CIP-2021 : B29C 45/00 : Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado;
Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
CIP-2021 › B › B29 › B29C › B29C 45/00[m] › Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B29C 45/02 · Moldeo por transferencia, es decir, transfiriendo un volumen determinado de material de moldeo por un pistón desde una cavidad de carga a una cavidad de moldeo.
B29C 45/03 · Aparatos de moldeo por inyección (moldeo por transferencia B29C 45/02).
B29C 45/04 · · utilizando moldes móviles (B29C 45/08 tiene prioridad).
B29C 45/06 · · · montados en una mesa girable.
B29C 45/07 · · utilizando unidades de inyección móviles.
B29C 45/08 · · · que se mueven con el molde durante la operación de inyección.
B29C 45/10 · · utilizando moldes o unidades de inyección utilizables en diferentes disposiciones o combinaciones de unas respecto a otras.
B29C 45/12 · · utilizando dos o más moldes fijos, p. ej. en tándem.
B29C 45/13 · · utilizando dos o más unidades de inyección que cooperan con un solo molde.
B29C 45/14 · incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
B29C 45/16 · Fabricación de objetos multicapas o multicolores.
B29C 45/17 · Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
B29C 45/18 · · Alimentación del material dentro de los aparatos de moldeo por inyección.
B29C 45/20 · · Boquillas de inyección.
B29C 45/22 · · · Sistemas de boquillas de inyección múltiples.
B29C 45/23 · · · Equipos para parar la alimentación.
B29C 45/24 · · · Equipos de limpieza.
B29C 45/26 · · Moldes.
B29C 45/27 · · · Canales de inyección.
B29C 45/28 · · · · Dispositivos de cierre para ellos.
B29C 45/30 · · · · Medios para controlar la corriente de dispositivos en el canal de inyección, p. ej. construcción "torpedo".
B29C 45/32 · · · teniendo varias cavidades de moldeo espaciadas axialmente.
B29C 45/33 · · · teniendo elementos del molde móviles transversalmente, p. ej. radialmente.
B29C 45/34 · · · teniendo medios de ventilación.
B29C 45/36 · · · teniendo medios para colocar o centrar los núcleos.
B29C 45/37 · · · Paredes de la cavidad del molde.
B29C 45/38 · · Equipos de corte para levantar las entradas de inyección.
B29C 45/40 · · Desmoldeo o eyección de los objetos formados.
B29C 45/42 · · · utilizando entre los elementos del molde medios móviles desde el exterior del molde.
B29C 45/43 · · · utilizando fluidos bajo presión.
B29C 45/44 · · · de objetos con muescas o sesgados.
B29C 45/46 · · Medios para plastificar u homogeneizar la materia a moldear o para forzarla dentro del molde.
B29C 45/47 · · · utilizando tornillos (B29C 45/54 tiene prioridad).
B29C 45/48 · · · · Tornillo de plastificación y tornillo de inyección.
B29C 45/50 · · · · Tornillos móviles axialmente.
B29C 45/52 · · · · · Dispositivos antirretorno.
B29C 45/53 · · · utilizando pilones o pistones de inyección.
B29C 45/54 · · · · y tornillos de plastificación.
B29C 45/56 · · · utilizando elementos de moldes móviles durante o después de la inyección, p. ej. para el moldeo de inyección-compresión.
B29C 45/57 · · · ejerciendo una presión ulterior sobre el material para moldear.
B29C 45/58 · · · Detalles.
B29C 45/60 · · · · Tornillos.
B29C 45/62 · · · · Forros o cilindros de inyección.
B29C 45/63 · · · · Medios de ventilación o desgasificación.
B29C 45/64 · · Dispositivos de apertura, cierre o apriete de moldes.
B29C 45/66 · · · mecánicos.
B29C 45/67 · · · hidráulicos.
B29C 45/68 · · · hidromecánicos.
B29C 45/70 · · Medios para plastificar u homogeneizar la materia a moldear o para forzarla dentro del molde, combinada con dispositivos de apertura, cierre o apriete del molde.
B29C 45/72 · · Calentamiento o enfriamiento.
B29C 45/73 · · · del molde.
B29C 45/74 · · · de la unidad de inyección.
B29C 45/76 · · Medida, control o regulación.
B29C 45/77 · · · de la velocidad o presión de la materia a moldear.
B29C 45/78 · · · de la temperatura.
B29C 45/80 · · · de la posición relativa de las partes del molde.
B29C 45/82 · · · Circuitos hidráulicos.
B29C 45/83 · · Medios de lubricación.
B29C 45/84 · · Dispositivos de seguridad.
CIP2021: Invenciones publicadas en esta sección.
PERCHAS PARA MADEJAS Y OVILLOS PARA TODA CLASE DE HILOS Y CUERDAS CON DOBLE MOLDE DE CONFORMAR.
(01/03/2004). Solicitante/s: GIMENEZ MAES, S.L. Inventor/es: GIMENEZ MAEZ,ANTONIO.
La presente invención trata de perchas para madejas y ovillos para toda clase de hilos y cuerdas constituidas por un cuerpo laminar plano sensiblemente pentagonal que presenta interiormente un vaciado elíptico, abierto hacia el lateral inferior o base del pentágono definiendo sendas patas laterales que disponen de un orifico normalizado en el vértice superior para ser colgadas en expositores normalizados, y de molde especial para la fabricación de las perchas de ovillos y madejas que dispone de doble huella para la inyección de material plástico. Las perchas son empleadas para colgar ovillos y madejas en expositores y el molde especial se emplea para la fabricación de dichas perchas.
PROCEDIMIENTO DE FABRICACION DE PIEZAS OPTICAS PARA LA ILUMINACION O SEÑALIZACION DE VEHICULOS AUTOMOVILES.
(16/09/2003). Solicitante/s: VALEO VISION. Inventor/es: ORTIZ, JOSE.
Procedimiento de fabricación de piezas ópticas para dispositivo de iluminación o de señalización de vehículos automóviles, por inyección en una sola etapa en un molde , de una composición polimérica en estado fundido, caracterizado por el hecho de que se mezclan un polímero principal y un polímero con cristales líquidos que tenga, a la temperatura de realización del procedimiento, una viscosidad más débil que el polímero principal, para obtener la composición polimérica.
PLACA DE MUESTRAS DE ENSAYO.
