CIP-2021 : B29C 45/80 : de la posición relativa de las partes del molde.
CIP-2021 › B › B29 › B29C › B29C 45/00 › B29C 45/80[3] › de la posición relativa de las partes del molde.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
B29C 45/80 · · · de la posición relativa de las partes del molde.
CIP2021: Invenciones publicadas en esta sección.
Método para la fabricación de piezas moldeadas de plástico laminares, en particular paneles de plástico.
(18/01/2017) Método para la fabricación de una pieza moldeada de plástico, en particular de una pieza moldeada laminar de pared gruesa como un panel, con las etapas:
(a) cierre de la cavidad del útil de cantos de inmersión con fuerza de cierre,
(b) llenado completo de la cavidad con plástico , en el que el tamaño de la cavidad se mantiene constante durante el llenado,
(c) relleno de plástico para la compensación de la retracción del material, de tal manera que se dilata el útil de los cantos de inmersión en contra de la fuerza de cierre hasta un espesor D definible de la pieza,
(d) aproximación del útil de cantos de inmersión hasta un orificio de residual y conformación de la pieza moldeada de plástico con fuerza de cierre adecuada, de manera…
Sistema detector de la posición de piezas móviles en moldes de inyección y método de detección correspondiente.
(28/12/2016). Solicitante/s: Troqueles y Moldes de Galicia, S.A. Inventor/es: RODRIGUEZ BATALLA,RAMON, MARQUES GALLO,HIGINIO.
Sistema detector de la posición de piezas móviles en moldes de inyección, diseñado para detectar la posición correcta o incorrecta de una pieza móvil antes de proceder al correspondiente proceso de inyección sobre un molde , caracterizado porque comprende un dispositivo medidor de un caudal de flujo de un fluido que pasa a través de un conducto que desemboca en la cavidad del molde donde se ubica la pieza móvil , determinándose la posición correcta o incorrecta de la pieza móvil en función del valor de caudal medido.
PDF original: ES-2629983_T3.pdf
Procedimiento para la fabricación de piezas moldeadas de plástico laminares, en particular paneles de plástico.
(27/04/2016). Solicitante/s: KRAUSSMAFFEI TECHNOLOGIES GMBH. Inventor/es: KLOTZ, BERND.
Procedimiento para la fabricación de una pieza moldeada de plástico, en particular de una pieza moldeada laminar de pared gruesa como un panel, utilizando un útil de cantos de inmersión , con las etapas:
(a) cierre de la cavidad del útil de cantos de inmersión con fuerza de cierre,
(b) llenado completo de la cavidad con plástico , en el que el tamaño de la cavidad se mantiene constante durante el llenado,
(c) relleno de plástico para la compensación de la retracción del material, de tal manera que se dilata el útil de los cantos de inmersión en contra de la fuerza de cierre hasta un espesor Δ definible de la pieza,
(d) aproximación del útil de cantos de inmersión hasta un orificio de residual y conformación de la pieza moldeada de plástico con fuerza de cierre adecuada, de manera que se mantiene compactada la masa de plástico ,
(e) desmoldeo de la pieza de plástico.
PDF original: ES-2570754_T3.pdf
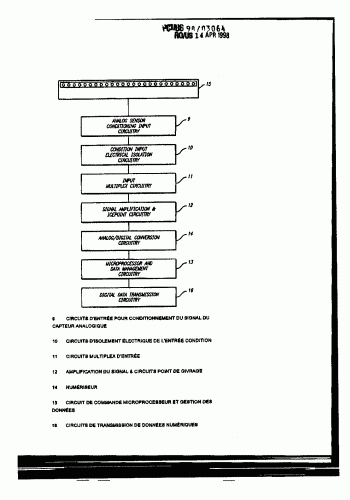
SISTEMA DE TRANSMISION DE DATOS DE MOLDE DE INYECCION.
(16/12/2005). Ver ilustración. Solicitante/s: AMERICAN MSI CORPORATION. Inventor/es: TRIPLETT, TIMOTHY.
