CIP-2021 : G05B 19/4065 : Monitorización de rotura, de la vida o del estado de una herramienta.
CIP-2021 › G › G05 › G05B › G05B 19/00 › G05B 19/4065[4] › Monitorización de rotura, de la vida o del estado de una herramienta.
G FISICA.
G05 CONTROL; REGULACION.
G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K).
G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00).
G05B 19/4065 · · · · Monitorización de rotura, de la vida o del estado de una herramienta.
CIP2021: Invenciones publicadas en esta sección.
Dispositivo y método para medir y monitorizar herramientas.
(23/10/2019) Dispositivo para medir y monitorizar herramientas de una máquina herramienta , en el que la máquina herramienta presenta un árbol del husillo , dispuesto en una carcasa del husillo , para la herramienta , en el que por medio de la herramienta puede mecanizarse con arranque de virutas una pieza de trabajo con conductividad eléctrica , estando el árbol del husillo aislado eléctricamente respecto de la carcasa del husillo , con
- un sistema de medición y monitorización , en el que el sistema de medición y monitorización mide al menos una variable eléctrica de medición que depende del estado de contacto entre la herramienta y la pieza de trabajo , en el que
- un transmisor giratorio contacta el árbol del husillo en rotación y está conectado eléctricamente con…
Procedimiento y dispositivo para la configuración automática de una función de supervisión de una máquina-herramienta.
(27/03/2019). Solicitante/s: MARPOSS Monitoring Solutions GmbH. Inventor/es: LANGE, DIRK, EUHUS,DIRK, BONAS,FRANK AUGUST JOACHIM.
Procedimiento para la facilitación automatizada de una función de supervisión para un proceso de mecanizado , que se debe realizar por una máquina-herramienta , con las etapas siguientes:
a. análisis de un programa de fabricación asistida por ordenador, CAM (Computer-Aided Manufacturing), del proceso de mecanizado con ayuda de un postprocesador con respecto a las etapas de mecanizado que se deben supervisar; y
b. inserción al menos de una instrucción de supervisión en un programa de control de la máquina-herramienta mediante el postprocesador , que se ejecuta durante la realización del proceso de mecanizado.
PDF original: ES-2732804_T3.pdf
Procedimiento y dispositivo para el mecanizado con arranque de viruta de una herramienta.
(20/02/2019) Procedimiento (V) para el mecanizado con arranque de viruta de una herramienta con las siguientes etapas:
- realizar una medición tridimensional de la herramienta y generar un modelo virtual tridimensional de herramienta (M) de la herramienta a partir de los datos procedentes de la medida tridimensional;
- proporcionar varios registros de datos de herramienta (WD), cada uno de ellos con uno un contorno de referencia (R) de la herramienta y/o con al menos un parámetros de herramienta (MP) correspondiente a un valor característico de la herramienta , en el que cada registro de datos de herramienta (WD),…
Método de ajuste y/o control de los parámetros de funcionamiento de una máquina de procesamiento de piezas de trabajo.
(02/01/2019) Método para configurar y/o controlar los parámetros de funcionamiento de una máquina de mecanizado de piezas que disponga de un portaherramientas y de medios para desplazar una pieza y el portaherramientas uno respecto a otro al menos a lo largo de un primer eje, donde se registran valores de al menos una de las siguientes variables medidas que se producen en el portaherramientas durante la interacción entre la herramienta y la pieza, y que se transmiten al portaherramientas durante el mecanizado del portaherramientas y durante la acción de la herramienta a una pieza que se está registrando y durante la secuencia de mecanizado:
a) Momentos flectores o componentes del momento flector en dirección y magnitud,
utilizándose los valores determinados para al menos una variable…
Pieza bruta y diversos instrumentos para la fabricación de prótesis dentales moldeadas y proceso para la fabricación de la prótesis.
(02/09/2015) Pieza bruta y diversos instrumentos para la fabricación de prótesis dentales moldeadas, que constan de un cuerpo principal de la pieza bruta a partir del cual, retirando material con los diversos instrumentos de diferente perfil exterior, se puede obtener la prótesis moldeada, teniendo al menos dos de los instrumentos forma cilíndrica, caracterizada por que la pieza bruta presenta al menos una plantilla configurada como rebaje que se ajusta al perfil exterior ideal de un instrumento y cuya forma geométrica está configurada de manera que el instrumento elegido para el trabajo pueda ser reconocido en la plantilla por su perfil exterior, teniendo la plantilla una hendidura adecuada al perfil exterior ideal del primer instrumento cilíndrico con un primer diámetro (d1), diámetro que es menor…
PROCEDIMIENTO Y SISTEMA PARA LA MONITORIZACIÓN EN TIEMPO REAL DE UNA OPERACIÓN DE MECANIZADO.