(01/07/2003) Una placa de muestras de ensayo que incluye un cuerpo que comprende un puerto de entrada del fluido y una primera y una segunda regiones de extremo y una primera y una segunda regiones laterales, definiendo dicho cuerpo una pluralidad de pozos colocados entre dicha primera y segunda regiones de extremos y dicha primera y segunda región laterales, comprendiendo además dicho cuerpo una red de pasillos de fluido que conectan dicho puerto de entrada de fluido a dichos pozos, en la que al menos uno de dichos pozos tiene una trampa contra burbujas que se comunica con dicho pozo por medio de un pasillo de la trampa contra burbujas , disponiendo dicho pasillo de la trampa contra burbujas de un extremo de pozo y un extremo de la trampa contra burbujas, caracterizada porque el ancho de dicho extremo de pozo es mayor que el ancho de dicho extremo…
MOLDES PARA RECIPIENTES CON ASAS.
(01/05/2003). Solicitante/s: GARCIA LEAL, JOSE ANTONIO. Inventor/es: GARCIA LEAL, JOSE ANTONIO.
Un molde partido en dos partes, para recipientes con asas, apropiado para la inyección a través de la base inferior de cubos , con un refuerzo superior cerca de su abertura y equipados, de manera simultánea, con las correspondientes asas , estando el cubo y el asa fabricados al mismo tiempo, teniendo el molde dos partes coplanares horizontales distintas, una parte superior , y una parte inferior , en el que superior e inferior se refieren al uso del recipiente, estando el molde superior provisto con dos pares de piezas y , las cuales son imágenes especulares entre sí, colocadas, en sentido diametral, la una frente a la otra, caracterizada porque ambas piezas y están guiadas por medio de un soporte inferior común hacia.
ELEMENTO PLANO O SEMIPLANO QUE COMPRENDE UN BASTIDOR.
(16/03/2003). Solicitante/s: PERSTORP AB. Inventor/es: BRAUNER, MANFRED.
Elemento plano o semi-plano que incluye un bastidor parcial o totalmente circunferencial , cuyo elemento es fabricado a través de moldeo por inyección de un material termoplástico, caracterizado porque el elemento incluye una estructura de transporte, constituida por el bastidor y una sección de pared intermedia , cuya sección de pared está conectada al bastidor a través de una sección elástica , siendo la sección elástica una parte de la sección de pared , porque la sección de pared está conectada al bastidor en o muy próximo a la línea central de gravedad del bastidor , donde las diferencias en la contracción relacionada con la temperatura entre el bastidor y la sección de pared se absorbe por la sección elástica por lo tanto se evita el alabeo del elemento.
(16/12/2002). Ver ilustración. Solicitante/s: SMITHKLINE BEECHAM CONSUMER HEALTHCARE GMBH. Inventor/es: KRAMER, HANS.
UN PROCESO PARA FABRICAR UN CEPILLO DE DIENTES COMPRENDE LA FABRICACION DEL CABEZAL DEL CEPILLO, QUE TIENE EN SU EXTREMO BASAL UNA PRIMERA PARTE DE ACOPLAMIENTO, DESPUES LA FABRICACION DEL MANGO DEL CEPILLO POR MEDIO DE UN PROCESO DE MOLDEO DE UN MATERIAL PLASTICO, FORMANDOSE DURANTE EL PROCESO DE MOLDEO UNA SEGUNDA PARTE DE ACOPLAMIENTO EN EL EXTREMO DEL MANGO QUE CORRESPONDE AL CABEZAL PARA QUE SE ACOPLE A LA PRIMERA PARTE DE ACOPLAMIENTO, DE MODO QUE EL ACOPLAMIENTO ENTRE LAS PARTES DE ACOPLAMIENTO PRIMERA Y SEGUNDA MANTENGA UNIDOS EL MANGO Y EL CABEZAL. CEPILLOS DE DIENTES FABRICADOS POR ESTE PROCESO.
MOLDE DE INYECCION PARA LA FABRICACION DE UN BALDE PROVISTO DE UN ASA.
(16/11/2002). Ver ilustración. Solicitante/s: VAN DEN BRINK B.V. Inventor/es: VAN DEN BRINK, DIRK, STEVEN, VAN DEN BRINK, ANNO GERRIT.
MOLDE DE INYECCION PARA FABRICAR UN CUBO DOTADO DE ASA , MOLDE DE INYECCION QUE COMPRENDE DOS CANALES DE SUMINISTRO DE PLASTICO CADA UNO DE ELLOS CONECTABLE A UNA UNIDAD DE INYECCION INDEPENDIENTE; EL PRIMER CANAL DE SUMINISTRO DE PLASTICO FINALIZA EN UNA PRIMERA CAVIDAD DE MOLDE QUE TIENE LA FORMA DEL CUBO , MIENTRAS QUE EL SEGUNDO CANAL DE SUMINISTRO DE PLASTICO TERMINA EN UNA SEGUNDA CAVIDAD DE MOLDE QUE TIENE LA FORMA DEL ASA . LA INVENCION DESCRIBE TAMBIEN UN CUBO CON ASA FABRICADO CON AYUDA DE ESTE MOLDE DE INYECCION Y UN PROCEDIMIENTO PARA FABRICAR DICHO CUBO CON AYUDA DEL MOLDE DE INYECCION.
(16/11/2002). Ver ilustración. Solicitante/s: ORGA KARTENSYSTEME GMBH. Inventor/es: FISCHER, DIRK, DR..
LA INVENCION SE REFIERE A UNA TARJETA CHIP CON UN CUERPO DE TARJETA QUE SE PUEDE FABRICAR POR PROCEDIMIENTOS DE FUNDICION INYECTADA, ESTANDO FORMADO EL CUERPO DE LA TARJETA POR UN COMPONENTE DE NUCLEO Y UN COMPONENTE DE PIEL QUE RODEA AL COMPONENTE DE NUCLEO, TENIENDO EL COMPONENTE DE PIEL UNAS CARACTERISTICAS DE MATERIAL DISTINTAS Y/O UN COLOR DIFERENTE AL DEL COMPONENTE DEL NUCLEO.
PARACHOQUES PARA VEHICULOS AUTOMOVILES.
(16/10/2002) Parachoques para vehículos automóviles, apto para ser objeto de colocación anterior y posterior con respecto al vehículo y que define unos extremos laterales y comprende una estructura de material plástico que presenta una cara anterior y una cara posterior , en el que dicha estructura , a partir de por lo menos una de dichas caras , presenta por lo menos un primer ensanchamiento que define una cavidad interior cerrada por unas primeras paredes , siendo obtenido cada uno de dichos primeros ensanchamientos mediante la utilización de la técnica de inyección con gas, caracterizado porque dichos primeros ensanchamientos están situados de modo que su dimensión mayor se halla dispuesta substancialmente en el sentido que se extiende entre dichos extremos laterales…
PROCEDIMIENTO DE FABRICACION CON GRAN CADENCIA DE ENSAMBLADURAS DE PIEZAS DE MATERIA PLASTICA.
