CIP-2021 : B29C 43/56 : Moldeo por compresión bajo condiciones particulares, p. ej. en vacío.
CIP-2021 › B › B29 › B29C › B29C 43/00 › B29C 43/56[2] › Moldeo por compresión bajo condiciones particulares, p. ej. en vacío.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 43/00 Moldeo por compresión, es decir, aplicando una presión externa para hacer que fluya el material de moldeo; Aparatos a este efecto.
B29C 43/56 · · Moldeo por compresión bajo condiciones particulares, p. ej. en vacío.
CIP2021: Invenciones publicadas en esta sección.
Métodos y sistemas para fabricar piezas compuestas con herramientas hembra.
(03/01/2018) Un método para fabricar una pieza de resina reforzada con fibras, comprendiendo el método:
posicionar una pluralidad de fibras sobre una superficie del molde de una herramienta hembra , formando la superficie del molde un canal en forma de U que incluye una primera región lateral , separada de una segunda región lateral por una primera región de transición (206a; 406; 506) y una tercera región lateral separada de la segunda región lateral por una segunda región de transición (206b; 406; 506);
cubrir las fibras con una capa de sellado ;
presionar una porción de las fibras recubiertas contra…
Proceso para la producción de preformas y plásticos reforzados con fibra con el molde.
(15/02/2017) Un proceso para producir una preforma caracterizado porque la preforma para moldeo por transferencia de resina asistido por vacío se produce usando una herramienta de formación-moldeo para moldeo por transferencia de resina asistido por vacío de plásticos reforzados con fibra, obtenida integrando una parte de chapa frontal y una parte de chapa plana para formar una parte convexa hueca, donde un agujero está colocado en una región de la parte de chapa plana que está rodeada por la parte de chapa frontal que forma la parte convexa hueca, y en la que un tubo metálico como un recorrido de flujo de un medio de calentamiento está integrado con la superficie trasera de la parte de chapa…
Módulo de correa para una pala de rotor de la instalación de energía eólica.
(09/11/2016). Solicitante/s: NORDEX ENERGY GMBH. Inventor/es: OHLERICH,NICK, KLEIN,HENDRIK, SCHALL,NILS-HENDRIC.
Módulo de correa para una pala de rotor de la instalación de energía eólica, en el que el módulo de correa presenta una correa reforzada con fibras de carbono, caracterizado por
* un conductor de protección contra rayos que está dispuesto discurriendo a lo largo de la correa , y
* al menos un elemento de compensación de potencial que establece una conexión eléctrica entre la correa y el conductor de protección contra rayos , en el que
* las fibras de carbono de la correa , el conductor de protección contra rayos y el al menos un elemento de compensación de potencial están embebidos en una matriz de plástico común y están configurados como módulo prefabricado para la integración en una semicubierta de la pala de rotor de la instalación de energía eólica después del endurecimiento de la matriz de plástico.
PDF original: ES-2610980_T3.pdf
Procedimiento para el moldeado de piezas con estructura superficial moldeada.
(26/11/2014) Procedimiento para la fabricación de una pieza moldeada con una estructura superficial (21') moldeada por impresión, graneado o similar utilizando un dispositivo para la fabricación de piezas moldeadas 5 con una mitad de molde para la cara superior de la pieza moldeada , en donde la superficie (5') de la mitad de molde presenta igualmente una estructura superficial y está situada enfrente de una superficie (11') de una segunda mitad de molde , con los siguientes pasos:
a) Utilización de una capa de cubierta que comprende una piel hecha de un material termoplástico y un soporte hecho de una esponja de plástico;
b) Calentar la capa de cubierta…
PERFECCIONAMIENTOS INTRODUCIDOS EN LOS MOLDES PARA LA ELABORACION DE PIEZAS MOLDEADAS.
(13/05/2011) Perfeccionamientos introducidos en los moldes para la elaboración de piezas moldeadas.Consisten en estructurar un molde para vacío y presión (V.P.), colocado sobre el contramolde , el cual se ha posicionado, a su vez sobre el molde base , posicionándose el molde V.P. con respecto al molde base mediante unos centradores perimetrales, hembra y macho , para permitir el perfecto cierre del conjunto y permitir, a su vez, oprimir fuertemente este molde complementario exterior V.P. contra el contramolde , obteniéndose de esta manera piezas moldeadas con una superficie, en ambas caras, completamente lisa eliminando casi totalmente la formación…
MÉTODO DE VULCANIZACIÓN PARA COMPONENTES DE VARIAS CAPAS QUE TIENEN UNA GRAN SUPERFICIE.
