CIP-2021 : B29C 45/38 : Equipos de corte para levantar las entradas de inyección.
CIP-2021 › B › B29 › B29C › B29C 45/00 › B29C 45/38[2] › Equipos de corte para levantar las entradas de inyección.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
B29C 45/38 · · Equipos de corte para levantar las entradas de inyección.
CIP2021: Invenciones publicadas en esta sección.
Dispositivo para el acabado de un componente moldeado por inyección y disposición con varios dispositivos.
(30/04/2019) Dispositivo para el acabado de un componente moldeado por inyección, con
- un componente de apoyo, en el que en la zona de una superficie de apoyo se apoya un componente moldeado por inyección para el acabado, estando formado el componente de apoyo de varias piezas con un componente de base y un elemento de apoyo dispuesto en el mismo, en el que se apoya el componente moldeado por inyección para el acabado en la zona de la superficie de apoyo, y
- una herramienta de separación que está configurada para separar una o varias piezas de mazarota en el componente moldeado por inyección dispuesto sobre el componente de apoyo,
estando formada la herramienta…
Procedimiento para fabricar una pieza de plástico, y dispositivo relacionado.
(14/12/2018) Procedimiento para fabricar una pieza de plástico, utilizando un molde de inyección que comprende una primera y segunda partes que definen entre sí una cavidad de moldeo , y un carro que comprende una cuchilla , comprendiendo el carro un cuerpo , estando el cuerpo delimita un volumen configurado para recibir la cuchilla y estando la cuchilla montada en el cuerpo en el volumen , definiendo el carro y la segunda parte entre sí un canal de inyección , comprendiendo el canal de inyección una entrada de material , comunicándose la cavidad de moldeo y el canal de inyección en una zona de contacto , comprendiendo el procedimiento las siguientes etapas:
- inyección de plástico en el canal de inyección y la cavidad de moldeo a través de la entrada de material…
Molde de inyección perfeccionado.
(28/04/2016). Solicitante/s: Berengena Cano, Rafael. Inventor/es: Berengena Cano,Rafael.
Molde de inyección perfeccionado, apto para su uso en la termoconformación de plásticos, y dotado de una geometría adecuada para la distribución y recorrido de plástico fundido antes de su solidificación, y resultando tras dicha solidificación del plástico unas piezas resultantes finales y unos ramales de colada desechables, que incorpora al menos un medio seccionador, estando dicho medio seccionador adecuadamente posicionado y dispuesto de modo que dicho medio seccionador es incidente en la región de unión entre las piezas resultantes finales y los ramales de la colada.
PDF original: ES-2568402_B1.pdf
PDF original: ES-2568402_A1.pdf
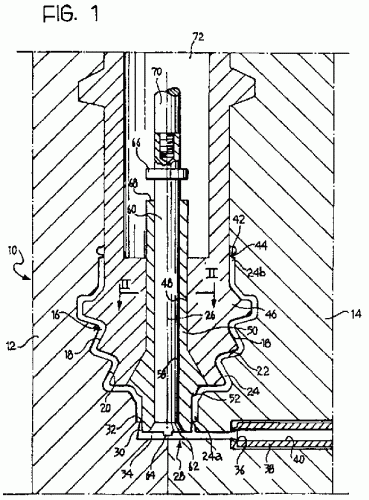
METODO Y APARATO PARA LA PRODUCCION DE UN ARTICULO DE MATERIAL ELASTOMERICO.
(01/03/2002). Ver ilustración. Solicitante/s: INSIT INDUSTRIA S.P.A. Inventor/es: DEBENEDETTI, GUGLIELMO.
SE PRESENTA UN METODO Y UN APARATO PARA MOLDEAR UN ARTICULO DE MATERIAL ELASTOMERICO CON SIMETRIA CIRCULAR Y ABIERTO POR AMBOS EXTREMOS, PARTICULARMENTE PARA LA PRODUCCION DE FUELLES PROTECTORES PARA VEHICULOS. EL APARATO COMPRENDE UN TROQUEL QUE COMPRENDE UNA PARTE EXTERIOR Y UNA PARTE INTERIOR ENTRE LAS CUALES SE DEFINEN UNA CAVIDAD DE MOLDEO Y UNA REGION DE INYECCION . EL ARTICULO DE MATERIAL ELASTOMERICO QUE SE FORMA EN LA CAVIDAD DE MOLDEO PERMANECE ANCLADO A LA PARTE DEL TROQUEL DESPUES DE QUE LA PARTE EXTERIOR HA SIDO ABIERTA. ANTES DE QUE EL ARTICULO SEA EXTRAIDO AUTOMATICAMENTE DE LA PARTE DEL TROQUEL , SE SEPARA POR MEDIO DE UN ELEMENTO UN CASQUETE DE DESECHO FORMADO POR EL MATERIAL QUE SE SOLIDIFICA EN LA REGION DE INYECCION.