(01/05/2002) FABRICACION DE PIEZAS DE MONTAJE QUE COMPRENDEN DOS PIEZAS DE MATERIAL PLASTICO, MOVILES ENTRE SI CON AL MENOS UNA CONFIGURACION EN LA QUE SUS SUPERFICIES DE CONTACTO ADOPTAN FORMAS COMPLEMENTARIAS. LA INVENCION COMPRENDE LAS SIGUIENTES ETAPAS: A) CONFORMACION DE UNA PRIMERA PIEZA (3') POR ACERCAMIENTO DE UN UTILLAJE EXTERNO CUYA IMPRESION DEFINE UNA SUPERFICIE DE FORMA GLOBALMENTE CONVEXA Y UN UTILLAJE INTERNO QUE LLEVA AL MENOS UN NUCLEO QUE PENETRA EN EL VOLUMEN INTERNO DE ESTA SUPERFICIE; B) SEPARACION DEL PRIMER UTILLAJE EXTERNO Y MANTENIMIENTO DEL UTILLAJE INTERNO; C) COLOCACION DE UN SEGUNDO UTILLAJE EXTERNO CUYA IMPRESION DELIMITA CON LA SUPERFICIE GLOBALMENTE CONVEXA DE LA PRIMERA PIEZA (3') UN VOLUMEN DE LIGERO ESPESOR ENFRENTE DE DICHA SUPERFICIE CONVEXA; D) MOLDEADO DE LA SEGUNDA PIEZA…
MEJORA EN EL PROCEDIMIENTO DE MOLDEO POR INYECCION DE PIEZAS DE PLASTICO.
(16/04/2002). Ver ilustración. Solicitante/s: ELECTROLUX ZANUSSI S.P.A.. Inventor/es: DURAZZANI, PIERO.
PARA PRODUCIR MEDIANTE UN METODO DE MOLDEO POR INYECCION UNA PIEZA DE GRAN TAMAÑO Y BASTANTE PESADA DE UN MATERIAL DE PLASTICO, EL METODO MEJORADO DE LA PRESENTE INVENCION CONSISTE EN CREAR UNAS ZONAS LOCALIZADAS EN LAS QUE LA CODUCTANCIA DE LA PIEZA SEA MAYOR EN UNAS IMPRESIONES SUPERFICIALES QUE SE CORRESPONDEN CON UNOS EYECTORES FORMADOS EN EL MOLDE PARA DESMOLDEAR LA MISMA PIEZA UNA VEZ HA SIDO MOLDEADA. EN UNA REALIZACION PREFERENTE DE LA INVENCION, LA SUPERFICIE EXTERIOR DE LA PIEZA TIENE, EN CORRESPONDENCIA CON LAS IMPRESIONES SUPERFICIALES , UNAS AGRUPACIONES DE ALVEOLOS DE FONDO CERRADO FORMADOS POR UNAS REJILLAS DE MINISALIENTES DISPUESTAS EN PERPENDICULAR ENTRE SI. EL GROSOR DE LA PIEZA CAMBIA DE UN VALOR MAXIMO (S1) EN LA PERIFERIA DELA CAVIDAD A UN VALOR MINIMO (S ) CORRESPONDIENTE AL FONDO DE UNA PARTE SUSTANCIAL DE DICHOS ALVEOLOS.
PROCEDIMIENTO DE MOLDEADO DE POLIPROPILENO SINDIOTACTICO.
(16/03/2002). Solicitante/s: BECTON, DICKINSON AND COMPANY. Inventor/es: MCGUIRE, SHEL, WILLIAMS, JOEL L.
UN PROCESO DE MOLDEO PARA PROPILENO SINDIOTACTICO INCLUYE MANTENER EL FUNDENTE A UNA TEMPERATURA DE PROCESO DE ALREDEDOR DE 27 A 77 50 ESPESOR DE MENOS DEL 38%.
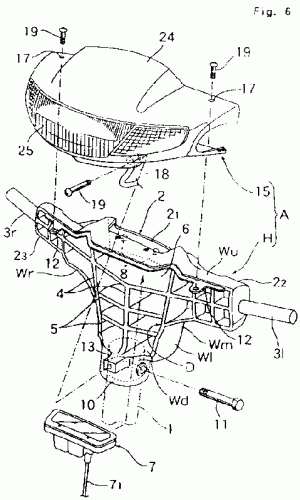
(16/11/2001). Ver ilustración. Solicitante/s: HONDA GIKEN KOGYO KABUSHIKI KAISHA. Inventor/es: HIROSHI,INAOKA, TAKASHI,IANAGAKI.
Manillar para vehículo. En un manillar para una motocicleta, reducir el número de piezas, el trabajo de montaje y el costo del vehículo. Un manillar H a unir a una parte de extremo superior de un eje de dirección 1 incluye una pieza de cubierta media 2 formada en una forma adecuada para cubrir instrumentos, una empuñadura derecha formada integralmente con la pieza de cubierta media de manera que se extienda desde un extremo derecho de la pieza de cubierta media, y una empuñadura izquierda formada integralmente con la pieza de cubierta media de manera que se extienda desde un extremo izquierdo de la pieza de cubierta media. La pieza de cubierta media y las empuñaduras se forman de una resina sintética en una estructura monolítica por moldeo.
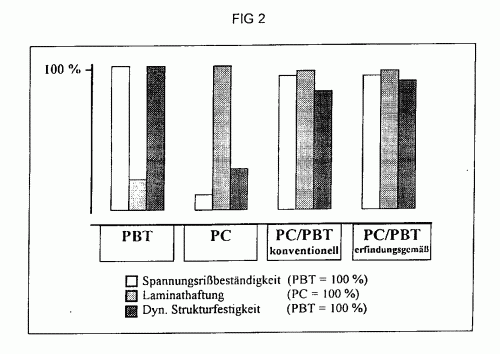
PROCEDIMIENTO PARA LA FABRICACION DE PIEZAS MOLDEADAS A PARTIR DE UNA ALEACION DE POLIMEROS.
(01/11/2001). Ver ilustración. Solicitante/s: OTTO BOCK ORTHOPADISCHE INDUSTRIE BESITZ- UND VERWALTUNGS-KOMMANDITGESELLSCHAFT. Inventor/es: DEINERT, JURGEN, ANHALT, KLAUS-PETER.