(04/02/2011) Procedimiento para la fabricación de un componente de gran tamaño de dos o más partes o piezas moldeadas rígidas unidas por capas de vulcanización , que comprende las etapas de: - preparar una estructura de capas a partir de al menos dos piezas moldeadas rígidas y entre ellas al menos una capa de vulcanización en una disposición que corresponda al componente que se va a fabricar; - envolver o rodear la disposición de piezas moldeadas y capa(s) de vulcanización con una envoltura flexible o estirable, hermética a los fluidos ; - generar un vacío o una depresión en la envoltura y - someter la disposición rodeada de la envoltura a una presión y temperatura en un recipiente a presión calentable para vulcanizar la(s) capa(s) de vulcanización, de manera…
PROCEDIMIENTO Y DISPOSITIVO DE LAMINADO DE ACRISTALAMIENTOS LAMINARES.
(11/05/2010) Procedimiento de laminado de acristalamientos laminares que comprenden al menos dos cristales sólidos y una película adhesiva, por la acción de diferencias de presión y calor sobre las capas superpuestas del acristalamiento laminar, para formar una pieza elemental, que comprende las etapas siguientes:
a) la pieza elemental se pone al vacío en el conjunto bajando la presión ambiente,
b) manteniendo la depresión ambiente, la pieza elemental
b1) se calienta a una temperatura necesaria para montar de modo adhesivo el vidrio con la película adhesiva y
b2) se aprieta a esta temperatura, por medio de piezas de prensado flexibles, para formar el laminado,
c) la presión…
PROCEDIMIENTO PARA LA FABRICACION DE UN ARTICULO ANTIESTATICO DE PIEDRA AGLOMERADA Y ARTICULO OBTENIDO MEDIANTE DICHO PROCEDIMIENTO.
(11/03/2010) La presente invención describe un procedimiento para fabricar un artículo de piedra aglomerada, por ejemplo un tablero para construcción o decoración, que comprende las etapas de: Poner en contacto (i) la carga inorgánica, (ii) una composición precursora de una resina de poliéster y (iii) componente eléctricamente conductor en polvo, y mezclar hasta obtener una masa de fabricación homogénea; distribuir una parte de dicha masa sobre un soporte; prensado de la parte de masa distribuida en una prensa de vibro-compactación en condiciones de vacío; y endurecimiento de la masa por polimerización de la resina de poliéster
PROCEDIMIENTO PARA FABRICAR TABLONES DE PIEDRA ARTIFICIAL ESPECIALMENTE APLICABLES A DECORACION.
(01/07/2004). Ver ilustración. Solicitante/s: COSENTINO, S.A.. Inventor/es: CRUZ MARTOS,JUAN.
Procedimiento para fabricar tablones de piedra artificial especialmente aplicable a decoración que parte de una mezcla de triturados con diferentes granulometrías de solices, cristales, granitos, cuarzo, ferrosilíceo y/u otros materiales como plásticos, mármoles y metales con resinas en estado líquido y pigmentos líquidos, acelerador de cobalto, y catalizador que actúa con calor. El proceso parte de los tanques de almacenaje donde se mezcla a temperatura ambiente, resina en estado líquido y mezclas triturados, que pasan a mezcladora y de ésta por unas cintas transportadoras a un distribuidor donde dentro de un marco se forma un tablero que por otra cinta pasa a la prensa de vacío para compactar, de ahí se pasa al horno y se somete a 85% C un mínimo de 25 mm. y luego pasa a una nave de enfriado para su posterior pulido y terminación.
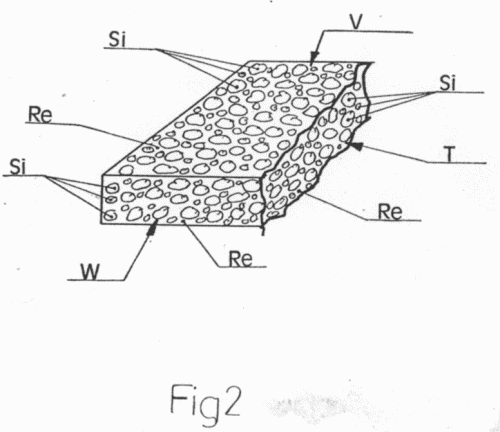
ARTICULO MOLDEADO INODORO PARA AISLAMIENTO ACUSTICO Y TERMICO Y PROCEDIMIENTO PARA SU FABRICACION.
