CIP-2021 : B29C 45/00 : Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado;
Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
CIP-2021 › B › B29 › B29C › B29C 45/00[m] › Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B29C 45/02 · Moldeo por transferencia, es decir, transfiriendo un volumen determinado de material de moldeo por un pistón desde una cavidad de carga a una cavidad de moldeo.
B29C 45/03 · Aparatos de moldeo por inyección (moldeo por transferencia B29C 45/02).
B29C 45/04 · · utilizando moldes móviles (B29C 45/08 tiene prioridad).
B29C 45/06 · · · montados en una mesa girable.
B29C 45/07 · · utilizando unidades de inyección móviles.
B29C 45/08 · · · que se mueven con el molde durante la operación de inyección.
B29C 45/10 · · utilizando moldes o unidades de inyección utilizables en diferentes disposiciones o combinaciones de unas respecto a otras.
B29C 45/12 · · utilizando dos o más moldes fijos, p. ej. en tándem.
B29C 45/13 · · utilizando dos o más unidades de inyección que cooperan con un solo molde.
B29C 45/14 · incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
B29C 45/16 · Fabricación de objetos multicapas o multicolores.
B29C 45/17 · Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
B29C 45/18 · · Alimentación del material dentro de los aparatos de moldeo por inyección.
B29C 45/20 · · Boquillas de inyección.
B29C 45/22 · · · Sistemas de boquillas de inyección múltiples.
B29C 45/23 · · · Equipos para parar la alimentación.
B29C 45/24 · · · Equipos de limpieza.
B29C 45/26 · · Moldes.
B29C 45/27 · · · Canales de inyección.
B29C 45/28 · · · · Dispositivos de cierre para ellos.
B29C 45/30 · · · · Medios para controlar la corriente de dispositivos en el canal de inyección, p. ej. construcción "torpedo".
B29C 45/32 · · · teniendo varias cavidades de moldeo espaciadas axialmente.
B29C 45/33 · · · teniendo elementos del molde móviles transversalmente, p. ej. radialmente.
B29C 45/34 · · · teniendo medios de ventilación.
B29C 45/36 · · · teniendo medios para colocar o centrar los núcleos.
B29C 45/37 · · · Paredes de la cavidad del molde.
B29C 45/38 · · Equipos de corte para levantar las entradas de inyección.
B29C 45/40 · · Desmoldeo o eyección de los objetos formados.
B29C 45/42 · · · utilizando entre los elementos del molde medios móviles desde el exterior del molde.
B29C 45/43 · · · utilizando fluidos bajo presión.
B29C 45/44 · · · de objetos con muescas o sesgados.
B29C 45/46 · · Medios para plastificar u homogeneizar la materia a moldear o para forzarla dentro del molde.
B29C 45/47 · · · utilizando tornillos (B29C 45/54 tiene prioridad).
B29C 45/48 · · · · Tornillo de plastificación y tornillo de inyección.
B29C 45/50 · · · · Tornillos móviles axialmente.
B29C 45/52 · · · · · Dispositivos antirretorno.
B29C 45/53 · · · utilizando pilones o pistones de inyección.
B29C 45/54 · · · · y tornillos de plastificación.
B29C 45/56 · · · utilizando elementos de moldes móviles durante o después de la inyección, p. ej. para el moldeo de inyección-compresión.
B29C 45/57 · · · ejerciendo una presión ulterior sobre el material para moldear.
B29C 45/58 · · · Detalles.
B29C 45/60 · · · · Tornillos.
B29C 45/62 · · · · Forros o cilindros de inyección.
B29C 45/63 · · · · Medios de ventilación o desgasificación.
B29C 45/64 · · Dispositivos de apertura, cierre o apriete de moldes.
B29C 45/66 · · · mecánicos.
B29C 45/67 · · · hidráulicos.
B29C 45/68 · · · hidromecánicos.
B29C 45/70 · · Medios para plastificar u homogeneizar la materia a moldear o para forzarla dentro del molde, combinada con dispositivos de apertura, cierre o apriete del molde.
B29C 45/72 · · Calentamiento o enfriamiento.
B29C 45/73 · · · del molde.
B29C 45/74 · · · de la unidad de inyección.
B29C 45/76 · · Medida, control o regulación.
B29C 45/77 · · · de la velocidad o presión de la materia a moldear.
B29C 45/78 · · · de la temperatura.
B29C 45/80 · · · de la posición relativa de las partes del molde.
B29C 45/82 · · · Circuitos hidráulicos.
B29C 45/83 · · Medios de lubricación.
B29C 45/84 · · Dispositivos de seguridad.
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE CERDAS.