PRODUCCION DE PARTES MOLDEADAS POR INYECCION EXENTAS DE LINEA DE SOLDADURA.
(01/05/2000). Solicitante/s: S. C. JOHNSON & SON, INC.. Inventor/es: DEMAREST, SCOTT, W., BUHLER, JAMES, E., BOBINGER, KARL, J.
SE PRESENTAN UN MECANISMO DE MOLDEADO A INYECCION Y UN METODO PARA SU USO PARA LA FORMACION DE UNA SECUENCIA SIMPLE DE OPERACIONES DE PARTES DEL CUERPO DE UN ENVASE CILINDRICO LIBRES DE LINEAS DE UNION QUE TIENEN UNA ABERTURA CENTRAL EN UN EXTREMO. LA ABERTURA SE FORMA MEDIANTE LA ELIMINACION DE LA PARTE SUPERIOR CENTRAL DEL CUERPO DEL ENVASE . ESTE CUERPO DE ENVASE PRODUCIDO POR ESTE MECANISMO PUEDE USARSE PARA PRODUCIR UN ENVASE DE DISPENSACION PRESURIZABLE.
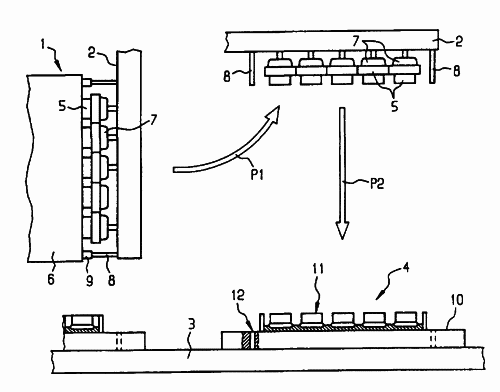
PROCEDIMIENTO Y DISPOSITIVO PARA EL MONTAJE FINAL DE UN TECLADO DE ORDENADOR.
(01/10/1999). Ver ilustración. Solicitante/s: SIEMENS NIXDORF INFORMATIONSSYSTEME AG. Inventor/es: WAGNER, PETER, WANDINGER, FRANZ.
TODOS LOS CUERPOS DE TECLA DEL TECLADO SE INYECTAN EN LA DISPOSICION EXACTA QUE VAN A TENER EN EL TECLADO DENTRO DE UN PROCESO COMUN DE FUNDICION INYECTADA. A CONTINUACION, LOS CUERPOS DE TECLA, QUE SOBRESALEN DE LA PIEZA EYECTORA AL ABRIR LA HERRAMIENTA DE INYECCION, SON SUCCIONADAS Y RETIRADAS POR LA CARA SUPERIOR DE LAS CAPUCHAS DE TECLA POR UN DISPOSITIVO DE EXTRACCION QUE CONSTA DE NUMEROSAS CABEZAS ASPIRADORAS , Y EN ESTA FASE SE SEPARAN LOS CANALES DE UNION QUE QUEDAN EN LA ZONA DEL BORDE INFERIOR DE LAS CAPUCHAS DE TECLA Y QUE SIRVIERON PARA QUE FLUYERA EL MATERIAL. POR ULTIMO, LOS CUERPOS DE TECLA OBTENIDOS POR EL DISPOSITIVO DE EXTRACCION SE HUNDEN EN LA CARCASA YA PREPARADA DEL TECLADO , DONDE SE MONTAN EN LAS GUIAS DE TECLA CORRESPONDIENTES.
MOLDE DE INYECCION Y PROCEDIMIENTO DE MOLDEO POR INYECCION DE UN ARTICULO.
