CIP-2021 : B29C 45/73 : del molde.
CIP-2021 › B › B29 › B29C › B29C 45/00 › B29C 45/73[3] › del molde.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
B29C 45/73 · · · del molde.
CIP2021: Invenciones publicadas en esta sección.
Un molde de inyección, herramienta de moldeo por inyección que comprende el molde de inyección, métodos de sus usos.
(27/05/2020) Molde de inyección que comprende
- una placa de molde de inyección que tiene una primera cara de placa de molde de inyección que incluye primeras mitades de cavidades de molde (8a', 8b', 8c') de una o más cavidades de molde (8a, 8b, 8c, 8d) y una segunda cara de placa de molde de inyección opuesta para montarse en una herramienta de moldeo por inyección ,
- una placa de molde de expulsión que tiene una primera cara de placa de molde de expulsión que incluye segundas mitades de cavidades de molde (8a, 8b, 8c, 8d) de una o más cavidades de molde (8a, 8b, 8c, 8d) y una segunda cara de placa de molde expulsión opuesta para montarse en una herramienta de moldeo por inyección ,
- la primera cara de placa de molde de inyección está orientada hacia la primera cara de placa de molde de expulsión…
Manguito de regulación de temperatura, preferentemente para herramientas de moldeo por inyección de plástico.
(19/02/2019). Solicitante/s: Ziegler, Sven. Inventor/es: ZIEGLER,SVEN.
Manguito de regulación de temperatura para enfriar o regular la temperatura de espigas en la construcción de moldes, en particular para herramientas de moldeo por inyección de plástico, presentando el manguito de regulación de temperatura una parte de apoyo concéntrica respecto a la espiga , caracterizado por que el manguito de regulación de temperatura está dispuesto externamente alrededor de la espiga y la parte de apoyo presenta una superficie interrumpida para posibilitar a un fluido, que circula en transversal a la extensión longitudinal de la espiga , al menos el contacto con la espiga , así como dos soportes de junta redondos que se mantienen a la longitud de construcción deseada mediante dos elementos distanciadores en forma de columna.
PDF original: ES-2700723_T3.pdf
Molde de inyección para su uso en un dispositivo de moldeo por inyección.
(25/04/2018). Solicitante/s: WERKZEUGBAU SIEGFRIED HOFMANN GMBH. Inventor/es: HOFMANN, GUNTER.
Un molde de inyección para su uso en un dispositivo de moldeo por inyección, que comprende al menos un elemento de molde , que está provisto de un dispositivo combinado de calentamiento y enfriamiento, con al menos una superficie de molde térmicamente variable, en el que el dispositivo de calentamiento y enfriamiento tiene al menos una cavidad que se extiende detrás de la superficie de molde , en el que la cavidad , como un espacio combinado de condensación y evaporación, se expone tanto a un medio de enfriamiento en expansión alimentado como alternativamente a un medio de calentamiento vaporoso alimentado, caracterizado porque el número de aberturas de alimentación del medio de enfriamiento en la cavidad es mayor que el número de aberturas de alimentación del medio de calentamiento.
PDF original: ES-2676768_T3.pdf
Herramienta de molde y procedimiento.
(01/11/2017) Una herramienta de molde que comprende:
una cara de transmisión térmica ; y
una cara de control de temperatura , opuesta a la cara de transmisión térmica ;
una pluralidad de paredes laterales , que se extienden desde la cara de control de temperatura definiendo una pluralidad de cámaras de fluido individuales , adyacentes a la cara de control de temperatura; y
un aparato de control de temperatura basado en fluido, asociado con al menos algunas de la pluralidad de cámaras de fluido, de tal manera que cada aparato de control de temperatura está configurado para producir un chorro de fluido dirigido a una región de incidencia de la cara de control de temperatura ;
caracterizada por que
al menos algunas de la pluralidad de cámaras…
Cuerpo de moldeo con alta calidad superficial.