(06/06/2014) Procedimiento y sistema para la monitorización en tiempo real de una operación de mecanizado.
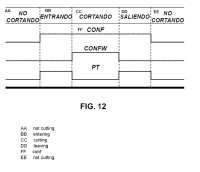
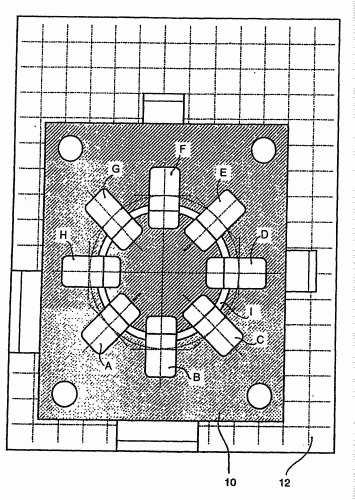
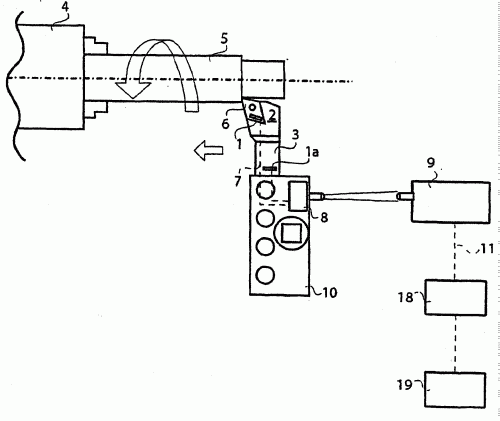
La presente invención divulga un procedimiento de alta precisión para monitorizar en tiempo real el estado del contacto herramienta-pieza de trabajo en operaciones de mecanizado y la detección de la rotura de la herramienta. Un primer aspecto de la invención describe un procedimiento de monitorización del comportamiento dinámico del proceso de corte de una operación de mecanizado, basado en la medida de la caída de voltaje entre herramienta de corte y pieza. El método es especialmente útil en operaciones de micromecanizado aunque su concepto general es aplicable a operaciones de mecanizado en general. Un segundo aspecto está dirigido a un sistema para la monitorización en tiempo real de operaciones de mecanizado que comprende fundamentalmente: un sensor para…
PROCEDIMIENTO Y SISTEMA PARA LA MONITORIZACIÓN EN TIEMPO REAL DE UNA OPERACIÓN DE MECANIZADO.
(15/05/2014). Ver ilustración. Solicitante/s: CONSEJO SUPERIOR DE INVESTIGACIONES CIENTIFICAS (CSIC). Inventor/es: DEL TORO MATAMOROS,RAUL MARIO, HABER GUERRA,RODOLFO ELIAS, CASTAÑO ROMERO,Fernando.
La presente invención divulga un procedimiento de alta precisión para monitorizar en tiempo real el estado del contacto herramienta-pieza de trabajo en operaciones de mecanizado y la detección de la rotura de la herramienta. Un primer aspecto de la invención describe un procedimiento de monitorización del comportamiento dinámico del proceso de corte de una operación de mecanizado, basado en la medida de la caída de voltaje entre herramienta de corte y pieza. El método es especialmente útil en operaciones de micromecanizado aunque su concepto general es aplicable a operaciones de mecanizado en general. Un segundo aspecto está dirigido aun sistema para la monitorización en tiempo real de operaciones de mecanizado que comprende fundamentalmente: un sensor para determinar la caída de potencial herramienta-pieza de trabajo y unos medios de procesamiento que reciben la señal del sensor y están adaptados para llevar a cabo el procedimiento propuesto en la invención.
Sistema de control de máquinas para una máquina que ejecuta acciones peligrosas, como una prensa con, al menos, un circuito de desconexión.
(24/04/2013) Sistema de control de máquinas (MS) para una máquina que ejecuta acciones peligrosas, como una prensa con,al menos, un circuito de desconexión (ABSCH) para la desconexión de, al menos, una salida (AA, AB) del sistemade control de máquinas (MS), debido a una variación del estado en, al menos, una entrada (EA, EB) de dichosistema, en donde el circuito de desconexión (ABSCH) presenta, al menos, para órdenes de control de tiempocrítico, un circuito lógico (LSA, LSB) independiente de un tiempo de ciclo del sistema de control de máquinas (MS),caracterizado porque el, al menos un, circuito de desconexión (ABSCH) presenta un circuito de prueba (TSA,TSB), con el cual se puede controlar la entrada (EA, EB) del circuito de desconexión (ABSCH) definida en"ABIERTO", porque se…
Máquina herramienta y método para mostrar información en una máquina herramienta.