(01/05/2007) Procedimiento para la fabricación de una cerda de polímeros termoplásticos mediante moldeo por inyección, en el que la masa fundida de polímero se inyecta bajo presión en un canal para moldear la cerda con una longitud predeterminada y una forma de sección transversal predeterminada a lo largo de esta longitud y el canal se ventila durante el proceso de moldeo por inyección, ajustándose un flujo de cizallamiento con una elevada velocidad de núcleo en el centro de la masa fundida de polímero fluente y un gran efecto de cizallamiento debido a la fricción en la pared de la masa fundida de polímero con una marcada…
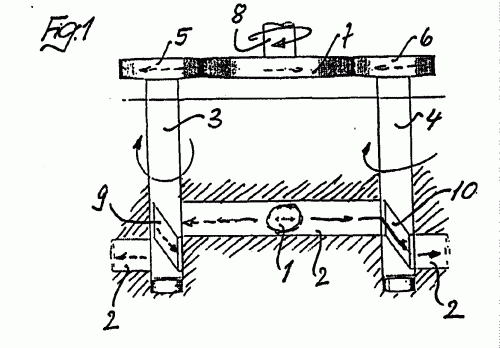
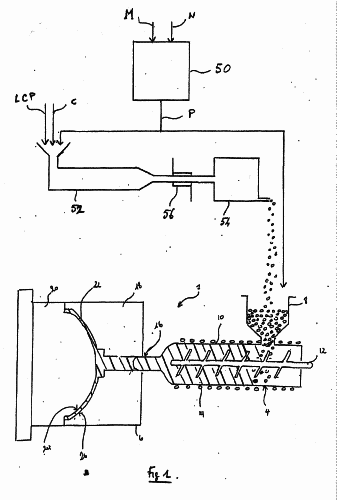
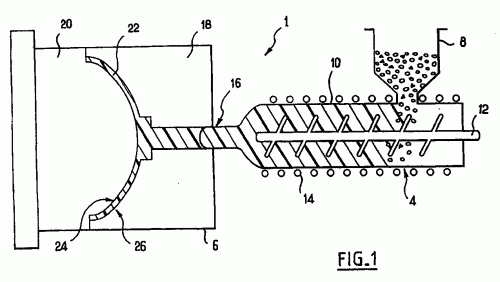
PROCEDIMIENTO E INSTALACION PARA PROCESAR MATERIALES SINTETICOS TERMOPLASTICOS.
(16/03/2007). Ver ilustración. Solicitante/s: MERCK PATENT GMBH. Inventor/es: EDLER, GERHARD, KEIM, HANS-JOACHIM.
Procedimiento para procesar materiales fusibles tales como materiales sintéticos termoplásticos o similares, en el cual, para producir las piezas moldeadas, se reúnen unas cuerdas o similares de la masa fundida con formación de costuras de unión, poniéndose en vibración o pulsación al menos algunos tramos de las cuerdas de masa fundida o similares por medio de válvulas de inyección, con lo que las masas fundidas penetran en la zona de las costuras de unión debido a las diferencias de vibración y las costuras de unión se unen una con otra en el lugar de ensamble de las cuerdas de masa fundida, caracterizado porque las válvulas de inyección que ponen en vibración o pulsación las cuerdas de masa fundida se sincronizan mecánicamente.
PROCEDIMIENTO DE FABRICACION DE CUERPOS HUECOS POR INYECCION CON GAS.
(16/02/2007). Solicitante/s: RHODIA ENGINEERING PLASTICS SA. Inventor/es: LAMBERT, ANDRE, PITSCH, GERHARD, SCHWITZER, KLAUS.
Procedimiento de fabricación de cuerpos huecos por la técnica de inyección con gas, que comprende una fase de inyección de un material termoplástico en un molde y una fase de introducción de un gas a presión en la composición, comprendiendo la composición un polímero termoplástico y un compuesto fibroso de factor de forma L/D mayor que 20 como carga de refuerzo, caracterizado porque la composición comprende igualmente una carga de partículas cuyo factor de forma L/D es menor que 20, y un compuesto que favorece la nucleación de la composición.
RECIPIENTE MEJORADO, METODO Y APARATO PARA FORMAR EL RECIPIENTE.
(16/12/2006) Método para moldear un tubo dosificador con un cabezal unido a un cuerpo tubular , que comprende: el moldeado del cabezal de un material que pueda moldearse a temperaturas elevadas en un conjunto de herramientas con una cavidad del molde que presente la forma de un cabezal y esté formado por herramientas hembra para la formación de la superficie exterior del cabezal y por un elemento de molde macho para la formación de la superficie interior del cabezal de manera que dicho cabezal presente una superficie interior, una superficie exterior, un cuello con un extremo superior y un hombro con un extremo inferior a fin de unirlo al extremo superior del cuerpo tubular, con provisión…
METODO DE MOLDEO DE UN CIERRE PARA BOTELLAS DE VINO.
(01/12/2006) Método para moldeo en caliente de un cierre para botellas de vino, incluyendo el método las siguientes etapas: (a) proporcionar una fuente de fluido supercrítico a una temperatura y una presión mayores que la temperatura y la presión críticas de ese fluido supercrítico; (b) pre-calentar el material polímero hasta una temperatura por encima de la temperatura crítica del fluido supercrítico; (c) saturar el material polímero que fue pre-calentado en la etapa (b), con el fluido supercrítico, manteniendo el interior de la cámara de saturación a una temperatura y una presión mayores que la temperatura y la presión críticas del fluido supercrítico; (d) inyectar dicho material polímero pre-calentado con el fluido supercrítico en…
PROCESO PARA EL MOLDEO POR INYECCION DE CUERPOS CONFORMADOS BASADOS EN COPOLIMEROS DE (MET)ACRILATO.