ESTA INVENCION SE RELACIONA CON DISPOSITIVOS DE CONTROL DE CANALES DE COLADA CALIENTES DE MOLDES DE INYECCION Y MAS CONCRETAMENTE CON UN DISPOSITIVO DE CONTROL DEL MOLDEO POR INYECCION. ESTA INVENCION UTILIZA UN PROCESADOR DE SEÑALES PARA CONVERTIR LAS SEÑALES ANALOGICAS RECIBIDAS DESDE SENSORES DE LA TEMPERATURA DEL MOLDE EN SEÑALES DIGITALES EN LA CERCANIA DE UN MOLDE Y PARA TRANSMITIR ESTA SEÑAL A UN RECEPTOR CONECTADO A UN CONTROLADOR EN UN LUGAR ALEJADO DEL MOLDE. EL CONTROLADOR DEL MOLDE PROCESA LA SEÑAL DE INFORMACION Y GENERA LA CORRESPONDIENTE SEÑAL DE CONTROL. LA SEÑAL DE CONTROL SE TRANSMITE DESDE EL CONTROLADOR ALEJADO AL DISPOSITIVO CONTROLADO, NORMALMENTE CALENTADORES DE MOLDES. SE PUEDEN EMPLEAR UN SOLO CONTROLADOR Y UN SOLO PROCESADOR DE SEÑALES DE MOLDE QUE PUEDAN CONTROLAR NUMEROSOS MOLDES UTILIZANDO SEÑALES EN DISTINTAS LINEAS O FRECUENCIAS O EN OTROS MEDIOS DE DIFERENCIACION DE SEÑALES CONOCIDOS POR LOS ESPECIALISTAS.
MOLDE CON CONTADOR INTEGRADO.
(01/06/2005) Un molde para montar de manera liberable en una prensa de moldeo de plástico y que tiene una cavidad en él para moldear una pieza, comprendiendo el molde un cuerpo de molde con una primera y una segunda porciones para moldear una pieza, siendo las porciones movibles entre posiciones abierta y cerrada, y que comprende un dispositivo (35, 35a) eléctrico de control de ciclo de moldeo con un accionador que se puede hacer funcionar por la prensa o por el molde durante cada ciclo de moldeo para activar el dispositivo (35, 35a) de control de ciclo de moldeo, incluyendo dicho dispositivo (35, 35a) de control de ciclo de moldeo un alojamiento , caracterizado porque dicho dispositivo (35, 35a) eléctrico de control de ciclo de moldeo está contenido en una cavidad formada en el molde para desplazarse con el molde hacia y desde la prensa,…
PROCEDIMIENTO PARA MOLDEAR UNA PIEZA TERMOPLASTICA.
(16/03/2004). Solicitante/s: DSM N.V.. Inventor/es: BULTERS, MARKUS, JOHANNES, HENRICUS, STOKMAN, PETRUS, HENRICUS, MARIA, GEESINK, JOHANNES, HENDRIK.
LA INVENCION SE REFIERE A UNA PIEZA TERMOPLASTICA MOLDEADA QUE CONSTA POR LO MENOS DE UNA POLIOLEFINA, O DE UN POLIMERO DE POLICONDENSACION, Y DE FIBRAS REFUERZO, CARACTERIZADA EN QUE DEL 1 AL 60 WT.% DE LA PIEZA MOLDEADA CONSISTE EN FIBRAS REFUERZO CON UNA LONGITUD DE ENTRE 0.8 Y 15 MM, POR LO MENOS UN TRAMO DE LAS CUALES ESTA PRESENTE PARCIALMENTE EN EL CENTRO, Y PARCIALMENTE EN LA SUPERFICIE ABOMBADA NO POROSA, Y EN QUE LA PIEZA MOLDEADA TIENE UNA POROSIDAD DE ENTRE 5 Y 95 VOL.%. LA INVENCION SE REFIERE TAMBIEN A UN PROCEDIMIENTO PARA FABRICAR TAL PIEZA MOLDEADA.
MOLDE CON CONTADOR INCORPORADO.
(16/06/2003). Solicitante/s: D & L INCORPORATED. Inventor/es: STARKEY, GLENN.
SE DESCRIBE UN MOLDE PARA MONTARSE DE FORMA LIBERABLE EN UNA PRENSA DE MOLDEADO DE PLASTICO Y QUE TIENE UNA CAVIDAD EN EL MISMO PARA MOLDEAR UNA PIEZA DE PLASTICO . ESTE MOLDE COMPRENDE UN CUERPO DE MOLDE QUE TIENE UNA PRIMERA Y UNA SEGUNDA PARTE PARA MOLDEAR UNA PIEZA DE PLASTICO PUDIENDOSE MOVER LAS PARTES ENTRE POSICIONES ABIERTAS Y CERRADAS; UN CONTADOR MONTADO SOBRE EL MOLDE PARA MOVERSE CON EL MOLDE HACIA Y DESDE LA PRENSA; Y UN DISPOSITIVO DE ACCIONAMIENTO SOBRE EL CONTADOR PARA SER ENGANCHADO POR LA OTRA PARTE DE LA PRENSA O LA OTRA PARTE DEL MOLDE DURANTE CADA CICLO DE ABERTURA Y CIERRE DE LA PRENSA.
MAQUINA DE MOLDEO POR INYECCION.
