CIP-2021 : B29C 45/30 : Medios para controlar la corriente de dispositivos en el canal de inyección, p. ej. construcción "torpedo".
CIP-2021 › B › B29 › B29C › B29C 45/00 › B29C 45/30[4] › Medios para controlar la corriente de dispositivos en el canal de inyección, p. ej. construcción "torpedo".
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
B29C 45/30 · · · · Medios para controlar la corriente de dispositivos en el canal de inyección, p. ej. construcción "torpedo".
CIP2021: Invenciones publicadas en esta sección.
Procedimiento y boquilla de moldeo por inyección para producir piezas moldeadas por inyección a partir de plástico.
(06/05/2020) Procedimiento para producir piezas moldeadas por inyección a partir de plástico con una herramienta de moldeo por inyección que comprende una boquilla de moldeo por inyección con una carcasa que recibe un núcleo de boquilla y con un canal de boquilla , entre la carcasa y el núcleo de boquilla , que se estrecha en la dirección del flujo y desemboca en una ranura de boquilla , en donde se inyecta el baño fundido de plástico en forma de una ramificación de baño fundido en forma de tira a través de la ranura de boquilla en una cavidad de la herramienta de moldeo por inyección, antes de que la pieza moldeada por inyección se desmoldee después de que el baño fundido de plástico se haya solidificado, caracterizado porque el calor se suministra al baño fundido de plástico durante la solidificación en la cavidad calentando el núcleo de…
Sistema de calentamiento en capas adaptable.
(20/12/2017) Una disposición de un calentador en capas y un blanco de calentamiento, presentando el blanco de calentamiento una dirección longitudinal que se extiende entre un primer extremo y un segundo extremo, estando dispuesto al menos uno entre el primer extremo y el segundo extremo próximo a al menos un disipador térmico, o presentando el blanco de calentamiento una dirección radial que se extiende entre un centro y una periferia, estando al menos uno entre el centro y la periferia dispuesto en proximidad a al menos un disipador térmico, que comprende al menos una capa resistiva con una pluralidad de pistas resistivas, estando la capa resistiva caracterizada por un circuito eléctrico que define un circuito paralelo de manera que las pistas resistivas…
DISPOSITIVO REGULADOR DEL ORIFICIO DE ENTRADA DE MATERIAL EN MOLDES DE INYECCIÓN DE MATERIAS PLÁSTICAS.
(17/09/2012) Dispositivo regulador del orificio de entrada de material en moldes de inyección de materias plásticas, que se instala en la propia cavidad de la pieza a inyectar, y mediante un sistema manual o automático permite regular el orificio de entrada de material, tal que, el dispositivo soluciona todas las eventualidades relacionadas con el tamaño del orifico de entrada de material, y, además, minimiza las marcas de inyección de la pieza moldeada, eliminando actuaciones posteriores en la pieza conformada para embellecerla.
TOBERA DE INYECCION PARA CONDUCIR MASA FUNDIDA AL INTERIOR DE UN MOLDE DE INYECCION DE PLASTICO.
(25/08/2010) Tobera de inyección para conducir masa fundida a un molde de inyección de plástico, con un núcleo de tobera que rodea un canal de masa fundida que en su superficie envolvente exterior presenta un dispositivo de calentamiento y que en su extremo anterior situado corriente abajo con respecto al flujo de masa fundida (x) presenta por lo menos un postizo de torpedo contiguo a la oquedad del molde (F) de un molde, realizado en un material resistente a la erosión, y que con su vástago de torpedo y su punta de torpedo orientada hacia la cavidad del molde (F) sobresale libremente dentro de un canal de masa fundida de forma anular limitado…
MOLDE DE INYECCION PARA OBJETOS DE PLASTICO EN FORMA DE DISCO Y UNIDAD DE MOLDEO POR INYECCION MULTIPLE.