EL PROCEDIMIENTO SIRVE PARA LA FABRICACION DE PIEZAS MOLDEADAS DE UNA ALEACION POLIMERA CON MORFOLOGIA POLIFASICA, EN EL QUE LA ALEACION POLIMERA ES PRODUCIDA EN UNA FASE DEL PROCEDIMIENTO DE MOLDEO POR INYECCION DE PIEZAS. PARA ELLO, SE AÑADEN UNOS POLIMEROS ELABORABLES TERMOPLASTICAMENTE Y POCO O NADA COMPATIBLES ENTRE SI, COMO GRANULADOS CON UN TAMAÑO DE GRANO DE 3 MM, EN UN EMBUDO DE UNA MAQUINA DE MOLDEO POR INYECCION, DESPUES DE LO CUAL ESTOS SON PLASTIFICADOS, MEZCLADOS Y CONFORMADOS EN LA MISMA MAQUINA DE MOLDEO POR INYECCION, A CUYO EFECTO AL MENOS UNO DE LOS POLIMEROS UTILIZADOS ES CAPAZ, BAJO LAS CONDICIONES DE MOLDEO POR INYECCION, DE ASOCIARSE QUIMICAMENTE Y/O COPOLIMERIZARSE CON AL MENOS UNO DE LOS OTROS POLIMEROS. LAS ALEACIONES POLIMERAS OBTENIDAS NO SON EN LO QUE RESPECTA A SUS PROPIEDADES INFERIORES A LAS CORRESPONDIENTES ALEACIONES CONSEGUIDAS MEDIANTE LOS PROCEDIMIENTOS HABITUALES.
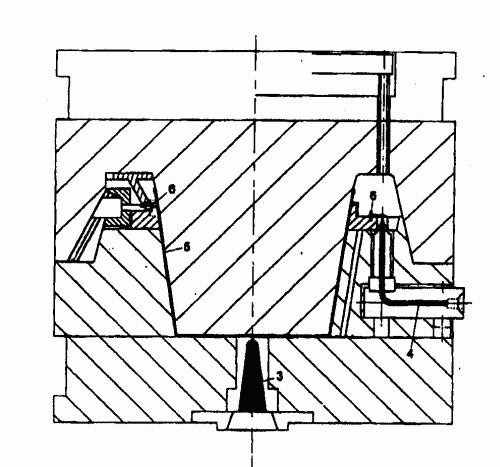
MOLDE DE INYECCION PARA LA FABRICACION DE UN CUBO PROVISTO DE UN ASA BASCULANTE.
(01/11/2001) UN MOLDE DE INYECCION PARA FABRICAR UN CUBO, CON UNA ASA CONECTADA DE MANERA PIVOTANTE AL CUBO, USANDO RESALTES EN LA ASA, ESTANDO DICHOS RESALTES EN ACOPLAMIENTO RAPIDO CON ABERTURAS DIAMETRALMENTE OPUESTAS EN EL CUBO, COMPRENDIENDO DICHO MOLDE UNA MITAD ESTACIONARIA DE MOLDE Y UNA MITAD DESPLAZABLE DE MOLDE . LAS DOS MITADES DE MOLDE DEFINEN UNA CAVIDAD DE MOLDE PARA EL CUBO , QUE SE CORRESPONDE CON LA FORMA DEL CUBO, Y UNA CAVIDAD DE MOLDE PARA LA ASA , QUE SE CORRESPONDE CON LA FORMA DE LA ASA, Y QUE EN SU TOTALIDAD ES RADIALMENTE EXTERNA A LA CAVIDAD DE MOLDE PARA EL CUBO . LA CAVIDAD DE MOLDE PARA LA ASA ESTA DEFINIDA EXTERNAMENTE MEDIANTE UN ELEMENTO DESPLAZABLE DE MOLDE , EN CADA UNA DE LAS PARTES QUE SE CORRESPONDEN CON LOS RESALTES.…
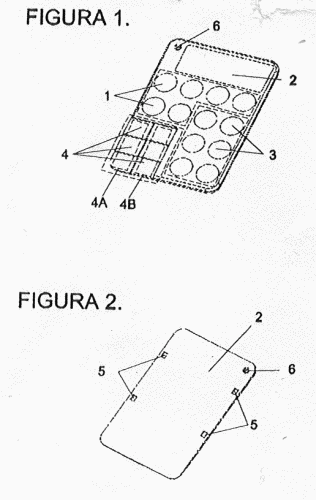
PROBETA PARA LA INYECCION DE PLASTICOS.
(01/10/2001). Ver ilustración. Solicitante/s: CATALONIA INVESTMENT PROJECTS, S.L. Inventor/es: PALACIO ALMAGRO,ANGEL.
1. Probeta para la inyección de plásticos, caracterizada porque está constituida por una placa plana, de un cierto grosor, de planta preferentemente rectangular, que presenta en su superficie una serie de testigos , abultados y diferenciados de dicha superficie circundante, siendo una serie de testigos correspondientes a diferentes acabados superficiales de pulido y una serie de testigos correspondientes a diferentes acabados superficiales de grabado; y porque la placa presenta, en un lado preferentemente, un escalonado de grosor decreciente, estando cada uno de dichos escalones dividido en una zona (4B) de acabado pulido y en una zona (4A) de acabado grabado. 2. Probeta para la inyección de plásticos, caracterizada porque la placa presenta en su cara posterior una serie de orificios ciegos de anclaje de una pinza para el pintado pistola o baño de la probeta.
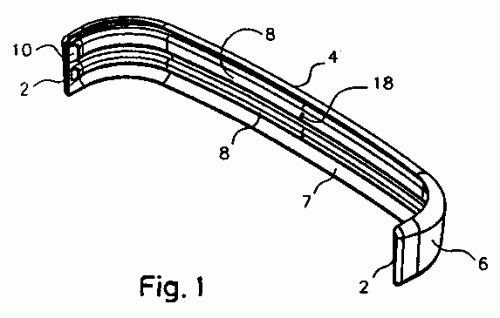
PARACHOQUES PARA VEHICULOS AUTOMOVILES.
(01/06/2001). Ver ilustración. Solicitante/s: FUNDACIO ASCAMM CENTRE TECNOLOGIC. Inventor/es: BARCELO RAFOLS,ANTONI.
Parachoques para vehículos automóviles, colocable en la parte anterior o posterior del vehículo, comprende una estructura de material plástico que, a partir de por lo menos una de sus caras anterior o posterior , presenta uno o más primeros ensanchamientos que definen sendas cavidades interiores cerradas por unas primeras paredes ; cada primer ensanchamiento está obtenido mediante la utilización de la técnica de inyección con gas y está situado de modo que su dimensión mayor se halla dispuesta substancialmente en el sentido que discurre entre los extremos laterales del parachoques. Figura 1.
