CIP-2021 : B29C 65/00 : Ensamblado de elementos preformados; Aparatos a este efecto.
CIP-2021 › B › B29 › B29C › B29C 65/00[m] › Ensamblado de elementos preformados; Aparatos a este efecto.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B29C 65/02 · por calor, con o sin presión.
B29C 65/04 · · Calentamiento dieléctrico, p. ej. soldadura por alta frecuencia.
B29C 65/06 · · utilizando fricción, p. ej. soldadura por rotación.
B29C 65/08 · · utilizando vibraciones ultrasonoras.
B29C 65/10 · · utilizando gases calientes.
B29C 65/12 · · · y una barra de soldadura.
B29C 65/14 · · utilizando energía ondulatoria o radiaciones de partículas.
B29C 65/16 · · · Rayos láser.
B29C 65/18 · · con una herramienta caliente.
B29C 65/20 · · · en contacto directo, p. ej. con un "espejo".
B29C 65/22 · · · con un alambre caliente.
B29C 65/24 · · · caracterizado por los medios para calentar la herramienta.
Notas[n] de B29C 65/24: - Se clasifica en este grupo únicamente si los detalles o adaptaciones de los medios de calentamiento son de interés.
B29C 65/26 · · · · Fluido caliente.
B29C 65/28 · · · · Llamas o material combustible.
B29C 65/30 · · · · Medios eléctricos.
B29C 65/32 · · · · · Inducción.
B29C 65/34 · · utilizando elementos calientes que quedan en la junta, p. ej. un elemento de soldadura perdida.
B29C 65/36 · · · calentada por inducción.
B29C 65/38 · · Calentamiento por inducción.
B29C 65/40 · · Aplicando una materia plástica fundida, p. ej. aplicación de un "hot melt" (utilizando una barra de soldadura B29C 65/12; por moldeo B29C 65/70).
B29C 65/42 · · · entre elementos preensamblados.
B29C 65/44 · · Ensamblado de un elemento no plástico caliente con un elemento plástico.
B29C 65/46 · · · calentado por inducción.
B29C 65/48 · utilizando adhesivos.
B29C 65/50 · · utilizando cintas adhesivas.
B29C 65/52 · · Aplicación de un adhesivo.
B29C 65/54 · · · entre elementos preensamblados.
B29C 65/56 · utilizando medios mecánicos.
B29C 65/58 · · Conexiones de presión.
B29C 65/60 · · Ribeteado.
B29C 65/62 · · Cosido.
B29C 65/64 · · Ensamblado de un elemento no plástico con un elemento de materia plástica, p. ej. por fuerza (B29C 65/44 tiene prioridad).
B29C 65/66 · por eliminación de tensiones internas, p. ej. contracción de una de las partes a unir.
B29C 65/68 · · utilizando un elemento auxiliar contraíble.
B29C 65/70 · por moldeo (utilizando una técnica particular de moldeo, ver el lugar apropiado a esta técnica).
B29C 65/72 · por operaciones combinadas, p. ej. soldadura y costura.
B29C 65/74 · por soldadura y corte.
B29C 65/76 · Fabricación de juntas no permanentes o liberables.
B29C 65/78 · Medios para manipular los elementos a ensamblar, p. ej. para fabricar recipientes u objetos huecos.
B29C 65/80 · · Medios de transferencia rotativos.
B29C 65/82 · Ensayo de las juntas.
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO DE ENSAMBLADO POR SOLDADURA DE PIEZAS HECHAS DE COMPOSICIONES TERMOPLASTICAS A BASE DE POLIAMIDAS.
(01/08/1998). Solicitante/s: NYLTECH FRANCE. Inventor/es: ADNOT, YANNICK, BONIN, YVES, BORDEREAU, VINCENT.
LA PRESENTE INVENCION SE REFIERE A UN PROCEDIMIENTO DE UNION POR SOLDADURA DE PIEZAS PARA FORMAR UN ARTICULO. SE REFIERE MAS EN PARTICULAR A UN PROCEDIMIENTO QUE CONSISTE EN UNIR SUPERFICIES EN COMPOSICIONES TERMOPLASTICAS QUE COMPRENDEN AL MENOS UN POLIAMIDA SEMICRISTALINO Y UN POLIAMIDA SEMIAROMATICO Y AMORFO. LAS SOLDADURAS OBTENIDAS CON LAS COMPOSICIONES DE LA INVENCION PRESENTAN PROPIEDADES MECANICAS SUPERIORES A LAS OBTENIDAS CON LAS COMPOSICIONES POLIAMIDAS SIN POLIAMIDAS SEMIAROMATICOS AMOROFOS.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE BOLSAS DE LAMINA, EN PARTICULAR PARA BEBIDAS Y VIVERES.
(16/03/1998). Solicitante/s: WATER-LINE S.A. Inventor/es: COLLA, TIZIANO.
UNA MANGUERA DE LAMINA CERRADA SE SELLA CON MORDAZAS DE SELLADO TRANSVERSAL Y SE SEPARA MEDIANTE UNA CUCHILLA A LO LARGO DE SU PARTE MEDIA EN DOS MITADES. EN LA ZONA MEDIA DE LA COSTURA DE SELLADO TRANSVERSAL SE CORTA LA MANGUERA . A TRAVES DE ESTE PROCEDIMIENTO SE CONSIGUE UNA ALTA CAPACIDAD, UNA BUENA SALIDA Y UNA ADAPTABILIDAD SENCILLA A OTROS VOLUMENES DE LLENADO.