(08/05/2012) Máquina herramienta con un cuerpo principal con una pluralidad de partes y un aparato de NC conectado al cuerpo principal , el aparato de NC incluyendo:
- un medio de visualización para mostrar una información de parte sobre la pluralidad de partes que constituyen el cuerpo principal ,
- un medio de memoria para memorizar la información de parte, y
- un medio de control para controlar el medio de visualización y el medio de memoria , donde la información de parte incluye números de identidad , nombres , tipos y posiciones de fijación de las partes,
donde el medio de control muestra contenidos de pantalla que incluyen los…
PROCEDIMIENTO DE DETECCION Y DE CUANTIFICACION DE ANOMALIAS DE PERFORACION.
(15/09/2010) Un procedimiento de detección y eventualmente de cuantificación de anomalías de perforación en una pieza metálica , tales como Unión de Virutas Aisladas, CCI, Banda de Material Cizallado, BMC, o Zona Afectada Termo-Mecánicamente, ZATM, siendo realizada la perforación por una broca caracterizada por el hecho de que consiste en determinar por una parte, a partir de señales proporcionadas por captadores representativos de los esfuerzos de la broca sobre la pieza, un conjunto de valores de los dos parámetros siguientes, en función del tiempo es decir el esfuerzo axial de penetración de la broca en la pieza metálica Fz(t) y el par C(t), engendrados durante al menos una parte de la operación de perforación entre…
EVALUACION DE UNA ANOMALIA PARA CLASIFICADORES DE UNA CLASE EN LA MONITORIZACION DEL ESTADO DE UNA MAQUINA.
(08/07/2010) Procedimiento para evaluar una medición de anomalía x'' en un sistema de monitorización del estado de una máquina en el que se evalúan mediciones xi en un clasificador de una clase que tiene una región de decisión R1 para la clase C1 de manera que una función de evaluación f(x) es superior o igual a un umbral T para una medición x dentro de la región, e inferior a T fuera de la región, comprendiendo el procedimiento las etapas de:
entrenar al clasificador de una clase para establecer la región de decisión R1 a partir de un conjunto de muestras de entrenamiento {x1, x2, ..., xN};
recibir la medición de anomalía x'';
determinar que la medición de anomalía está fuera de la región R1;
caracterizado…
PROCESO DE MONITORIZACION DE FALLO EN HERRAMIENTAS MULTIFILO PARA MECANIZADO EN SERIE.
(16/11/2007) Proceso de monitorización de fallo en herramientas multifilo para mecanizado en serie.#De aplicación para herramientas multifilo usadas en máquinas herramientas de mecanizado en serie de piezas. Se efectúa la medición de la corriente consumida por los motores encargados de mover la herramienta en diferentes direcciones y se lleva a cabo su procesamiento de segmentación y de tipo estadístico para detectar averías como la rotura o el astillamiento del filo, así como para realizar una estimación del desgaste del conjunto de la herramienta para un mejor aprovechamiento de su vida útil. Mediante el almacenamiento de la evolución de los parámetros estadísticos de los consumos de los filos de la herramienta multifilo se permite la detección rápida de las averías y el almacenamiento de históricos que permitan al sistema adaptarse a cambios…
MAQUINA Y DISPOSITIVO PARA EL CONTROL DE UNA MAQUINA DE ELECTROEROSION.
(16/12/2006). Ver ilustración. Solicitante/s: AGIE SA. Inventor/es: MARCHESI, ALBERTO, RIVA, LUCIANO.
Procedimiento para el control de una pluralidad de procesos de mecanizado en una máquina de electroerosión para avellanado con varios electrodos iguales o diferentes (R1, R2, R3, . . . , R15), en el que la secuencia de mecanizado de los procesos de mecanizado y los electrodos usados para cada proceso de mecanizado se determina y se realiza especificando los siguientes criterios: a) Especificación de prioridades de las piezas de trabajo que se han de mecanizar, de un grupo de mecanizados (ARB 1, ARB 2, ARB 3, ARB 4), de mecanizados individuales (ARB), de ciclos de trabajo (AZ) y/o de pasos de trabajo (AS) de un mecanizado (ARB); y b) Especificación de la vida útil de los electrodos (R1, R2, R3, . . . , R15) usados para los mecanizados individuales (ARB), ciclos de trabajo (AZ) y/o pasos de trabajo (AS).
METODO Y DISPOSITIVO CORRESPONDIENTE PARA LA SUPERVISION AUTOMATICA DEL GRADO DE DESGASTE DE LOS UTILES EMPLEADOS EN LOS TRABAJOS MECANICOS NO ATENDIDOS.