(23/08/2017) Procedimiento para la preparación de piezas moldeadas con resistencia a los arañazos aumentada de la superficie, exactitud de dimensiones mejorada y brillo mejorado de la superficie, que comprende las etapas:
a) elaboración de las composiciones que contienen los componentes A) a E) para la preparación de un granulado de la composición termoplástica que consta de
A) de 30,0 a 90,0 partes en peso de al menos un policarbonato aromático,
B) de 0,0 partes en peso a 50,0 partes en peso de polímero de injerto modificado con caucho y/o copolímero de vinilo,
C) de 0,00 a 50,00 partes en peso de poliéster,
D) de 5,0 a 50,0 partes en peso de al menos una carga inorgánica con una forma…
Método y dispositivo de precalentamiento de un molde, particularmente de moldeo por inyección.
(28/12/2016). Solicitante/s: ROCTOOL. Inventor/es: FEIGENBLUM,JOSE, GUICHARD,ALEXANDRE.
Método para el precalentamiento de una primera superficie de moldeo de un molde, el cual molde incluye una posición abierta y una posición cerrada y que delimita según esta posición cerrada una cavidad cerrada entre dicha primera superficie de moldeo precalentada y una segunda superficie de moldeo, comprendiendo las etapas que consisten en:
a. calentar una pieza por inducción, denominada núcleo ;
b. introducir dicho núcleo entre las superficies de moldeo de dicho molde en posición abierta;
c. llevar a cabo el precalentamiento de la primera superficie de moldeo por transferencia térmica entre dicho núcleo y dicha superficie de moldeo;
d. retirar el núcleo y cerrar el molde;
caracterizado porque:
- el núcleo se calienta en el exterior del molde colocando dicho núcleo en el interior de una espira por la que pasa una corriente alterna.
PDF original: ES-2623810_T3.pdf
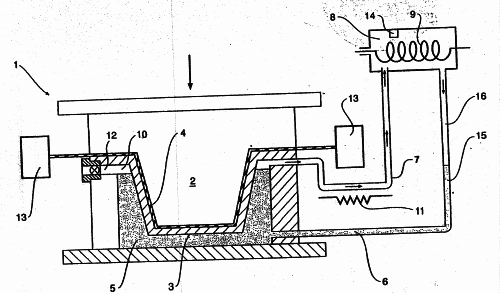
Sistema integrado de precalentamiento y refrigeración de moldes.
(07/01/2015) Un sistema de termorregulación de moldes para moldeado a presión, moldes para colada en coquilla y similares, que comprende:
- un tanque abierto que contiene un fluido de refrigeración líquido, en particular agua,
- un circuito hidráulico primario para una circulación de dicho fluido de refrigeración desde dicho tanque de líquido al molde a refrigerar y desde este al tanque a través de un intercambiador de calor (SC),
- un circuito neumático secundario conectado al circuito hidráulico primario y provisto para la circulación de un fluido aeriforme en el molde a refrigerar en una forma alternativa y mezclada con el fluido de refrigeración líquido, y
- una unidad de control del circuito hidráulico primario y del circuito neumático…
Extrusor y procedimiento para cerrar un paso de conexión.
(26/11/2014) Extrusor con al menos un husillo de extrusor, que está alojado alrededor de su dirección longitudinal de manera giratoria en un espacio de trabajo de una carcasa, donde al menos un segmento de carcasa de la carcasa presenta al menos un canal de refrigeración ,
- que partiendo de una abertura de entrada puede ser atravesado de tal manera por un fluido refrigerante, que el fluido refrigerante absorbe calor de proceso del espacio de trabajo y lo evacúa a través de una abertura de salida y
- y que presenta entre dos superficies de reborde perpendiculares con respecto a la dirección longitudinal , del segmento de carcasa , una pluralidad de pasos y en al menos una de las superficies de reborde al menos un paso de conexión…
Recipientes moldeados por inyección.
(11/06/2014) Un método de formación de un producto para la liberación en un entorno acuoso de una composición para el cuidado de tejidos, el cuidado de superficies o el lavado de la vajilla, en el que el producto comprende:
un recipiente hidrosoluble, que comprende un polímero termoplástico hidrosoluble moldeado por inyección que es poli(alcohol vinílico) o un copolímero de poli(alcohol vinílico); y
dicha composición en el interior del recipiente;
comprendiendo dicho método el moldeo por inyección de un material termoplástico que comprende dicho polímero en un molde, en el que para o durante el proceso de moldeo por inyección, el molde se calienta activamente,…
Ajuste del grado del brillo.