PROCEDIMIENTO PARA LA FIJACION DE UN ARBOL EN SU CARCASA DE SOPORTE EN INSTALACIONES DE LIMPIAPARABRISAS, ASI COMO INSTALACION DE LIMPIAPARABRISAS, EN PARTICULAR PARA LA LIMPIEZA DE LAS LUNAS DE UN AUTOMOVIL.
(16/02/1998). Solicitante/s: ITT AUTOMOTIVE EUROPE GMBH. Inventor/es: EDELE, REINHARD, KRIZEK, OLDRICH.
SE DESCRIBE UN PROCESO PARA LA FIJACION DE UN EJE DE LIMPIAPARABRISAS EN SU CAJA DE APOYO, ASI COMO UNA INSTALACION DE LIMPIAPARABRISAS DONDE EL EJE SE FIJA MEDIANTE EL COJINETE , DE FORMA QUE EL ESPACIO ANULAR ENTRE EL EJE Y EL COJINETE SE INYECTA CON UN MATERIAL DE PLASTICO. CON ELLO SE CONSIGUE UNAS PROPIEDADES DE APOYO Y DE ESTANQUEIDAD OPTIMAS.
PROCESO DE FABRICACION DE UNA PIEZA DE MATERIAL COMPUESTO, EN PARTICULAR UN PANEL SANDWICH, A PARTIR DE VARIAS PREFORMAS ENSAMBLADAS.
(01/02/1998). Solicitante/s: SOCIETE EUROPEENNE DE PROPULSION. Inventor/es: CASTAGNOS, STEPHANE, LIMOUSIN, JEAN-LOUIS.
PREFORMAS DISTINTAS SON REALIZADAS PARA DIFERENTES PARTES DE UNA PIEZA, DE MATERIAL COMPUESTO A FABRICAR, Y SON ENSAMBLADAS EN UN ESTADO NO DENSIFICADO O NO COMPLETAMENTE DENSIFICADO, POR ENLACE ENTRE SUPERFICIES RESPECTIVAS EN CONTACTO CON LAS PREFORMAS POR MEDIO DE FIBRILLAS QUE HACEN SALIENTE PERPENDICULARMENTE A LA SUPERFICIE DE UNA PREFORMA Y EN LAS CUALES SE TRASLADA LA SUPERFICIE DE OTRA PREFORMA . LAS PREFORMAS ENSAMBLADAS SON A CONTINUACION CODENSIFICADAS. LA FIBRILLAS ESTAN FORMADAS EN LA SUPERFICIE DE UNA PREFORMA FIBROSA POR LOS EXTREMOS DE FIBRAS DE ESTA, DESPLAZADOS POR AGUJEREADO DE LA PREFORMA. EL PROCESO ES CONVENIENTE EN PARTICULAR PARA LA FABRICACION DE UN PANEL SANDWICH DE MATERIAL COMPUESTO QUE COMPRENDE DOS PIELES RIGIDAS ENTRE LAS CUALES ESTA DISPUESTO UN ALMA FORMADO POR TABIQUES PERPENDICULARES A LAS PIELES.
SACO A BASE DE TEJIDO DE POLIMERO, EN PARTICULAR POLIOLEFINA, Y PROCEDIMIENTO PARA SU ELABORACION.
(16/01/1998) LA INVENCION SE REFIERE A UN SACO ELABORADO A BASE DE POLIMERO QUE SE EXTIENDE DE FORMA MONOAXIAL, CON PREFERENCIA EN UNA CAPA SIMPLE, ESPECIALMENTE POLIOLEFINA, Y CON PREFERENCIA TEJIDO DE BANDA DE POLIPROPILENO, QUE PUEDE SER RECUBIERTO SOBRE UNA O AMBAS CARAS CON UN MATERIAL TERMOPLASTICO, ESPECIALMENTE POLIOLEFINA, DONDE EL TEJIDO ES UNA ESTRUCTURA TUBULAR O UN TEJIDO PLANO LIGADO DENTRO DE UN TUBO Y AL MENOS UN EXTREMO CON PERFIL ESPECIALMENTE DE CAJA O CON APLICACION PERFILADA EN FORMA DE SACO CUBICO DENTRO DE UNA SUPERFICIE DE FONDO ESPECIALMENTE RECTANGULAR MEDIANTE PLEGADO DE LOS EXTREMOS DEL TEJIDO. LA CARACTERISTICA DEL SACO ES TAL QUE AL MENOS UNO DE SUS EXTREMOS, ESPECIALMENTE LA SUPERFICIE DEL FONDO, ESTA LIGADA MEDIANTE UNA CAPA INTERMEDIA DE MATERIAL TERMOPLASTICO ESPECIAL, Y ESPECIALMENTE MATERIAL…
MARCO DE SEGURIDAD PARA SELLAR UNA PELICULA TERMOSELLABLE EN UNA MAQUINA DE EMBALAR.