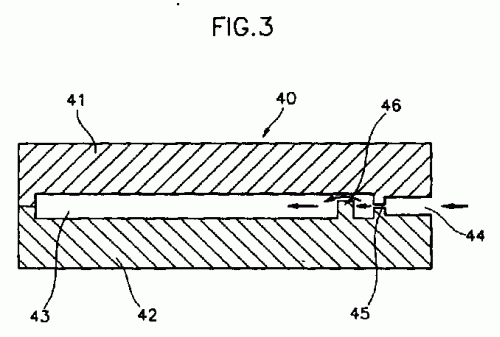
MAQUINA DE MOLDEO CON INYECCION DE GAS.
(01/05/2001). Ver ilustración. Solicitante/s: SAMSUNG ELECTRONICS CO., LTD.. Inventor/es: LEE,JAI-KWON.
Máquina de moldeo con inyección de gas. Una máquina de moldeo con inyección de gas provista de placas superior e inferior combinadas entre sí para formar una cavidad en el centro de las mismas, y de una estrecha puerta para permitir que la resina fundida sea pulverizada a alta velocidad durante la inyección por gas, incluyéndose un resalte destinado a reducir la velocidad del flujo de resina a través de la puerta y propagar la resina en todas las direcciones en el momento en que la resina es impactada por el resalte, siendo seguidamente nebulizada hacia la cavidad y evitándose así el fenómeno de chorro, un defecto que se forma en la superficie externa de la pieza moldeada. Figura 3.
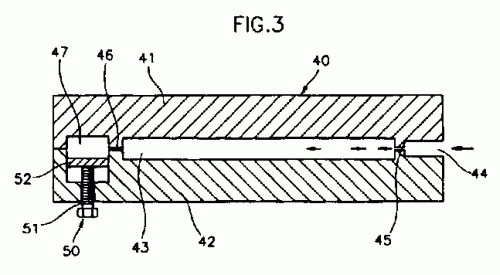
MAQUINA DE MOLDEO CON INYECCION DE GAS.
(01/05/2001). Ver ilustración. Solicitante/s: SAMSUNG ELECTRONICS CO., LTD.. Inventor/es: LEE,JAI-KWON.
Máquina de moldeo con inyección de gas. Una máquina de moldeo con inyección de gas provista de una cavidad auxiliar formada en un costado de una cavidad para permitir que la resina fundida sea nebulizada y expulsada de la cavidad al inyectar gas a través de una puerta, teniendo la cavidad auxiliar un medio de control para cambiar libremente un área de la misma con el fin de alojar la resina a nebulizar durante la inyección del gas, evitándose así la formación de defectos en la superficie externa del producto moldeado y evitándose el inconveniente que suponen los acabados adicionales del producto moldeado después de la inyección del gas. Figura 3.
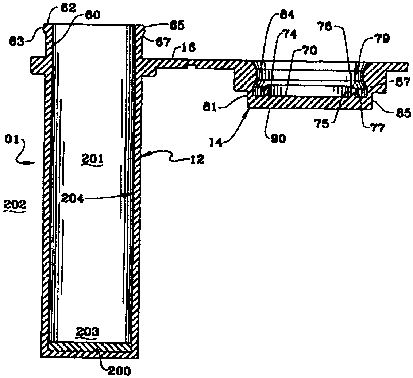
MATERIAL SECANTE COMPRENDIDO EN UN RECIPIENTE CERRADO.
(16/04/2001). Ver ilustración. Solicitante/s: CAPITOL VIAL, INC. Inventor/es: HEKAL, IHAB, M..
UN ENVASE DE ALMACENAMIENTO Y TRANSPORTE CON UN CUERPO Y UNA CUBIERTA QUE CONJUNTAMENTE CREAN UN ESPACIO CERRADO QUE ESTA CONSTRUIDO A PARTIR DE UN MATERIAL TERMOPLASTICO Y QUE INCLUYE AL MENOS UN INSERTO DE DESECANTE DE ALTA CONCENTRACION MOLDEADO INTEGRALMENTE CON EL MISMO. EL ENVASE PUEDE SER MOLDEADO POR INYECCION SOBRE UN INSERTO PRECONFORMADO, DE FORMA QUE EL INSERTO ESTE AL MENOS PARCIALMENTE EMBEBIDO DENTRO DEL CUERPO DEL ENVASE. EN VARIANTE, EL INSERTO PODRA SER CO-MOLDEADO CON EL CUERPO DEL ENVASE, DE FORMA QUE LOS DOS COMPONENTES ESTEN UNIDOS ENTRE SI PARA DAR UN CUERPO UNITARIO Y CONTIGUO.
CUBETA DE ENSAYO DE MATERIA PLASTICA QUE PRESENTA UNA BIRREFRINGENCIA BAJA.
(01/12/2000). Solicitante/s: ABBOTT LABORATORIES. Inventor/es: CLARK, FREDERIC, L., CLIFT, GILBERT, HENDRICK, KENDALL, B., KANEWSKE, WILLIAM, J., III, LAGOCKI, PETER, A., MITCHELL, JAMES, E., PENNINGTON, CHARLES, D., WALKER, EDNA, S., SMITH, JANE, B., TAYI, APPARAO, VAUGHT, JAMES, A., YOST, DAVID, A., VICKSTROM, RICHARD, L., MOORE, LARRY E., MARTIN, RICHARD, E.
SE DESCRIBE UNA CUBETA DE ENSAYO DE PLASTICO QUE TIENE LAS PROPIEDADES OPTICAS DESEADAS PARA EL ANALISIS DE UNA MUESTRA DE TEST O UNA MEZCLA DE REACCION DE LA MISMA, Y UN METODO PARA FABRICAR DICHA CUBETA DE ENSAYO DE PLASTICO. LAS PROPIEDADES OPTICAS DE LA CUBETA DE ENSAYO DE PLASTICO SON SUSTANCIALMENTE LAS MISMAS QUE LAS PROPIEDADES OPTICAS DEL VIDRIO EN DONDE SE PROPORCIONA UNA BIREFRINGENCIA BAJA A TRAVES DE LA REGION LECTORA OPTICA DEL MISMO. CUANDO SE USA PARA EL ANALISIS DE UNA MUESTRA DE TEST O DE UNA MEZCLA DE REACCION DEL MISMO, COMO POR EJEMPLO EN ENSAYOS DE POLARIZACION DE FLUORESCENCIA Y EN ENSAYOS DE ABSORBANCIA, LA CUBETA DE ENSAYO DE PLASTICO PROPORCIONA UNA CUBETA DE ENSAYO DISPONIBLE PRECISA Y REPRODUCIBLE QUE PUEDE USARSE EN LUGAR DE LAS CUBETAS DE ENSAYO DE VIDRIO CONVENCIONALES.
