CIP-2021 : B29C 45/00 : Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado;
Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
CIP-2021 › B › B29 › B29C › B29C 45/00[m] › Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B29C 45/02 · Moldeo por transferencia, es decir, transfiriendo un volumen determinado de material de moldeo por un pistón desde una cavidad de carga a una cavidad de moldeo.
B29C 45/03 · Aparatos de moldeo por inyección (moldeo por transferencia B29C 45/02).
B29C 45/04 · · utilizando moldes móviles (B29C 45/08 tiene prioridad).
B29C 45/06 · · · montados en una mesa girable.
B29C 45/07 · · utilizando unidades de inyección móviles.
B29C 45/08 · · · que se mueven con el molde durante la operación de inyección.
B29C 45/10 · · utilizando moldes o unidades de inyección utilizables en diferentes disposiciones o combinaciones de unas respecto a otras.
B29C 45/12 · · utilizando dos o más moldes fijos, p. ej. en tándem.
B29C 45/13 · · utilizando dos o más unidades de inyección que cooperan con un solo molde.
B29C 45/14 · incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
B29C 45/16 · Fabricación de objetos multicapas o multicolores.
B29C 45/17 · Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
B29C 45/18 · · Alimentación del material dentro de los aparatos de moldeo por inyección.
B29C 45/20 · · Boquillas de inyección.
B29C 45/22 · · · Sistemas de boquillas de inyección múltiples.
B29C 45/23 · · · Equipos para parar la alimentación.
B29C 45/24 · · · Equipos de limpieza.
B29C 45/26 · · Moldes.
B29C 45/27 · · · Canales de inyección.
B29C 45/28 · · · · Dispositivos de cierre para ellos.
B29C 45/30 · · · · Medios para controlar la corriente de dispositivos en el canal de inyección, p. ej. construcción "torpedo".
B29C 45/32 · · · teniendo varias cavidades de moldeo espaciadas axialmente.
B29C 45/33 · · · teniendo elementos del molde móviles transversalmente, p. ej. radialmente.
B29C 45/34 · · · teniendo medios de ventilación.
B29C 45/36 · · · teniendo medios para colocar o centrar los núcleos.
B29C 45/37 · · · Paredes de la cavidad del molde.
B29C 45/38 · · Equipos de corte para levantar las entradas de inyección.
B29C 45/40 · · Desmoldeo o eyección de los objetos formados.
B29C 45/42 · · · utilizando entre los elementos del molde medios móviles desde el exterior del molde.
B29C 45/43 · · · utilizando fluidos bajo presión.
B29C 45/44 · · · de objetos con muescas o sesgados.
B29C 45/46 · · Medios para plastificar u homogeneizar la materia a moldear o para forzarla dentro del molde.
B29C 45/47 · · · utilizando tornillos (B29C 45/54 tiene prioridad).
B29C 45/48 · · · · Tornillo de plastificación y tornillo de inyección.
B29C 45/50 · · · · Tornillos móviles axialmente.
B29C 45/52 · · · · · Dispositivos antirretorno.
B29C 45/53 · · · utilizando pilones o pistones de inyección.
B29C 45/54 · · · · y tornillos de plastificación.
B29C 45/56 · · · utilizando elementos de moldes móviles durante o después de la inyección, p. ej. para el moldeo de inyección-compresión.
B29C 45/57 · · · ejerciendo una presión ulterior sobre el material para moldear.
B29C 45/58 · · · Detalles.
B29C 45/60 · · · · Tornillos.
B29C 45/62 · · · · Forros o cilindros de inyección.
B29C 45/63 · · · · Medios de ventilación o desgasificación.
B29C 45/64 · · Dispositivos de apertura, cierre o apriete de moldes.
B29C 45/66 · · · mecánicos.
B29C 45/67 · · · hidráulicos.
B29C 45/68 · · · hidromecánicos.
B29C 45/70 · · Medios para plastificar u homogeneizar la materia a moldear o para forzarla dentro del molde, combinada con dispositivos de apertura, cierre o apriete del molde.
B29C 45/72 · · Calentamiento o enfriamiento.
B29C 45/73 · · · del molde.
B29C 45/74 · · · de la unidad de inyección.
B29C 45/76 · · Medida, control o regulación.
B29C 45/77 · · · de la velocidad o presión de la materia a moldear.
B29C 45/78 · · · de la temperatura.
B29C 45/80 · · · de la posición relativa de las partes del molde.
B29C 45/82 · · · Circuitos hidráulicos.
B29C 45/83 · · Medios de lubricación.
B29C 45/84 · · Dispositivos de seguridad.
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE PIEZAS MOLDEADAS DE MATERIAL PLASTICO CON ESPESOR DE PAREDES REDUCIDO POR ZONAS.
(16/03/1996). Solicitante/s: GAO GESELLSCHAFT FUR AUTOMATION UND ORGANISATION MBH. Inventor/es: HAGHIRI-TEHRANI, YAHYA, BARAK, RENEE-LUCIA, BAADER, HELMUT, DR.
EL PROCESO DE ACUERDO CON LA INVENCION PARA LA FABRICACION DE TARJETAS DE PLASTICO LIGERAS Y PIEZAS EN BRUTO PARA TARJETAS DE PLASTICO CON ZONAS DE PARED DE ESPESOR NOTABLEMENTE REDUCIDO, PREVE INYECTAR EL MATERIAL DE PLASTICO PRIMERAMENTE EN UNA CAVIDAD DE MOLDEO INICIAL QUE NO TIENE ZONAS DE PARED DE ESPESOR REDUCIDO. A CONTINUACION SE REDUCE LA DISTANCIA ENTRE CIERTAS REGIONES DE PARED DE LA CAVIDAD DE MOLDEO INICIAL HASTA LA DIMENSION EXIGIDA CON DESPLAZAMIENTO DEL MATERIAL PLASTICO A LAS ZONAS VECINAS DE LA CAVIDAD DE MOLDEO.
PROCEDIMIENTO PARA MEJORAR LAS PROPIEDADES MECANICAS Y LA ESTANQUEIDAD DE JUNTAS HERMETICAS DE ELASTOMERO, Y LAS JUNTAS OBTENIDAS CON DICHO PROCEDIMIENTO.
(16/01/1996). Solicitante/s: KSB S.A.. Inventor/es: DUBOIS, JEAN-PAUL.
EL PROCESO DE FABRICACION DE EMPAQUETADURAS DE ESTANQUEIDAD SEGUN LA INVENCION COMPRENDE UNA FASE DE PREPARACION DE UN ELASTOMERO EN EL QUE SE AÑADEN FIBRAS POR EJEMPLO DE CELULOSA O DE FIBRAS ARAMIDAS Y UNA FASE DE FORMACION QUE UTILIZA UN PROCEDIMIENTO DE CIRCULACION DEL ELASTOMERO QUE PERMITE OBTENER UNA ORIENTACION PREFERENCIAL DE LAS FIBRAS EN EL INTERIOR DE LA JUNTA REALIZADA. ESTE PROCESO PERMITE OBTENER UNA JUNTA EN LA QUE LAS FIBRAS PUEDEN ORIENTARSE HACIA LA SUPERFICIE DE CONTACTO DE ESTA JUNTA QUE ASEGURA UNA ESTANQUEIDAD DINAMICA.