(16/01/1998). Solicitante/s: MINIPACK-TORRE S.P.A.. Inventor/es: TORRE, FRANCESCO.
UN MARCO DE SELLAR PARA UNA PELICULA TERMOSELLABLE, QUE COMPRENDE UNA PARTE FIJA Y UNA PARTE MOVIL , ESTANDO LA PARTE MOVIL ARTICULADA DE MANERA QUE PUEDE MOVERSE CERCA DE LA PARTE FIJA POR UN ACCIONADOR DE MOVIMIENTO . UN DISPOSITIVO DE CONEXION DE LIMITE ELASTICO ESTA INTERPUESTO ENTRE EL ACCIONADOR Y LA PARTE MOVIL, DICHO DISPOSITIVO COMPRENDE UN ELEMENTO CONECTADO AL ACCIONADOR Y UN SEGUNDO ELEMENTO CONECTADO A LA PARTE MOVIL . EL PRIMER Y EL SEGUNDO ELEMENTO ESTAN MUTUAMENTE ARTICULADOS Y UN MUELLE ESTA INTERPUESTO ENTRE ELLOS. SE INTERPONE UN CONMUTADOR ELECTRICO PARA DETENER EL MOVIMIENTO DE ACCIONADOR EN DIRECCION DE MOVIMIENTO DE LAS PARTES DE MARCO CERCA DE CADA UNO ENTRE DICHO PRIMER Y SEGUNDO ELEMENTOS. EL CONMUTADOR ES ACCIONADO ASI CUANDO LA COMPRESION DEL MUELLE SOBREPASA UNA CANTIDAD PREDETERMINADA QUE INDICA LA PRESENCIA DE OBSTACULOS HACIA EN EL MOVIMIENTO DE LA PARTE MOVIL.
PERFIL HUECO ALARGADO DE MATERIAL SINTETICO TERMOPLASTICO Y PROCEDIMIENTO PARA LA PRODUCCION CONTINUA DE UN PERFIL HUECO ALARGADO.
(01/12/1997) PERFIL HUECO ALARGADO CON UNA LONGITUD FIJADA PREVIAMENTE, DE UN MATERIAL SINTETICO TERMOPLASTICO. EL PERFIL HUECO SE COMPONE, AL MENOS, DE DOS PERFILES PARCIALES QUE A LO LARGO DEL PERFIL HUECO PRESENTAN UNA SECCION TRANSVERSAL CONSTANTE, ASI COMO LAS CORRESPONDIENTES ZONAS DE ENSAMBLAJE. LOS PERFILES PARCIALES SE COMPONEN DE UN MATERIAL SINTETICO EXTRUIBLE, DE ESCASAS TOLERANCIAS, SEGUN EL PROCEDIMIENTO DE EXTRUSION EN FRIO POR BOQUILLA. SE FABRICAN POR EXTRUSION EN FRIO MEDIANTE BOQUILLA CON ESTRECHAS TOLERANCIAS PARA LA SECCION TRANSVERSAL DEL PERFIL PACIAL. LOS PERFILES PARCIALES, DESPUES DE LA EXTRUSION EN FRIO POR BOQUILLA, SE UNEN ENTRE SI EN SENTIDO LONGITUDINAL DEL PERFIL HUECO, DE FORMA INDESPLAZABLE, POR MEDIO…
APARATO PARA CORTAR, SOLDAR Y CONECTAR AUTOMATICAMENTE EXTREMOS DE ARTICULOS COMO CINTAS.
(16/11/1997) UN APARATO PARA CONECTAR AUTOMATICAMENTE PIEZAS A TRABAJAR SUCESIVAS, COMO CINTAS, EXTREMO CON EXTREMO, COMPRENDIENDO UNA PALETA DE BOBINA, SITUADA EN UN PASO MOVIL DE LA PIEZA A TRABAJAR (T) INDIVIDUAL COMO CINTA, E INCLUYENDO UN NUMERO PREDETERMINADO DE BOBINAS TENSORAS (11, 11A) Y UN MEDIO PARA SUSTENTAR LAS BOBINAS (11, 11A) EN FILA Y TENIENDO UN RETENEDOR DE CINTA PARA SUSPENDER O LIBERAR EL MOVIMIENTO DE LA PIEZA A TRABAJAR (T), COMO CINTA; UNA MESA DESLIZANTE , QUE TIENE UNA PORCION DE GUIA PARA GUIAR LA PALETA DE BOBINA A UNA POSICION FIJA Y PARA INMOVILIZAR LA PALETA DE BOBINA ALLI, Y MOVIL A UNA POSICION EN ALINEAMIENTO CON EL MEDIO DE SOPORTE ; UN MEDIO , SITUADO EN UNA POSICION FIJA HACIA ADELANTE…
DISPOSITIVO PARA UNIR PELICULAS DE UN MATERIAL DE PLASTICO TERMOENCOGIBLE EN UNA MAQUINA QUE UTILIZA DICHA PELICULA.
(16/10/1997). Solicitante/s: OCME S.R.L.. Inventor/es: GATTESCHI, EMANUELE.