PROCEDIMIENTO DE FABRICACION DE PREFORMAS CON ASA INTEGRADA, PREFORMAS Y ENVASES CON ELLAS OBTENIDOS.
(16/10/2000). Ver ilustración. Solicitante/s: SANTOYO PADILLA,JOSE.
Procedimiento de fabricación de preformas con asa integrada, preformas y envases con ellas obtenidos. El molde de inyección dispone de un resalte lateral tangente superior y en las proximidades de su propia boca, así como de un único distribuidor de fluido refrigerante, con anillos o canales concéntricos unidos otros canales de conexión, intermedios entre niveles, de forma tal que se disponen estos segundos canales verticales entre cada grupo de dos éstos y situándose la del nivel anterior y la del siguiente a 180º de ella, incorporando el asa integrada, laminar, una ranura en la zona más próxima al gollete, antagonista del resalte del molde , que define un degollamiento elástico. Figura 1.
DISPOSITIVO PARA MOLDEAR PRODUCTOS DE MATERIA PLASTICA.
(16/07/2000). Solicitante/s: FIBOX OY AB. Inventor/es: AIRAS, RISTO, EILOMAA, MIKA, TIRRONEN, TIMO.
LA INVENCION SE RELACIONA CON UN APARATO PARA MOLDEAR PRODUCTOS DE PLASTICO (31'-36'') QUE COMPRENDE POR LO MENOS DOS MAQUINAS DE MOLDEADO DE PLASTICO (1', 2'), CADA UNA DE LAS CUALES COMPRENDIDA POR UN ROBOT (7', 8') PARA TRANSFERIR UN PRODUCTO MOLDEADO (31', 32') DESDE LA MAQUINA DE MOLDEADO SOBRE UNA CINTA TRANSPORTADORA. PARA FACILITAR SIGNIFICATIVAMENTE Y ACELERAR UNA INSPECCION DE CUALIDAD Y, POR LO TANTO, TAMBIEN PERMITIR QUE CUALQUIER DEFECTO SEA RAPIDAMENTE CORREGIDO, Y PARA SIMPLIFICAR CONSIDERABLEMENTE EL TRANSPORTE DE LOS PRODUCTOS Y LA ESTRUCTURA DEL APARATO, POR LO MENOS LAS DOS MAQUINAS DE MOLDEAMIENTO (1', 2') MENCIONADAS ARRIBA ESTAN MONTADAS A LO LARGO DE UNA CINTA TRANSPORTADORA COMUN (30') DISPUESTAS ESENCIALMENTE DE MANERA SUCESIVA EN EL MISMO LADO DE LA CINTA, POR LO QUE SUS ROBOTS (7', 8') ESTAN COLOCADOS DE TAL MANERA QUE PUEDEN COLOCAR LOS PRODUCTOS MOLDEADOS (31', 32') EN DIFERENTES PUNTOS SOBRE TODO EL ANCHO DE LA CINTA.
DISPOSITIVO DE FIJACION DE TELA COLGANTE.
(16/06/2000). Solicitante/s: YKK CORPORATION. Inventor/es: AKENO, MITSURU, KUSAYAMA, MASAHIRO.
UN DISPOSITIVO DE FIJACION DE CORTINAS COLOCADO ENTRE UN MIEMBRO DONDE SE CUELGA LA CORTINA QUE SE PUEDE MOVER A LO LARGO DE UN MIEMBRO DE GUIA Y UNA CORTINA , Y EN DONDE EN UN REBORDE SUPERIOR DEL MISMO HAY ACOPLADO UN MIEMBRO DE ACOPLAMIENTO HEMBRA, PARA CONECTAR EL REBORDE SUPERIOR DE LA CORTINA Y EL MIEMBRO DONDE SE CUELGA LA CORTINA , EL CUAL CONSTA DE: UNA PIEZA CON FORMA DE GANCHO QUE SE COGE AL MIEMBRO DEL QUE SE CUELGA LA CORTINA , Y UN MIEMBRO DE ACOPLAMIENTO MACHO TIPO PLACA QUE EN UNA CARA TIENE UNA SUPERFICIE DE ACOPLAMIENTO MACHO CON UNA PLURALIDAD DE GANCHOS QUE SE PROYECTAN DE LA MISMA; LA PIEZA CON FORMA DE GANCHO Y EL MIEMBRO DE ACOPLAMIENTO MACHO TIPO PLACA ESTAN FORMADOS EN SU TOTALIDAD DE RESINA SINTETICA Y LA SUPERFICIE DE ACOPLAMIENTO MACHO TIENE UNA PORCION PLANA DESPROVISTA DE GANCHOS EN AL MENOS UNA REGION DONDE ENTRA EN CONTACTO UNA PRESILLA EYECTORA.
METODO PARA MOLDEAR POR INYECCION POLITEREFTALATO DE ETILENO.
(16/04/2000). Solicitante/s: A.K. TECHNICAL LABORATORY, INC.,. Inventor/es: KODA, HIDEAKI, NAKAJIMA, HISASHI.
SE PROPORCIONA UN PROCESO DE MOLDEAMIENTO POR INYECCION DE UNA PREFORMA PARA MOLDEAR POR MEDIO DE UN GOLPE DE ENSANCHE UN RECIPIENTE DE PARED FINA, TAL COMO UNA BOTELLA, QUE UTILIZA TEREFTALATO POLIETILENO AMORFO (TPE-A) COMO MATERIAL DE MOLDEAMIENTO, EN EL QUE SE AÑADE UNA CANTIDAD REQUERIDA DE TEREFTALATO POLIETILENO CRISTALIZADO (TPE-C) AL TPE-A. EL MATERIAL DE LA MEZCLA RESULTANTE PUEDE SER PLASTIFICADO FACILMENTE PARA AUMENTAR EL VALOR IV DEL MATERIAL DE MOLDEAMIENTO HASTA UN VALOR MAS ALTO QUE EL DEL DE TPE-A PARA MOLDEAR POR INYECCION LA PREFORMA. EL TPE-A, EL CUAL A PENAS SE PUEDE UTILIZAR COMO UN MATERIAL DE MOLDEAMIENTO PARA UN MOLDEAMIENTO POR UN GOLPE DE ENSANCHE DEBIDO A SU BAJO VALOR IV, SE PUEDE USAR COMO UN MATERIAL DE MOLDEAMIENTO PARA MOLDEAR MEDIANTE UN GOLPE DE ENSANCHE POR MEDIO DE AUMENTAR SU VALOR IV HACIENDO USO DE UNA PLASTIFICACION EN EL MOMENTO DEL MOLDEAMIENTO POR INYECCION.
