CIP-2021 : B29C 45/00 : Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado;
Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
CIP-2021 › B › B29 › B29C › B29C 45/00[m] › Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B29C 45/02 · Moldeo por transferencia, es decir, transfiriendo un volumen determinado de material de moldeo por un pistón desde una cavidad de carga a una cavidad de moldeo.
B29C 45/03 · Aparatos de moldeo por inyección (moldeo por transferencia B29C 45/02).
B29C 45/04 · · utilizando moldes móviles (B29C 45/08 tiene prioridad).
B29C 45/06 · · · montados en una mesa girable.
B29C 45/07 · · utilizando unidades de inyección móviles.
B29C 45/08 · · · que se mueven con el molde durante la operación de inyección.
B29C 45/10 · · utilizando moldes o unidades de inyección utilizables en diferentes disposiciones o combinaciones de unas respecto a otras.
B29C 45/12 · · utilizando dos o más moldes fijos, p. ej. en tándem.
B29C 45/13 · · utilizando dos o más unidades de inyección que cooperan con un solo molde.
B29C 45/14 · incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
B29C 45/16 · Fabricación de objetos multicapas o multicolores.
B29C 45/17 · Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
B29C 45/18 · · Alimentación del material dentro de los aparatos de moldeo por inyección.
B29C 45/20 · · Boquillas de inyección.
B29C 45/22 · · · Sistemas de boquillas de inyección múltiples.
B29C 45/23 · · · Equipos para parar la alimentación.
B29C 45/24 · · · Equipos de limpieza.
B29C 45/26 · · Moldes.
B29C 45/27 · · · Canales de inyección.
B29C 45/28 · · · · Dispositivos de cierre para ellos.
B29C 45/30 · · · · Medios para controlar la corriente de dispositivos en el canal de inyección, p. ej. construcción "torpedo".
B29C 45/32 · · · teniendo varias cavidades de moldeo espaciadas axialmente.
B29C 45/33 · · · teniendo elementos del molde móviles transversalmente, p. ej. radialmente.
B29C 45/34 · · · teniendo medios de ventilación.
B29C 45/36 · · · teniendo medios para colocar o centrar los núcleos.
B29C 45/37 · · · Paredes de la cavidad del molde.
B29C 45/38 · · Equipos de corte para levantar las entradas de inyección.
B29C 45/40 · · Desmoldeo o eyección de los objetos formados.
B29C 45/42 · · · utilizando entre los elementos del molde medios móviles desde el exterior del molde.
B29C 45/43 · · · utilizando fluidos bajo presión.
B29C 45/44 · · · de objetos con muescas o sesgados.
B29C 45/46 · · Medios para plastificar u homogeneizar la materia a moldear o para forzarla dentro del molde.
B29C 45/47 · · · utilizando tornillos (B29C 45/54 tiene prioridad).
B29C 45/48 · · · · Tornillo de plastificación y tornillo de inyección.
B29C 45/50 · · · · Tornillos móviles axialmente.
B29C 45/52 · · · · · Dispositivos antirretorno.
B29C 45/53 · · · utilizando pilones o pistones de inyección.
B29C 45/54 · · · · y tornillos de plastificación.
B29C 45/56 · · · utilizando elementos de moldes móviles durante o después de la inyección, p. ej. para el moldeo de inyección-compresión.
B29C 45/57 · · · ejerciendo una presión ulterior sobre el material para moldear.
B29C 45/58 · · · Detalles.
B29C 45/60 · · · · Tornillos.
B29C 45/62 · · · · Forros o cilindros de inyección.
B29C 45/63 · · · · Medios de ventilación o desgasificación.
B29C 45/64 · · Dispositivos de apertura, cierre o apriete de moldes.
B29C 45/66 · · · mecánicos.
B29C 45/67 · · · hidráulicos.
B29C 45/68 · · · hidromecánicos.
B29C 45/70 · · Medios para plastificar u homogeneizar la materia a moldear o para forzarla dentro del molde, combinada con dispositivos de apertura, cierre o apriete del molde.
B29C 45/72 · · Calentamiento o enfriamiento.
B29C 45/73 · · · del molde.
B29C 45/74 · · · de la unidad de inyección.
B29C 45/76 · · Medida, control o regulación.
B29C 45/77 · · · de la velocidad o presión de la materia a moldear.
B29C 45/78 · · · de la temperatura.
B29C 45/80 · · · de la posición relativa de las partes del molde.
B29C 45/82 · · · Circuitos hidráulicos.
B29C 45/83 · · Medios de lubricación.
B29C 45/84 · · Dispositivos de seguridad.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento de moldeo por inyección para formar una caja para botellas, caja para botellas y aparato correspondiente para obtener dicha caja para botellas.