METODO PARA MOLDEAR RESINA DE POLIPROPILENO.
(16/01/1996) EL TEMA DE LA INVENCION ES UN METODO PARA LA PRODUCCION DE UN ARTICULO ESPUMOSO DE UNA RESINA DE POLIPROPILENO. DICHO METODO COMPRENDE LOS PASOS DE: PROPORCIONAR UN PAR DE MOLDES MACHO Y HEMBRA QUE SE MUEVEN DESLIZANDOLOS SOBRE UNA PIEZA ENGRANADA Y LA CUAL SE FIJA EL ESPACIO ABIERTO DE UNA CAVIDAD (T), COMENZAR A SUMINISTRAR UNA RESINA DE POLIPROPILENO FUNDIDA QUE CONTIENE UN AGENTE SOPLADOR QUIMICO A TRAVES DE UN CONDUCTO DE FUNDICION DE LA RESINA PROVISTO EN UNO DE DICHOS MOLDES MACHO O HEMBRA CUANDO EL ESPACIO ABIERTO DE LA CAVIDAD (T) ES DE 1.0 MM O MENOR, MOVIENDO AL MENOS UNO DE LOS MOLDES MACHO O HEMBRA PARA AUMENTAR EL ESPACIO ABIERTO DE LA CAVIDAD (T) DURANTE EL SUMINISTRO DE LA RESINA DE POLIPROPILENO FUNDIDA DE FORMA QUE LA PRESION SOBRE DICHA RESINA FUNDIDA EN LA CAVIDAD DEL MOLDE, SE AJUSTE EN UNA PROPORCION QUE OSCILA ENTRE LOS…
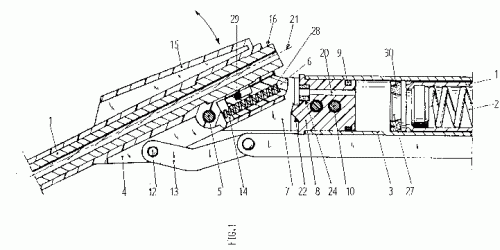
DISPOSITIVO PARA INYECTADO DE UNA PARTE DE PLASTICO.
(01/11/1995) SE DESCRIBE UN DISPOSITIVO PARA INYECTADO DE UNA CUBIERTA DE PLASTICO EN UN TUBO DE PAPEL CON UNA UNIDAD DE INYECCION GENERAL CON TOBNERAS, ESPIRAL DE EXTRUSION IMPULSADA , CILINDRO PLASTIFICADO Y CON UN DISPOSITIVO DE FIJACION POR IMPACTO DEL PLASTICO , CON LO QUE LAS TOBERAS SE CONECTAN CON EL CILINDRO PLASTIFICADO Y SE COMPRENDE DESDE EL EXTERIOR AL MENOS PARCIALMENTE DESDE DOS PIEZAS DE MOLDEO EXTERIORES MOVILES Y SE FORMA LA PIEZA DE MOLDEO INTERIOR POR UN MANDRIL MOVIL. PARA DISMINUIR EL COSTE TECNICO Y SIMULTANEAMENTE CONSEGUIR EL MEJOR CUMPLIMIENTO DE LAS NECESIDADES HIGIENICAS EN TALES MAQUINAS, ESPECIALMENTE EN LA ZONA MEDIA DE VIDA, SE PROPONE SEGUN EL INVENTO QUE EL CILINDRO PLASTIFICADO Y LAS TOBERAS…
(01/10/1995). Solicitante/s: AB VOLVO. Inventor/es: KARLSSON, JAN, DAHLGREN, JAN.
ESTA INVENCION DESCRIBE PRINCIPALMENTE UN MEDIO Y UN METODO PARA LA PRODUCCION DE UNA PARTE MOVIBLE Y UN ALOJAMIENTO QUE ACOMODA LA PARTE MOVIBLE, POR LO CUAL LAS PARTES SON MOLDEADAS EN LA MISMA HERRAMIENTA Y PREFERIBLEMENTE EL ALOJAMIENTO SE MOLDEA EN UN PRIMER PASO Y EL DISCO SE MOLDEA EN UN SEGUNDO PASO, Y DONDE DICHA PARTE MOVIBLE Y EL ALOJAMIENTO SE PRODUCEN POR LO MENOS EN DOS PASOS DE TAL MANERA QUE LA PARTE MOVIBLE COMPRENDE UNA PARTE SUSTANCIALMENTE SELLABLE QUE ESTA PENSADA PARA INTERACTUAR HERMETICAMENTE CON UNA PARTE PREDETERMINADA DE DICHO ALOJAMIENTO , POR LO QUE DICHA PARTE MOVIBLE PREFERIBLEMENTE ES UN DISCO DE MARIPOSA Y DICHO ALOJAMIENTO ES UN ALOJAMIENTO DE VALVULA DE MARIPOSA . LA INVENCION, DESCRIBE TAMBIEN UN PRODUCTO ESPECIFICO. LOS PRODUCTOS PRODUCIDOS DE ACUERDO CON LA INVENCION PUEDEN FABRICARSE MAS BARATOS DE LO HABITUAL.
METODO DE FABRICAR UNA CORREDERA PARA USAR EN UN CERROJO DE CORREDERA.
(16/05/1995) UN METODO DE HACER UNA CORREDERA PARA USAR EN UN CERROJO DE CORREDERA, CUYA CORREDERA ESTA PROVISTA CON COJINETES PARA UNA LENGUETA DE TIRADOR EN UNA SUPERFICIE SUPERIOR DE UNA CORREDERA EN SU LADO OPUESTO PARA PIVOTANTEMENTE TENER UN MACHO DE TIMON DE LA LENGUETA TIRADOR. POR HACER USO DE SOLAMENTE UN NUCLEO DE CORREDERA, UNA CAVIDAD DE MOLDE DE CORREDERA EN UN MOLDE ESTA BLOQUEADO DESDE UNA CAVIDAD DE MOLDE DE TIRADOR Y AL MISMO TIEMPO, PARTES DE ESPACIO HUECOS EN LOS COJINETES PARA EL TIRADOR SON FORMADOS POR MEDIO DEL NUCLEO DESLIZANTE. DESPUES DE MOLDEAR LA CORREDERA, POR RETAER ESE NUCLEO DESLIZANTE, LAS PARTES DE ESPACIO HUECOS EN LOS COJINETES DEL TIRADOR YA MOLDEADO SON USADOS COMO UNA PARTE DE MOLDE PARA UN MACHO DE…
PROCEDIMIENTO PARA LA PREPARACION DE PIEZAS MOLDEADAS DE POLIURETANO ELASTICAS, ESENCIALMENTE COMPACTOS CON PROPIEDADES DE DESMOLDEO MEJORADAS.
(01/03/1995). Solicitante/s: SCHMIDT, HANS ULRICH. Inventor/es: HORN, PETER, SCHMIDT, HANS-ULRICH.