(01/12/2006) Proceso para la producción de cuerpos conformados por medio de moldeo por inyección con los pasos de proceso a) producción de una mezcla, que contiene al menos un copolímero de (met)acrilato, un plastificante y un agente de ajuste del secado y/o un agente de desmoldeo por fusión y mezcla de un copolímero de (met)acrilato, que se compone de 85 a 98% en peso de alquilésteres C1 a C4 del ácido acrílico o metacrílico polimerizados radicalmente y 15 a 2% en peso de monómeros de (met)acrilato que tienen un grupo amonio cuaternario en el resto alquilo, con 10 a 25% en peso de un plastificante, y 10 a 50% en peso de un agente de ajuste del secado y/o 0, 1 a 3% en peso de un agente de desmoldeo; b) desgasificación de la mezcla a temperaturas de al menos 120ºC, con lo cual el contenido de los…
PROCEDIMIENTO PARA LA PRODUCCION DE PIEZAS MOLDEADAS CON POCAS REBABAS.
(01/11/2006). Solicitante/s: TICONA GMBH. Inventor/es: KLINK, HOLGER, REIL, FRANK.
Procedimiento para la producción de cuerpos moldeados a base de poli(sulfuros de arileno) mediante moldeo por inyección con una formación reducida de rebabas, caracterizado porque se produce una masa fundida homogénea de poli(sulfuros de arileno), se disuelve hasta un 30 % en peso de un fluido en la masa fundida de poli(sulfuro de arileno), que se encuentra por encima del punto crítico en las condiciones de plastificación para el poli(sulfuro de arileno), y la mezcla se carga dentro de un molde para el moldeo por inyección.
MOLDEO ASISTIDO POR GAS DE CATETERES DE UNA PIEZA.
(16/10/2006). Ver ilustración. Solicitante/s: ETHICON, INC.. Inventor/es: GORAL, DAVID, KAFRAWY, ADEL, POLLEY, WILLIAM F., THOMAS, JOSEPH R.
Un procedimiento para fabricar un catéter integral de una pieza, que tiene un tubo y una boca de conexión , que comprende: alimentar un polímero fundido a un molde que tiene una cavidad de molde con una porción de tubo y una porción de boca de conexión que se extiende desde la porción de tubo; e inyectar un fluido bajo presión en una compuerta de la cavidad de manera que el citado fluido bajo presión empuje al citado polímero fundido a través de la citada cavidad de molde, con lo cual forma la citada boca de conexión y el citado tubo que tienen un orificio a través de los mismos.
PROCEDIMIENTO DE FABRICACION DE COMPONENTES PARA DISPOSITIVOS DE ILUMINACION O DE SEÑALIZACION DE VEHICULOS AUTOMOVILES.
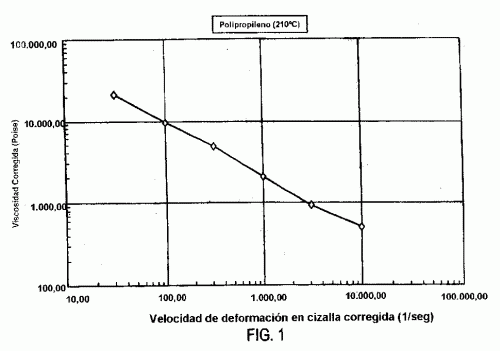
(16/09/2006). Ver ilustración. Solicitante/s: VALEO VISION. Inventor/es: ORTIZ, JOSE.
Procedimiento de fabricación de componentes para dispositivos de iluminación o indicación de vehículos automóviles, por inyección en una sola etapa en un molde de una composición polimérica, que comprende las siguientes etapas: - se mezcla una composición polimérica con cargas, - se calienta la mezcla para que alcance una primera temperatura predeterminada de inyección en la cual está en estado fundido, - se inyecta la mezcla en una cavidad formada entre paredes de un molde, - se enfrían las paredes del molde a una segunda temperatura predeterminada de enfriamiento, - se expulsa la parte moldeada y enfriada, - siendo la composición polimérica una resina de poliéster de polímero de cristal líquido (LCP), estando caracterizado el procedimiento por el hecho de que las cargas aumentan la viscosidad de la mezcla cuando alcanza la primera temperatura predeterminada.
MODULO CONSISTENTE EN UNA CARCASA Y UNA UNIDAD DE VALVULA.
(16/09/2006). Ver ilustración. Solicitante/s: TRW AUTOMOTIVE ELECTRONICS & COMPONENTS GMBH. Inventor/es: KRAUSE, REINHARD.
Módulo constituido por una carcasa y una unidad de válvulas , donde la carcasa y la unidad de válvulas son en cada caso piezas únicas moldeadas por inyección, donde la unidad de válvulas está alojada en la carcasa y donde la unidad de válvulas presenta al menos dos elementos de válvula y una sección de unión dispuesta en cada caso entre dos elementos de válvula, caracterizado porque la sección de unión presenta un elemento de compensación capaz de compensar cambios de longitud provocados por la contracción, en particular, de la sección de unión, y porque el elemento de compensación es un elemento de resorte.
MATERIALES DE TERMINACION DE LOS EXTREMOS PARA BOLSAS DE MATERIALES POLIMEROS QUE SE PUEDEN VOLVER A CERRAR.