(16/12/2005) Un molde de inyección para fabricar objetos de plástico en forma de disco con un agujero central , cuyo molde comprende: - una primera parte de molde ; - una segunda parte de molde que es desplazable con respecto a esta primera parte molde por medio de primeros medios medios de desplazamiento; - cuyas dos partes de molde son desplazables por medio de los primeros medios de desplazamiento entre una primera posición cerrada, en la cual delimitan conjuntamente en forma parcial una cavidad del molde correspondiente a la forma de un objeto a fabricar, y una segunda posición abierta en la cual puede extraerse el objeto formado ; - una tercera parte de molde que, en una posición activa se extiende en la posición cerrada de la primera y segunda partes de molde a través de la cavidad del molde definida por ellas…
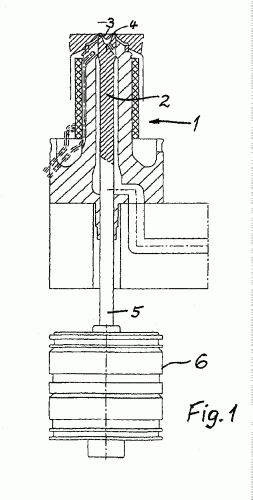
(01/05/2005). Ver ilustración. Solicitante/s: MANNER, OTTO HEISSKANALSYSTEME GMBH & CO KG. Inventor/es: MANNER, HANS PETER, WURTSTLIN, WALTER.
Tobera de moldeo por inyección abierta con una aguja que presenta varias puntas por su extremo del lado del molde, para moldear por inyección una pieza perfilada con varios puntos de vertido, en donde cada punta forma una rendija anular, en posición de uso, con una abertura de entrada en una cavidad del molde, caracterizada porque la aguja , en el interior de la tobera abierta, está sujeta de forma desplazable en la dirección de su extensión longitudinal y puede retraerse para aumentar las rendijas anulares y aberturas situadas en la región de la punta de aguja.
SECCION DE CANAL CALIENTE, EN PARTICULAR TOBERA DE CANAL CALIENTE PARA UNA MAQUINA DE FUNDICION INYECTADA O MOLDE DE FUNDICION INYECTADA DE PLASTICO.
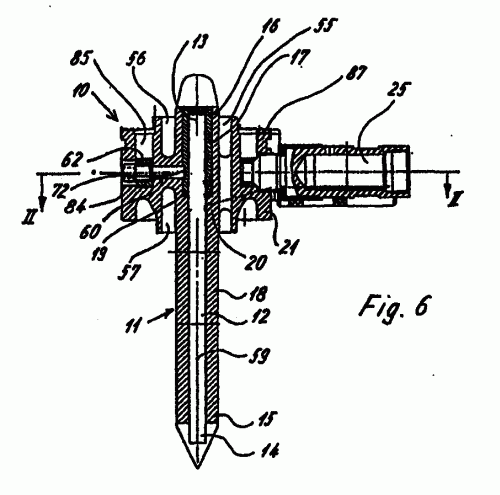
(01/04/2005). Ver ilustración. Solicitante/s: EWIKON HEISSKANALSYSTEME GMBH & CO. KG. Inventor/es: BRAUN, PETER.
LA TOBERA DE CANAL CALIENTE PARA UNA MAQUINA DE CONDICION INYECTADA O PARA UN MOLDE DE CONDICION INYECTADA DE PLASTICO LLEVA UNA BARRA DE CALEFACCION CENTRADA, RODEADA DE UN CASQUILLO DIVIDIDO RADIALMENTE. ENTRE EL CALENTADOR Y EL CASQUILLO DIVIDIDO HAY UN AISLANTE ELECTRICO. EL CALENTADOR Y UNO DE LOS EXTREMOS DE LOS CASQUILLOS ESTAN UNIDOS ELECTRICAMENTE ENTRE SI POR SUS EXTREMOS LIBRES. LOS EXTREMOS ENFRENTADOS DE DOS CASQUILLOS TIENEN FORMA DE BRIDA Y SON ADECUADOS PARA LA ALIMENTACION DE CORRIENTE ELECTRICA. LA BRIDA TIENE UN ORIFICIO DE PASO O UN CANAL DE PASO PARA LA MASA FUNDIDA CUYO ORIFICIO O CANAL TRANSCURRE ESENCIALMENTE PARALELO AL EJE LONGITUDINAL DE LA TOBERA DE CANAL CALIENTE. LA PARED DEL ORIFICIO O DEL CANAL PARA LA MASA FUNDIDA ES EN TODA SU LONGITUD EXCLUSIVAMENTE DE UN MATERIAL METALICO.
INSERCION DE COMPUERTA Y CAVIDAD DE TRES PORCIONES PARA MOLDEO POR INYECCION.