EL OBJETO DE LA INVENCION ES UN PROCEDIMIENTO PARA LA PREPARACION DE PIEZAS MOLDEADAS DE POLIURETANO, CLASICAS, COMPACTAS EN LO ESENCIAL CON PROPIEDADES DE DESMOLDEO MEJORADAS, SEGUN EL PRODECIMIENTO DE POLIADICION DE POLIISOCIANATOS, POR TRANSFORMACION DE: A) POLIISOCIANATOS ORGANICOS: B) COMPUESTOS DE ELEVADO PESO MOLECULAR CON 2 ATOMOS DE HIDROGENO REACTIVOS POR LO MENOS Y EVENTUALMENTE C) ALCOHOLES POLIFUNCIONALES DE BAJO PESO MOLECULAR Y/O POLIOXIALQUILENPOLIOLES ASI COMO DIAMINAS AROMATICAS SECUNDARIAS EN SU CASO EN PRESENCIA DE UN D) AGENTE INTERNO DE SEPARACION DEL MOLDE QUE CONSTE DE LOS COMPONENTES QUE SE DETALLAN EN LA INVENCION.
ELASTOMEROS CONTENIENDO GRUPOS POLIAMIDAS Y POLIUREAS LIGADAS TAN PRONTO COMO UN PROCEDIMIENTO PARA LA FABRICACION DE CUERPOS DE FORMA COMPACTA O CELULAR DESDE AQUI.
(16/11/1994) OBJETO DE LA INVENCION ESTAN ELASTOMEROS CONTENIENDO GRUPOS POLIAMIDAS Y POLIUREAS LIGADAS, QUE ESTAN PREPARADOS A TRAVES DE LA TRANSFORMACION DE A)POR LO MENOS UN POLIISOCIANATO ORGANICO Y / O UNA MEZCLA MODIFICADA DE POLIISOCIANATOS CON UN CONTENIDO - NCO DE 8 HASTA 33,6% EN PESO, RESPECTO AL PESO DE LA MEZCLA DEL POLIISOCIANATO CON B) POR LO MENOS UN POLIAZOMETINO Y C) POR LO MENOS UN PLIAMINO AROMATICO ALQUILO - SUSBTITUIDO CON UN PESO MOLECULAR HASTA 500 EN PRESENCIA O ASUSENCIA DE D) CATALIZADORES, CON LO CUAL SE UTILIZAN PRODUCTOS DE REACCION DE POLIOXIALQUILOS - POLIAMINOS CON UNA FUNCIONALIDAD DE 2 HASTA 4 Y UN PESO MOLECULAR DE PROMEDIO DE 180 HASTA 10'000 Y POR LO MENOS UN ALDEHIDO ORGANICO Y / O PREFERIBLEMENTE UNA CETONA, COMO POLIAZOMETINOS. A LA PREPARACION DE LOS CUERPOS DE FORMA SE LLEVAN LOS COMPONENTES DE SALIDA MENCIONADOS,…
PROCEDIMIENTO DE RELLENADO POR ASPERSION DE CUERPOS DE MATERIA SINTETICA CONTINENTES DE FLUIDO Y DISPOSITIVO PARA LA REALIZACION DEL PROCEDIMIENTO.
(01/11/1994). Solicitante/s: KLOCKNER FERROMATIK DESMA, GMBH. Inventor/es: JAROSCHEK, CHRISTOPH, DIPL.-ING.
LA INVENCION CONSISTE EN UN PROCEDIMIENTO PARA EL RELLENADO POR ASPERSION DE CUERPOS DE MATERIA SINTETICA CONTINENTES DE FLUIDOS Y EN EL DISPOSITIVO PARA LA REALIZACION DE ESTE PROCEDIMIENTO. EL PROCESO ES COMO SIGUE. POR MEDIO DE UNA TOBERA SE INYECTA UN ESMALTE SINTETICO, DE POCA DENSIDAD, EN UNA CAVIDAD CONSTITUIDA POR UNA ESTRUCTURA DE DOS O VARIAS PIEZAS. EL PROCESO DE INYECCION SE PROLONGA HASTA QUE LA CAVIDAD SE HAYA RELLENADO TOTALMENTE. SOLO DESPUES DE QUE SE HAYA SECADO EL ESMALTE SINTETICO EN LAS PAREDES DE LA CAVIDAD , SE INYECTA UN FLUIDO SOMETIDO A PRESION EN EL INTERIOR DE LA CAVIDAD. ENTONCES EL INTERIOR DEL CUERPO DE MATERIA SINTETICA, PRODUCIDO POR EL ESMALTE, DA LUGAR A UNA CAVIDAD ALEDAÑA A LA CAVIDAD YA MENCIONADA.
PROCEDIMIENTO PARA LA FABRICACION DE PIEZAS MOLDEADAS EN PLASTICO.
(01/10/1994). Solicitante/s: JV KUNSTSTOFFWERK GMBH. Inventor/es: KNISS, KURT.
EN UN PROCESO PARA PRODUCIR MOLDEADOS GRUESOS, PREFERIBLEMENTE EN FORMA DE DISCO O MOLDEADOS CON ZONAS DE SECCION CRUZADA MUY DIFERENTE DESDE TERMOPLASTICOS, AL MENOS PARTE DEL PLASTICO ES INTRODUCIDO DERRETIDO EN UN MOLDE DE COMPRESION QUE PUEDE SER CALENTADO Y, SI ES NECESARIO, ENFRIADO, Y DESPUES SE COMPRIME. DE ACUERDO CON LA INVENCION, EL DERRETIDO ES MEZCLADO CON GRANULOS DE PLASTICO ANTES DE ENTRAR L MOLDE DE COMPRESION. UN DISPOSITIVO PARA PRODUCIR UNA MEZCLA DE UN DERRETIDO Y UN PLASTICO GRANULAR, EN PARTICULAR EN EL PROCESO QUE SE MENCIONA ARRIBA, COMPRENDE UNA PRIMERA SECCION EN LA FORMA DE UN EXPRIMIDOR DE DERRETIDO Y UNA SEGUNDA SECCION EN FORMA DE UN EXPRIMIDOR DE MEZCLA. EL PLASTICO GRANULADO ES AÑADIDO AL DERRETIDO ENTRE LAS DOS SECCIONES DE EXPRIMIDO EN LA SEGUNDA SECCION DE EXPRIMIDO.
PROCESO DE OBTENCION DE PIEZAS TENIENDO EL ASPECTO DE PIEDRAS NATURALES Y PIEZAS ASI OBTENIDAS.
(16/08/1994). Solicitante/s: L'OREAL. Inventor/es: GUERET, JEAN-LOUIS.