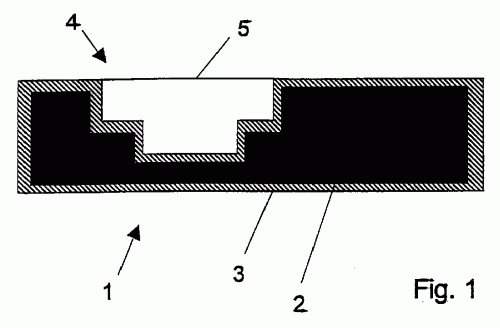
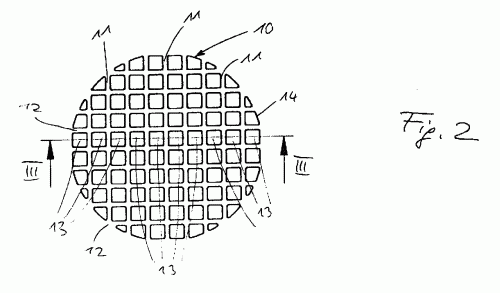
PROCEDIMIENTO DE FABRICACION DE UN OBJETO DE USO O CONSUMO, ASI COMO OBJETO DE USO O CONSUMO DE MATERIAL BIOLOGICAMENTE DEGRADABLE Y/O COMPOSTABLE.
(01/04/2000) LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA FABRICAR UN ARTICULO DE CONSUMO O USO A PARTIR DE UN MATERIAL AL MENOS FUNDAMENTALMENTE BIODEGRADABLE Y/O QUE PUEDE COMPONERSE. PARA MANTENER LO MAS REDUCIDO POSIBLE EL GASTO DE MATERIAL Y REDUCIR LOS COSTES DE FABRICACION, EL PROCEDIMIENTO SEGUN LA INVENCION PREVE QUE SE FABRIQUE AL MENOS UN CUERPO DE MOLDEO ESTRUCTURADOR, CON FORMA DE REJILLA Y QUE PUEDE CARGARSE MECANICAMENTE, QUE ESTA COMPUESTO POR UN MATERIAL O UNA MEZCLA DE MATERIAL AL MENOS FUNDAMENTALMENTE BIODEGRADABLE Y/O QUE PUEDE COMPONERSE, Y QUE EL CUERPO DE MOLDEO SE UNA AL MENOS A UNA PELICULA DE MATERIAL O A UNA CAPA FINA COMPUESTA IGUALMENTE POR UN MATERIAL O…
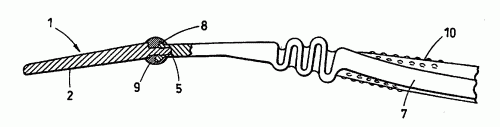
UNION ARTICULADA ENTRE DOS PIEZAS DE PLASTICO MOLDEADAS POR INYECCION PARA FORMAR UNA SOLA PIEZA, EN PARTICULAR RECIPIENTE DE PLASTICO CON ARCO SOPORTE, Y PROCEDIMIENTO PARA SU ELABORACION.
(16/02/2000) EN UNA UNION ARTICULADA ENTRE DOS PARTES DE PLASTICO INYECTADAS PARA FORMAR UNA SOLA PIEZA, LA PRIMERA PARTE DE PLASTICO MUESTRA UN VASTAGO Y LA SEGUNDA PARTE DE PLASTICO UN CORCHETE , ESTANDO CONECTADAS AMBAS PARTES DE PLASTICO UNA CON OTRA POR MEDIO DE CONEXIONES , QUE SON DESMONTABLES SEGUN EL TIPO DE LUGARES DE ROTURA TEORICA. PARA GARANTIZAR UNA UNION ARTICULADA ESTABLE Y RESISTENTE A LA CARGA SE HA PREVISTO, QUE EL VASTAGO Y LA PRIMERA PARTE DE PLASTICO Y EL CORCHETE DE LA SEGUNDA PARTE DE PLASTICO PUEDAN SER UNIDAS UNA CON OTRA A TRAVES DE UNA RANURA Y UN SALIENTE QUE CORRESPONDE A LA RANURA A TRAVES DE DESPLAZAMIENTO DEL CORCHETE SOBRE EL VASTAGO Y EL VASTAGO Y EL CORCHETE ESTAN UNIDOS UNO CON OTRO A TRAVES DEL ENLACE DE TAL MODO, QUE EL CORCHETE ESTA DISPUESTO SUSTANCIALMENTE…
PROCESO PARA LA FABRICACION DE ARTICULOS MOLDEADOS POROSOS.
(16/02/2000). Solicitante/s: TICONA GMBH. Inventor/es: GORDEN, SABINE, VAN LAAK, HERMANN, SCHMITZ, HOLGER.
LA INVENCION SE REFIERE A CUERPOS DE MOLDE POROSOS A BASE DE POLIETILENO DE PESO MOLECULAR ULTRAALTO OBTENIBLE MEDIANTE FUNDICION DE INYECCION DE POLIETILENO, CON UN INDICE DE VISCOSIDAD LIMITE DE 500 HASTA 5.000 ML/G., UN TAMAÑO DE GRANO MEDIO DESDE 100 HASTA 1.500 MICRAS Y UNA DENSIDAD A GRANEL DE AL MENOS 0,35 G/CM3. LA ELABORACION PREVIA DEL POLIMERIZADO TIENE LUGAR EN UNA MAQUINA DE FUNDICION DE INYECCION EN TEMPERATURA DESDE 160 HASTA 260 150 MPA. DE AQUI LA RELACION DE LA VIA DE FLUIDEZ DEL MATERIAL EN LA HERRAMIENTA DE FUNDICION DE INYECCION CON RESPECTO AL ESPESOR DE PARED DEL CUERPO DE MOLDE NO ES MAYOR DE 7,5.
PROTESIS CON DISTANCIADOR INTEGRAL PROXIMAL.
(16/12/1999). Solicitante/s: STRYKER TECHNOLOGIES CORPORATION. Inventor/es: KASHUBA, GLEN, MICHIELLI, MICHAEL, GOLDENBERG, J., MEL, KLIPPEL, JON, I.