(16/03/2002) EN UNA MAQUINA DE FUNDICION DE INYECCION CON UNA PLACA DE SUJECION DE MOLDE UNIDO DE FORMA FIJA CON LA ESTRUCTURA DE MAQUINA Y CON PLACA DE SUJECION DE MOLDE MOVIL APOYADA DE FORMA DESPLAZABLE EN LA ESTRUCTURA DE MAQUINA Y PLACA DE APOYO, QUE PORTA UN MECANISMO DE CIERRE ACOPLADO CON LA PLACA DE SUJECION DE MOLDE MOVIL, ESTANDO UNIDA LA PLACA DE APOYO Y LA PLACA DE SUJECION DE MOLDE FIJA UNA CON OTRA A TRAVES DE UN EQUIPO DE TRANSMISION DE FUERZA, QUE ADMITE UN ACCESO LIBRE ENTRE LAS PLACAS DE SUJECION DE MOLDE FIJA Y MOVIL, A PARTIR DE LOS LADOS. PARA PODER COMPENSAR EN EL LUGAR DE SUJECION DEL EQUIPO…
CONTADOR DE CICLOS PARA MOLDES DE INYECCION.
(16/12/2000) 1. Contador de ciclos para moldes de inyección, que teniendo como finalidad garantizar que la contabilización reflejadaen el mismo se ajusta, bajo cualquier circunstancia, al número real de ciclos operativos realizados por el molde, se caracteriza por estar constituido a partir de un contador propiamente dicho, materializado en un circuito electrónico integrado, alojado en el interior de una carcasa, convenientemente fijada a uno de los componentes del molde, como por ejemplo al molde propiamente dicho, colaborando con dicho circuito electrónico un activador, destinado a su vez a fijarseconvenientemente al otro elemento del molde, por ejemplo al contramolde, de manera que en cada maniobra de cierre del molde…
GATILLO CON ESCALA DE CONTROL DE RECORRIDO PARA PLACAS DE MOLDES DE INYECCION.
(01/11/1998) 1. GATILLO CON ESCALA DE CONTROL DE RECORRIDO PARA PLACAS DE MOLDES DE INYECCION, CONCRETAMENTE PARA MOLDES PROVISTOS DE TRES PLACAS, LA PRIMERA DE ELLAS FIJA Y LAS OTRAS DOS MOVILES Y SUSCEPTIBLES DE DESPLAZARSE COPLANARIAMENTE CON RESPECTO A LA PRIMERA, CARACTERIZADO POR ESTAR CONSTITUIDO MEDIANTE TRES PIEZAS, DESTINADAS A FIJARSE SOLIDARIAMENTE A CADA UNA DE LAS PLACAS CITADAS, DE LAS QUE LA PIEZA CORRESPONDIENTE A LA PLACA FIJA CONFIGURA UN BRAZO ALARGADO PROVISTO EN SU BORDE INTERNO DE UNA MUESCA CURVO-CONCAVA DE FIJACION A LA PIEZA INTERMEDIA, MIENTRAS QUE ESTA ULTIMA SE MATERIALIZA EN UN BLOQUE PRISMATICO PROVISTO DE DOS ACANALADURAS LATERALES Y PARALELAS, EN LAS QUE JUEGAN TANTO EL BRAZO DE LA PRIMERA PIEZA COMO UN BRAZO DE QUE ESTA PROVISTA LA TERCERA Y ULTIMA PIEZA, DOTADO TAMBIEN EN SU BORDE INTERNO DE UNA MUESCA CURVO-CONCAVA DE BLOQUEO, ACTUANDO…
PROCEDIMIENTO Y DISPOSITIVO PARA CONTROLAR LOS MOVIMIENTOS DE UN MOLDE PARA FUNDICION INYECTADA Y DE UN APARATO DE MANEJO.
(01/02/1995). Solicitante/s: HERBST, RICHARD. Inventor/es: HERBST, RICHARD.
PARA CONTROLAR EL MOVIMIENTO DE APERTURA Y CIERRE DE UN MOLDE DE FUNDICION POR INYECCION Y EL MOVIMIENTO DE INTRODUCCION Y EXTRACCION DE UNA HERRAMIENTA DE AGARRE PARA RETIRAR EL MOLDE DE LA FORMA MAS OPTIMA POSIBLE Y SIN RETARDO, EL MOVIMIENTO DE APERTURA DEL MOLDE Y/O EL MOVIMIENTO DE EXTRACCION DE LA HERRAMIENTA DE AGARRE SE REGISTRA EN FUNCION DE LA POSICION Y DE LA VELOCIDAD; SI LA VELOCIDAD ESTA EN UN MARGEN TEORICO, SE GENERA UNA SEÑAL DE LIBERACION QUE ACTIVA EL MOVIMIENTO DE INTRODUCCION DE LA HERRAMIENTA DE AGARRE O EL MOVIMIENTO DE CIERRE DEL MOLDE.
{kind=link}