PROCESO DE FABRICACION DE PIEZAS TENIENDO UN ASPECTO DE PIEDRAS NATURALES A PARTIR DE UNA COMPOSICION QUE COMPRENDE UNA MATRIZ COLOREADA O NO, EN RESINA TERMOPLASTICA Y, PARA 100 PARTES EN VOLUMEN DE ESTA MATRIZ, 0,2 A 80 PARTES EN VOLUMEN DE AL MENOS DOS CARGAS ELEGIDAS ENTRE LAS FIBRAS NATURALES, LAS FIBRAS DE CARBON Y LAS CARGAS MINERALES O VEGETALES TENIENDO UNA GRANULOMETRIA O DIMENSIONES DIFERENTES. ELIGIENDO EL COLOR DE LA MATRIZ Y EL NUMERO, LA PROPORCION, LA GRANULOMETRIA Y EL COLOR DE LAS DIFERENTES CARGAS, SE PUEDE IMITAR EL ASPECTO GENERAL Y LAS TINTAS DE UNA PIEDRA NATURAL. LAS PIEZAS OBTENIDAS DESPUES DE DARLES FORMA, SON UTILIZABLES POR SU ASPECTO ESTETICO, ESPECIALMENTE EN LOS ACONDICIONAMIENTOS DE PRODUCTOS COSMETICOS.
TAPON ROSCADO CON CINTA DE GARANTIA Y PROCEDIMIENTO PARA SU FABRICACION.
(16/07/1994). Solicitante/s: CROWN CORK AG. Inventor/es: KIRCHGESSNER, MICHAEL, BREUER, HANS-WERNER, BARTL, THOMAS.
EL ANILLO DE GARANTIA EN LA CAPA ROSCADA PRESENTADA TIENE, EN EL INTERIOR , ELEMENTOS DE RETENCION EN FORMA DE CUÑAS MONTADAS EN LA SUPERFICIE QUE SE ESTRECHAN EN LA DIRECCION (A) EN LA QUE LA TAPA SE DESENROSCA. LAS CUÑAS ACTUAN PARA FACILITAR EL PASO DEL ANILLO DE GARANTIA SOBRE LA CURVATURA DEL RECIPIENTE SIN FRICCION EXCESIVA, ASI COMO PARA REFORZAR EL ANILLO.
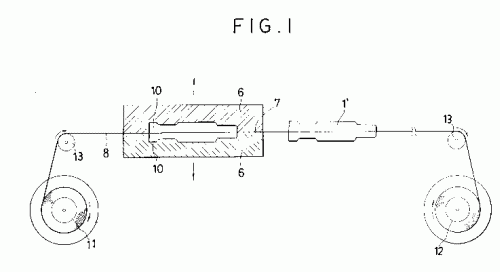
PROCEDIMIENTO PARA FABRICAR MOLDES HUECOS DE INYECCION, DE PLASTICO Y DISPOSITIVO PARA ESTE PROCEDIMIENTO.
(01/03/1994). Solicitante/s: SCHADE KG. Inventor/es: STRUNK, HARALD, GOHR, KURT.
SE QUIERE DESARROLLAR UN PROCEDIMIENTO Y UNA INSTALACION DONDE SE ACORTAN LOS CICLOS DE INYECCION, COMPARADO CON PROCEDIMIENTOS CONOCIDOS, Y DONDE SE QUIERE MEJORAR LAS CARACTERISTICAS DEL MATERIAL. SEGUN EL INVENTO, FLUYE UN GAS, BAJO ALTAS PRESIONES, POR EL HUECO (11A) DEL MOLDE . ESTA CORRIENTE CONTINUA SE CONSIGUE MEDIANTE UN DESCENSO DE PRESION ENTRE EL LADO DE ENTRADA DEL FLUJO Y EL LADO DE SALIDA DEL FLUJO. EL DISPOSITIVO PARA ESTE PROCEDIMIENTO CONTIENE UN MOLDE DE DOS PIEZAS , CUYA PARTE SUPERIOR O INFERIOR (10B, 10A) TIENE UNA CAMARA DE DESBORDAMIENTO PARA EL GAS QUE SALE DEL HUECO DEL MOLDE (11A). A LA CAMARA DE DESBORDAMIENTO ESTA CONECTADA UNA LINEA DE RETROCESO Y A LA TOBERA UN LINEA DE ALIMENTACION PARA EL GAS. LAS LINEAS ESTAN COMUNICADAS ENTRE SI DE FORMA QUE SE PRODUCE UN CIRCUITO DE GAS CONTINUO Y CERRADO. ESTE PROCEDIMIENTO ES ADECUADO PARA LA FABRICACION DE PIEZAS CON SECCIONES CERRADAS DE CAMARAS HUECAS, QUE SE UTILIZAN EN LA INDUSTRIAS DEL AUTOMOVIL.
JUNTA MEJORADA Y METODO PARA HACERLA.
(16/01/1994). Solicitante/s: FEL-PRO INCORPORATED. Inventor/es: MALONEY, MICHAEL J., MCDOWELL, DONALD J., COOPER, JERRI L., PYLE, LAWRENCE.
UNA JUNTA, TAL COMO UNA JUNTA DE CABEZA DE CILINDRO , MOLDEADA, DE UN MATERIAL COMPUESTO DE RESINA TERMOPLASTICA REFORZADA POR FIBRA AMORFA, QUE TIENE POR LO MENOS 3 % EN PESO DE FIBRAS REFORZANTES, QUE TIENE UNA CUENTA DE CIERRE NO ELASTOMERA INTEGRAL QUE SE EXTIENDE POR ENCIMA DEL CUERPO DE JUNTA Y RODEANDO POR LO MENOS UNA ABERTURA DE SERVICIO , Y UN METODO PARA FABRICAR TAL JUNTA.
PROCESO PARA LA FABRICACION DE PIEZAS MOLDEADAS QUE COMPRENDE UN SOPORTE RIGIDO Y UN RECUBRIMIENTO FLEXIBLE.
(01/12/1993) PROCESO PARA LA REALIZACION DE PIEZAS QUE COMPRENDEN UNA PARTE DE SOPORTE RIGIDO O SEMIRIGIDO REVESTIDO DE UNA PARTE DE RECUBRIMIENTO DECORATIVO FLEXIBLE, CARACTERIZADO EN QUE CONSISTE: ESTADO PRETENSADO SOBRE EL REBORDE PERIFERICO DE LA IMPRONTA HUECA DE UN MOLDE. LA ZONA QUE PERMANECE LIBRE DE DICHA PARTE FLEXIBLE, POR EXTENCION BAJO EL EFECTO DE LA PENETRACION DE UN CONTRAMOLDE EN EL INTERIOR DE DICHA IMPRONTA HUECA , HASTA UNA DISTANCIA DEL FONDO DE ESTA QUE CORRESPONDE AL ESPESOR DE LA PIEZA ACABADA, PUDIENDO LOS BORDES DE DICHA PARTE FLEXIBLE PERMANECER INMOVILIZADOS POR APRIETE ENTRE LAS DOS MITADES DEL MOLDE. IDA EN ESTADO FUNDIDO, SEGUN LA TECNICA LLAMADA A BAJA PRESION, EN EL ESPACIO QUE SUBSISTE ENTRE LAS DOS MITADES DEL MOLDE, POR ENCIMA DE DICHA PARTE FLEXIBLE, DE MANERA…
ELABORACION DIRECTA DE POLIMEROS CON ADITIVOS POLVOSOS EN MAQUINA PARA FUNDICION INYECTADA.