(01/07/2006) Proceso para la preparación de una terminación de un extremo para ser utilizada en una bolsa de polímero que se puede volver a cerrar, comprendiendo el proceso: proporcionar una mezcla del 100% en peso (porcentaje en peso) en la suma total que incluye una poliolefina, calentar la mezcla a su temperatura de aplicación aproximada, inyectar la mezcla en un molde y rodear con ella un cierre de cremallera de la bolsa que se puede volver a cerrar; enfriar la mezcla para formar la terminación del extremo; y expulsar la terminación del extremo del molde , caracterizado porque dicha mezcla comprende del 70 al 95% en peso (porcentaje en peso) de dicha poliolefina, del 5 al 25% en peso de un agente adhesivo de hidrocarburo, del…
LAMINAS DE COLORACION Y/O DE EFECTO DECORATIVO, PROCEDIMIENTO PARA SU PRODUCCION Y UTILIZACION DE LAS MISMAS.
(16/04/2006). Solicitante/s: BASF COATINGS AG. Inventor/es: HINTZE-BRINING, HORST, LASSMANN, WALTER, STRICKMANN, FRANK.
Láminas monocapa o multicapa de coloración y/o de efecto decorativo que incluyen como mínimo una capa de coloración y/o de efecto decorativo que contiene como mínimo una primera capa parcial que contiene como mínimo un primer pigmento de coloración y/o de efecto decorativo y como mínimo una segunda capa parcial que contiene el primer pigmento o los primeros pigmentos y/o como mínimo un segundo pigmento de coloración y/o de efecto decorativo diferente de éstos, caracterizadas porque el primer pigmento o los primeros pigmentos de la primera capa parcial están dispuestos de forma anisótropa y el pigmento o los pigmentos de la segunda capa parcial están dispuestos de forma isótropa.
COMPACTO DE TONO METALICO Y METODO DE FORMACION DEL MISMO.
(16/12/2005). Ver ilustración. Solicitante/s: HONDA GIKEN KOGYO KABUSHIKI KAISHA. Inventor/es: OHTSUKA,YOSHIAKI, IKEDA,YASUHIRO, SUGINAGA,KAZUYUKI.
Compacto de tono metálico y método de formación del mismo. Cuando se forma un compacto de tono metálico de resina, que está coloreado en un tono metálico mezclando una matriz de resina con un material que proporciona aspecto metálico , se utiliza un polvo de vidrio de alta luminosidad , alrededor del cual se forma una capa de revestimiento de resina con una temperatura de fusión más alta que la matriz de resina, como material que proporciona aspecto metálico.
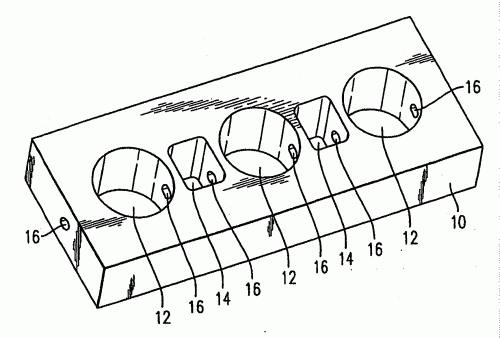
PROCEDIMIENTO Y MOLDE DE FABRICACION DE UN FUELLE, PREFORMA ASI REALIZABLE, Y FUELLE.
(01/11/2005). Ver ilustración. Solicitante/s: L'OREAL. Inventor/es: ALBISETTI, NICOLAS.
Procedimiento de fabricación de por lo menos un fuelle de material plástico, según el cual se realiza una preforma por moldeo de material termoplástico en un molde, presentando esta preforma por lo menos tres zonas de deformación preferente (12a, 12b, 12c; 41a, 41b, 41c; 58a, 58b, 58c), de las que una zona de deformación preferente intermedia (12b; 41b; 58a), realizada por medio de un vaciado que da sobre la superficie interior de la preforma y otras dos zonas de deformación preferente (12a, 12c; 41a, 41c; 58b, 58c) a uno y otro lado de ésta, y después porque se forma, antes de que la pieza deje completamente el molde, el fuelle plegando la preforma a nivel de las zonas de deformación preferente (12a, 12b, 12c; 41a, 41b, 41c; 58a, 58b, 58c).
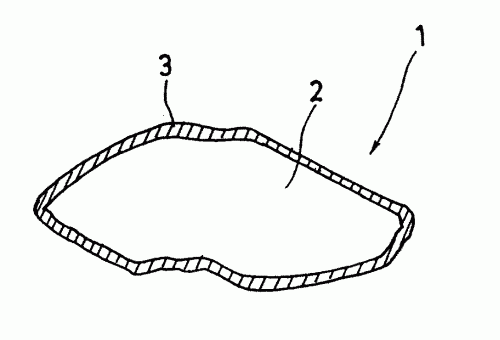
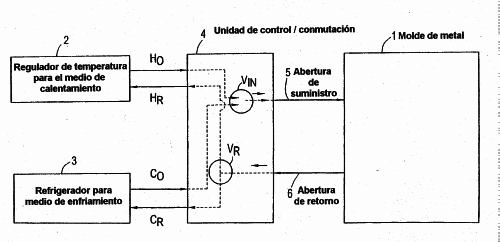
PROCEDIMIENTO PARA OBTENER UN PRODUCTO DE RESINA TERMOPLASTICA MOLDEADA POR INYECCION QUE TIENE UN ASPECTO DE ALTA CALIDAD.