(21/05/2013) Procedimiento de moldea por inyección de materiales fundidos fluyentes, en especial, de plástico, en unmolde con una superficie de moldeo, que hace contacto con el material y está provista de por lo menos unrevestimiento y con un mecanismo para temperar la superficie del molde con las etapas de:
- proveer la superficie del molde de una estructura superficial para conseguir un grado 60º de brillo y/oun valor L* cromático para la pieza moldeada por inyección mediante reproducción básicamente exactade la superficie de moldeo por la superficie de la pieza moldeada por inyección,
- proveer la superficie del molde…
Moldeo por inyecciones de lentes.
(09/04/2013) Un método para formar una lente oftálmica que es una lente multifocal progresiva o una lente multifocalasférica que comprende:
proporcionar un molde que tiene una parte o sección cóncava y una parte o sección convexa;
proporcionar una película funcional laminada;
colocar dicha película funcional laminada en dicho molde, de modo que antes de colocar dicha película funcionallaminada en dicho molde, dicha película funcional laminada ha sido preformada;
inyectar un termoplástico fundido en dicho molde;
mantener una temperatura de dicho molde dentro de un intervalo de temperaturas predeterminado durante lainyección de dicho termoplástico…
CALEFACTOR BLINDADO FLEXIBLE.
(09/10/2012) A partir de la estructura básica convencional de un calefactor, en el que participan un tubo envolvente metálico en el que está dispuesto un conductor de calentamiento recubierto por una masa eléctricamente aislante, el conductor eléctrico está conectado por sus extremos, a sendas clavijas de conexión eléctricamente conductoras, la invención centra sus características en el hecho de que el hilo calefactor , queda dispuesto el seno de un tubo de acero inoxidable o similar , de menor diámetro que el tubo ondulado de acero inoxidable exterior , y coaxial al mismo tubo de acero inoxidable , en el que se establece un relleno de aislante MgO en polvo compactado o similar, mientras que el espacio definido entre el tubo de acero inoxidable y el tubo ondulado de acero inoxidable está relleno de polvo de metal no férreo , tal como…
(11/06/2012) Este cojinete estanco comprende un cuerpo de configuración general cilíndrica para su montaje en el alojamiento de un molde o cuerpo de soporte (M), y presenta un orificio interior cilíndrico para el montaje y equilibrado del movimiento ajustado de un eje o noyo (N) rotativo provisto de refrigeración interna. El cuerpo presenta: un canal interior para el montaje de junta rotativa de doble efecto activada por una primera junta tórica ; un canal exterior para el montaje de una segunda junta tórica de estanqueidad estática del cojinete en el alojamiento de un molde o pieza de soporte (M); y, en unos de sus extremos, una cabeza con unos planos planos periféricos…
Procedimiento e instalación para la fabricación de cuerpos moldeados revestidos.
(08/06/2012) Procedimiento para la producción de cuerpos moldeados revestidos, en el que se inyecta una masa de moldeo en un molde de colada por inyección y se enfría, 5 obteniéndose un cuerpo moldeado, el molde de colada por inyección se modifica de manera que resulte un espacio intermedio entre la superficie del cuerpo moldeado a revestir y la superficie interior del molde de colada por inyección, el espacio intermedio resultante se rellena mediante colada por inyección con una mezcla reactiva, caracterizado porque para el endurecimiento de la mezcla reactiva se eleva la temperatura de al menos una parte del molde de colada por inyección en el espacio de 1 minuto en al menos 5ºC.
Procedimiento de fabricación de unidades de filtrado y aparato correspondiente.
(07/05/2012) Procedimiento de fabricación de unidades de filtrado , constituidas por lo menos por un cerramiento en forma de caja y por lo menos por un elemento de filtrado , que se pueden ensamblar entre sí, comprendiendo una etapa de inyección de por lo menos un 5 elemento de retención en el estado fluido en por lo menos un asiento , que está asociado con dicho cerramiento en forma de caja , para alojar dicho elemento de filtrado ; por lo menos una etapa de incorporación de por lo menos un extremo de dicho elemento de filtrado en por lo menos una parte de dicho elemento de retención que se mantiene en estado fluido, y comprendiendo…
Útil de moldeo con inyector integrado.