(01/12/1992). Solicitante/s: PLUSS-STAUFER AG. Inventor/es: SCHLUMPF, HANS PETER, PFISTER, HANS JORG, OCHSNER, EDWIN.
EN UN PROCEDIMIENTO PARA LA ELABORACION DE POLIMEROS GRANULADOS O POLVOSOS CON ADITIVOS EN POLVO EN UNA MAQUINA PARA FUNDICION INYECTADA, QUE DISPONE DE UN SINFIN CON UNA ZONA DE ENTRADA CON UN DIAMETRO CONSTANTE DEL SINFIN, UNA ZONA INTERMEDIA CON UN TRAMO DE HERMETIZACION Y UNA FORMACION DE ELEMENTOS DE MEZCLADO. SE HA PREVISTO UNA ELABORACION ESPECIALMENTE ECONOMICA CON PIEZAS DE FUNDICION DE GRAN CALIDAD, PARA QUE EL POLIMERO Y LOS ADITIVOS EN POLVO PUEDAN INTRODUCIRSE A LA ZONA DE ENTRADA SIN PREVIO TRATAMIENTO Y PARA QUE EL POLIMERO CON LOS ADITIVOS PUEDA MEZCLARSE POR LO MENOS DOS VECES MEDIANTE LAS FORMACIONES DE ELEMENTOS DE MEZCLADO, SIENDO LA LONGITUD DE TRABAJO DEL SINFIN POR LO MENOS 19 VECES MAS GRANDE QUE EL DIAMETRO DEL SINFIN.
PROCESO DE MANUFACTURACION DE UN MOLDEADO DE PLASTICO DE PAREDES DELGADAS.
(01/12/1992) MOLDEADOS RIGIDOS, POR EJEMPLO FREGADEROS DE COCINA, QUE TIENEN UN GROSOR DE PARED QUE GENERALMENTE NO EXCEDE DE APROXIMADAMENTE 0,4 PULGADAS (10 MM) Y QUE SON PRODUCIDOS MEDIANTE UN PROCESO EN EL CUAL UN COMPUESTO DE RESINA ENDURECIBLE PRECALENTADA Y DESGASIFICADA, QUE SE ENDURECE EN 60 MINUTOS, ES ALIMENTADO BAJO AL MENOS UNA PRESION DE 4 PSI (280 G/CM (AL CUADRADO) ) PARA LLENAR UN MOLDE CALENTADO Y HASTA QUE EL COMPUESTO EN EL MOLDE SE HAYA ENDURECIDO PARA COMPENSAR EL ENCOGIMIENTO. LA TEMPERATURA DEL COMPUESTO ES CONTROLADA EN EL MOLDE PARA MANTENER UN GRADIENTE DE TEMPERATURA ESENCIALMENTE LINEAL EN EL COMPUESTO, INCREMENTANDOSE DESDE SU ENTRADA EN EL MOLDE HASTA QUE EL COMPUESTO SE ENDUREZCA PROGRESIVAMENTE…
PROCEDIMIENTO Y DISPOSITIVO DE AMOLDADO POR INYECCION DE MATERIALES COMPUESTOS.
(16/11/1992). Solicitante/s: SEVA, SOCIETE DITE,. Inventor/es: BELOT, PIERRE, DUPUIS, ALAIN.
PROCEDIMIENTO Y DISPOSITIVO DE AMOLDADO POR INYECCION DE UN MATERIAL COMPUESTO CONSTITUIDO POR UNA RESINA TERMOENDURECIBLE, FIBRAS DE REFUERZO Y UNA CARGA. EL MATERIAL COMPUESTO, CONTENIDO EN UN CILINDRO HUECO ES, EN PRIMER LUGAR, COMPACTADO MEDIANTE UN PISTON MOVIL DENTRO DE DICHO CILINDRO, HASTA OBTENER UNA TASA DE COMPACTACION DETERMINADA. AL FINAL DE LA FASE DE COMPACTACION, LA POSICION DEL PISTON ES MARCADA MEDIANTE UN CAPTADOR DE POSICION . A CONTINUACION, LA INYECCION DEL MATERIAL COMPUESTO COMPACTADO EN UN MOLDE SE EFECTUA DANDO AL PISTON , A PARTIR DE SU POSICION MARCADA AL FINAL DE LA FASE DE COMPACTACION, UN DESPLAZAMIENTO CORRESPONDIENTE A LA INTRODUCCION EN EL MOLDE DE LA CANTIDAD DE MATERIAL COMPUESTO ESTRICTAMENTE NECESARIA PARA LA CONFECCION DE LA PIEZA AMOLDADA. SE EVITA ASI EL DESPILFARRO DE MATERIAL COMPUESTO.
METODO PARA LA PREPARACION DE COMPOSICIONES RIGIDAS POLIISOCIANURADAS NO CELULARES, MEDIANTE REACCION POR MOLDEADO TERMOACTIVO A INYECCION.
(01/06/1992). Solicitante/s: ARCO CHEMICAL TECHNOLOGY, INC.. Inventor/es: YOUNES, USAMA E..
UN METODO PARA LA PREPARACION DE UNA COMPOSICION DE POLIMERO RIGIDO NO CELULAR POLIISOCIANURADO POR REACCION MOLDEADA A INYECCION, INYECTANDO AL MENOS DOS FLUJOS DENTRO DEL MOLDE DE UNA MAQUINA RIM PARA REACCIONAR A TEMPERATURAS DESDE LA AMBIENTE HASTA ALREDEDOR DE 140 C UNA FORMULACION COMPRENDIENDO AL MENOS UN FLUJO DE UN DI O POLIISOCIANATO ORGANICO Y UN SEGUNDO FLUJO DE UN CARBONATO ALQUILENO CICLICO Y UN ADITIVO SOLUBLE DE AMINA TERCIARIA Y UN CARBONATO ALQUILENO CICLICO COMO CATALITICO.
METODO DE FABRICAR GUIA DE CREMALLERAS DE INYECCION MOLDEADA.
(01/06/1992) UN METODO DE FABRICAR UNA GUIA DE CREMALLERAS DE INYECCION MOLDEADA INCLUYE UN PRIMER PASO DE MOLDEO DE INYECCION PARA FORMAR UN CUERPO GUIA QUE TENGA UN SALIENTE DE SOPORTE EN FORMA DE ARCO INTEGRAL Y UN SEGUNDO PASO DE MOLDEO DE INYECCION PARA FORMAR UNA LENGUETA DE TRACCION ENSARTADA A TRAVES DE UN AGUJERO TRANSVERSAL EN EL SALIENTE DEL SOPORTE . PARA CONEXION PIVOTANTE DE LA LENGUETA DE TRACCION CON LA LENGUETA DE TRACCION , UN MOLDE USADO PARA LLEVAR A CABO EL METODO INCLUYE UNA COMBINACION DE BARRAS DESLIZANTES PIRNCIPALES Y UNA BARRA DESLIZANTE AUXILIAR DESLIZABLEMENTE ASOCIADA CON EL. EN EL PRIMER PASO DE MOLDEO DE INYECCION, LA BARRA DESLIZANTE AUXILIAR ES COGIDA EN UNA PRIMERA POSICION EN LA CUAL LAS DOS BARRAS DESLIZANTES UNIDAS TIENEN UNA FORMA QUE CORRESPONDE A LA FORMA DEL AGUJERO…
PERFECCIONAMIENTOS INTRODUCIDOS EN LOS PROCEDIMIENTOS DE FABRICACION DE CARABINAS DE AIRE COMPRIMIDO DE CAÑON BASCULANTE Y CARABINA OBTENIDA POR SU PUESTA EN PRACTICA.