(05/10/2016) Procedimiento de moldeo por inyección para formar por lo menos parcialmente una caja para botellas con material plástico fundido que incluye elementos aditivos, que comprende la etapa de inyectar en un molde a través de por lo menos una tobera de inyección dicho plástico fundido para formar por lo menos parcialmente un panel de dicha caja para botellas, en el que el plástico fundido se extiende en dos flujos opuestos (4, 4', 4", ...; 5, 5', 5") uno hacia otro hasta por lo menos una zona de unión visible para proporcionar una capa de contacto inicial de plástico fundido en una relación de onda delantera cuando dichos flujos opuestos se encuentran uno con otro, caracterizado por que comprende además la etapa de canalizar…
(05/10/2016). Solicitante/s: INNOVIA FILMS LIMITED. Inventor/es: LANGSTAFF,STEPHEN, MAUDE,STEVEN, KORNACKI,ANDRZEJ.
Un proceso para etiquetado en molde de un artículo con una película polimérica, que comprende las siguientes etapas:
- colocar en un molde para moldeado por inyección, termoformado o moldeado por soplado, una etiqueta de película polimérica, donde la película comprende al menos una capa de núcleo que consiste en un copolímero aleatorio de polipropileno y polietileno y al menos una capa adicional dispuesta en cada superficie de la capa del núcleo de modo tal que las superficies del núcleo no estén expuestas y la película tenga un espesor de 5 μm a 100 μm, que se contrae al aplicar calor y exhibe una fuerza máxima de contracción durante la contracción residual inmediatamente después de la aplicación de calor de no más de 500 cN.
- sujetar la etiqueta en su posición;
- inyectar una masa fundida polimérica, o termoformar o moldear por soplado, una preforma polimérica en dicho molde a fin de que se una a la etiqueta; y
- remover el artículo del molde.
PDF original: ES-2605855_T3.pdf
Aditivos de procesamiento de polímero basados en silicona termoplástica para aplicaciones de moldeo por inyección.
(28/09/2016) Un artículo moldeado por inyección que comprende un componente termoplástico y un componente aditivo de procesamiento de polímero basado en silicona termoplástica seleccionado de:
(a) al menos un copolímero en bloque de polidiorganosiloxano poliamida lineal que comprende al menos dos unidades de repetición de Fórmula I-a:**Fórmula**
(b) al menos un copolímero en bloque de polidiorganosiloxano poliamida lineal que comprende al menos dos unidades de repetición de Fórmula I-b:**Fórmula**
(c) al menos un copolímero que contiene polidiorganosiloxano urea que comprende al menos dos unidades de repetición de Fórmula II:**Fórmula**
(d) y combinaciones de los mismos,
en donde para las Fórmulas I-a y I-b, cada R1 es independientemente un alquilo, haloalquilo, aralquilo, alquenilo, arilo, o arilo…
Un envase etiquetado en un molde.
(21/09/2016) Un envase moldeado por inyección, preferentemente una cápsula para uso en una máquina de preparación de alimentos, dicho envase para su uso en una máquina de preparación de alimentos que comprende:
(i) una estructura rígida o semi-rígida con un lado inferior , al menos tres pilares que se extienden desde el lado inferior y unidos a un marco superior circular que define el entorno del lamo superior del envase, los pilares que tienen secciones transversales S1, S2 y S3, siendo el lado inferior una pared sólida que comprende un agujero pasante como una abertura de dispensación para el envase, que está centrado a través del eje de simetría…
Dispositivo de mando, en particular para un componente de vehículo y procedimiento para su fabricación.
(14/09/2016) Procedimiento para la fabricación de un dispositivo de mando, en particular para un componente de vehículo, con un elemento giratorio de mando y una unidad de cojinete en la cual está montado el elemento giratorio de mando sobre un eje de giro , procedimiento en el cual
- el elemento giratorio de mando giratorio sobre el eje de giro es fabricado como pieza de moldeo por inyección de plástico en un primer molde con un plano de separación de útiles y
- la unidad de cojinete presenta un primer elemento de cojinete con una superficie de cojinete que se extiende en un plano radial respecto del eje de giro y concéntrica al mismo,
- siendo el primer elemento de cojinete fabricado como pieza de moldeo por inyección de plástico…
Componentes de envasado de plástico detectables por su espectro electromagnético y proceso para detectar un componente de envasado de plástico desplazado en una corriente de producción orgánica.
(14/09/2016). Solicitante/s: ILLINOIS TOOL WORKS INC.. Inventor/es: MARTIN,ROBERT H, PRICE II,WILLIAM A, BRUCE,JOHN GREGORY, JORDAN,DARLYNN PHILLIPS, STEARNS,CRAIG MARTIN.
Un componente de envasado de plástico que comprende:
una resina termoplástica o termoendurecible que forma una matriz; y
un aditivo detectable por su espectro electromagnético de partículas de acero inoxidable de 1-50 por ciento en peso total del componente entremezclado con dicha resina, dicha resina formada en una forma del componente, en donde
la forma es una de entre una tapa de envase de aerosol, un botón de pulverización de aerosol, un tubo de pulverización de aerosol, un soporte de extensión de enganche de un envase de aerosol para dicho tubo, un pulverizador de gatillo, un pulverizador de tapa integrada, un cartucho de grasa, un tapón de grasa, una cinta de envasado, una tapa de cubeta, un tapón de frasco, un cepillo o una lámina de toalla de fibra de plástico.