(28/03/2012) Útil de moldeo en el cual en un estado de funcionamiento puede estar conformada una cavidadcompletamente cerrada, con un inyector alojado, al menos en parte, en el útil de moldeo , cuya abertura dedescarga desemboca en una cavidad cerrada y que presenta un canal de alimentación de material y un canalde retorno de material , y una aguja de inyector conmutable a al menos dos posiciones de funcionamiento,estando la abertura de descarga cerrada en una posición de funcionamiento por medio de la punta de la agujade inyector asentada sobre la abertura de descarga, y en la otra posición de funcionamiento dicho aberturapresenta mediante el levantamiento de la aguja de inyector de la abertura de descarga una comunicación…
MEJORAS REFERIDAS AL ENFRIAMIENTO DE MOLDES.
(21/10/2010) Un molde que incluye una configuración para ayudar a controlar una temperatura del molde, incluida al menos una cámara cerrada (4 y 15) dentro del molde. La cámara está llena sólo parcialmente de líquido y el resto de la cámara está rellena sustancialmente con sólo vapor del líquido dentro de la cámara (4, 15 y 22). Al menos una parte de la cámara está situada para transmitir calor desde una ubicación específica del molde hasta el líquido dentro de la cámara, y existen medios de condensación que se sirven de un intercambio de calor para llevar a cabo la condensación de vapor dentro de la cámara. El molde se caracteriza porque el líquido está dispuesto en la cámara de tal forma que durante su uso se distribuirá para…
APARATO Y PROCEDIMIENTO PARA PREFORMAS DE MOLDEO POR INYECCION.
(01/06/2006). Ver ilustración. Solicitante/s: ADVANCED PLASTICS TECHNOLOGIES, LTD. Inventor/es: HUTCHINSON, GERALD, A., LEE, ROBERT, A.
Molde para preformas de moldeo por inyección, que comprende: un conjunto de mandriles y por lo menos un primer conjunto de cavidades , presentando cada mandril una pared y un tubo de suministro de refrigerante dispuesto en el interior del mandril para suministrar refrigerante en circulación al extremo de base del mandril y presentando cada cavidad del primer conjunto una entrada para inyectar masa fundida plástica, en el que al menos una parte de la cavidad y/o el mandril comprende un material de alta transferencia térmica.
METODO Y APARATO DE CONTROL DE LA TEMPERATURA.
(16/09/2005). Ver ilustración. Solicitante/s: RITEMP PTY LTD. Inventor/es: RITEMP PTY LTD.
Un molde de un tipo que requiere extraer calor del molde de vez en cuando, molde que incluye al menos una cámara cerrada (21 y 37) que tiene líquido en el mismo, el cual se extiende para cubrir al menos una de las zonas de donde se extrae calor, y un espacio por encima del líquido y en la cámara cerrada (21 y 37) en el cual se ajusta la presión a un nivel que permitirá hervir el líquido a una temperatura seleccionada, y que se caracteriza por un medio condensador (25 y 42) para efectuar la condensación, mediante enfriamiento, del vapor o vapores del líquido en el espacio.
UNIDAD DE CONTROL DE TEMPERATURA PARA MATRICES O MOLDES, PARTICULARMENTE PARA COLAR EN MATRIZ A PRESION O MOLDEAR POR INYECCION ALUMINIO Y SUS ALEACCIONES, MATERIALES PLASTICOS Y SIMILARES.
(16/06/2005) Una unidad de control de temperatura para matrices y moldes, particularmente para colar en matriz a presión o moldear por inyección aluminio y aleaciones del mismo, materiales plásticos y similares, caracterizada porque comprende un circuito de refrigeración de una matriz o molde a través del cual fluye agua presurizada, estando conectada una bomba de alimentación de agua a dicho circuito y siendo ajustable a una presión que es mayor que la presión de evaporación de agua a una temperatura de precalentamiento de dicha agua, que puede ser detectada por un primer sensor de temperatura para detectar la temperatura de dicha agua, incluyendo dicho circuito una bomba de circulación , una válvula de rebose de agua que puede ajustarse a una presión inferior a la de dicha bomba de alimentación , y una unidad de calentamiento …
INSERTO DE ENTRADA ENFRIADO PARA MOLDEO POR INYECCION.
(01/07/2004). Ver ilustración. Solicitante/s: MOLD-MASTERS LIMITED. Inventor/es: GELLERT, JOBST ULRICH, BABIN, DENIS L.