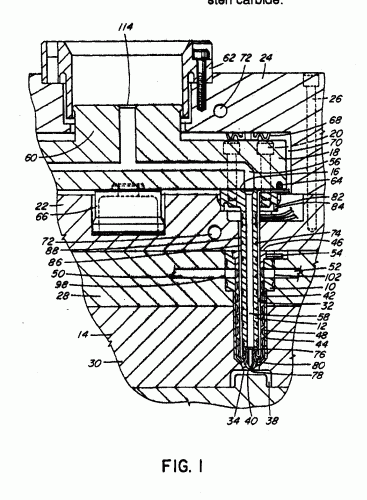
(16/05/2002). Ver ilustración. Solicitante/s: MOLD-MASTERS LIMITED. Inventor/es: GELLERT, JOBST ULRICH, NAKANISHI, ITSUTO.
UN INSERTO EN UNA SOLA PIEZA CON ORIFICIO DE INYECCION Y CAVIDAD PARA MOLDEO POR INYECCION , CON EL ORIFICIO DE INYECCION PROLONGANDOSE A SU TRAVES, QUE RECIBE UNA TOBERA CALENTADA Y FORMA PARTE DE LA CAVIDAD. EL INSERTO CON ORIFICIO DE INYECCION Y CAVIDAD , POSEE UN PASO FLUIDICO DE REFRIGERACION QUE SE PROLONGA A TRAVES DEL MISMO. EL INSERTO CON ORIFICIO DE INYECCION Y CAVIDAD TIENE UN TRAMO INTERIOR , UN TRAMO EXTERIOR Y UN TRAMO DEL ORIFICIO DE INYECCION . LOS TRAMOS INTERIOR Y EXTERIOR , QUE ESTAN EN CONTACTO CON EL FLUIDO DE REFRIGERACION, ESTAN REALIZADOS EN UN MATERIAL RESISTENTE A LA CORROSION, COMO ACERO INOXIDABLE. EL TRAMO DEL ORIFICIO DE INYECCION , QUE NO ESTA EN CONTACTO CON EL FLUIDO DE REFRIGERACION, ESTA REALIZADO EN UN MATERIAL MAS RESISTENTE AL DESGASTE, AL CALOR Y A LOS GOLPES, COMO ACERO DE HERRAMIENTA H13 O UN CARBURO DE VOLFRAMIO.
APARATO PARA EL MOLDEADO A INYECCION CON SONDA DE PUNTA ANGULADA.
(16/04/1997). Solicitante/s: GELLERT, JOBST ULRICH. Inventor/es: GELLERT, JOBST ULRICH.
SE PRESENTA UN APARATO PARA EL MOLDEO A INYECCION EN EL QUE UNA SONDA CALIENTE SE EXTIENDE EN EL INTERIOR DE UN HUECO EN UNA PLANCHA DE UNA CAVIDAD QUE TIENE UN EXTREMO TRASERO GENERALMENTE ESFERICO . EL EXTREMO TRASERO DE LA SONDA CALENTADA TIENE AL MENOS UNA PUNTA CONICA QUE SE EXTIENDE EXTERIORMENTE EN ANGULO AL INTERIOR DEL HUECO CONICO DIRIGIENDOSE A LA COMPUERTA . CADA HUECO CONICO TIENE UN ANGULO INCLUIDO DE AL MENOS 90 (GRADOS) Y EL HUECO CONICO Y LA PUNTA CONICA SE EXTIENDEN HACIA AFUERA A LO LARGO DEL MISMO EJE CENTRAL EN ANGULO CON EL EJE LONGITUDINAL DE LA SONDA. ESTO PERMITE QUE LA PUNTA SE EXTIENDA COMPLETAMENTE EN EL INTERIOR DEL HUECO SIN INTERFERIR CON SU EXTRACCION PARA LA LIMPIEZA O REPARACION. EL ANGULO INCLUIDO DE LA PUNTA CONICA ES SUBSTANCIALMENTE INFERIOR QUE EL ANGULO INCLUIDO DEL HUECO CONICO QUE ACELERA GRADUALMENTE EL FLUJO DEL MATERIAL FUNDIDO A MEDIDA QUE SE APROXIMA A LA COMPUERTA.
DISTRIBUIDOR PARA LA DISTRIBUCION DE FUSION EN CAVIDADES MULTIPLES.