(01/01/1998) SE PRESENTA UN MOLDE DE INYECCION QUE COMPRENDE AL MENOS DOS SECCIONES DE MOLDE ENTRE LAS CUALES SE DELIMITA UNA CAVIDAD DE MOLDEADO. UNA DE LAS SECCIONES DEL MOLDE ESTA PROVISTA DE MEDIOS EYECTORES PARA SACAR EL PRODUCTO DESPUES DEL MOLDEADO A INYECCION. LA OTRA SECCION DEL MOLDE ESTA PROVISTA DE UNA COMPUERTA . PARA HACER POSIBLE QUE LA MAZAROTA SOLIDIFICADA SE SEPARE DEL ARTICULO MOLDEADO, TAMBIEN ESTA PRESENTE UN CASQUILLO EN EL CUAL SE EXTIENDE LA COMPUERTA . DICHO CASQUILLO ESTA CONSTRUIDO PARA QUE PUEDA MOVERSE HASTA UNA EXTENSION LIMITADA CON RELACION A LA SECCION DEL MOLDE EN LA CUAL LA OTRA PARTE DE LA COMPUERTA SE ENCUENTRA CONSTRUIDA. COMO RESULTADO LA MAZAROTA PUEDE ARRASTRARSE FUERA DEL ARTICULO DE UNA FORMA GARANTIZADA. EL MOVIMIENTO DEL CASQUILLO SE CONTROLA POR MEDIO DE UNA CLAVIJA . CONSECUENTEMENTE, ES…
DISPOSITIVO PARA FABRICAR UNA PARTE FUNDIDA POR INYECCION DE MATERIAL SINTETICO TERMOPLASTICO, EN ESPECIAL UN DISCO SOPORTE DE INFORMACION.
(01/05/1987). Solicitante/s: KRAUSS-MAFFEI AKTIENGESELLSCHAFT.
DISPOSITIVO PARA LA FABRICACION DE UNA PARTE FUNDIDA POR INYECCION DE MATERIAL SINETTICO TERMOPLASTICO. CONSTA DE UNA MITAD FIJA DENTRO DE LA QUE ESTA DISPUESTO UN MANGUITO AXIALMENTE DESPLAZABLE Y BLOQUEABLE CON UN ELEMENTO , PRESENTANDO DICHO MANGUITO EN SU INTERIOR UNA TOLVA DE MOLDEO ADICIONAL; DE UNA MITAD MOVIL EN CUYO INTERIOR ESTA PREVISTO UN MANGUITO MOVIL AXIALMENTE CON UN ESTRECHAMIENTO CONICO PARA FORMAR UNA ENTRADA DE MOLDEO O DESPULLA EN LA BRIDA DE LA PARTE MOLDEADA ADICIONAL Y CON UN ESTRECHAMIENTO ADICIONAL PARA LA TOMA CENTRAL DE LA PARTE MOLDEADA ADICIONAL ; Y DE UN ESPACIO HUECO PREVISTO ENTRE LAS DOS MITADES, EL CUAL SE RELLENA MEDIANTE UNA PARTE ADICIONAL.
PROCEDIMIENTO PARA FABRICAR UNA PARTE FUNDIDA POR INYECCION DE MATERIAL SINTETICO TERMOPLASTICO EN ESPECIAL UN DISCO SOPORTE DE INFORMACION.
(16/04/1987). Solicitante/s: KRAUSS-MAFFEI AKTIENGESELLSCHAFT.
PROCEDIMIENTO PARA LA FABRICACION DE UNA PARTE FUNDIDA POR INYECCION DE MATERIAL SINTETICO TERMOPLASTICO. CONSISTE EN SEPARAR Y RETIRAR UNA PARTE MOLDEADA ADICIONAL DE LA PARTE FUNDIDA POR INYECCION, ORIGINANDO DE ESTE MODO UN AGUJERO EN LA PARTE FUNDIDA POR INYECCION. AL OBJETO DE CONSEGUIR UNA SUPERFICIE ALTAMENTE LIMPIA Y PLANA DE LA ABERTURA FORMADA, CON UN DIAMETRO DE AJUSTE LO MAS EXACTO POSIBLE, LA PARTE MOLDEADA ADICIONAL ES DESPLAZADA RESPECTO A LA PARTE FUNDIDA POR INYECCION, DE MODO QUE LA UNION ENTRE ESTAS DOS PARTES SOLO SE EXTIENDA EN UNA PARTE DE LA LONGITUD AXIAL DE LA ABERTURA. DE APLICACION EN LA FABRICACION DE UN DISCO SOPORTE DE INFORMACION.
{kind=link}
{kind=link}