INSERTO DE CAVIDAD Y BEBEDERO DE UNA PIEZA PARA MOLDEO POR INYECCION QUE SE MONTAN ENTRE UNA TOBERA CALENTADA Y UNA CAVIDAD . EL INSERTO TIENE CONDUCTOS PARA EL FLUIDO DE REFRIGERACION QUE SE EXTIENDEN A TRAVES DEL MISMO ALREDEDOR DEL BEBEDERO Y DE LA CAVIDAD. LOS CONDUCTOS DE PASO SE EXTIENDEN ALTERNATIVAMENTE TANTO HACIA DELANTE COMO HACIA ATRAS Y HACIA DENTRO Y HACIA FUERA PARA MEJORAR LA REFRIGERACION.
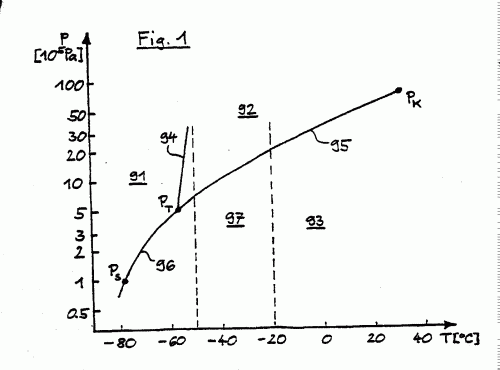
REFRIGERACION INTERNA CON GAS LIQUIDO.
(01/02/2004). Ver ilustración. Solicitante/s: FOBOHA GMBH. Inventor/es: BODMER, WERNER, ARMBRUSTER, RAINER, BODMER, UDO.
Procedimiento para la refrigeración interna de un objeto giratorio alrededor de un eje de rotación (a) mediante gas licuado, que se introduce desde un objeto fijo en el objeto giratorio , caracterizado porque el gas licuado se introduce a presión desde por lo menos un conducto de alimentación situado en el objeto fijo , dentro de una ranura circular situada entre el objeto fijo y el objeto giratorio , desde la ranura circular se introduce a presión por lo menos dentro de un conducto en el objeto giratorio , y se conduce por lo menos a una pieza que se trata de refrigerar, donde se evapora absorbiendo calor de evaporación y se evacua como gas en forma gaseosa.
INJERTO DE CAVIDAD REFRIGERADO PARA MOLDEO POR INYECCION.
(16/01/2004) Un aparato de moldeo por inyección que tiene una cavidad con una superficie externa extendida en un molde y un inserto de cavidad hueco con una superficie interna montada en el molde , en el que la superficie interna del inserto de la cavidad forma al menos una parte de la superficie externa de la cavidad , caracterizado porque: el inserto de la cavidad tiene al menos una parte interna hueca y una parte externa hueca, unidas conjuntamente de forma integral, teniendo la parte externa una superficie interna y una parte interna que tiene una superficie externa , encajando la parte interna dentro de la parte externa…
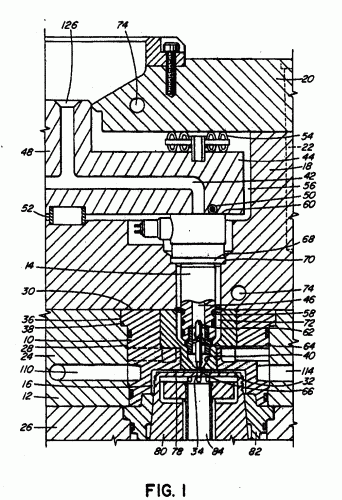
PIEZAS DE INSERCION CON ROSCA PARTIDA Y REFRIGERADA PARA EL MOLDEO DE PREFORMADOS POR INYECCION.