PARA QUE SEA POSIBLE SUSTITUIR LA BOBINA (11A) DE UNA PELICULA DE MATERIAL DE PLASTICO TERMOENCOGIBLE SIN PARAR LA MAQUINA QUE LA UTILIZA, EL DISPOSITIVO CONSTA SUSTANCIALMENTE DE, SEGUN EL ORDEN EN QUE SE ENCUENTRAN EN RELACION AL DESBOBINADO DE LA PELICULA (A-B), UN PAR DE CARRETES PARALELOS (2A, 2B) QUE SOPORTAN RESPECTIVAMENTE A LAS BOBINAS (11A, 11B) EN LAS QUE SE ENROLLA LA PELICULA (A-B), DOS BOQUILLAS DE SUCCION (3A, 3B), DOS DISPOSITIVOS DE CORTE (4A, 4B), UN DISPOSITIVO DE SOLDADURA Y UN DISPOSITIVO DE ACUMULACION.
APARATO DE SOLDADURA DE ACUMULADORES MEJORADO Y METODO.
(01/10/1997). Solicitante/s: HARDIGG INDUSTRIES, INC. Inventor/es: HARDIGG, JAMES, S., TURNER, EDWARD W.
UN APARATO Y UN METODO MEJORADOS PARA LA SOLDADURA DE LAS CUBIERTAS DE LOS VASOS DE ACUMULADORES SOBRE LOS VASOS DE ACUMULADORES DE MODO QUE LOS ELEMENTOS ACUMULADORES Y LOS BORNES TERMINALES QUEDEN EN SU POSICION CORRESPONDIENTE EN EL VASO , QUE INCLUYE UNOS PIES DE PLACA PRENSADORES PARA PRESIONAR EL CORDON FUNDIDO CREADAS ENTRE EL VASO DEL ACUMULADOR Y LA CUBIERTA DEL ACUMULADOR AL SOLDARLO DE FORMA PLANA CONTRA LA CUBIERTA Y EL VASO HASTA QUE EL CORDON FUNDIDO SE SOLIDIFICA.
METODO DE ESTIRAMIENTO DE CIERRES CALIENTES EN BOLSAS DE CIERRE DE CREMALLERA DE PELICULA DE PLASTICO.
(01/10/1997). Solicitante/s: TENNECO PLASTICS COMPANY. Inventor/es: HERRINGTON, FOX JOHN.
EN LA FABRICACION DE ARTICULOS DE PLASTICO COMO BOLSAS DE CIERRE DE CREMALLERA DE PELICULA TERMOPLASTICA Y SIMILARES EL TERMOSELLADO DE LA PELICULA A LA CREMALLERA PRODUCE UNA LINEA DE CIERRE QUE ENCOGE, DANDO COMO RESULTADO UNA APARIENCIA POCO ESTETICA. SE DESCRIBEN UN APARATO Y METODO PARA DEVOLVER LA LINEA DE CIERRE ENCOGIDA A SU LONGITUD ORIGINAL ARRUGANDOLA Y ESTIRANDOLA ENTRE LOS DIENTES COINCIDENTES. TAMBIEN SE DESCRIBE UN METODO PARA VOLVER A TERSAR EL CIERRE SIN ARRUGAS.
PROCEDIMIENTO PARA LA FIJACION AXIAL DE UN ARBOL EN SU CARCASA DE SOPORTE EN INSTALACIONES LIMPIAPARABRISAS, ASI COMO INSTALACION LIMPIAPARABRISAS, EN PARTICULAR PARA LA LIMPIEZA DE LAS LUNAS DE UN AUTOMOVIL.
(16/06/1997). Solicitante/s: ITT AUTOMOTIVE EUROPE GMBH. Inventor/es: PROHASKA, HANS, HEHL, THOMAS.
SE DESCRIBE UN PROCESO Y UN DISPOSITIVO PARA FIJACION AXIAL DE UN EJE DE LIMPIAPARABRISAS EN SU APOYO EN LA CAJA . LA SECCION DEL EJE QUE SE PROYECTA DETRAS DE LA CAJA DE APOYO ESTA PROVISTA CON UNA RANURA ANULAR Y EL MATERIAL PLASTICO SE INYECTA ALREDEDOR DE LA RANURA ANULAR.
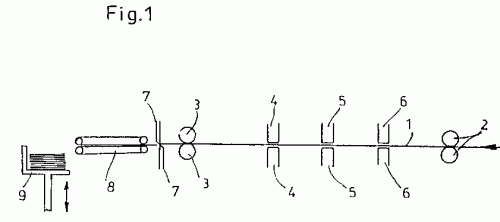
DISPOSITIVO PARA SELLAR HOJAS CONTINUAS DE MATERIAL SINTETICO TERMOPLASTICO.
(16/06/1997). Ver ilustración. Solicitante/s: WINDMOELLER & HOELSCHER. Inventor/es: VOSS, HANS-LUDWIG, MUNDUS, FRIEDHELM.