PDF original: ES-2607615_T3.pdf
Inserto destinado a estar incluido en una pieza moldeada por inyección y pieza moldeada que comprende tal inserto.
(24/08/2016). Solicitante/s: BOLLHOFF OTALU S.A.. Inventor/es: LEJARS,PATRICK.
Inserto destinado a estar incluido en una pieza moldeada por inyección, que comprende un cuerpo que se extiende a lo largo de un eje longitudinal (B) del inserto, y una base situada en un extremo del cuerpo y provista de al menos una placa que comprende al menos un orificio pasante y que se extiende en la dirección de un eje secundario (G) perpendicular al eje longitudinal (B), caracterizado porque al menos un orificio pasante de la base está orientado con una dirección (D) inclinada con respecto al eje longitudinal (B) del inserto e inclinada con respecto al eje secundario (G).
PDF original: ES-2592711_T3.pdf
Procedimiento para la fabricación de un componente tipo sándwich.
(29/06/2016). Solicitante/s: MAGNA STEYR FAHRZEUGTECHNIK AG & CO. KG. Inventor/es: DIETZ,WOLFGANG, DREZGA,DANIJEL, KRAMMER,CHRISTOPH, WOLFSBERG,GÜNTER.
Procedimiento para la fabricación de un componente tipo sándwich en el que
- en distintas zonas, un número diferente de núcleos de nido de abeja apilados unos encima de otros con una pluralidad de nervios se recubre o reviste a ambos lados con al menos una capa de un material de fibra formando capas de cubierta,
- el paquete de núcleos de nido de abeja y capas de fibra se impregna, humedece o pulveriza con una matriz de PUR ,
- el paquete se coloca en una herramienta de moldeo por compresión y se prensa y endurece en un componente de acuerdo con la geometría del componente requerida,
- al menos en un lado visible del componente se aplica a continuación una superficie de clase A como capa RIM en un procedimiento de moldeo por inyección reacción, especialmente un procedimiento de moldeo por inyección reacción al vacío, llevándose a cabo la aplicación de la capa RIM en una herramienta RIM cerrada y calentada por zonas.
PDF original: ES-2662398_T3.pdf
(29/06/2016). Solicitante/s: UPONOR INNOVATION AB. Inventor/es: SAVOLAINEN,MIKA, LAAKSO,JYRI.
Abrazadera de sujeción que presiona una tubería contra una pieza de conexión mediante contracción de vuelta, comprendiendo la abrazadera de sujeción
un cuerpo que comprende un material de plástico que tiene propiedades de memoria,
caracterizada porque
el cuerpo tiene un primer extremo que va a colocarse a una distancia desde un extremo de la tubería y un segundo extremo que va a colocarse cerca del extremo de la tubería ;
una primera posición en el primer extremo o a una distancia desde el primer extremo que tiene un primer grosor (A) de pared radial; y
al menos una segunda posición entre la primera posición y el segundo extremo que tiene un segundo grosor (B) de pared radial,
mediante lo cual el segundo grosor (B) de pared radial es más pequeño que el primer grosor (A) de pared radial.
PDF original: ES-2575528_T1.pdf
Composición polimérica biodegradable para la fabricación de artículos que presentan una temperatura de deformación bajo carga elevada.
(29/06/2016) Composición polimérica biodegradable para preparar artículos que presentan una temperatura de deformación bajo carga elevada, que comprende:
i) 50-95% en peso, sobre la base de la suma de los componentes i. e ii., de un poliéster de ácido láctico;
ii) 5-50% en peso, sobre la base de la suma de los componentes i. e ii., de por lo menos un poliéster alifáticoaromático (AAPE) que comprende un componente dicarboxílico y un componente dihidroxílico, que
comprenden las unidades estructurales siguientes:
-[-O-(R11)-O-C(O)-(R13)-C(O)-]-
-[-O-(R12)-O-C(O)-(R14)-C(O)-]-
en la que el componente dihidroxílico comprende unas unidades -O-(R11)-O- y -O-(R12)-O- derivadas de dioles, en la que R11 y R12 son…
Unidad de reducción de presión de líquidos para unidad de dispensación de bebida.
(08/06/2016) Unidad de reducción de presión de líquido para poner en comunicación de paso de fluido con la atmósfera ambiente un líquido contenido en un recipiente a presión y para disminuir gradualmente la presión de dicho líquido a medida que es dispensado, comprendiendo dicha unidad:
(a) Una primera mitad (2a) de cuerpo que comprende una superficie de contacto y una primera ranura (3a) que se extiende sobre dicha superficie de contacto;
(b) Un elemento de obturación elástico flexible que comprende una capa (4a) de suelo que forra el fondo de dicha primera ranura (3a), y
(c) Una segunda mitad (2b) de cuerpo que comprende una superficie de contacto y unas paredes opuestas primera y segunda (2c, 2d) que se extienden desde dicha superficie de contacto y que definen entre ellas una segunda ranura (3b),…
Cuerpo moldeado que tiene una estructura de sección transversal específica.