(16/08/2002) SE PRESENTAN ELEMENTOS INSERTADOS HENDIDOS CON ROSCAS QUE SE UTILIZA EN PREFORMAS DE BOTELLAS DE MOLDEADO POR INYECCION DE TEREFTALATO DE POLIETILENO (TPE). CADA ELEMENTO INSERTADO TIENE UNA SUPERFICIE INTERIOR CURVADA . UN PAR DE ELEMENTOS INSERTADOS ESTAN MONTADOS CARA A CARA EN EL MOLDE DE MANERA QUE LAS SUPERFICIES INTERIORES SE COMBINAN PARA FORMAR UNA ABERTURA A TRAVES DE LAS MISMAS. LA ABERTURA PROPORCIONA LA PORCION DE LA CAVIDAD QUE FORMA LA PORCION DE CUELLO DE LA PREFORMA. CADA UNO DE LOS ELEMENTOS INSERTADOS SEPARADOS CON ROSCAS TIENE UN CONDUCTO ENCERRADO A TRAVES DEL QUE CIRCULA UN FLUIDO DE REFRIGERACION PARA MEJORAR LA REFRIGERACION Y REDUCIR LA DURACION DEL CICLO DE MOLDEADO. EL CONDUCTO DE LIQUIDOS DE REFRIGERACION…
ELEMENTO ESTANCO Y SU UTILIZACION PARA EL DESVIO DE FLUIDOS TERMORREGULADORES EN HERRAMIENTAS DE FUNDICION INYECTADA Y DE FUNDICION A TROQUEL.
(16/05/2002). Solicitante/s: ZIEGLER, RUDIGER. Inventor/es: ZIEGLER, RUDIGER.
EL ELEMENTO DE JUNTA SE COMPONE DE UN CUERPO DE GOMA O DE PLASTICO CON ABERTURAS DE PASO, QUE SE UNEN A TRAVES DE UN ESPACIO DE CIRCULACION DE CORRIENTE CONJUNTA Y CON ELLO SE PERMITE UN CAMBIO DE DIRECCION EN LA GUIA DEL CANAL DE ATEMPERADO. LA ESTANQUEIDAD SE CONSIGUE AL MISMO TIEMPO A TRAVES DE UN REBORDE DE JUNTA CIRCUNDANTE SOBRE EL LADO INFERIOR Y SUPERIOR.
DISTRIBUIDOR DE FLUIDOS PARA REFRIGERACION DE MOLDES.
(01/03/2001) 1. Distribuidor de fluidos para refrigeración de moldes, siendo de utilidad preferente para la refrigeración de moldes de inyección de plástico, caracterizado porque el distribuidor se constituye por un bloque compacto, en el cual se definen dos mitades con una pluralidad de conductos comunicados entre si, los de cada mitad, que desembocan en correspondientes bocas de conexión en determinadas raras del distribuidor, definiendo en una de las dos mitades una boca de entrada del fluido de alimentación, mientras que en la otra mitad se define una boca de salida del fluido del distribuidor, estando las bocas y comunicadas con el resto de conductos relativos a cada una de ellas, cuyas bocas laterales y se conectan con las correspondientes bocas de los conductos de refrigeración del molde. 2. Distribuidor de fluidos para refrigeración de moldes, según…
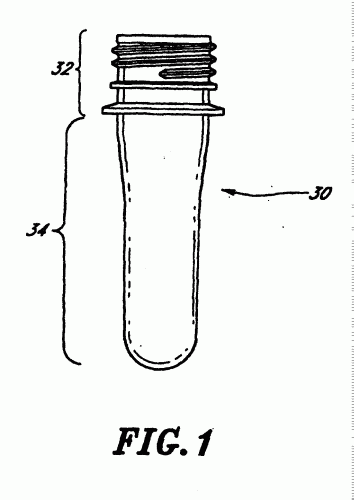
PROCEDIMIENTO DE FABRICACION DE PREFORMAS CON ASA INTEGRADA, PREFORMAS Y ENVASES CON ELLAS OBTENIDOS.
(16/10/2000). Ver ilustración. Solicitante/s: SANTOYO PADILLA,JOSE.
Procedimiento de fabricación de preformas con asa integrada, preformas y envases con ellas obtenidos. El molde de inyección dispone de un resalte lateral tangente superior y en las proximidades de su propia boca, así como de un único distribuidor de fluido refrigerante, con anillos o canales concéntricos unidos otros canales de conexión, intermedios entre niveles, de forma tal que se disponen estos segundos canales verticales entre cada grupo de dos éstos y situándose la del nivel anterior y la del siguiente a 180º de ella, incorporando el asa integrada, laminar, una ranura en la zona más próxima al gollete, antagonista del resalte del molde , que define un degollamiento elástico. Figura 1.
PRODUCTOS DE ARTICULOS MOLDEADOS POR GELIFICACION BAJO PRESION DE UNA RESINA TERMOENDURECIBLE.