DISPOSITIVO PARA SELLAR HOJAS CONTINUAS DE MATERIAL SINTETICO TERMOPLASTICO DISPUESTAS UNA SOBRE OTRA U HOJAS TUBULARES CONTINUAS DISPUESTAS PLANAS, QUE CONSTA DE REGLETAS SELLADORAS QUE SE PUEDEN CALENTAR MEDIANTE DISPOSITIVOS DE CALEFACCION, QUE SE PUEDEN MOVER UNA HACIA OTRA Y SEPARANDOSE UNA DE OTRA Y SOBRE CUYAS SUPERFICIES FRONTALES SE PUEDE TENDER UNA LAMINA SEPARADORA DE MATERIAL QUE NO SE PEGA CON EL MATERIAL SINTETICO, PREFERENTEMENTE TEFLON.
METODO Y APARATO PARA FORMAR UN MIEMBRO CILINDRICO.
(01/01/1997) SE PRESENTA UN METODO PARA FORMAR UN MIEMBRO CILINDRICO QUE INCLUYE LOS PASOS DE: SUJETAR UNA VARILLA AUXILIAR QUE TENGA LA FORMA DE UN PRISMA SUBSTANCIALMENTE TRIANGULAR A UN TAMBOR FORMADOR ; SUMINISTRAR UN MIEMBRO EN FORMA DE CORREA (B) CORTADO EN UNA LONGITUD PREDETERMINADA HACIA EL TAMBOR FORMADOR Y PROVOCAR QUE EL EXTREMO DELANTERO (B1) DEL MIEMBRO EN FORMA DE CORREA SE SUJETA A UNA DE LAS SUPERFICIES LATERALES DE LA VARILLA AUXILIAR; SUMINISTRAR EL MIEMBRO EN FORMA DE CORREA SOBRE EL TAMBOR FORMADOR MIENTRAS QUE EL TAMBOR FORMADOR ES HECHO GIRAR DE MANERA QUE ENROLLE EL MIEMBRO EN FORMA DE CORREA ALREDEDOR DEL MISMO, Y SUJETAR EL MIEMBRO TRASERO (B2) DEL MIEMBRO EN FORMA DE CORREA A OTRA SUPERFICIE LATERAL DE LA…
METODO PARA LA UNION DE SOLDADURA DE CONDUCCIONES DE PLASTICO Y DISPOSITIVO PARA LA REGENERACION DE ESTA CONDUCCION.
(01/10/1996). Solicitante/s: JESCHKE, IMMANUEL. Inventor/es: JESCHKE, IMMANUEL.
LA INVENCION TRATA DE UN METODO PARA UNIR CON SOLDADURA CONDUCCIONES DE PLASTICO QUE SE DESBOBINAN CON UNA BOBINA, Y UN DISPOSITIVO PARA REGENERAR LA FORMA DE LAS CONDUCCIONES DE PLASTICO ANTE EL PROCEDIMIENTO DE SOLDADURA. LA INVENCION SE BASA EN QUE PRIMERAMENTE SE REGENERA LA FORMA DE LA CONDUCCION DE PLASTICO, DENTRO DE LA CUAL SE RODEA EN SU GROSOR LA CONDUCCION DE PLASTICO CON UNA FORMA CILINDRICA EN UNA DE SUS PARTES LONGITUDINALES, DESPUES SE CALIENTA LA FORMA HASTA LA SUPERFICIE DE LA CONDUCCION RODEADA, A UNA TEMPERATURA DE REBLANDECIMIENTO O PROXIMA A ESTA, Y DESPUES SE ENFRIA LA FORMA Y LA CONDUCCION ELIMINANDO POSTERIORMENTE LA FORMA Y EFECTUANDO FINALMENTE LA SOLDADURA. EL OBJETIVO DE LA INVENCION ES SOLDAR DIRECTAMENTE LAS CONDUCCIONES DE PLASTICO DESBOBINADAS DESDE EL ROLLO EN SUS EXTREMOS SIN APARECER ARRIOSTRAMIENTOS.
DISPOSITIVO DE ANCLAJE QUE COMPRENDE UNA BASE DE APOYO Y UN PIQUETE DE ANCLAJE, Y PROCESO DE FABRICACION DE TAL BASE DE APOYO.
(01/08/1996). Solicitante/s: ETABLISSEMENTS LEBEC. Inventor/es: BALLU, FRANCOIS-XAVIER, BECQUET, SERGE, HOTEL LA MALOUINE.
DISPOSITIVO DE ANCLAJE QUE COMPRENDE UNA BASE DE APOYO ATRAVESADA POR UN AGUJERO Y UN PIQUETE DE ANCLAJE INTRODUCIDO EN EL SUELO A TRAVES DE LA BASE DE APOYO . LA BASE DE APOYO COMPORTA AL MENOS UNA PIEZA DE ENCERROJADO PARA SOLIDARIZARSE CON EL PIQUETE AL FINAL DE LA INTRODUCCION DE ESTE ULTIMO, QUE COMPRENDE UNA GRAPA QUE HACE SALIENTE HACIA EL INTERIOR DE LA PARED DEL AGUJERO PARA COOPERAR CON EL PIQUETE EN EL INTERIOR DEL AGUJERO DE LA BASE DE APOYO . LA BASE DE APOYO PUEDE CONSTITUIR UNA CABEZA DE BORNA CADASTRAL O TOPOGRAFICA PARA ANCLAR DIRECTAMENTE CON LA AYUDA DEL PIQUETE O BIEN UN APOYO EN EL CUAL ESTA FIJADO DESPUES DEL ANCLAJE, UN PIE DE MASTIL O POSTE QUE LLEVA UN PANEL INDICADOR O DE SEÑALIZACION, O UN ELEMENTO ANALOGO.