(18/05/2016). Solicitante/s: KANEKA CORPORATION. Inventor/es: NAKATANI,KAZUSHI, KAWAKUBO,HIDEKAZU, SAEGUSA,KAZUNORI.
Un cuerpo moldeado que tiene una estructura de la sección transversal específica, comprendiendo el cuerpo moldeado una pieza de nervadura en una superficie posterior opuesta a una superficie de diseño de un cuerpo principal del cuerpo moldeado,
formándose una pieza de espesor reducido sobre la superficie posterior del cuerpo principal en ambos lados o en un lado de la pieza de nervadura, siendo la relación D/T de 0,975 a 1,07, siendo D el diámetro de un círculo que atraviesa los extremos de la base de ambas caras laterales de la pieza de nervadura y está en contacto con la superficie de diseño del cuerpo principal situado entre los extremos de la base, y T es el espesor del cuerpo principal situado en una superficie exterior de la pieza de espesor reducido,
cumpliéndose t < 1,3(T - n), siendo t el espesor de la pieza de nervadura, y n es el espesor de la pieza de espesor reducido.
PDF original: ES-2647778_T3.pdf
Cubierta de larguero para vehículos.
(11/05/2016). Solicitante/s: SAINT-GOBAIN GLASS FRANCE. Inventor/es: BLANCHE,LUC-HENRY, SCHMIDT,SEBASTIAN,DR, RIEGLER,ULRICH.
Cubierta de larguero para vehículos, comprendiendo al menos:
a) una pieza de larguero con un alma integrada de guiado de la ventanilla, y un elemento de montaje,
b) una pérdida de espesor en el punto de contacto del alma de guiado de la ventanilla con la pieza de larguero,
c) una pieza polímera de cubierta unida con la pieza de larguero a través de una superficiede contacto ,
configurando la pieza de larguero y la pieza de cubierta al menos una pieza terminal conjunta , caracterizada por que la superficie de contacto transcurre sobre una longitud de al menos 1 mm con un ángulo promediado α (alfa) de 5° hasta 60° por encima o por debajo respecto a un eje horizontal promediado a lo largo de la superficie de contacto , fuera de la pieza terminal.
PDF original: ES-2586772_T3.pdf
Composiciones de propileno que contienen rellenos de fibra de vidrio.
(11/05/2016) Una composición que tiene un índice de fluidez medido de conformidad con la norma ISO 1133 con una carga de 2,16 kg a 230°C, de entre 2 y 100 g/10min., donde la composición comprende:
A) entre un 30 y un 60% en peso de composición de poliolefina que comprende (todas las cantidades porcentualesson en peso):
a) entre un 10 y un 50% de un copolímero de propileno con uno o más comonómeros seleccionados de etileno y alfa-olefinas CH2≥CHR donde R es un alquilo con 2 a 8 carbonos, donde el copolímero contiene entre un 1 y un 8% de comonómeros, en particular entre un 1 y un 4,5% cuando el comonómero es etileno;
b) entre un 50 y un 90% de un copolímero…
Herramienta de troquelado y espumado así como procedimiento.
(11/05/2016). Solicitante/s: FRIMO GROUP GMBH. Inventor/es: DIPL.ING. ZAVISKA,ZDISLAV, HAZDRA,STANISLAV, DIPL.ING. RING,RENÉ.
Dispositivo para la fabricación de
componentes de equipamiento interior con aberturas por medio de espumado, con una parte superior y una parte inferior , con las que puede definirse una cavidad , pudiendo introducirse un material de espumado en una zona entre la parte superior e inferior,
estando colocado en la parte superior y/o inferior un dispositivo de troquelado , que presenta un medio de corte que puede llevarse al interior de la cavidad , caracterizado porque el medio de corte puede calentarse,
presentando el dispositivo de troquelado al menos un eyector (8a-8d), que puede actuar conjuntamente con el movimiento del medio de corte.
PDF original: ES-2586382_T3.pdf
(27/04/2016). Solicitante/s: INTERSURGICAL AG. Inventor/es: PAYNE, SIMON, ROBERT.
Un dispositivo de cierre para su uso con un puerto de acceso de un aparato médico respiratorio , el dispositivo de cierre que comprende una tapa para sellar el puerto de acceso excepto por una abertura en la tapa , y un cierre para sellar la abertura ,
caracterizado porque la tapa incluye una porción de un primer material elastomérico , en la cual la abertura se forma, y una porción de un segundo material plástico más rígido , y la tapa se adapta para montarse de manera articulada con respecto al puerto de acceso , de manera que es giratorio con relación al puerto de acceso alrededor de un solo eje de giro.
PDF original: ES-2573316_T3.pdf
Copolímero de propileno para películas o artículos moldeados por inyección.
(20/04/2016). Solicitante/s: BOREALIS AG. Inventor/es: GAHLEITNER, MARKUS, BERNREITNER, KLAUS, Klimke,Katja, SANDHOLZER,MARTINA.