(16/05/1999). Solicitante/s: CIBA SPECIALTY CHEMICALS HOLDING INC.. Inventor/es: WOMBWELL, PAUL TERRENCE, BADCOCK, WILLIAM, WALTER, CHARLES, LUCCHI, MARCO.
PRODUCTOS DE ARTICULOS MOLDEADOS POR GELIFICACION BAJO PRESION DE UNA RESINA TERMOENDURECIBLE. LA PRESENTE INVENCION, PROPORCIONA UN PROCEDIMIENTO DE FABRICACION DE UN ARTICULO MOLDEADO DE PLASTICO CURADO, MEDIANTE INTRODUCCION DE UNA COMPOSICION DE RESINA CURABLE EN UN MOLDE CALENTADO Y SUMINISTRO DE RESINA ADICIONAL BAJO PRESION, PARA COMPENSAR LA CONTRACCION DE LA COMPOSICION. DICHO PROCEDIMIENTO COMPRENDE EL CALENTAMIENTO DE DICHA COMPOSICION DE RESINA CURABLE, BIEN ANTES DE SU ENTRADA, O TAN RAPIDO COMO SEA POSIBLE DURANTE LA ENTRADA EN EL MOLDE, O AMBOS, HASTA UNA TEMPERATURA QUE PERMITA EL LLENADO SATISFACTORIO DEL MOLDE ANTES DE SU SOLIDIFICACION E INMEDIATAMENTE DESPUES DE LA SOLIDIFICACION, QUE PROGRESA DESDE EL PUNTO MAS LEJANO DE LA ENTRADA DE NUEVO HASTA EL PUNTO DE ENTRADA DEL MOLDE Y SIENDO CALENTADAS LAS PARTES DE DICHO MOLDE, HASTA UNA TEMPERATURA AL MENOS TAN ALTA COMO LA TEMPERATURA DEL PUNTO FINAL DE LLENADO DEL MOLDE.
METODO PARA FORMAR UN OBJETO DE UN MATERIAL SINTETICO TERMOFRAGUABLE EN UN MOLDE.
(01/10/1997) UN METODO PARA FORMAR UN OBJETO DE UN MATERIAL SINTETICO TERMOFRAGUABLE EN UN MOLDE , QUE TIENE AL MENOS UNA CAMARA , SEGUN EL CUAL UNA MEZCLA DE COMPONENTES, QUE REACCIONA Y SE CURA PASADA UNA TEMPERATURA CRITICA, SE LICUA Y SE INTRODUCE EN LA CAMARA A TRAVES DE UNA PIEZA DE ADMISION , QUE TIENE AL MENOS UN CONDUCTO DE LLENADO QUE SE ABRE ENTRANDO EN LA CAMARA ; DESPUES SE DEJA REACCIONAR Y CURAR LA MEZCLA ANTEDICHA ASEGURANDOSE QUE LA TEMPERATURA DEL MOLDE SEA SUPERIOR A LA TEMPERATURA CRITICA ANTEDICHA; DESPUES DE ESTO, SE RETIRA DEL MOLDE EL OBJETO CON LA PIEZA DE ADMISION, Y QUE SE CARACTERIZA PORQUE LA MEZCLA LIQUIDA SE INTRODUCE EN EL MOLDE A TRAVES DE LA PIEZA DE ADMISION QUE SE PEGA A TRAVES DE UNA PARED QUE HAY EN EL MOLDE…
PROCEDIMIENTO E INSTALACION PARA REGULAR LA TEMPERATURA DE HERRAMIENTAS DE MOLDEO PARA EL TRATAMIENTO DE PLASTICOS.