MECANISMO PARA UNIR MATERIAL DE CAPAS DE GOMA BRUTA AUTOADHESIVAS.
(16/06/1996). Solicitante/s: BRIDGESTONE CORPORATION. Inventor/es: PANICALI, MARCELLO.
MECANISMO POR EL CUAL, PARA UNIR LAS CARAS CONFRONTADAS (4A, 4B) DE UNA CAPA DE GOMA BRUTA AUTOADHESIVA UTILIZANDO UN ACCESORIO DE ASIMIENTO CON UN MIEMBRO DE PRESION Y UNA PLACA DE CONTRAPRESION PARA ASIR LA CAPA HASTA UNA PRESION DADA E IMPARTIR UN IMPULSO DETERMINADO SOBRE LOS EXTREMOS (4A, 4B) DE LA CAPA PARA ACERCARLOS, EL ACCESORIO DE ASIMIENTO SE MUEVE HACIA ADELANTE Y HACIA ATRAS A LO LARGO DE UNA RUTA PARALELA A LOS EXTREMOS (4A, 4B) DE LA CAPA Y DEFINIDAS POR UNA GUIA DISEÑADA PARA MOVERSE HACIA Y DESDE UNA POSICION OPERATIVA EN LA CUAL LA PLACA DE CONTRAPRESION Y LOS BORDES (4A, 4B) DE LA CAPA SON SUSTANCIALMENTE COPLANARES, Y EN LA CUAL LOS MIEMBROS DE ELEVACION COOPERAN CON LA CAPA PARA ELEVAR LOS EXTREMOS RESPECTIVOS (4A, 4B) EN LA PLACA DE CONTRAPRESION Y ENCAJADO CON EL ACCESORIO DE ASIMIENTO.
APARATO Y METODO PARA UNIR UN MATERIAL DE HOJAS ELASTOMERICAS.
(16/04/1996). Solicitante/s: UNIROYAL GOODRICH LICENSING SERVICES, INC.. Inventor/es: TOKITA, NOBORU, LINDQUIST, JOHN R.
LA UNION DE LAS HOJAS ELASTOMERICAS (82A, 82B) INCLUYE EN SUMINISTRAR UNA SUPERFICIE DE SOPORTE CON UNA CAVIDAD DENTRO DE ELLA. LAS PORCIONES FINALES DE LAS HOJAS ELASTOMERICAS (82A, 82B) SE SUPERPONEN DE TAL MODO QUE CADA PORCION FINAL FRANQUEA LA CAVIDAD . HAY UNA HERRAMIENTA EN UN LADO DE LAS HOJAS ELASTOMERICAS OPUESTAS A LA CAVIDAD . UNA PARTE DE LA HERRAMIENTA ENTRA EN LA CAVIDAD PARA DEFORMAR LAS PORCIONES FINALES DE LAS HOJAS ELASTOMERICAS (82A, 82B) Y FORMAR UNA JUNTA QUE TENGA UN GROSOR MENOR QUE EL GROSOR COMBINADO DE LAS PORCIONES FINALES DE LAS HOJAS ELASTOMERICAS ANTES DE LA DEFORMACION.
LAMINA DE MATERIAL DE POLIMERO ASPERA A AMBOS LADOS.
(16/04/1996). Solicitante/s: SLT LINING TECHNOLOGY GMBH. Inventor/es: BARBEY, HANS PETER DR.
UNA LAMINA DE MATERIAL DE POLIMERO SOLDABLE POR EJEMPLO POLIETILENO QUE PUEDE EMPLEARSE EN LA CONSTRUCCION TERRESTRE Y SUBTERANEA, SE CONFIGURA ASPERA EN AMBOS LADOS PARA MEJORAR SU ADHERENCIA EN LAS ZONAS DE TALUDES.ESTO SUCEDE YA QUE LAS PARTICULAS DE POLIMERO SE PROYECTAN EN FORMA FLUIDA Y SE SUELDAN A LA SUPERFICIE DE LA LAMINA.CON ARREGLO A LA INVENCION ES DIFERENTE LA DIMENSION CENTRAL Y/O DISTANCIA MEDIA DE LAS PARTICULAS A AMBOS LADOS ESTO SE LOGRA YA QUE LA ASPEREZA Y LA ADHERENCIA A LA FRICCION DE LA LAMINA SON DIFERENTES EN LAS CAPAS LOCALIZADAS EN ZONAS SUPERIORES.
PROCEDIMIENTO PARA LA FABRICACION DE UNA PIEZA MOLDEADA DE PLASTICO.
(16/03/1996). Solicitante/s: BECKER GROUP EUROPE GMBH SCHADE GMBH & CO. KG. Inventor/es: HAPPICH, OTTO.