Copolímero de propileno que tiene
(a) una velocidad de flujo del fundido MFR2 (230ºC) medido según la norma ISO 1133 en el intervalo de más de 2,5 a 12,0 g/10 min,
(b) un contenido en comonómero en el intervalo de más del 7,5 al 12,0% en peso, y
(c) un contenido en componentes solubles en xileno frío (XCS) determinado según la norma ISO 16152 (25ºC) en el intervalo del 20,0 al 45,0% en peso,
en el que además
el contenido en comonómero de fracción soluble en xileno frío (XCS) del copolímero de propileno está en el intervalo del 16,0 al 28,0% en peso.
PDF original: ES-2574503_T3.pdf
Copolímero de etileno con propiedad higiénica mejorada y proceso de preparación del mismo.
(20/04/2016). Solicitante/s: SABIC SK NEXLENE COMPANY PTE. LTD. Inventor/es: SHIM,CHOON SIK, HAM,HYEONG TAEK, CHAE,SUNG SEOK, SHIN,DAE HO, KWON,SEUNG BUM, OH,SE WON.
Un copolímero de etileno obtenido por polimerización de etileno y un comonómero de α-olefina (C3~C18), moldeándose el copolímero de etileno por inyección, en el que el copolímero de etileno tiene una densidad de 0,900 a 0,960 g/cm3 y un índice de fusión (IF) de 3 a 50 g/10 min, un índice de distribución de peso molecular de 1,80 a 3,00, y que satisface las Fórmulas 1 y 2 siguientes:**Fórmula**
en las Fórmulas 1 y 2, S representa un contenido del extracto del copolímero de etileno y D representa una densidad del copolímero de etileno, en el que el contenido del extracto puede analizarse a partir de los resultados obtenidos por el análisis de fraccionamiento de elución por aumento de la temperatura según la medición de la fracción por elución, y se determina como una fracción del pico de la fracción por elución eluida a 35 ºC durante 10 minutos en base al pico de cristalización total.
PDF original: ES-2572902_T3.pdf
Procedimiento de inyección de plástico para la fabricación de un depósito de contenedor de recogida de residuos y molde que pone en práctica un procedimiento de este tipo.
(20/04/2016). Solicitante/s: COMPAGNIE PLASTIC OMNIUM. Inventor/es: DUCROCQ,ISABELLE, MILLET,DANIEL, SILGER,JOERG.
Procedimiento de inyección de plástico para la fabricación de un depósito de contenedor de recogida de residuos, comprendiendo el depósito una pared de fondo y paredes laterales , estando el procedimiento caracterizado por que comprende las siguientes etapas:
- inyección simultánea de material plástico a nivel de al menos dos puntos de inyección , denominados puntos de inyección laterales, dispuestos uno frente al otro, situados cada uno en un punto de la matriz correspondiente a una de las dos caras laterales opuestas del depósito acabado;
- medición, a intervalos temporales regulares, de la presión en la matriz en las proximidades de cada uno de los puntos de inyección ;
- accionamiento de un procedimiento de seguridad si la diferencia de presión entre los puntos de inyección opuestos supera un umbral predeterminado.
PDF original: ES-2582491_T3.pdf
Procedimiento para la producción de cuerpos moldeados de forma anular, con cargas de tracción o compresión, de material sintético, y accesorio para fluidos que se encuentran sometidos a presión.
(06/04/2016) Procedimiento para la producción de cuerpos moldeados de forma anular, sometidos a cargas de tracción o presión, de material sintético, utilizando un molde para fundición inyectada con una cavidad principal , habiéndose incorporado en el molde para fundición inyectada, además de la cavidad principal al menos una cavidad adicional , estando unida la al menos una cavidad adicional con la cavidad principal a través de un canal de unión , el cual comprende las características:
- la cavidad principal se llena con material sintético fundido de tal modo que en la cavidad principal , en la proximidad del canal de unión , entre la al menos una cavidad…
MICROAGUJAS DE POLÍMERO CRISTALINO LÍQUIDO.
(06/04/2016). Solicitante/s: 3M INNOVATIVE PROPERTIES COMPANY. Inventor/es: DUAN, DANIEL, C., RENDON,STANLEY.
Un dispositivo que comprende una microaguja de polímero cristalino líquido termotrópico, en donde la microaguja comprende una punta y una base, y en donde la microaguja tiene un 5 momento de flexión sostenido máximo medido a un 15% de la distancia desde la punta hasta la base de 30.000 a 60.000 mN-μm.
PDF original: ES-2580834_T3.pdf
Copolímero de propileno para embalaje de pared delgada.