(16/10/2005). Ver ilustración. Solicitante/s: GENERAL ELECTRIC COMPANY. Inventor/es: EBIZAWA, ATUSUSHI NIHON G.E. PLASTICS K.K. TEC.CTR, KAMEI, RYOTA, NIHON G.E. PLASTICS K.K. TEC. CTR.
Un procedimiento para obtener un producto de resina termoplástica moldeada por inyección que tiene un aspecto de alta calidad, en el que durante la inyección de una resina termoplástica fundida dentro de un molde de metal, la temperatura del molde de metal se establece a un nivel de 0-100ºC por encima de la temperatura de deformación térmica de la resina termoplástica inyectada, y se calienta con un gradiente de temperatura de 5-100ºC/min, caracterizado porque el calentamiento del molde de metal se lleva a cabo mediante el uso combinado de un medio de calentamiento/enfriamiento circulado por el molde de metal y de un elemento de calentamiento eléctrico embebido dentro del molde de metal.
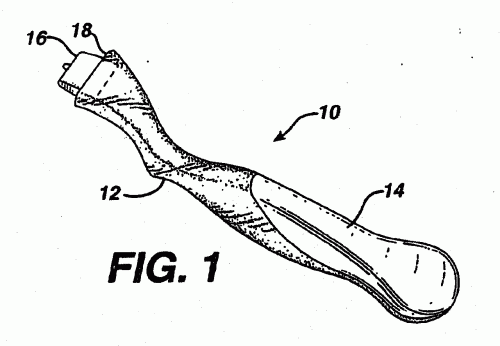
METODO Y APARATO PARA FABRICAR UN MANGO DE MAQUINILLA DE AFEITAR.
(16/09/2005). Ver ilustración. Solicitante/s: THE GILLETTE COMPANY. Inventor/es: HOLDEN, JOHN, PHILIP, MCDONOUGH, BRIAN, JAMES, NASCIMENTO, MARK, F.
Un método para hacer un mango de maquinilla de afeitar que comprende moldear un núcleo interior de un primer plástico en primeras cavidades de moldeo opuestas, moldear una porción exterior de un segundo plástico alrededor del citado núcleo interior en segundas cavidades de moldeo opuestas, y moldear al menos una porción de sujeción elastómera en la citada porción exterior en terceras cavidades de moldeo opuestas.
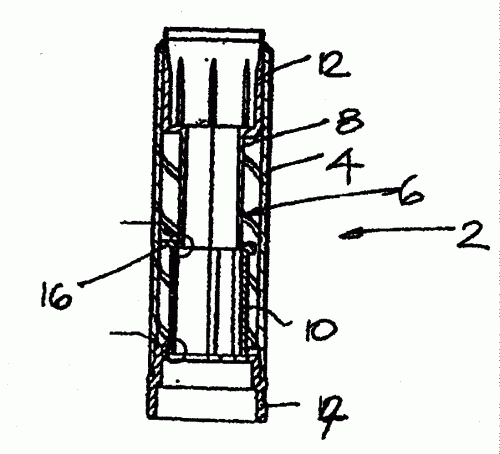
DISPOSITIVO DE APLICACION DE UN PRODUCTO.
(01/09/2005). Ver ilustración. Solicitante/s: RPC CONTAINER LTD. Inventor/es: PARKIN, DEREK, DIXON, DAVID.
Un método de producir una columna telescópica para un dispositivo de aplicación de producto, comprendiendo dicha columna una pluralidad de secciones individuales ; comprendiendo el método: proporcionar un molde que tiene secciones de molde opuestas , las cuales, con un núcleo , definen una pluralidad de cavidades contiguas para formar secciones respectivas de la columna; introducir un material de plástico en el molde a fin de formar las secciones; abrir el molde a fin de dejar las secciones de la columna telescópica en el núcleo ; y retirar el núcleo del molde a fin de abatir las secciones de la columna telescópica en una relación de acoplamiento mutuo.
BOMBA DOSIFICADORA, PROCEDIMIENTO DE FABRICACION DE ESTA BOMBA Y DISPOSITIVO PARA REALIZAR ESTE PROCEDIMIENTO.
(01/08/2005). Ver ilustración. Solicitante/s: ING. ERICH PFEIFFER GMBH. Inventor/es: FUCHS, KARL-HEINZ.
Bomba dosificadora con un resorte de fuelle de un material flexible y axialmente elástico a lo largo de un eje de bombeo, cuya cavidad está formada como una cámara de bombeo, caracterizada por el hecho de que el resorte de fuelle en una zona de salida hacia un cabezal dosificador (2, 2a) está formado como una sección de válvula de cámara , que coopera con una sección correspondiente de asiento de la válvula de un cabezal dosificador (2, 2a) de la bomba dosificadora.
PROCEDIMIENTO PARA LA FABRICACION DE PIEZAS OPTICAS PARA DISPOSITIVO DE ILUMINACION Y SEÑALIZACION DE AUTOMOVILES.