(16/03/1992). Ver ilustración. Solicitante/s: INDUSTRIAS EL GAMO, S.A.. Inventor/es: CASAS SALVA,FRANCISCO.
PERFECCIONAMIENTOS INTRODUCIDOS EN LOS PROCEDIMIENTOS DE FABRICACION DE CARABINAS DE AIRE COMPRIMIDO DE CAÑON BASCULANTE Y CARABINA OBTENIDA POR SU PUESTA EN PRACTICA. SEGUN LA INVENCION LOS PERFECCIONAMIENTOS EN CUESTION CONSISTEN EN REALIZAR POR MEDIO DE UNA OPERACION DE MOLDEO POR INYECCION: A) UN CUERPO MONOPIEZA QUE INTEGRA LA HORQUILLA QUE ASEGURA LA UNION Y LA ARTICULACION CON EL CAÑON Y LA PARTE CILINDRICA , QUE ASEGURA LA UNION CON LA CAMARA DE COMPRESION SOLIDARIA DE LA CAÑA DE LA CULATA; B) LA ENVOLVENTE DEL CAÑON CUYA PARTE ENSANCHADA COMPORTA EL PUNTO DE ARTICULACION CON LA HORQUILLA , EL ALOJAMIENTO DEL PESTILLO Y EL PUNTO DE FIJACION DE LA PALANCA DE MANDO DEL PISTON DE AIRE COMPRIMIDO.
PROCEDIMIENTO E INSTALACION PARA FABRICACION DE UN PRODUCTO POR INYECCION DE UN MATERIAL EN UN MOLDE CON TRATAMIENTO DEL MATERIAL INYECTADO.
(01/02/1992). Solicitante/s: SOLOMAT PARTNERS L.P. Inventor/es: IBAR, JEAN-PIERRE.
A) PROCEDIMIENTO PARA FABRICACION DE UN PRODUCTO POR INYECCION DE UN MATERIAL EN UN MOLDE. B) PROCEDIMIENTO CARACTERIZADO PORQUE DESPUES DE LA INYECCION DEL MATERIAL EN EL MOLDE Y DE SACARLO DE LA BOQUILLA DE INYECCION, SE SOMETE EL MATERIAL A UNA PRESION, UNA FRECUENCIA Y UNA TEMPERATURA VARIABLES, SIGUIENDO UN PROGRAMA PREDETERMINADO PARA MODIFICAR LAS CARACTERISTICAS FISICOQUIMICAS DEL MATERIAL INYECTADO, DESPUES, CUANDO EL MATERIAL ES DESMOLDEABLE, SE SACA EL PRODUCTO DEL MOLDE. C) LA INVENCION ESTA RELACIONADA CON LAS INDUSTRIAS DE TRANSFORMACION, EN PARTICULAR DE MATERIAL PLASTICO.
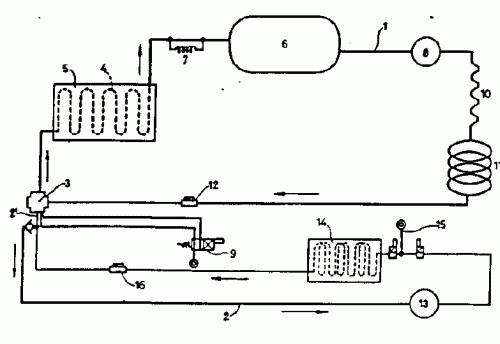
INSTALACION PARA EL CONTROL DE TEMPERATURA EN LOS MOLDES DE INYECCION.
(01/01/1992). Ver ilustración. Solicitante/s: MANIPULADORES ELECTRONICOS Y ROBOTICA DEL VALLES, S.A. Inventor/es: GIRO SOLER, FRANCISCO.
INSTALACION PARA EL CONTROL DE TEMPERATURA EN LOS MOLDES DE INYECCION, CARACTERIZADA PORQUE PERMITE EL MOLDEO RAPIDO DE MATERIAL PLASTICO SIN UNA LARGA ESPERA PARA SU SOLIDIFICACION, CONSTITUYENDOSE PARA ELLO DICHA INSTALACION CON UN DOBLE CIRCUITO DE CONDUCCION DE AGUA DE DISTINTA TEMPERATURA CONECTADO A LA ENTRADA Y SALIDA DE UN CONDUCTO INTERIOR QUE COMPRENDE EL MOLDE PERTINENTE , ESTANDO PROVISTO EL INDICADO DOBLE CIRCUITO DE UNA VALVULA AUTOMATIZADA DE VARIAS VIAS QUE, GOBERNADA DESDE UNA CAJA DE MANDOS , ENVIA VAPOR O AGUA FRIA DE DICHO DOBLE CIRCUITO L MOLDE A LA TEMPERATURA CONVENIENTE EN CADA MOMENTO, Y CON CAMBIO BRUSCO DE LA MISMA, PARA OBTENER LA FLUIDIFICACION Y SOLIDIFICACION RAPIDAS DEL MATERIAL PLASTICO INYECTADO EN DICHO MOLDE.
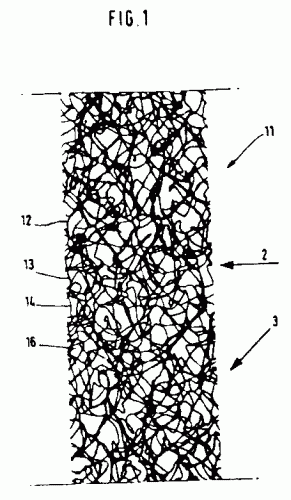
ELEMENTO DE CONSTRUCCION ESPUMADO Y DISPOSITIVO Y PROCEDIMIENTO PARA FABRICAR EL MISMO.
(16/05/1991). Ver ilustración. Solicitante/s: BBS AUTOTEILE GMBH. Inventor/es: EMIG, JURGEN.