(30/03/2016) Copolímero de propileno (R-PP) que tiene
(a) un contenido de comonómero en el intervalo de 2.0 a 11.0 % molar;
(b) un índice de flujo de masa fundida MFR2 (230 °C) medido de acuerdo con ISO 1133 en el intervalo de 25.0 a 100 g/10min; y
(c) un contenido relativo de secuencias aisladas de bloque de etileno (I(E)) en el intervalo de 45.0 a 70.0 %, en cuyo caso el contenido de I(E) se define mediante la ecuación (I)
**(Ver fórmula)**
en la cual
I(E) es el contenido relativo de secuencias aisladas de bloque de etileno [en %];
fPEP es la fracción molar de secuencias de propileno/etileno/propileno (PEP) en la muestra;
…
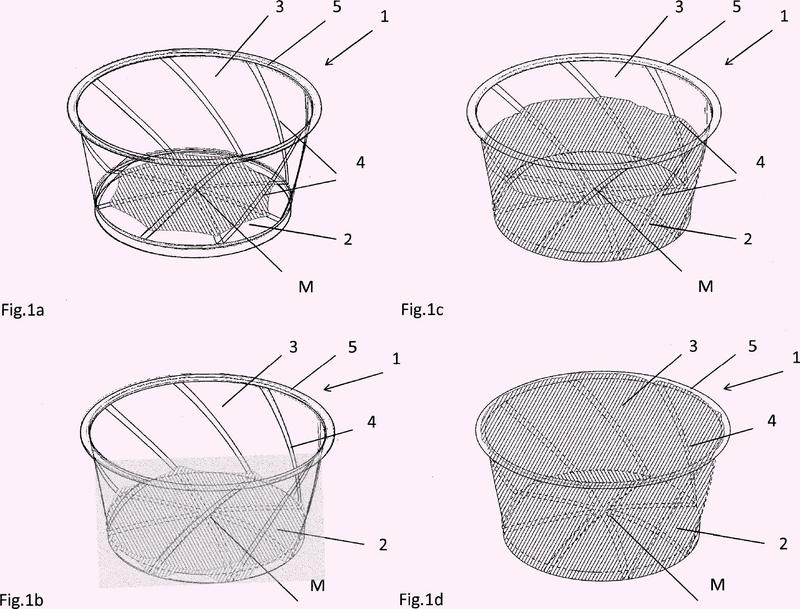
Recipiente de plástico moldeado por inyección.
(23/03/2016). Ver ilustración. Solicitante/s: Knauer Holding GmbH & Co. KG. Inventor/es: POEHLS,GUIDO.
Recipiente de plástico moldeado por inyección con un fondo , una pared de recipiente y un elemento de inserción que en una zona de etiqueta se une por la cara exterior de la pared de recipiente al recipiente, fabricándose el recipiente por un procedimiento ILM, caracterizado por que el fondo y la pared de recipiente presentan un grosor uniforme de la que sobresalen engrosamientos a modo de reborde hacia dentro o hacia fuera que parten de una marca de bebedero del fondo , que presentan en el fondo la forma de estrella y que se desarrollan en la pared de recipiente con una inclinación de orientación oblicua hacia el borde superior del recipiente , por que los engrosamientos a modo de reborde de la pared de recipiente y del fondo no se cruzan, presentan respectivamente un radio de curvatura de signo constante y se configuran de manera que durante el proceso de producción garanticen, como elementos auxiliares de flujo, un frente de flujo uniforme del plástico.
PDF original: ES-2573836_T3.pdf
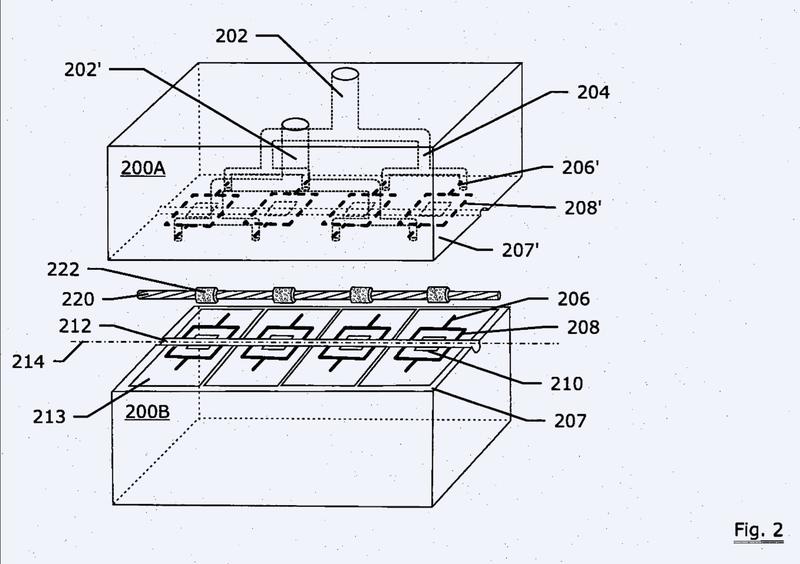
Molde de inyección para hilo de sierra, método para producir un hilo de sierra y el hilo de sierra resultante del mismo.
(09/03/2016). Ver ilustración. Solicitante/s: NV BEKAERT SA. Inventor/es: BAEKELANDT,TOM, GHILLEBERT,DIETER, CLAUWS,RAF.
Un molde para revestir un cordón de sierra con un polímero mediante moldeo por inyección que comprende un primer semimolde y un segundo semimolde, formando dicho primer y segundo semimoldes una cavidad de inyección alargada cuando se unen, teniendo dicha cavidad de inyección un eje central, estando provisto dicho primer y segundo semimoldes de canales de inyección para inyectar polímero en dicha cavidad de inyección, caracterizado por que
dichos canales de inyección están situados en lados opuestos de dicho eje central.
