por compresión en los cuales el refrigerante es aire u otro gas de bajo punto de ebullición. › utilizando el efecto torbellino.
PDF original: ES-2425644_T3.pdf
Fragmento de la descripción:
Refrigeración de moldes por recuperación de la energía del aire comprimido consumido en un proceso de moldeo por soplado 5 Antecedentes de la invención La invención se refiere a la refrigeración de un molde utilizado en el proceso de moldeo por soplado, y más particularmente a la refrigeración de un molde o secciones de un molde por recuperación de energía del aire o gas comprimido utilizado para el funcionamiento de una máquina de moldeo y para conformar los contenedores dentro del molde.
En un procedimiento típico de moldeo por soplado utilizado en la fabricación de contendores de plástico, tal como botellas de PET (polietilen tereftalato) , el material plástico inicial es calentado a unos 95ºC, temperatura que se encuentra 20ºC por encima de la temperatura de transición a estado vítreo. El calor suministrado reblandece el material inicial de plástico, de manera que éste puede ser estirado y conformado para el llenado del molde. Se insufla, en el interior de una preforma del contenedor, aire comprimido a una presión de unos 30 bar y a una temperatura comprendida aproximadamente entre 20ºC y 30ºC, forzando al contenedor contra las paredes del molde. De esta manera, el contenedor adopta la forma de la cavidad del molde.
Antes de retirar el contenedor moldeado por soplado del molde, éste es enfriado por debajo de la temperatura de transición a estado vítreo del material plástico, es decir, por debajo de unos 70ºC para el PET. En las máquinas de moldeo actuales, el molde es enfriado haciendo pasar agua enfriada aproximadamente a unos 12ºC por canales de refrigeración dispuestos en el molde o sobre el molde. El agua es enfriada en un sistema de refrigeración de bucle cerrado y es enfriada a través de sistemas de conductos aislados hasta el molde de soplado, donde fluye por los canales de refrigeración. Durante el proceso de moldeo, la temperatura del agua aumenta en unos 2ºC. A continuación, el agua es devuelta desde el molde al sistema de refrigeración para eliminar el calor. Se dan a conocer dispositivos de refrigeración de la técnica anterior para moldes de máquinas de moldeo por soplado en el documento WO-A-2005 123 357.
Los sistemas refrigerados por agua están sujetos a formación de depósitos y corrosión, son caros de mantener y requieren suministro de energía externa para enfriar el agua, mientras que la energía contenida en el gas comprimido utilizado en el proceso de moldeo por soplado se desperdicia, dado que el gas comprimido es simplemente evacuado al medio ambiente.
Por lo tanto, sería deseable dar a conocer un sistema y procedimiento para la refrigeración de una máquina de moldeo por soplado utilizando menos energía.
Resumen de la invención La presente invención da a conocer un sistema y procedimiento para la refrigeración de una máquina de moldeo por soplado que utiliza menos energía. La invención consigue también el resultado de recuperar la energía que, de otro modo se desperdicia, del gas comprimido utilizado para el soplado del molde y para hacer funciona la máquina. La energía recuperada es utilizada para la refrigeración del molde.
De acuerdo con un aspecto de la invención, un dispositivo de refrigeración para un molde de una máquina de moldeo por soplado comprende un refrigerador de expansión que tiene un lado de alta presión y un lado de baja presión, de manera que el lado de alta presión recibe gas a presión a una primera temperatura utilizado para moldear un artículo en la máquina de moldeo por soplado y un canal de refrigeración dispuesto en el molde y que recibe gas del lado de baja presión del refrigerador de expansión a una segunda temperatura más baja que la primera temperatura. El gas a la segunda temperatura fluye por el canal de refrigeración y enfría el molde.
De acuerdo con otro aspecto de la invención, un procedimiento para la refrigeración de un molde de un aparato de moldeo por soplado comprende las etapas de expulsar el gas a una primera temperatura del compartimiento a 55 presión del aparato de moldeo por soplado a través de un refrigerador de expansión para proporcionar un flujo de gas a una segunda temperatura más baja que la primera temperatura y dirigir el flujo de gas a la segunda temperatura por un canal de refrigeración en un molde para refrigerar dicho molde.