ELEMENTO DE CONSTRUCCION ESPUMADO Y DISPOSITIVO Y PROCEDIMIENTO PARA FABRICAR EL MISMO. PARA FABRICAR ELEMENTOS DE CONSTRUCCION ESPUMADOS SE INTRODUCE EN UN MOLDE DE COLADA POR INYECCION UNA TIRA A BASE DE UNA MARAÑA COHERENTE DE HILOS QUE MANTIENE A UNAS ESTERILLAS DE REFUERZO EN SU SITIO Y A LA DISTANCIA REQUERIDA. LAS ESTERILLAS DE REFUERZO SE POSICIONAN ASI EN LA ZONA DEL FORRO EXTERIOR DEL PRODUCTO TERMINADO, SIN QUE SEAN ARRASTRADAS POR EL CHORRO DE INYECCION HACIA NINGUNA ZONA DE BORDE DE MOLDE. SE OBTIENEN DE ESTE MODO ELEMENTOS DE CONSTRUCCION MUY LIGEROS Y CAPACES DE SOMETERSE A GRANDES CARGAS, LOS CUALES PUEDEN UTILIZARSE ALLI DONDE IMPORTE TANTO UN PESO REDUCIDO COMO TAMBIEN UNA ALTA RIGIDEZ Y UNA FABRICACION BARATA.
UNA TAPA MOLDEADA POR INYECCION PARA CERRAR HERMETICAMENTE Y AISLAR EL EXTREMO SUPERIOR DE UN RECIPIENTE CILINDRICO Y PILA ELECTROQUIMICA PROVISTA DE DICHA TAPA.
(01/12/1989). Ver ilustración. Solicitante/s: DURACELL INTERNATIONAL INC.. Inventor/es: POPE, PETER JAMES, WILLIS-OWEN, RICHARD BRYN.
TAPA MOLDEADA POR INYECCION PARA CERRAR HERMETICAMENTE Y AISLAR EL EXTREMO SUPERIOR DE UN RECIPIENTE CILINDRICO Y PILA ELECTROQUIMICA PROVISTA DE DICHA TAPA. LA TAPA COMPRENDE UNA PLURALIDAD DE MEMBRANAS DE DESAHOGO DE CONFIGURACION NO CIRCULAR. EL CIERRE HERMETICO PUEDE HACERSE FACILMENTE DE MATERIAL DE POLIOLEFINA CARGADO CON MINERAL POR MOLDEO POR INYECCION.
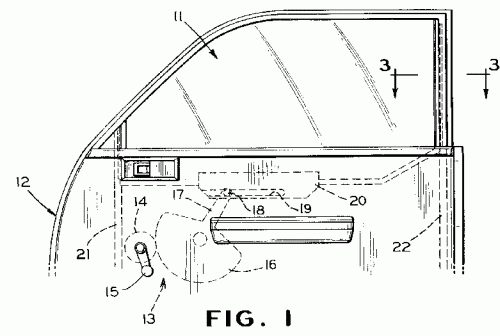
CONJUNTO DE VENTANA CON PANTALLA DE RETENCION Y METODO PARA FABRICAR EL MISMO.
(01/11/1989). Ver ilustración. Solicitante/s: LIBBEY-OWENS-FORD CO.. Inventor/es: ASH, CHARLES, E., ANGELL, BARBARA L., HERLICZEK, SIEGFRIED H., GINTER, DAVID M., COHEN, BRIAN E., MCBRIDE, ROBERT L.
CONJUNTO DE VENTANA CON PANTALLA DE RETENCION, QUE ES MOVIL E INCLUYE UNA HOJA TRANSPARENTE. LA PANTALLA DE RETENCION ESTA FORMADA DE UN MATERIAL PLASTICO. UN SOPORTE DE BORDE ESTA FORMADO ALREDEDOR DE AL MENOS DE UNA PERIFERIA PREDETERMINADA DE LA HOJA TRANSPARENTE Y ESTA ADAPTADO PARA COOPERAR CON UN CANAL FORMADO EN EL MARCO DE LA ABERTURA DE UNA VENTANA DE VEHICULO PARA RETENER EL CONJUNTO DE VENTANA EN EL MARCO CUANDO SE APLICA PRESION AL CONJUNTO DE VENTANA TENDIENDO A FORZARLO FUERA DEL MARCO. EL METODO PARA FABRICAR ESTE CONJUNTO DE VENTANA CONSISTE EN FORMAR UN SOPORTE DE BORDE A PARTIR DE UNA HOJA TRANSPARENTE DE UNA CAMARA DE MOLDEO, EN INYECTAR EN LA CAVIDAD DE FORMACION DEL SOPORTE UNA COMPOSICION CAPAZ DE POLIMERIZARSE Y CURARSE Y EN RETIRAR EL CONJUNTO DE VENTANA DE LA CAMARA DE MOLDEO.
UN PROCEDIMIENTO DE MOLDEO POR REACCION-INYECCION PARA PRODUCIR CUERPOS SIN COCER CERAMICOS O METALICOS.
(01/11/1989). Solicitante/s: HOECHST CELANESE CORPORATION. Inventor/es: HUGHES, O.RICHARD, COSTANZA, JOHN R.
SE PRODUCE UN CUERPO SIN COCER MEDIANTE UN PROCEDIMIENTO DE MOLDEO POR INYECCION RIM EN DONDE UNA MEZCLA HOMOGENEA DE MATERIAL CERAMICO O METALICO FINAMENTE DIVIDIDO Y UN AGLUTINANTE DE CARACTER MONOMERO POLIMERIZABLE SE INYECTAN EN UN MOLDE Y SE MANTIENE A UNA TEMPERATURA ELEVADA DURANTE UN TIEMPO SUFICIENTE PARA POLIMERIZAR DICHO AGLUTINANTE Y FORMAR EL CUERPO SIN COCER. UN AGLUTINANTE DE CARACTER MONOMERO PREFERIDO INCLUYE ESTERES DE DI- Y TRI-ACRILATO O -METACRILATO DE POLIOLES. LA BAJA VISCOSIDAD DEL AGLUTINANTE DE CARACTER MONOMERO PERMITE UNA CARGA DE MATERIAL CERAMICO MAYOR QUE 50% EN VOLUMEN, SIN AFECTAR DE MANERA ADVERSA A LA CAPACIDAD PARA MOLDEAR POR INYECCION LA MEZCLA.
PROCEDIMIENTO PARA LA INYECCION DE PIEZAS DE ESTRUCTURA MICROCELULAR Y BAJA DENSIDAD.
(16/07/1989). Solicitante/s: SALVADOR AGUEDA, RAMON CARRIO SATORRES, JOSE RICARDO ESTRELLA OROVAL, SALVADOR GARCIA MOLL, JAIME. Inventor/es: GARCIA MOLL,JAIME, CARRIO SATORRES, JOSE RICARDO, SALVADOR AGUEDA, RAMON, ESTRELLA OROVAL, SALVADOR.
EL OBJETO DEL INVENTO PRESENTE CONSISTE EN UN METODO EN DOS FASES PARA FABRICAR PIEZAS POR INYECCION, DE ESTRUCTURA MICROCELULAR Y BAJA DENSIDAD. LA PRIMERA FASE ES EN LA QUE SE PRODUCE EL CALENTAMIENTO DEL MATERIAL E INYECCION EN EL MOLDE. LA SEGUNDA FASE COMPRENDE UN ENFRIAMIENTO BRUSCO APLICADO EN UN MOMENTO DESEADO TRAS EL DESMOLDEO, PARA DETENER EL PROCESO DE CONTRACCION DE LAS PIEZAS POR ENFRIAMIENTO. DE APLICACION EN LA FABRICACION DE FLOTADORES, RUEDAS, DEFENSAS PARA USO NAUTICO, SUELAS DE CALZADO, ETCETERA.