(01/03/2000). Solicitante/s: RIETER AUTOMOTIVE (INTERNATIONAL) AG. Inventor/es: FREYER, HARALD, HAESEKER, WILLY.
EL PRESENTE PROCESO PARA LA ELABORACION DE UN CUERPO DE MOLDE POBRE DE OLOR A BASE DE VELLON DE FIBRA CON AMORTIGUACION SONORA Y TERMICA, TIENE PREVISTO LA RETICULACION REGULAR DEL CUERPO DE MOLDE, EN DONDE EL ESPACIO DE MOLDE SE CIERRA DE FORMA ESTANCA A LA PRESION CON UNA PRENSA CALENTABLE Y SE APLICA UN FLUIDO CALIENTE QUE ACTUA COMO SOPORTE TERMICO EN ESTE ESPACIO DE MOLDE. ESTE FLUIDO SE DEJA EN SU SITIO EN EL MOLDE DE PRESIONADO BAJO PRESION ELEVADA Y BAJO CONDICIONES ESTACIONARIAS HASTA QUE SE OBTIENE LA RETICULACION DESEADA. A CONTINUACION SE SOMETE EL FLUIDO DE NUEVO A PROCESO DE RELAJACION Y SE SACA DEL MOLDE DE PRESIONADO. CON PREFERENCIA SE UTILIZA COMO FLUIDO UN VAPOR DE AGUA SECO SATURADO. EL CUERPO DE MOLDE ELABORADO CON ESTE PROCESO SE CARACTERIZA POR UNA RETICULACION REGULAR Y POR LA AUSENCIA DE CONTENIDO DE AGLOMERANTE.
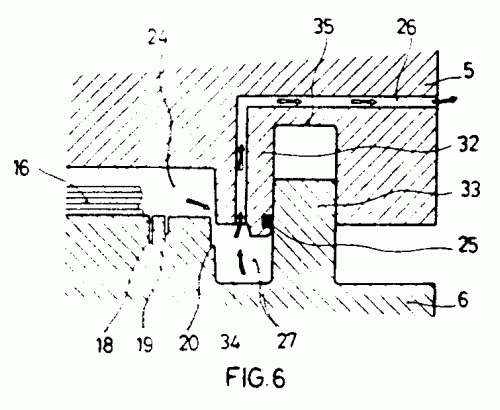
PERFECCIONAMIENTOS EN LOS PROCEDIMIENTOS PARA MOLDEO DE POLIESTER Y SIMILARES.
(16/07/1998). Ver ilustración. Solicitante/s: HISPANO MECANO ELECTRICA, S.A.. Inventor/es: BARBANY ARIS, ENRIQUE.
PERFECCIONAMIENTOS EN LOS PROCEDIMIENTOS PARA MOLDEO DE POLIESTER Y SIMILARES. LOS PERFECCIONAMIENTOS SON APLICABLES AL MOLDEO DE POLIESTER Y SIMILARES, EN LOS QUE SE DISPONE UN MOLDE Y CONTRAMOLDE ASOCIADOS A LA BANCADA Y PLATO MOVIL DE UNA PRENSA A EFECTOS DE DETERMINAR ENTRE AMBOS UNA CAMARA CONJUNTA DE MOLDEO, EN LA QUE QUEDARA DEPOSITADO EL POLIESTER EN LAMINAS PARA SU ADAPTACION A PRESION Y TEMPERATURA EN LAS CAVIDADES DE MOLDEO, CARACTERIZANDOSE PORQUE LA CAMARA DE MOLDEO QUEDA CERRADA DE FORMA ESTANCA CON RESPECTO AL EXTERIOR DURANTE EL CICLO DE TRABAJO Y ESTA COMUNICADA CON UNA BOMBA DE VACIO EXTERNA PARA EFECTUAR UN VACIO RELATIVO DE LA CAMARA DE MOLDEO PREVIAMENTE A LA COMPRESION DE LA MASA DE POLIESTER, COMPRENDIENDO LA DISPOSICION DE MEDIOS DE ESTANQUEIDAD EN LAS CARAS DE COINCIDENCIA DE MOLDE Y CONTRAMOLDE. ESTOS PERFECCIONAMIENTOS EVITAN DEFECTOS DE LLENADO EN ZONAS ESTRECHAS Y PROFUNDAS DE LOS MOLDES.