SE DESCRIBE UN PROCEDIMIENTO PARA LA FABRICACION DE UNA PIEZA MOLDEADA DE PLASTICO CON UNA BANDA DE MATERIAL DECORATIVO COMO REFERENCIA. UNA MASA DE PLASTICO PLASTIFICADA ES LLEVADA EN ESTAS CONDICIONES A UNA CAVIDAD DE MOLDEO ABIERTA DE UNA HERRAMIENTA DE MOLDEO COMPUESTA DE UNA MITAD INFERIOR Y OTRA SUPERIOR . MEDIANTE EL CIERRE DE LA HERRAMIENTA ES COMPRIMIDA CONTRA LA CINTA DE MATERIAL DECORATIVO DISPUESTO ENTRE LAS MITADES DE LA HERRAMIENTA, CON LO QUE LA BANDA DE MATERIAL DECORATIVO DE MAYOR DIMENSION QUE LA PIEZA PRENSADA Y LA PARTE SOBRANTE EN EXCESO SE DOBLA ALREDEDOR DE LAS ARISTAS DE LA PIEZA PRENSADA DESPUES DE SU SOLIDIFICACION. LA MASA DE PLASTICO PLASTIFICADA SE PRENSA EN FORMA DE MOLDEO AL MENOS EN UNA ZONA PARCIAL CONTRA EL SOBRANTE DE LA BANDA DE MATERIAL DECORATIVO Y ES SOLDADA BAJO LA FORMACION DE UNA PIEL , QUE ESTA RODEADA CON EL SOBRANTE Y CON EL BORDE DE LA CARA POSTERIOR DE LA PIEZA PRENSADA.
(01/10/1995). Solicitante/s: NIHON TOKKYO KANRI COMPANY LIMITED. Inventor/es: INAGAKI, HIROMICHI.
UNA LAMINA LAMINADA/PERFORADA FACILMENTE SEPARABLE PARA EMPAQUETAR Y SELLAR LOS CONTENIDOS TIENE DOS LAMINAS LIGADAS ENTRE SI, UNA LAMINA PROVISTA DE VARIAS PERFORACIONES (1A) EN LAS QUE SE PRESIONA UNA SEGUNDA LAMINA EXTRUIDA Y QUE AUN SE MANTIENE BLANDA DESPUES DEL ESTADO DE PRESIONADO. DE ESTA MANERA, LAS PORCIONES (1B) DE ESTA LAMINA ENTRAN EN LAS PERFORACIONES (1A) PARA FORMAR UNA CONEXION QUE PUEDE SEPARARSE SEGUN SE REQUIERA DURANTE SU UTILIZACION. MEDIANTE UN ADHESIVO SE PEGA UNA PELICULA DE BASE A LA PARTE TRASERA DE LA PELICULA.
METODO PARA UNIR POR FUSION ELEMENTOS HUECOS DE MATERIAL PLASTICO.
(01/09/1995) MIEMBROS COMO POR EJEMPLO TUBERIAS DE DISTRIBUCION DE GAS NATURAL DE POLIETANO U OTRO MATERIAL PLANO SE JUNTAN CON UN FOMO INTERNO Y DESDE FUERA SE APLICA CALOR A LAS TUBERIAS MEDIANTE UN MONTAJE CALEFACTOR ELECTRICO . DESPUES DE ENFRIAR SE RETIRA EL MONTAJE CALEFACTOR. LA SUPERFICIE EXTERIOR DEL FOMO SE FUSIONA Y SE UNE A LAS PARTES INTERIORES DE LAS TUBERIAS. LAS PARTES EXTREMAS DE LA TUBERIA SE FUSIONAN Y SE UNEN A TRAVES DE LA INTERFASE . EL FOMO ESTA FORMADO POR EJEMPLO DE POLIETILENO CON UN PESO MOLECULAR MAYOR DE MEDIO MILLON QUE CONTIENE COMO RELLENADOR CARBONO MUY DIVIDIDO. EL FORRO ES EXTRUIDO Y ESTIRADO EN FRIO PARA REDUCIR SU DIAMETRO HASTA QUE SE AJUSTA FIRMEMENTE EN LAS TUBERIAS. EL CALOR APLICADO HACE QUE EL FORRO SE EXTIENDA MAS QUE LAS TUBERIA. EL FORRO RETIENE UNA RIGIDEZ SUFIENTE COMO PARA EJERCER UNA PRESION CONTRA LAS…
TUBO COMBINADO DE ALUMINIO-PLASTICO EXTRUSIONADO, ASI COMO PROCESO Y HERRAMIENTA PARA LA SOLDADURA O POLIFUSION DE UN TUBO DE ESTE TIPO CON ACCESORIOS DE TUBERIAS O PIEZAS DE FORMA.
(16/08/1995) EL TUBO COMBINADO DE ALUMINO-PLASTICO PARA INSTALACIONES MUESTRA UNA CAPA DE REFUERZO DE LAMINA DE ALUMINIO ENTRE UN TUBO INTERIOR DE PLASTICO Y UNA CAPA EXTERIOR DE PLASTICO QUE SE COMPONEN DEL MISMO TIPO DE PLASTICO, COMO POR EJEMPLO DE UN COPOLIMERIZADO ALEATORIO PP SEGUN TIPO 3 DIN-8078. EL TUBO INTERIOR DE LAMINA DE ALUMINIO Y LA CAPA EXTERIOR TIENE UN ESPESOR TOTAL DE PARED, QUE ES MENOR QUE EL ESPESOR DE UN TUBO DEL MISMO MATERIAL DE PLASTICO SIN LAMINA DE ALUMINIO, CON LO QUE EL ESPESOR DE PARED DE LA CAPA EXTERIOR DE PLASTICO ES APROXIMADAMENTE UN CUARTO DEL ESPESOR TOTAL. ANTES DE LA SOLDADURA-POLIFUSION…
DISPOSITIVO DE FIJACION DE PASTILLAS DE ROZAMIENTO SOBRE UN OPERCULO DE COMPUERTA.