APARATO Y PROCEDIMIENTO PARA LA FABRICACION DE ARTICULOS DE MATERIAL PLASTICO.
(16/04/1989). Ver ilustración. Solicitante/s: METAL BOX PUBLIC LIMITED COMPANY. Inventor/es: DE\'ATH RODERICK, MICHAEL, FAIRCHILD, BRIAN, FLUDE, IAN.
APARATO Y PROCEDIMIENTO PARA LA FABRICACION DE ARTICULOS DE MATERIAL PLASTICO. EL APARATO COMPRENDE MODULOS DE INYECCION CONJUNTA ALIMENTADOS CON MATERIALES POLIMEROS DIFERENTES, A PRESION INTERMEDIA, POR PLASTIFICADORES COMUNES . CADA MODULO TIENE UN CONJUNTO DE TOBERAS DE INYECCION CONJUNTA ALIMENTADAS CON POLIMERO A PRESION POR MEDIO DE UN INYECTOR . CADA POLIMERO ES INYECTADO POR EL INYECTADOR DIRECTAMENTE AL INTERIOR DE LA TOBERA CORRESPONDIENTE Y ESTA CONTROLADO SOLAMENTE POR EL FUNCIONAMIENTO DEL INYECTOR, Y SIN EL EMPLEO DE VALVULA DE REGULACION ALGUNA ENTRE EL INYECTOR Y LA TOBERA. LOS MICROPROCESADORES DE LOS MODULOS SE CONTROLAN MEDIANTE UN PROCESADOR PRINCIPAL, QUE ORGANIZA LAS OPERACIONES DEL APARATO. LA INVENCION TIENE APLICACION, POR EJEMPLO, EN LA FABRICACION DE BOTELLAS.
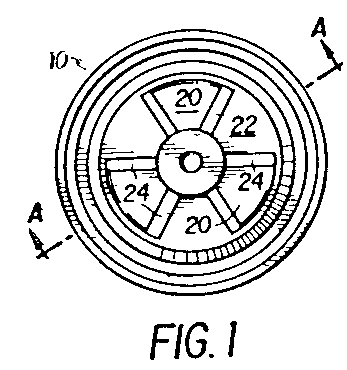
METODO PARA MOLDEAR UN PRODUCTO DE MATERIAL PLASTICO.
(16/11/1988). Ver ilustración. Solicitante/s: NIFCO INC.. Inventor/es: NAKAMA, DAIJI.
METODO PARA MOLDEAR UN PORDUCTO DE MATERIAL PLASTICO. COMPRENDE, BASICAMENTE, DOTAR A LAS SUPERFICIES DE CONTACTO DE LAS DOS MITADES DEL MOLDE QUE FORMAN UNA CAVIDAD DE UN SURCO CAPAZ DE RECIBIR LA MITAD CIRCUNFERENCIAL DE UN ALAMBRE CUYO DIAMETRO ES IGUAL AL DEL AGUJERO QUE VA A PRESENTAR EL PRODUCTO MOLDEADO; CERRAR LAS MITADES DEL MOLDE; EFECTUAR EL MOLDEO; SEPARAR DICHAS MITADES Y DESPLAZAR EL PRODUCTO MOLDEADO (10K) POR MEDIO DEL ALAMBRE, DE FORMA QUE OTRA PORCION DE ALAMBRE SE SITUE ENTRE LAS SUPERFICIES DEL MOLDE, PARA REALIZAR SUCESIVAMENTE OTRA OPERACION DE MOLDEO. EL CICLO PUEDE REPETIRSE SUCESIVAMENTE PARA OBTENER UNA PLURALIDAD DE PIEZAS. FINALMENTE, SE RETIRA EL ALAMBRE, OBTENIENDOSE PIEZAS MOLDEADAS DE PLASTICO DOTADAS DE UN AGUJERO MUY FINO (0,1-0,2 MM DE DIAMETRO). EL METODO ES UTIL PARA OBTENER PIEZAS MOLDEADAS DE PLASTICO, CON UN AGUJERO MUY FINO, TAL COMO UNDISPOSITIVO CONECTOR DE FIBRAS OPTICAS.
UN METODO DE HACER UN ACOPLAMIENTO DE TUBO O ARTICULO COMPUESTO ANALOGO.
(01/03/1988) METODO DE HACER UN TUBO O ACOPLAMIENTO DE TUBO O ARTICULO COMPUESTO ANALOGO, DE PLASTICO MOLDEANDO POR INYECCION EL TUBO DE PLASTICO O CUERPO DE ACOPLAMIENTO 1, MOLDEANDO POR INYECCION AL MENOS UN ARO HERMETICO 3 POR SEPARADO PERO DE FORMA SUSTANCIALMENTE SIMULTANEA, Y JUNTANDO DIRECTAMENTE EL CUERPO Y EL ARO HERMETICO DESPUES DEL MOLDEO MIENTRAS DICHOS COMPONENTES ESTAN TODAVIA EN ESTADO CALIENTE DE MOLDEO, DE MODO QUE SE FORME ENTRE ELLOS UNA UNION TERMICA DIRECTA. PREFERENTEMENTE, LOS MOLDES RESPECTIVOS ESTAN ABIERTOS, PERO LOS COMPONENTES NO SE SACAN SINO QUE SE JUNTAN PARA UNIRLOS MIENTRAS ESTAN EN POSICION EN LOS RESPECTIVOS MIEMBROS DE MOLDE 15, 19. DE ESTA FORMA SE ELIMINA LA MANIPULACION INTERMEDIA Y SE GARANTIZA QUE LOS COMPONENTES MOLDEADOS QUEDEN LIMPIOS Y CON LA FORMA Y DIMENSION…
DISPOSITIVO PARA FABRICAR UNA TAPA DE UN ENVASE DE LIQUIDO DE MATERIAL SINTETICO TERMOPLASTICO.
(16/08/1987). Solicitante/s: TETRA PAK FINANCE & TRADING SA.
DISPOSITIVO PARA LA FABRICACION DE LA TAPA DE UN ENVASE PARA LIQUIDO, DE MATERIAL SINTETICO TERMOPLASTICO. CONSTA DE UN BASTIDOR EN EL QUE SE HA FIJADO POR MEDIO DE UN SUJETADOR UN CILINDRO DE PRESION PROVISTO DE UN EMBOLO DE PRESION , EL CUAL ES ACCIONADO A TRAVES DE TUBERIAS HIDRAULICAS O NEUMATICAS ; DE UNA BARRA DE GUIA QUE PROPORCIONA UN GUIADO EXACTO DEL EMBOLO DE PRESION EN LA DIRECCION CORRECTA DEL EJE ; Y DE UNA SUPERFICIE CONTORNEADA DEL EMBOLO DE PRESION, PROVISTA DE UNA SUPERFICIE OBLICUA PARA LA APLICACION A LA PARED PLANA DE LA OREJETA DE APERTURA DE LA TAPA.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}