Las realizaciones ventajosas pueden incluir una o varias de las siguientes características. El dispositivo de refrigeración puede incluir un colector configurado para suministrar el gas a presión al volumen interior del artículo a moldear y para expulsar el gas a presión del artículo moldeado al lado de alta presión del refrigerador de expansión. El refrigerador de expansión puede tener un estrechamiento de tipo Venturi.
En una realización, por lo menos un tubo de turbulencia puede ser colocado entre el lado de baja presión del
refrigerador de expansión y el canal de refrigeración. El tubo de turbulencia tiene una abertura de entrada configurada para recibir el gas desde el lado de baja presión del refrigerador de expansión y una abertura de salida fría en comunicación de fluido con el canal de refrigeración. Gas frío de la abertura de salida fría pasa a través de un canal de refrigeración del molde y refrigera el molde. Se pueden utilizar más de un tubo de turbulencia dado que el molde puede incluir varias secciones de molde con canales de refrigeración separados. Los diferentes tubos de turbulencia pueden ser conectados a diferentes canales de refrigeración en las diferentes secciones del molde.
En una realización, se puede disponer un depósito más arriba del, como mínimo, primer tubo de turbulencia, con el depósito a una presión intermedia entre la presión del gas a presión y la presión de la abertura de salida del tubo o tubos de turbulencia. La presión intermedia es preferentemente constante, independiente del ciclo de moldeo de la máquina de moldeo por soplado.
El aparato de moldeo por soplado puede incluir uno o varios dispositivos de accionamiento que pueden ser activados de forma neumática, para conectar una tobera de soplado al gollete del molde y hacer funcionar una varilla de estirado para estirar una preforma del artículo. El gas que escapa de los accionadores y/o de cualquier otra sección a presión del aparato de moldeo puede ser dirigido por otro tubo de turbulencia que entonces puede suministrar también gas frío a los canales de refrigeración. Preferentemente, el gas a presión que sale desde el, como mínimo, un accionador gas a presión que sale del artículo moldeado a presión son las únicas fuentes de energía que refrigeran el molde.
El funcionamiento cíclico del aparato de moldeo por soplado puede ser temporizado mediante un circuito de temporización configurado para el accionamiento de diferentes válvulas, colectores, accionadores, etc. Se puede recuperar energía adicional de las aberturas de salida calientes de los diferentes tubos de turbulencia, con el gas caliente a utilizar, por ejemplo, para aumentar o mantener la temperatura de la preforma o para calentar el cuerpo del molde para controlar la retracción del contenedor.
El artículo a moldear puede estar realizado a base de un material plástico y la temperatura del gas en la salida de gas frío de los tubos de turbulencia se puede ajustar ventajosamente a un valor por debajo de la temperatura de transición a estado vítreo del material plástico.
Otras características y ventajas de la presente invención quedarán evidentes de la siguiente descripción de realizaciones a título de ejemplo y a partir de las reivindicaciones.
Breve descripción de los dibujos Los objetivos anteriores y otros objetivos y ventajas de la invención quedarán evidentes al tomar en consideración la siguiente descripción detallada, conjuntamente con los dibujos adjuntos en los que los caracteres de referencia iguales se refieren a iguales partes en su conjunto y en los cuales:
La figura 1 muestra un sistema convencional para refrigeración de un molde por soplado; y
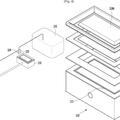
La figura 2 muestra un sistema, según la invención, para la refrigeración de un molde por soplado.
Descripción detallada de la invención La invención está dirigida a sistemas y procedimientos que refrigeran de forma eficaz un molde al final del proceso 45 de moldeo, para facilitar la retirada de un contenedor dimensionalmente estable, de dentro del molde. En particular, los sistemas y procedimientos descritos pueden recuperar energía del gas comprimido utilizado en el proceso de moldeo por soplado. La energía recuperada es utilizada para la refrigeración del molde ahorrando de esta manera energía en comparación con procedimientos convencionales de refrigeración que utilizan recirculación... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo de refrigeración para un molde (12) de una máquina de moldeo por soplado, que comprende: un refrigerador de expansión que tiene un lado de alta presión y un lado de baja presión, recibiendo dicho lado de alta presión gas a presión utilizado para el moldeo de un artículo en la máquina de moldeo por soplado y teniendo una primera temperatura; y un canal de refrigeración (13) dispuesto en el molde (12) y que recibe gas de lado de baja presión del refrigerador de expansión a una segunda temperatura inferior a la primera temperatura, pasando dicho gas a la segunda temperatura por el canal de refrigeración (13) y refrigerando el molde.