(16/05/2005). Ver ilustración. Solicitante/s: VALEO VISION. Inventor/es: ORTIZ, JOSE.
Procedimiento de fabricación de piezas ópticas para dispositivos de iluminación o de señalización de vehículos automóviles, por inyección en una sola etapa en un molde, de una composición polimérica, la cual es una resina de poliéster de polímero de cristal líquido (LCP), que consta de las siguientes etapas: - se calienta la composición polimérica para que alcance una primera temperatura predeterminada de inyección en la cual está en estado fundido, - se inyecta la composición polimérica en una cavidad formada entre unas paredes de un molde, - se enfrían las paredes del molde a una segunda temperatura predeterminada de enfriamiento, - se expulsa la pieza moldeada y enfriada, estando caracterizado el procedimiento porque la composición polimérica comprende una proporción inferior al 1 % en peso de cargas y de aditivos.
FORMACION DE PRODUCTOS DE FIJACION.
(01/04/2005). Ver ilustración. Solicitante/s: VELCRO INDUSTRIES B.V.. Inventor/es: DOWD, CLINTON, BUZZELL, KEITH, G.
Método de formación de un producto de fijación que consiste en: moldear un miembro preformado en una cavidad de molde definida por primeras y segundas partes de un molde , caracterizado porque se retira la primera parte del molde para exponer un conjunto de elementos preformados del miembro preformado mientras que el miembro permanece dentro de la segunda parte del molde , y mientras se sujeta el miembro por la segunda parte del molde , se realiza un operación de formado subsiguiente en los elementos preformados.
MOLDEO POR INYECCION DE MATERIAL MICROCELULAR.
(16/03/2005). Solicitante/s: TREXEL INC. Inventor/es: PIERICK, DAVID E., ANDERSON, JERE R., CHA, SUNG W., KYUNGKI-DO KOYANG-SI ILSAN-KU, STEVENSON, JAMES F., LAING, DANA E.
Un sistema para producir material microcelular moldeado por inyección, que comprende: un extrusor que tiene una salida en un extremo de salida del mismo, diseñado para liberar una solución no nucleada, homogénea, fluida, de fase única, de un material polímero y un agente de soplado; una cámara de moldeo que tiene una entrada; y una trayectoria de nucleación que tiene un extremo de recepción en comunicación de fluido con la salida del extrusor y un extremo de liberación en comunicación directa de fluido con la entrada de la cámara de moldeo, en el que el sistema está construido y dispuesto para someter la solución de fase única a una caída de presión a un régimen suficiente para originar la nucleación mientras la solución pasa a través de la trayectoria de nucleación hacia la cámara de moldeo.
PROCEDIMIENTO PARA LA FABRICACION DE UN CONJUNTO DE PIEZAS DE MATERIAL PLASTICO INYECTADO, Y DISPOSITIVO Y CONJUNTO DE PIEZAS CORRESPONDIENTES.
(01/02/2005). Ver ilustración. Solicitante/s: PLASTIVIT, S.A.. Inventor/es: BOFILL ROVIRA DE VILLAR,JOAN.
Procedimiento para la fabricación de un conjunto de piezas de material plástico inyectado, y dispositivo y conjunto de piezas correspondientes. El conjunto está formado por dos piezas, que se forman en dos cavidades, que se forman, respectivamente, mediante un primer semimolde , un segundo semimolde , un tercer semimolde y un cuarto semimolde . El procedimiento comprende las siguientes etapas: [a] inyección de las piezas, [b] separación del segundo semimolde del primer semimolde , quedando la primera pieza fijada al primer semimolde , [c] separación del cuarto semimolde del tercer semimolde , quedando la segunda pieza fijada al cuarto semimolde , [d] separación del segundo semimolde y del tercer semimolde , en una dirección transversal, [e] acercamiento de la segunda pieza a la primera pieza, hasta su montaje para formar el conjunto, mediante un movimiento de acercamiento del cuarto semimolde , y [f] expulsión del conjunto.
RECIPIENTE RECTANGULAR DE PLASTICO ESTANCO AL AIRE PARA PRODUCTOS ALIMENTICIOS.
(01/11/2004) Un recipiente rectangular de plástico estanco al aire para productos alimenticios que comprende: un cuerpo principal del recipiente rectangular en donde la longitud de uno de los lados es mayor que la del otro lado; una pluralidad de proyecciones de cierre en donde una o dos proyecciones están formadas en los cuatro lados del cuerpo principal del recipiente, respectivamente, pero dos de ellas están formadas en una distancia predeterminada entre sí al menos en el lado de mayor longitud; una tapa consistente en una parte de elemento de aleta de sujeción en donde está formado un orificio de sujeción para efectuar dicha acción mediante la introducción de la correspondiente proyección de cierre, y en un elemento de cubierta superior al cual está conectado el elemento de aleta de sujeción mediante una…
PROCEDIMIENTO PARA LA FABRICACION DE UN FORRO DE FRENO.