PDF original: ES-2572705_T3.pdf
Aparatos para la fabricación de contenedores de hilo dental de un solo uso.
(09/03/2016) Un molde para formar un soporte de hilo dental de un solo uso que contiene un trozo de hilo dental que comprende una composición de cera aplicada, comprendiendo dicho molde:
una primera parte que comprende una primera cavidad dispuesta en su interior, estando dicha primera cavidad definida por una superficie de base inferior (100e) y una pared lateral periférica (100d), comprendiendo dicha primera cavidad,
una parte de base (100a) y
porciones primera (100b) y segunda (100c) separadas entre sí que tienen secciones proximales (100h, 100i) y distales (100j, 100k), y se extienden desde dicha parte de base,
una segunda parte que comprende una segunda cavidad dispuesta en su interior, estando definida dicha segunda cavidad por una superficie de base inferior (110e)…
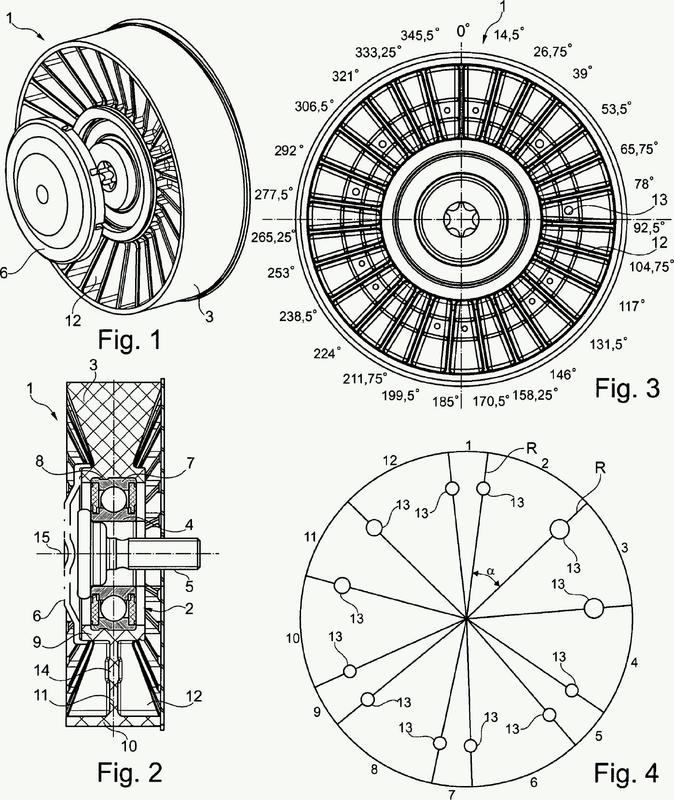
Polea de correa y procedimiento para su fabricación.
(03/02/2016). Ver ilustración. Solicitante/s: Schaeffler Technologies AG & Co. KG. Inventor/es: BELL,LORENZ.
Polea de correa para una transmisión de correa, que comprende un rodamiento y un anillo de deslizamiento que abraza al rodamiento y está hecho de un plástico con el que se ha recubierto por inyección el aro exterior del rodamiento, presentando un lado frontal del anillo de deslizamiento un gran número de puntos de inyección que discurren sobre los radios (R) de sectores circulares que tienen un centro común sobre el eje de giro de la polea de correa y al menos dos ángulos de centro (α) de diferente magnitud, caracterizada por que una parte de los sectores circulares presenta unos radios (R) sobre los cuales los puntos de inyección tienen cortes transversales de diferente tamaño, cumpliéndose que el ángulo de centro (α) del sector circular contiguo en el lado del corte transversal de inyección más grande es mayor que el ángulo de centro (α) del sector circular contiguo en el lado del corte transversal de inyección más pequeño.
PDF original: ES-2650256_T3.pdf
Kit para una máquina de moldeo por inyección de piezas moldeadas.