MOLDEADO Y EMPAQUETADO DE LENTES DE CONTACTO.
(16/12/1997). Solicitante/s: BRITISH TECHNOLOGY GROUP LIMITED. Inventor/es: HAMILTON, RONALD SHADE, SEDEN, WILLIAM EDWARD.
UN MOLDE PARA MOLDEAR LENTES DE CONTACTO COMPRENDE UN PRIMER MIEMBRO EN FORMA DE COPA QUE TIENE UNA SUPERFICIE DE MOLDEADO MACHO Y UN SEGUNDO MIEMBRO EN FORMA DE COPA CON UNA SUPERFICIE DE MOLDEADO HEMBRA . LOS DOS MIEMBROS EN FORMA DE COPA FORMAN UN PISTON Y UN CILINDRO Y SE USAN EN UN VASO DE PRESION DE MANERA QUE SE APLIQUE UNA PRESION DE CARGA PARA DEFORMAR LAS SUPERFICIES DEL MOLDE PARA MANTENER DICHAS SUPERFICIES EN CONTACTO CON UNA LENTE QUE ESTA SIENDO MOLDEADA. EL MOLDE ESTA ABIERTO CON LA SUPERFICIE DE MOLDEADO MIRANDO HACIA ARRIBA. SE AÑADE FLUIDO HIDRATANTE AL PRIMER MIEMBRO EN FORMA DE COPA Y A UNA TAPA QUE SELLA LA PARTE SUPERIOR DEL PRIMER MIEMBRO EN FORMA DE COPA.
MOLDEADO Y EMPAQUETADO DE LENTES DE CONTACTO.
(16/03/1997). Solicitante/s: BRITISH TECHNOLOGY GROUP LIMITED. Inventor/es: HAMILTON, RONALD SHADE, SEDEN, WILLIAM EDWARD.
SE PRESENTA UN MOLDE PARA MOLDEAR LENTES DE CONTACTO QUE COMPRENDE UN PRIMER MIEMBRO EN FORMA DE COPA QUE TIENE UNA SUPERFICIE DE MOLDEADO MACHO Y UN SEGUNDO EN FORMA DE COPA CON UNA SUPERFICIE DE MOLDEADO HEMBRA . LAS DOS SUPERFICIES EN FORMA DE COPA FORMAN UN PISTON Y UN CILINDRO Y SE USAN EN UN VASO DE PRESION DE FORMA QUE SE PUEDA APLICAR UNA PRESION DE CARGA PARA DEFORMAR LAS SUPERFICIES DE MOLDEADO PARA MANTENER DICHAS SUPERFICIES EN CONTACTO CON UNA LENTE QUE ESTA SIENDO MOLDEADA. EL MOLDE ESTA ABIERTO CON LA SUPERFICIE DE MOLDEADO MIRANDO HACIA ARRIBA. SE AÑADE UN FLUIDO HIDRATANTE AL PRIMER MIEMBRO EN FORMA DE COPA Y A UNA TAPA QUE SELLA LA PARTE SUPERIOR DEL PRIMER MIEMBRO EN FORMA DE COPA.
ENCAPSULADO DE MOLDEO POR VACIADO DE LENTES DE CONTACTO.
(01/11/1995). Solicitante/s: BRITISH TECHNOLOGY GROUP LIMITED. Inventor/es: HAMILTON, RONALD SHADE, SEDEN, WILLIAM EDWARD.