(01/04/1997) EN PROCEDIMIENTOS DE ATEMPERACION CONVENCIONALES, LAS CONDICIONES DE TEMPERATURA NO PUEDEN SER ADAPTADAS A LOS PARAMETROS DE PROCESO MOMENTANEOS; LAS PERTURBACIONES EN EL PROCESO DE MOLDEADO DE INYECCION ASI COMO LA POSICION NO FAVORABLE DE LAS SUPERFICIES DE ENFRIAMIENTO EN RELACION AL CONTORNO DE LA HERRAMIENTA EN EL PASO DE HERRAMIENTAS COMPLEJAS NO PUEDEN SER COMPENSADOS. PARA RESOLVER ESTE PROBLEMA, EL PROCEDIMIENTO DE ATEMPORADO SE DIVIDE EN DOS FASES, UNA FASE DE COMIENZO Y UNA FASE DE TRABAJO ESTACIONARIA CARACTERIZADA MEDIANTE DIFERENTES CONDICIONES DE ATEMPERACION. LA FASE DE COMIENZO TERMINA CUANDO SE ALCANZA LA TEMPERATURA DE AJUSTE DE LA HERRAMIENTA PREDETERMINADA O SE EXCEDE POR PRIMERA VEZ, Y DURANTE LA DURACION COMPLETA DEL CICLO LA TEMPERATURA MEDIA DE LA HERRAMIENTA ES CONTINUAMENTE MEDIDA EN UNA…
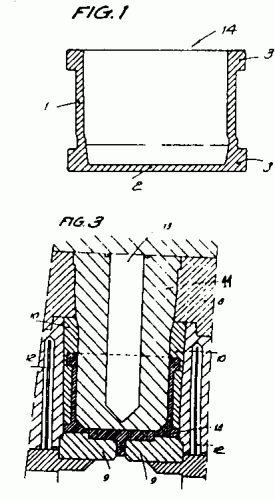
MOLDE PARA LA FORMACION DE QUESOS REALIZADO POR INYECCION EN UNA SOLA PIEZA.
(16/10/1996). Ver ilustración. Solicitante/s: MECANIZADOS BUSQUI, S.L. Inventor/es: BUSQUI LLORENS, MARTIN.
MOLDE PARA LA FORMACION DE QUESOS Y PROCEDIMIENTO PARA SU FABRICACION. COMPRENDE UNA PARED TUBULAR , UN FONDO Y UN PAR DE VALONAS , UNA EN EL EXTREMO ABIERTO DE LA PARED TUBULAR Y LA OTRA ALREDEDOR DEL FONDO, QUE ESTAN FORMADOS EN UNA SOLA PIEZA. EL PROCEDIMIENTO CONSISTE EN INYECTAR MATERIAL PLASTICO , PREFERENTEMENTE COPOLIMEROS, POLIPROPILENOS O POLIETILENOS, ENTRE UN MOLDE Y UN HOYO , DESMOLDEANDO LA PIEZA TORNADA A UNA TEMPERATURA DE LA MISMA ENTRE 100 Y 150 C, SIN REFRIGERACION FORZADA NI DEL MOLDE NI DEL HOYO , EL CUAL SE MANTIENE A UNA TEMPERATURA ENTRE 90 Y 120 C, ESTANDO EL TIEMPO DE MOLDEO COMPRENDIDO ENTRE 3 Y 7 MINUTOS. PERMITE LA FABRICACION DEL MOLDE DE FORMA MAS RAPIDA Y SENCILLA.
HERRAMIENTA DE INYECCION PARA PLASTICOS.
(01/10/1995). Solicitante/s: TETRA LAVAL HOLDINGS & FINANCE S.A.. Inventor/es: REIL, WILHELM.
SE DESCRIBE UNA HERRAMIENTAS DE INYECCION CON UNA PIEZA DE MOLDE PARA FUNDICION INYECTADA DE PLASTICOS CON UN SOPORTE PARA ACOGER LA PIEZA DE MOLDE QUE TIENE UNA ESTRUCTURA DE CONTORNO DE SUPERFICIE PARA FORMAR EL ESPACIO HUECO . PARA LA CONEXION DE LAS LINEAS DE ENTRADA Y SALIDA DE UN MEDIO REFRIGERADOR SE PREVE POR LO MENOS UN ESPACIO DE REFRIGERACION . CON EL FIN DE SIMPLIFICAR ESTA HERRAMIENTA DE INYECCION, AUMENTARA SU VIDA Y ABARATARA SU FABRICACION SE PREVE QUE LA PIEZA DE MOLDE ESTE MONTADA EN EL SOPORTE DE FORMA QUITABLE M Y QUE TENGA CON LA MAYORIA SE SUPERFICIE CONTACTO CONDUCTOR DE CALOR CON EL SOPORTE Y QUE LA CAMARA DE REFRIGERACION SE ENCUENTRE DENTRO DE SOPORTE.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}