(16/05/1996) UN DISTRIBUIDOR DE MOLDEO POR INYECCION PARA DISTRIBUIR UNA FUSION PRESURIZADA DESDE UN ORIFICIO DE ENTRADA COMUN A TREINTA Y DOS ORIFICIOS DE SALIDA. EL DISTRIBUIDOR DE ACERO TIENE ZONAS DE PLACA TRASERA Y DELANTERA QUE ESTAN INTEGRAMENTE SOLDADAS UNIDAS. LA ZONA TRASERA ESTA TALADRADA Y TAPONADA A LO LARGO DE UN PRIMER PLANO TRANSVERSAL PARA PROPORCIONAR RAMIFICACIONES AL CANAL DE FUSION DESDE UNA ZONA DE ENTRADA COMUN A CUATRO ZONAS INTERMEDIAS. CUATRO CONJUNTOS DE MUESCAS DE ADAPTACION ESTAN ELABORADAS EN LAS CARAS DE UNION DE LAS ZONAS DELANTERA Y TRASERA POR LO QUE CADA ZONA INTERMEDIA DEL CANAL DE FUSION DE TURNO SE RAMIFICA A LO LARGO DE UN SEGUNDO PLANO TRANSVERSAL HACIA OCHO ZONAS DE SALIDA, CADA UNA DE LAS CUALES LLEVA A UNA CAVIDAD. LA COMBINACION DE LA RAMIFICACION DEL CANAL DE FUSION EN VARIAS DIRECCIONES…
TOBERA DE CANALES DE CALEFACCION.
(01/12/1995) UNA TOBERA ESTA COLOCADA EN LA CABEZA DE CONEXION DE UNA TOBERA DEL CANAL DE CALEFACCION PARA UNA PLACA DE NIDO A MOLDEAR DE UN CANAL PRINCIPAL CALEFACTOR. LA TOBERA TIENE UNOS SALIENTES-GUIA DE BLOQUEO Y DESPLAZABLES EN SU EXTREMO INFERIOR , BUENOS CONDUCTORES DEL CALOR, EN RELACION CON EL NIDO DE MOLDEO. ESTOS SALIENTES SE PUEDEN SEPARAR DE UN SOPORTE , CONDUCTOR DEL CALOR, O ESTAN FIJOS EN SU INTERIOR, EL CUAL ENCIERRA UN SALIENTE CILINDRICO Y CONCENTRICO DE LA TOBERA Y QUE SE COLOCA, POR ENCIMA DE UN ANILLO DE SOPORTE DE DISTANCIA , EN LA TOBERA MEDIANTE UNOS BRAZOS QUE SON MALOS CONDUCTORES DEL CALOR O, TAMBIEN SE PUEDEN COLOCAR EN LA PLACA DE NIDO A MOLDEAR ANTES DE SU REALIZACION. LOS SALIENTES-GUIA…
(01/10/1995) SE PRESENTA UN MOLDE DE INYECCION PARA MANUFACTURAR ARTICULOS DE PLASTICO EN FORMA DE DISCO CON UN AGUJERO CENTRAL, QUE COMPRENDE: UNA PRIMERA PARTE DEL MOLDE ; UNA SEGUNDA PARTE DEL MOLDE DESPLAZABLE CON RELACION A LA PRIMERA PARTE DEL MOLDE POR MEDIO DE UN MEDIO DE DESPLAZAMIENTO; DICHAS DOS PARTES DEL MOLDE SE PUEDEN DESPLAZAR ENTRE UNA PRIMERA POSICION CERRADA, EN LA CUAL UNEN PARCIALMENTE UNA CAVIDAD DE MOLDEADO QUE SE CORRESPONDE CON LA FORMA DE UN ARTICULO A MANUFACTURAR, Y UNA SEGUNDA POSICION ABIERTA EN LA CUAL EL ARTICULO FORMADO PUEDE SER RETIRADO; UNA TERCERA PARTE , QUE, EN LA POSICION CERRADA DE LA PRIMERA Y LA SEGUNDA PARTES DEL MOLDE, SE EXTIENDE A TRAVES DE LA CAVIDAD DEL MOLDE DEFINIDA DE ESTA MANERA Y TIENE UNA FORMA EN LA ZONA DE ESTA CAVIDAD DE MOLDEADO QUE SE CORRESPONDE CON LA FORMA DEL AGUJERO CENTRAL , DICHA TERCERA…
TOBERA DE MOLDEO POR INYECCION PROVISTA DE PROBETAS CONDUCTORAS ESPACIADAS CIRCUNFERENCIALMENTE.