SE PRESENTA UNA PROTESIS CON UN SEPARADOR PROXIMO INTEGRAL . LA PROTESIS TIENE UN ELEMENTO DE BASE CON UNA SUPERFICIE TEXTURIZADA PARA AYUDAR A LA ADHESION DE CEMENTO PARA HUESOS. EL SEPARADOR INTEGRAL TIENE UNA FORMA GENERALMENTE DE TRIPODE. UNA PARTE SUPERIOR, CIRCUNFERENCIAL RODEA AL MENOS PARCIALMENTE EL EXTREMO PROXIMO DE LA PROTESIS , Y TRES PATAS SE EXTIENDEN DISTALMENTE A TRAVES DE LA LONGITUD DE LA PROTESIS . TAMBIEN SE PRESENTA UN PROCEDIMIENTO PARA FABRICAR LA PROTESIS Y EL SEPARADOR, QUE PREFERIBLEMENTE COMPRENDE EL MOLDEADO A INYECCION DE PMMA.
PROCEDIMIENTO PARA LA FABRICACION DE UN ARTICULO MOLDEADO DE CAPAS MULTIPLES.
(01/11/1999). Solicitante/s: SUMITOMO CHEMICAL COMPANY, LIMITED. Inventor/es: HARA, TAKAHISA, MATSUMOTO, MASAHITO, USUI, NOBUHIRO, MATSUBARA, SHIGEYOSHI.
ARTICULO MOLDEADO CON MULTIPLES CAPAS QUE TIENE UNA BUENA APARIENCIA Y SE PRODUCE PROPORCIONANDO UNA LAMINA DE RESINA REFORZADA CON FIBRA PRECALENTADA ENTRE UN PAR DE MOLDES SUPERIOR E INFERIOR , SUMINISTRANDO UNA COLADA DE RESINA TERMOPLASTICA Y, OPCIONALMENTE, UNA LAMINA DE ESPUMA ENTRE EL MOLDE SUPERIOR Y LA LAMINA DE RESINA REFORZADA CON FIBRA DESDE UNA ABERTURA SUMINISTRADORA DE RESINA PROPORCIONADA EN EL MOLDE INFERIOR A TRAVES DE UN AGUJERO EFECTUADO EN LA LAMINA DE RESINA REFORZADA CON FIBRA Y LA LAMINA DE ESPUMA, DURANTE EL SUMINISTRO DE LA COLADA DE RESINA O TAN PRONTO COMO ACABA EL SUMINISTRO DE RESINA, CERRANDO LOS MOLDES PARA QUE FLUYA Y SE FORME LA COLADA DE RESINA A FIN DE PRODUCIR UN ARTICULO MOLDEADO CON MULTIPLES CAPAS HECHO CON LA LAMINA DE RESINA REFORZADA CON FIBRA , UNA CAPA SUPERFICIAL DE LA RESINA TERMOPLASTICA Y, OPCIONALMENTE, LA LAMINA DE ESPUMA QUE HAY EN MEDIO.
ELEMENTO DE FIJACION ADHESIVO, PARA MANTENER ELEMENTOS ESTRUCTURALES O FUNCIONALES SOBRE SOPORTES.
(16/09/1999). Solicitante/s: A. RAYMOND & CIE. Inventor/es: LESSER, HANS-JURGEN.
EL ELEMENTO DE SUJECION ADHERENTE, PARA SOPORTAR PARTES FUNCIONALES O ESTRUCTURALES SOBRE ELEMENTOS DE SOPORTE ESENCIALMENTE PLANOS, CONSISTE EN UNA ZONA FUNCIONAL ADHESIVA PARA ESTABLECIMIENTO DE UN ENLACE ADHESIVO CON LA SUPERFICIE DEL ELEMENTO SOPORTE Y AL MENOS UNA OTRA ZONA SOPORTE PARA ESTABLECIMIENTO POSITIVO DE CONEXIONES NO POSITIVAS CON LA PARTE ESTRUCTURAL. LA ZONA FUNCIONAL ADHESIVA TIENE UNA SUPERFICIE DE ADHERENCIA QUE ESTA PROVISTA CON ADHESIVOS DEL TIPO FUNDIDO EN CALIENTE REACTIVO, RETICULABLE Y/O ENDURECIBLE, QUE ES SECO, A PRUEBA DE USO Y NO VISCOSO, SE DISPONE EN TEMPERATURAS DE HASTA 80 ESTABLECER UN ENLACE ADHESIVO PERMANENTE CUANDO SE CALIENTA O ES APLICADA ENERGIA A ALGUNO DE LOS ELEMENTOS. EL ADHESIVO DEL TIPO DE FUSION EN CALIENTE UTILIZADO PARA ESTE PROPOSITO SE BASA EN AGENTES AGLOMERANTES BASICOS QUE SE AJUSTAN Y ENDURECEN A TRAVES DE POLIMERIZACION, POLIADICION Y/O MECANISMOS DE REACCION DE POLICONDENSACION.
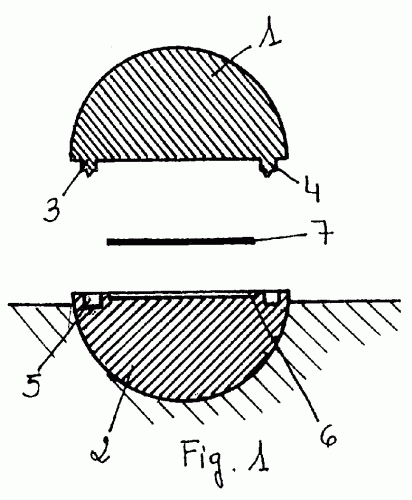
UNA ADICION EN EL OBJETO DE LA PATENTE PRINCIPAL N-9502022, POR. "PERFECCIONAMIENTOS EN LA FABRICACION DE CANICAS".
(01/07/1999). Ver ilustración. Solicitante/s: PIERA BERMEJO, ANTONIO.
UNA ADICION A LOS PERFECCIONAMIENTOS EN LA FABRICACION DE CANICAS, DEL TIPO DE LAS QUE SE FABRICAN INYECTANDO DOS SEMIESFERAS EN METACRILATO, MACRALON, POLICARBONATO O PET, ENTRE LAS QUE SE INTERFIERE UNA LAMINA IMPRESA EN OFFSET O SERIGRAFIA POR LO MENOS EN UNA DE SUS CARAS, PRESENTANDO UNA DE LAS CITADAS SEMIESFERAS UN SALIENTE CIRCUNFERENCIAL PROXIMO A SU PERIFERIA Y LA OTRA UNA REGATA CIRCUNFERENCIAL EN LA QUE ENCAJA AQUEL, QUE PRESENTA COMO CARACTERISTICA DIFERENCIATIVA EL HECHO DE QUE LAS CITADAS SEMIESFERAS SE UNEN COLOCANDO EN LA REGATA CITADA UN DISOLVENTE DEL PLASTICO BASE, COLA O PEGAMENTO.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}