(16/10/2004) LAS ZAPATAS DE FRENO ELABORADAS CON PROCEDIMIENTOS HABITUALES, CUYA PARTE SOPORTE Y PARTE DE ROZAMIENTO SE ELABORAN A PARTIR DE UN MATERIAL, MUESTRAN EN BASE AL GAS QUE SE GENERA EN EL PROCESO DE PRESIONADO, UNA ESTRUCTURA NO HOMOGENEA, QUE DE MANERA DIFICIL PUEDE EVITAR EL REBLANDECIMIENTO. EN LA UTILIZACION DE MATERIALES DIFERENTES EN LA PARTE SOPORTE Y EN LA PARTE DE ROZAMIENTO SE MUESTRA LA SUPERFICIE LIMITE COMO CRITICA. CON ELLO NO SE CONSIGUEN LAS PROPIEDADES DE SOLIDEZ REQUERIDAS DEL REVESTIMIENTO DE FRENADO, EN PARTICULAR EN CARGAS DIFICILES ALTAS EN EL PROCESO DE FRENADO. PARA EVITAR ESTA DESVENTAJA SE MEZCLA DE FORMA INTIMA PREVIAMENTE UNA MEZCLA DE REVESTIMIENTO DE ROZAMIENTO, COMPUESTO DE PARTES COMPONENTES DE FIBRA, AGLOMERANTES, MATERIALES DE RELLENO Y MODIFICADORES DE ABRASION Y DE ROZAMIENTO, SIENDO INYECTADOS…
PROCEDIMIENTO DE MOLDEO POR INYECCION PARA COPOLIMEROS DE (MET)ACRILATO NEUTROS Y QUE CONTIENEN GRUPOS ACIDO.
(16/09/2004) Procedimiento para la fabricación de cuerpos de moldeo moldeados por inyección con los pasos de procedimiento A) Fusión de una mezcla de a. un copolímero de (met)acrilato, que se compone de 40 a 100% en peso de ésteres alquílicos C1 a C4 del ácido acrílico o metacrílico radicalmente polimerizables y 0 a 60% en peso de monómeros de (met)acrilato con un grupo aniónico en el resto alquilo y b. 0, 1 a 3% en peso de un antiadherente y dado el caso c. 0 a 50% en peso de un medio de ajuste del secado d. 0 a 30% en peso de un plastificante e. 0 a 100% en peso de aditivos o coadyuvantes f. 0 a 100% en peso de un principio activo farmacéutico g. 0 a 20% en peso de otros polímeros o copolímeros que pueden estar contenidos en la mezcla, refiriéndose los datos de cantidades de los componentes b) a g)…
POLIMERO DE ETILENO DE ALTA DENSIDAD Y METODO DE PRODUCCION DEL MISMO.
(16/07/2004) SE DESCRIBE UN POLIMERO ETILENICO DE ALTA DENSIDAD, QUE COMPRENDE UN HOMOPOLIMERO DE ETILENO, O UN COPOLIMERO DE ETILENO CON AL MENOS UN COMONOMERO, SELECCIONADO ENTRE UNA {AL}-OLEFINA, UNA OLEFINA CICLICA, Y DIENOS CICLICOS, RAMIFICADOS Y LINEALES, QUE TIENEN LAS SIGUIENTES PROPIEDADES: (A) UNA DENSIDAD D (G/CM{SUP,3}) DE ENTRE 0,951 Y 0,980; (B) UN M{SUB,L} (G/10 MIN) DE MAS DE TRES Y NO MAS DE CIEN (M{SUB,L} ES LA VELOCIDAD DE FUSION, MEDIDA A 190 C, BAJO UN PESO DE 2,16 KG); (C) EL POLIMERO SATISFACE LA SIGUIENTE RELACION: LOG A{SUB,KL} >= -0,884 LOG M{SUB,L} + 1.462 [M{SUB,L} ES TAL Y COMO SE LO DEFINE ANTERIORMENTE, Y A{SUB,KL} ES LA RESISTENCIA AL IMPACTO DE IZOD (KGF (POR) CM/CM{SUP,2})]; (D) EL POLIMERO SATISFACE LA SIGUIENTE RELACION: LOG M{SUB,IR} >= -0,094 LOG M{SUB,L} + 1.520 [M{SUB,L}ES…
MASA DE MOLDEO DE POLIAMIDA RESISTENTES A LA HIDROLISIS PARA LA TECNICA DE INYECCION CON GAS.
(01/07/2004). Solicitante/s: BAYER AKTIENGESELLSCHAFT. Inventor/es: JOACHIMI, DETLEV, SAUER, ROLAND.
Uso de masas de moldeo termoplásticas compuestas por 40 a 80 partes en peso de poliamida, 0 a 45 partes en peso de fibra de vidrio u otros materiales de refuerzo fibrosos, 5 a 45 partes en peso de mica u otros materiales de refuerzo o cargas minerales en forma de plaquitas y 0 a 5 partes en peso de aditivos, debiendo ascender a 100 la suma de todas las partes en peso, para la fabricación de piezas de moldeo para circuitos de refrigeración de vehículos de motor.
PROCEDIMIENTO DE MOLDEO POR INYECCION Y PRODUCTO OBTENIDO POR ESTE PROCESO.