2. Dispositivo de refrigeración, según la reivindicación 1, que comprende además un colector configurado para suministrar el gas a presión a un volumen interior del artículo a moldear y para expulsar el gas a presión del artículo moldeado a lado alta presión del refrigerador de expansión.
3. Dispositivo de refrigeración, según la reivindicación 1, en el que el refrigerador de expansión comprende un estrechamiento Venturi.
4. Dispositivo de refrigeración, según la reivindicación 1, que comprende además, como mínimo, un primer tubo de turbulencia interpuesto entre el lado de baja presión del refrigerador de expansión y el canal de refrigeración y que tiene una abertura de entrada configurada para recibir el gas desde el lado de baja presión del refrigerador de expansión y una abertura de salida fría en comunicación de fluido con el canal de refrigeración.
5. Dispositivo de refrigeración, según la reivindicación 4, que comprende además un recipiente dispuesto más arriba
del, como mínimo, un tubo de turbulencia, teniendo dicho recipiente una presión intermedia entre una presión del 25 gas a presión y la presión de la abertura de salida del, como mínimo, un tubo de turbulencia.
Dispositivo de refrigeración, según la reivindicación 5, en que dicha presión intermedia es sustancialmente constante independiente de un ciclo de moldeo de la máquina de moldeo por soplado.
7. Dispositivo de refrigeración, según la reivindicación 6, en el que: el molde comprende una serie de secciones del molde, teniendo cada correspondiente sección del molde canales de refrigeración específicos; el dispositivo de refrigeración comprende una serie de primeros tubos de turbulencia; y cada uno de la serie de primeros tubos de turbulencia está conectado a canales de refrigeración de una sección correspondiente de las secciones del molde.
8. Dispositivo de refrigeración, según la reivindicación 1, en el que la máquina de moldeo por soplado comprende un accionador configurado para el accionamiento de, como mínimo, una tobera de soplado para conectar el gas a presión a un volumen interior de un artículo a moldear y una varilla de estirado para expansionar una preforma del artículo a moldear.
9. Dispositivo de refrigeración, según la reivindicación 8, en el que el accionador es un accionador neumático.
10. Dispositivo de refrigeración, según la reivindicación 8, en el que el accionador es una leva. 45
11. Dispositivo de refrigeración, según la reivindicación 9, en el que: el accionador es accionado por gas a presión; comprendiendo adicionalmente el dispositivo de refrigeración: un segundo tubo de turbulencia que tiene una abertura de entrada configurada para recibir el gas a presión expulsado desde, como mínimo, el accionador en el extremo del ciclo de moldeo y una abertura de salida fría en comunicación de fluido con un canal de refrigeración del molde para refrigerar el molde.
12. Dispositivo de refrigeración, según la reivindicación 11, en el que el gas a presión expulsado de, como mínimo, el accionador y el gas a presión expulsado desde el artículo moldeado, son sustancialmente las únicas fuentes de energía de refrigeración del molde.
13. Dispositivo de refrigeración, según la reivindicación 1, que comprende además un circuito de temporización que define un ciclo de moldeo de la máquina de moldeo por soplado.
14. Dispositivo de refrigeración, según la reivindicación 1, en el que el primer tubo de turbulencia comprende una abertura de salida caliente que aplica gas caliente para calentar la preforma del artículo a moldear.
15. Dispositivo de refrigeración, según la reivindicación 1, en el que: el artículo a moldear esta constituido por un material plástico que tiene una temperatura de transición a estado líquido y la segunda temperatura es menor que la temperatura de transición a estado líquido del material plástico.