(01/09/1994) UNA TOBEA CON PUERTAS MULTIPLES PARA MOLDEO POR INYECCION CON UNA PORCION CENTRAL PROVISTA DE UN ORIFICIO CENTRAL DE FUSION Y UN ELEMENTO DE CALENTAMIENTO ELECTRICO EN ESPIRAL INTEGRAMENTE COBRESOLDADO EN UN CANAL EN SU SUPERFICIE EXTERIOR. LA TOBERA TIENE UN NUMERO DE PROBETAS CONDUCTORAS ALARGADAS ESPACIADAS EN UNA PORCION DE MANGUITO QUE SE EXTIENDE ALREDEDOR DE LA PORCION CENTRAL ADYACENTEMENTE A SU EXTREMO DELANTERO . CADA PROBETA SE EXTIENDE EN LA PORCION DE MANGUITO HACIA ATRAS UNA DISTANCIA PREDETERMINADA EN LAS PROXIMIDADES Y A LO LARGO DE LA PORCION CENTRAL Y SE PROYECTA DESDE LA PORCION DE MANGUITO UNA DISTANCIA PREDETERMINADA HACIA ADELANTE DEL EXTREMO DELANTERO…
SONDA ALARGADA PARA MOLDEO POR INYECCION CON UN ELEMENTO CALENTADOR INTEGRAL Y MODO DE SITUARLA.
(01/05/1993) ESTE INVENTO TRATA DE UN SISTEMA DE MOLDEO POR INYECCION MULTICAVIDAD CON UNA PUERTA CALENTADA EN UN EXTREMO. UNA SONDA CALENTADA ALARGADA SE EXTIENDE CENTRALMENTE EN UNA ZONA RECTA DEL PASO DE LA FUNDICION, DIRIGIDA A CADA PUERTA CON UNA POSICION EN LA QUE LA PUNTA DE LA SONDA SE ENCUENTRA ALINEADA ADYACENTE A LA PUERTA. UNA PARTE TRASERA DE DICHA ZONA RECTA ESTA FORMADA POR UN MANGUITO ALOJADO EN LA CAVIDAD Y TIENE PERNOS ESPACIADOS QUE VAN POR EL INTERIOR, EN CONTACTO CON LA SUPERFICIE EXTERIOR DE LA SONDA, PARA ASEGURAR LA EXACTA LOCALIZACION DE LA SONDA CON SU PUNTA ALINEADA CENTRALMENTE CON LA PUERTA. CADA SONDA TIENE UN CALENTADOR CENTRAL…
BOQUILLA DE MOLDEO POR INYECCION CON ELEMENTO CALENTADOR DE MULTIPLES GROSORES Y METODO DE FABRICACION.
(01/04/1993). Solicitante/s: GELLERT, JOBST ULRICH. Inventor/es: GELLERT, JOBST ULRICH.
ESTE INVENTO SE REFIERE A UNA BOQUILLA DE MOLDEO POR INYECCION, QUE TIENE UN ELEMENTO CALENTADOR DE CONFIGURACION MEJORADA EN LA ZONA SALIENTE CONICA Y AL METODO DE FABRICACION A SEGUIR. UNA PARTE LONGITUDINAL DEL CALENTADOR, INTEGRALMENTE SOLDADA EN EL CENTRO DEL SALIENTE CONICO, SE DOBLA SOBRE SI MISMA AL MENOS UNA VEZ PARA PROPORCIONAR ESPESOR MULTIPLE. EL TIPO Y LA LONGITUD DE LA PARTE DE ESPESOR MULTIPLE ELGIDA PARA PROPORCIONAR CALOR ADICIONAL DEPENDE DE LA APLICACION QUE SE LE VAYA A DAR A AL BOQUILLA. LA PARTE DE ESPESOR MULTIPLE DEL ELEMENTO CALENTADOR ESTA CURVADA PARA CONSEGUIR UNA SECCION DE CRUCE MAS CIRCULAR ANTES DE SER ABRAZADA EN GRAN PARTE DEL DIAMETRO DE SU CALIBRE A TRAVES DEL SALIENTE DE LA BOQUILLA.