(01/04/2005). Ver ilustración. Solicitante/s: CONSIGLIO NAZIONALE DELLE RICERCHE. Inventor/es: CANNELLI, GIOVANNI, BOSCO, FARRELLY, FRANCIS ALLEN, PETRI, ALBERTO, PITOLLI, LUCA, PONTUALE, GIORGIO.
Un método para la supervisión automática de trabajos mecánicos basado en la emisión acústica (AE), caracterizado porque la señal utilizada para la supervisión automática es obtenida por resta de dos señales AE diferentes captadas por dos sensores, de los que el primer sensor capta sustancialmente la señal acústica generada por la pieza que se está trabajando yuxtapuesta a la señal de perturbación electromagnética, y cuyo segundo sensor capta sustancialmente sólo la señal de perturbación, y la señal resultante es transmitida a un sistema de tratamiento y control.
PROCEDIMIENTO Y DISPOSITIVO PARA CAMBIO AUTOMATICO DE HERRAMIENTAS DE TRITURACION CON FORMA DE CORONA EN MAQUINAS TRITURADORAS, EN ESPECIAL DE CORONAS DE CUCHILLAS PARA MAQUINAS DE CORTE DE MADERA EN VIRUTAS.
(16/03/2003) LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y UN DISPOSITIVO PARA CAMBIO AUTOMATICO DE HERRAMIENTAS DE DESMENUZAMIENTO EN FORMA DE CORONA, POR MEDIO DE UN CONTROL DE SUCESION PROGRAMABLE, QUE SE UTILIZA DE ACUERDO CON LA INVENCION A TRAVES DEL AUMENTO DE NECESIDAD DE ENERGIA ORIGINADO POR EL DESGASTE DE LOS CANTOS ACTIVOS DE LA MAQUINA DE DESMENUZAMIENTO EN LA MARCHA CORRESPONDIENTE. EL COMPONENTE ESENCIAL DE LA INVENCION ES UN SISTEMA 20 DE PASADOR PARA ACOPLAMIENTO Y DESACOPLAMIENTO AUTOMATICO DE LA CORONA 3 DE LA HERRAMIENTA A PARTIR DE SU DISCO 16 SOPORTE. ESTE SE COMPONE ESENCIALMENTE DE TRES PERNOS 36 DE BLOQUEO APLICADOS EN LA CORONA 3 DE HERRAMIENTA,…
Procedimiento de transmisión de información de control de rotura de herramientas y dispositivo que permite su aplicación.
(16/08/2002). Solicitante/s: RENAULT AUTOMATION COMAU. Inventor/es: MENCHI, GERALD.
Procedimiento de transmisión por ondas de radio de la información de control de rotura de herramientas de una máquina-herramienta del tipo de la que comprende al menos un módulo emisor de detección que emite señales y un módulo receptor de control capaz de recibir estas señales, caracterizado por el hecho de que consiste en codificar la señal enviada por dicho módulo emisor de detección en el momento de la detección de una rotura de herramientas.
Supervision automatica del estado de una herramienta.
(01/01/2000) UN SISTEMA Y METODO DE SUPERVISION AUTOMATICA PARA SUMINISTRAR INDICACION INSTANTANEA DEL ESTADO DE UNA HERRAMIENTA PARA UN ELEMENTO CORTADOR DE ELIMINACION DE MATERIAL CUANDO CORTE PIEZAS DE TRABAJO SEGUN UNA OPERACION DE MECANIZADO DADA, MEDIANTE LO CUAL UN NUEVO ELEMENTO CORTADOR DE ELIMINACION DE MATERIAL DEL MISMO TIPO TIENE UN COEFICIENTE DE DESGASTE DE LA HERRAMIENTA R 0 PROMEDIO DE REFERENCIA. EL SISTEMA INCLUYE UN MONITOR DEL PAR PARA MEDIR EL PAR M DE CORTE ACCIONADO PRINCIPAL DURANTE EL CORTE DE UNA PIEZA DE TRABAJO SUCESIVA DE ORDEN I. ACOPLADO AL MONITOR DEL PAR SE ENCUENTRA UN PROCESADOR INSTANTANEO DE COEFICIENTE DE DESGASTE DE LA HERRAMIENTA PARA CALCULAR UNA PLURALIDAD DE COEFICIENTES INSTANTANEOS DE DESGASTE DE LA HERRAMIENTA R( J ) DURANTE EL CORTE DE LA PIEZA DE TRABAJO SUCESIVA DE ORDEN I. ACOPLADO AL PROCESADOR DE COEFICIENTES…
{kind=link}
{kind=link}
{kind=link}