UN MOLDE PARA MOLDEO POR VACIADO DE UNA LENTE DE CONTACTO COMPRENDE UN PRIMER MIEMBRO DE COPA CON UNA SUPERFICIE DE MOLDEO HEMBRA . LOS DOS MIEMBROS DE COPA FORMAN UN PISTON Y UN CILINDRO Y SE UTILIZAN EN UN RECIPIENTE DE PRESION PARA APLICAR UNA PRESION DE CARGA PARA DESVIAR LAS SUPERVICIES DEL MOLDE PARA MANTENER LA SUPERFICIE EN CONTACTO CON LA LENTE QUE SE ESTA MOLDEANDO. SE ABRE EL MOLDE CON LA SUPERFICIE DEL MOLDE MIRANDO HACIA ARRIBA. SE AGREGA FLUIDO HIDRATANTE AL PRIMER MIEMBRO DE COPA Y SE SELLA UNA CUBIERTA A LA PARTE SUPERIOR DEL PRIMER MIEMBRO DE COPA.
PROCEDIMIENTO E INSTRUMENTAL PARA LA FORMACION DE MATERIALES TERMOPLASTICOS SUMINISTRADOS A MODO DE LAMINAS DELGADAS, EN PARTICULAR DE MATERIALES COMPUESTOS.
(16/08/1993). Solicitante/s: DASSAULT AVIATION. Inventor/es: PERRIN, DIDIER, VAUTEY, PHILIPPE, CALVENTUS, ANTOINE, DUFOSSE, GEORGES.
EL INVENTO SE REFIERE A LA FORMACION DE MATERIALES TERMOPLASTICOS, EN ESPECIAL COMPUESTOS SUMINISTRADOS A MODO DE HOJAS DELGADAS. UN APILAMIENTO (3A,3B,3C) DE HOJAS DELGADAS, QUE TIENE EL ESPESOR FINAL DESEADO, PASA DE UN PUESTO DE CRGA A UN PUESTO DE CALENTAMIENTO PREVIO QUE CONSTA DE UN RECINTO DE VACIO EN EL INTERIOR DEL CUAL ACTUA UNA PRENSA DE SOPORTES CALEFACTORES . TRAS EL CALENTAMIENTO EN LA PRENSA Y A VACIO, EL APILAMIENTO PASA A UN PUESTO DE FORMACION EQUIPADO CON UNA PRENSA DE HERRAMIENTAS ENFRIADA.
METODO DE MOLDEADO DE COMPRESION AL VACIO QUE UTILIZA CARGA PRECALENTADA.
(01/05/1992). Solicitante/s: THE BUDD COMPANY. Inventor/es: ISELER, KENNETH ALFRED, WILKINSON, ROBERT EARL.
LAS CARGAS DE COMPUESTO MOLDEADO DE LAMINA (SMC) SE PRECALIENTAN ANTES DE MOLDEAR EN PANELES AUTOMOTIVOS EXTERIORES UTILIZANDO TECNICAS DE MOLDEADO DE COMPRESION BAJO VACIO.
PROCEDIMIENTO PARA VIBRACION Y PRESION AL VACIO DE BLOQUES DE GRANULADO DE MARMOL.
(31/01/1984). Solicitante/s: TONCELLI, MARCELLO.
PROCEDIMIENTO PARA LA PRODUCCION DE BLOQUES DE GRANULADO DE MARMOL Y POLVO DE MARMOL, CON RESINAS SINTETICAS EN LA CANTIDAD JUSTAMENTE NECESARIA PARA AGLUTINAR LOS INERTES, DESTINADOS A SER CORTADOS EN LASTRAS O EN BLOQUES DE DIMENSIONES MENORES UTILIZABLES EN LA CONSTRUCCION DE EDIFICIOS.COMPRENDE LAS SIGUIENTES FASES: PRIMERA, SE MEZCLAN DOSIFICADAMENTE PIEDRECILLAS Y RESIDUOS EN POLVO DE MARMOL CON RESINA SINTETICA DESTINADA A SERVIR DE MEDIO DE LIGADURA DE DICHOS MATERIALES INERTES; SEGUNDA, LA MEZCLA FORMADA SE DEPOSITA EN UN MOLDE O ENCOFRADO QUE SE INTRODUCE EN UNA CAMARADE VACIO; Y POR ULTIMO, EN DICHA CAMARA DE VACIO SE REALIZA UNA COMPACTACION Y VIBRACION AL VACIO DE DICHA MEZCLA EN EL INTERIOR DEL MOLDE O ENCOFRADO, PARA OBTENER UN BLOQUEO COMPACTO.
{kind=link}
{kind=link}