(01/07/2004) Se presenta un proceso para la fabricación de artículos de paredes finas que comprende los pasos de: 1) seleccionar una mezcla de polímeros que tenga un ESCR mayor de 10 horas; i) una serie (preferiblemente seis o más) de tiras de mezcla polimérica que incorpora cualquier tratamiento de post-moldeado dirigido a la obtención del artículo final que tenga unas dimensiones de sección de corte de 0,65 mm de grosor y 10 mm de anchura se moldean a inyección bajo condiciones de alto esfuerzo cortante y de larga longitud de flujo, similares a las dirigidas para la fabricación de un artículo flexible de paredes finas; ii) las tiras son combadas hacia atrás sobre sí mismas y se grapan a 3…
PLACA DE ENSAYO DE MUESTRAS.
(01/07/2004) UN TARJETA DE MUESTRAS DE PRUEBA TIENE UNA RED DE PASOS DE FLUIDOS EN AMBAS CARAS DE LA TARJETA PARA PROPORCIONAR UNA DISTANCIA DE SEPARACION MAXIMA ENTRE LOS SONDEOS DE CRECIMIENTO ADYACENTES. LA TARJETA TIENE ADEMAS UNAS SECCIONES EN HUECO A LO LARGO DE SU PERIFERIA ADYACENTE A LOS SONDEOS, QUE MEJORAN EL FLUJO DE PLASTICO DURANTE EL MOLDEO DE LAS TARJETAS. LAS SECCIONES EN HUECO CONTROLAN LA FORMACION DE LINEAS TRENZADAS EN LA SUPERFICIE DE LA TARJETA Y ELIMINAN LA FORMACION DE LINEAS TRENZADAS QUE PUEDAN CONECTAR POTENCIALMENTE LOS SONDEOS ADYACENTES. ESTAS CARACTERISTICAS, DE MANERA INDIVIDUAL Y EN CONJUNTO, SE COMBINAN PARA PRODUCIR UNA TARJETA QUE ES ESENCIALMENTE INMUNE A LA INTERCOMUNICACION ENTRE LOS SONDEOS ADYACENTES, AUNQUE PERMITEN UN GRAN NUMERO DE SONDEOS EN UNA…
PROCEDIMIENTO DE FABRICACION DE UN CONJUNTO DE ARTICULACION DE PARASOL Y PARASOL SEGUN ESTE PROCEDIMIENTO.
(16/03/2004). Ver ilustración. Solicitante/s: EUROSTYLE (S.A.S.). Inventor/es: BOULBON, JACK.
PROCEDIMIENTO DE FABRICACION DE UN CONJUNTO DE ARTICULACION DE PARASOL EN EL QUE SE EMPIEZA EN UN PRIMER TIEMPO POR MOLDEAR EL EJE ACODADO DE UN PRIMER MATERIAL, Y A CONTINUACION SE SOBREMOLDEAN LAS PARTES MOVILES SOBRE EL EJE DE UN SEGUNDO MATERIAL QUIMICAMENTE INCOMPATIBLE CON EL PRIMERO.
PATIN DE PLASTICO PARA SUSPENDER CORTINAS Y PROCEDIMIENTO Y MOLDE DE INYECCION PARA LA FABRICACION DE TALES PATINES.
(16/03/2004). Solicitante/s: GOELST, ROLF EDWARD. Inventor/es: TER BRAAK, BART, GOELST, ROLF EDWARD.
Método para fabricar al menos un patín de plástico compuesto de un cuerpo y de un ojete básicamente en forma de U que incluye dos patas unidas al cuerpo y un porción arqueada que conecta dichas patas entre sí por los extremos alejados del cuerpo ; teniendo el cuerpo una sección que habrá de deslizarse por el riel de una cortina, y estando el ojete en forma de U pensado para recibir un gancho de cortina; fabricándose el patín mediante un proceso en un molde de inyección provisto de al menos una cavidad de moldeo por inyección que a su vez contiene al menos otra cavidad para el patín ; que se caracteriza porque el plástico se inyecta en la cavidad para el patín desde una posición tal que los flujos de plástico (A, B, C, D, E, F) que se forman en el interior de dicha cavidad para el patín durante la inyección no se encuentren en la porción arqueada del ojete en forma de U.
CAPSULA DE DISTRIBUCION EQUIPADA CON UN TAPON, Y PROCEDIMIENTO DE FABRICACION DE ESTA CAPSULA.
(01/03/2004). Solicitante/s: L'OREAL. Inventor/es: REVENU, CHRISTIAN.
Cápsula de distribución termoformada (C) apta para equipar un recipiente lleno de un producto (P), que comprende:un extremo tubular de distribución alargado, presentando dicho extremo tubular una punta libre perforada en su centro con un orificio para la distribución del producto (P); un tapón (B) para el cierre amovible del extremo tubular, estando éste formado por un primer material termoplástico y estando formado el tapón por un segundo material termoplástico, no pudiendo formar enlace mecánico por termofusión el primero y el segundo materiales entre sí, caracterizada dicha cápsula porque el tapón comprende una porción cilíndrica sobre la cual hay una porción sensiblemente troncocónica , presentando dicha porción troncocónica una superficie exterior, siendo dicha superficie exterior la réplica a la idéntica de la superficie exterior de una porción troncocónica formada por la citada punta libre del extremo tubular.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}