(29/01/2016) Kit para una máquina de moldeo por inyección de piezas moldeadas, comprendiendo la máquina de moldeo un primer plato y un segundo plato, comprendiendo el kit:
• una primera placa soporte destinada para fijarse sobre el citado primer plato,
• una segunda placa soporte destinada para fijarse sobre el citado segundo plato, estando los dos platos previstos para ser móviles uno con relación al otro en deslizamiento según una dirección de traslación con el fin de adquirir sucesivamente una posición abierta, dondeambas placas soporte están distanciadas una de la otra, y una posición cerrada, donde ambas placas soporte están pegadas una a la otra,
• para la primera placa soporte , al menos un tambor de un primer tipo, montado móvil en rotación sobre la citada primera placa soporte alrededor…
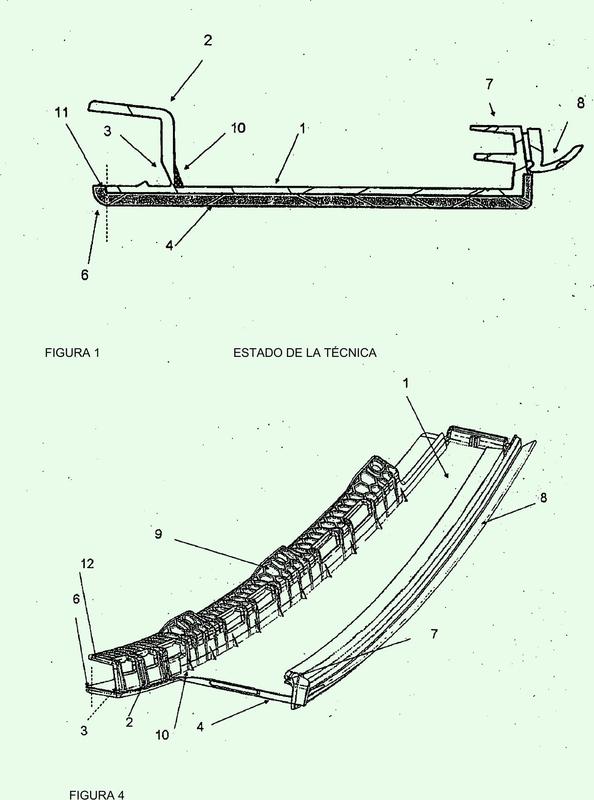
Recubrimiento de columnas para automóviles.
(13/01/2016). Ver ilustración. Solicitante/s: SAINT-GOBAIN GLASS FRANCE. Inventor/es: BLANCHE,LUC-HENRY, SCHMIDT,SEBASTIAN,DR, RIEGLER,ULRICH.
Recubrimiento de columnas para vehículos, en el que están colocados al menos
- una pieza de soporte con una nervadura de guía integrada de la ventana y un elemento de montaje ,
- un estrechamiento en el lugar de contacto de la nervadura de guía de la ventana con relación a la pieza de soporte ,
- una pieza de cubierta conecta con la pieza de soporte a través de una superficie de contacto , caracterizado por que
- una nervadura de refuerzo está colocada dentro del estrechamiento.
PDF original: ES-2565228_T3.pdf
Proceso de moldeo por inyección en un único paso para fabricar una vaina de catéter.
(10/12/2015) Un método para formar una punta para una vaina de un introductor de catéteres, el método que comprende:
facilitar un molde que tiene una cavidad , la cavidad teniendo una porción de vaina con una forma sustancialmente anular, la porción de vaina teniendo una porción de punta con un diámetro exterior cónico;
colocar una espiga de núcleo dentro de la cavidad para formar un anillo de vaina entre la porción de vaina y la espiga de núcleo; e
inyectar plástico fundido en la cavidad, de manera tal que el plástico fundido viaje a través del anillo de vaina y dentro de la porción de punta, en el que el plástico fundido es sustancialmente distribuido de manera uniforme alrededor de una circunferencia del anillo de vaina…
Carcasa de plástico de bomba y fabricación de la misma.
(17/11/2015) Un método para fabricar una carcasa de plástico de bomba , moldeada con forma final, que tiene un boca de fluido de entrada , un boca de salida de fluido , y una boca de válvula de alivio de presión , cada una en comunicación de flujo con una cavidad de bomba , comprendiendo el método las etapas de:
proporcionar un primer molde que tenga una topografía de la superficie interior configurada para que se corresponda en negativo con las topografías exteriores de una primera porción de la carcasa, y para que se corresponda en negativo con la topografía asociada a la boca de entrada de fluido , la boca de salida de fluido , y la boca de válvula de alivio de la carcasa ;
proporcionar un segundo molde que tenga una topografía de la superficie interior configurada para corresponderse en negativo con las topografías exteriores de una segunda…
Componente estructural moldeado por inyección con una sección estructural hueca.
(17/11/2015) Un componente estructural moldeado por inyección con una sección estructural hueca , comprendiendo dicha sección estructural hueca:
- un cuerpo de sección que tiene una cavidad con una abertura ;
- una tapa de sección fijada a dicho cuerpo de sección a través de una bisagra y plegada mediante bisagra sobre dicha abertura; y
- un medio de fijación que sujeta la tapa de sección al cuerpo de sección en la abertura y que previene un despliegue de la tapa de sección .
Método y dispositivo para inyectar una resina en por lo menos una capa de fibras de un producto reforzado con fibras a fabricar.
(03/06/2015) Un dispositivo para inyectar una resina en por lo menos una capa de fibras de un producto hueco reforzado con fibras a fabricar, que comprende un molde que tiene una cavidad de molde que está circundada por una pared de molde para un contacto a tope del producto contra la misma en el estado cerrado del molde, en el que una parte rígida de la pared de molde es movible con respecto a otra parte de la pared de molde en el estado cerrado del molde para asegurar un contacto a tope continuado de la parte movible de la pared de molde con el producto cuando la contracción de la resina causada por el curado de la misma tiene lugar con posterioridad al proceso de inyección,
caracterizado por que el molde comprende…
{kind=link}
{kind=link}
{kind=link}
{kind=link}