16. Procedimiento para la refrigeración de un molde (12) , de un aparato de moldeo por soplado que comprende:
expulsar gas a una primera temperatura desde un compartimiento a presión del aparato de moldeo por soplado a través de un refrigerador de expansión para proporcionar un flujo de gas a una segunda temperatura más baja que la primera temperatura; y direccionar el flujo de gas a la segunda temperatura a través del canal de refrigeración (13) de un molde (12) para refrigerar el molde, en el que dicho direccionado comprende: disponer de un primer tubo de turbulencia (23) ; hacer pasar el flujo de gas que sale del refrigerador de expansión a una abertura de entrada del primer tubo de turbulencia (23) ; o bien hacer pasar el gas que sale de un extremo frío del primer tubo de turbulencia (23) a través del canal de refrigeración (13) del molde (12) .
17. Procedimiento, según la reivindicación 16, en el que el compartimiento comprende un volumen interior del
artículo moldeado en el molde. 15
18. Procedimiento, según la reivindicación 17, en el que la segunda temperatura es menor que la temperatura de transición a estado vítreo del material del que se produce el artículo.
19. Procedimiento, según la reivindicación 16, que prevé adicionalmente un segundo tubo de turbulencia que recibe
gas a presión de los componentes de presión utilizados para el funcionamiento del aparato de moldeo por soplado y haciendo pasar gas frío que sale de una abertura fría del segundo tubo de turbulencia por un canal de refrigeración del molde para refrigerar el molde.
Patentes similares o relacionadas:
Procedimiento y aparato para enfriar y acondicionar un molde, del 22 de Abril de 2020, de Pegaso Industries S.p.A: Un procedimiento para enfriar y acondicionar un molde de una unidad de moldeo de materiales plásticos, que comprende los pasos de: - […]
Método y molde para la fabricación de piezas de material compuesto, del 15 de Abril de 2020, de AIRBUS OPERATIONS, S.L: Método para la fabricación de piezas de material compuesto, en el que al menos una primera pieza de material compuesto se une a una segunda […]
Método de fabricación de un panel sándwich, del 19 de Febrero de 2020, de FITS HOLDING BV: Método de fabricación de un panel sándwich que comprende las etapas de: a) una etapa de montaje de proporcionar un conjunto en forma de placa de una primera […]
 Refrigerador, del 25 de Septiembre de 2019, de LG ELECTRONICS INC.: Un refrigerador que comprende:
un cuerpo principal que define un espacio interno; y
una puerta proporcionada para abrir y cerrar el cuerpo […]
Refrigerador, del 25 de Septiembre de 2019, de LG ELECTRONICS INC.: Un refrigerador que comprende:
un cuerpo principal que define un espacio interno; y
una puerta proporcionada para abrir y cerrar el cuerpo […]
Proceso para la formación de gránulos de adhesivo termofusible de poli-alfa olefina amorfa, y gránulos producidos de ese modo, del 14 de Agosto de 2019, de Henkel IP & Holding GmbH: Un proceso para la formación de una pluralidad de gránulos de adhesivo termofusible que comprende las etapas de: a) extruir el adhesivo a través de un orificio […]
Proceso para la formación de unidades llenadas con fluido y serie de unidades llenadas con fluido, del 12 de Junio de 2019, de AUTOMATED PACKAGING SYSTEMS, INC.: Proceso para formar unas unidades llenadas con fluido que comprende: alimentar una banda de un suministro a una estación de inflado , presentando la banda […]
Dispositivo de refrigeración para la refrigeración de un cordón de soldadura en un pliegue lateral de un material de lámina en una instalación de llenado de sacos, del 20 de Febrero de 2019, de WINDMOLLER & HOLSCHER KG: Dispositivo de refrigeración para refrigerar un cordón de soldadura en un pliegue lateral de un material de lámina en una instalación de llenado de […]
Pasador de refrigeración para refrigerar una pieza de plástico moldeada hueca mediante un flujo de fluido de refrigeración acelerado por efecto venturi, del 30 de Mayo de 2018, de Plastipak BAWT S.à.r.l: Un pasador de refrigeración para refrigerar una pieza de plástico (P) hueca moldeada, y que comprende un tubo de soplado hueco que tiene una entrada […]