MAQUINA DE FUNDICION INYECTADA PARA LA FABRICACION DE PARTES DE MATERIAL PLASTICO.
(16/11/1991). Ver ilustración. Solicitante/s: WALTON MASTERS WERBEAGENTUR. Inventor/es: KAADEN, HANS-HEINRICH.
MAQUINA DE FUNDICION INYECTADA PARA LA FABRICACION DE PARTES DE MATERIAL PLASTICO, TERMO-PLASTICO, DURO-PLASTICO Y/O ELASTOMERO, EN EL PROCEDIMIENTO DE FUNDICION INYECTADA O DE FUNDICION INYECTADA DE REACCION, CON UNA UNIDAD DE CIERRE DE ESTACIONES MULTIPLES, EN CONSTRUCCION HORIZONTAL O VERTICAL, PARA LA RECEPCION DE VARIOS MOLDES Y CON UNA UNIDAD INYECTORA, COORDINADA PARA LA INYECCION SIMULTANEA DE LOS MOLDES, SE TRATABA DE CONSTITUIR EL SISTEMA DE TOBERAS DE CIERRE Y DISPONERLO EN EL CANAL CONDUCTOR DE FUSION DE LA PLACA CENTRAL DIVIDIDA, PARA TENSAR ENCIMA LOS MOLDES, DE TAL MODO QUE PUDIERA ALCANZARSE LA SEPARACION NECESARIA PARA LA EXTRACCION DE LAS PARTES MOLDEADAS DESDE LOS MOLDES, DE LA PLACA CENTRAL DIVIDIDA MOVIL, PARA TENSAR ENCIMA LOS MOLDES RESPECTO A LA UNIDAD DE TORNILLO SIN FIN COORDINADA, CON UN MINIMO DE ESFUERZO.
MAQUINA DE FUNDICION INYECTADA PARA LA FABRICACION DE PARTES DE MATERIAL PLASTICO.
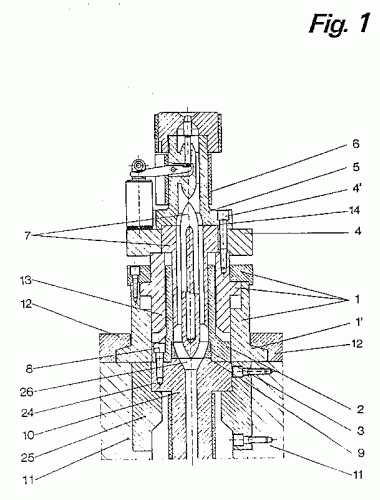
(01/07/1988). Ver ilustración. Solicitante/s: WALTON MASTERS WERBEAGENTUR. Inventor/es: KAADEN, HANS-HEINRICH.
(EN COMBINACION CON LA FIGURA). MAQUINA DE FUNDICION INYECTADA PARA LA FABRICACION DE PARTES DE MATERIAL PLASTICO EN PROCEDIMIENTO DE FUNDICION INYECTADA O DE FUNDICION INYECTADA DE REACCION. SOBRE EL CANAL CONDUCTOR DE FUSION DE LA PLACA DIVIDIDA CENTRAL, PARA TENSAR ENCIMA MOLDES, DE UNA MAQUINA DE FUNDICION INYECTADA ESTA DISPUESTO UN SISTEMA DE TOBERAS DE CIERRE DE TAL MODO QUE, AL LADO DE UNA RAPIDA ACCESIBILIDAD A LAS DISTINTAS PARTES DEL SISTEMA DE TOBERAS, ES POSIBLE, CON UN MINIMO DE ESFUERZO Y GASTO, UNA SEPARACION REQUERIDA PARA LA EXTRACCION DE LAS PARTES MOLDEADAS DESDE LOS MOLDES DE LA PLACA TENSORA, DIVIDIDA, CENTRAL, PARA TENSAR ENCIMA MOLDES, RESPECTO A LA UNIDAD DE TORNILLO SIN FIN COORDINADA. PARA ELLO EL SISTEMA DE TOBERAS PRESENTA UN ANILLO DISTANCIADOR CON UN TORPEDO , ASI COMO UN ADAPTADOR EN ANGULO RECTO Y UNA TOBERA DE CIERRE , QUE ESTAN UNIDOS ENTRE SI INTERCAMBIABLEMENTE, FORMANDO UNA UNIDAD RIGIDA.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}