(16/08/1995). Solicitante/s: PONT-A-MOUSSON S.A.. Inventor/es: ROYER, JEAN-CLAUDE, HANICOT, JEAN-PIERRE.
DISPOSITIVO DE FIJACION DE PASTILLAS DE ROZAMIENTO SOBRE EL ALMA METALICA DE UN OPERCULO DE COMPUERTA EN EL CUAL EL ALMA COMPRENDE AL MENOS UN ALOJAMIENTO DESTINADO A RECIBIR UNA PASTILLA DE ROZAMIENTO LA CUAL ESTA PROVISTA DE DEDOS DEFORMABLES QUE PERMITEN SU POSICIONAMIENTO PERFECTO SOBRE EL ALMA Y SU ENGANCHE MECANICO SOBRE EL OPERCULO.
DISPOSITIVO PARA EMPALMAR TRANSVERSALMENTE LAMINAS DE UN ELASTOMERO.
(01/05/1995). Solicitante/s: BRIDGESTONE/FIRESTONE , INC.. Inventor/es: LIPPA, ROBERTO.
PARA EMPALMAR LOS EXTREMOS TRANSVERSALES DE LOS ELEMENTOS DE UNA LAMINA DE ELASTOMERO, SE EMPLEA, EN PARTICULAR PARA FABRICAR NEUMATICOS, UN DISPOSITIVO DE EMPALME AUTOMATICO CON UN RODILLO DISEÑADO PARA MOVERSE, ACCIONADO POR UN DISPOSITIVO, A LO LARGO DEL EMPALME QUE SE ESTA REALIZANDO, Y EN CONTACTO CON LA PARTE TRASERA DE VARIAS CUCHILLAS AGRUPADAS EN UN CONJUNTO PERO MOVILES EN SENTIDO AXIAL UNAS CON RESPECTO A OTRAS. DICHAS CUCHILLAS ESTAN DISPUESTAS DE FORMA PERPENDICULAR AL EMPLAME, E IGUALMENTE ESPACIADAS, CON SUS EXTREMOS DELANTEROS EN CONTACTO CON EL ELASTOMERO, DE TAL FORMA QUE SON EMPUJADAS CONTRA EL MISMO SUCESIVAMENTE POR EL MENCIONADO RODILLO.
FABRICACION DE MATERIALES DE EMPAQUETADO REFORZADOS PTFE.
(01/05/1995) SE PROVEEN UN MATERIAL COMPUESTO DE EMPAQUETADO REFORZADO CARACTERIZADO POR UNA GRAN TENSION Y ESTABILIDAD DIMENSIONAL, EXCELENTE RECUPERACION Y PROPIEDADES SUPERIORES DE RESISTENCIA DE RELAJACION AL ARRASTRE Y UN PROCESO PARA PRODUCIR TALES MATERIALES DE EMPAQUETADO. LOS MATERIALES COMPUESTOS DE EMPAQUETADO DE LA PRESENTE INVENCION SON UNA CAPA MULTIPLE LAMINADA DE POLITETRAFLUOROETILENO(PTFE) RELLENO Y AL MENOS UNA LAMINA DE ACERO INOXIDABLE PERFORADA. EL PROCESO DE LA PRESENTE INVENCION INCLUYE LOS PASOS DE INCRUSTAR POR PRESION SABANAS EN CAPAS ALTERNADAS DE UNA MEZCLA DE PTFE/RELLENO Y ACERO INOXIDABLE MEDIANTE LA APLICACION DE UNA SECUENCIA DE INTERVALOS DE PRESION Y TEMPERATURA…
ELEMENTOS COMPUESTOS DE PLACA RECUBIERTA DE PLASTICO PARA ESTRUCTURAS QUE SE COMPONEN, ESPECIALMENTE ESTANTERIAS.
(16/01/1995). Solicitante/s: ARNEG S.P.A. Inventor/es: MARZARO, ROBERTO.
SE TRATA DE ELEMENTOS COMPUESTOS DE CAPA RECUBIERTA DE PLASTICO PARA ESTRUCTURAS QUE SE COMPONEN, ESPECIALMENTE ESTANTERIAS, FORMADOS MEDIANTE LA CONEXION DE UNA CAPA PLANA Y DE UNA CAPA EN FORMA DE CAJA DONDE UN ELEMENTO ACTUA COMO ESTANTERIA DE SUJECION O COMO SUPERFICIE EXTERIOR DE LAS ESTRUCTURAS QUE SE COMPONEN Y EL OTRO ELEMENTO ACTUA COMO UN ELEMENTO DE REFUERZO,EN DONDE LA CAPA PLANA TIENE AMBAS SUPERFICIES RECUBIERTAS DE PLASTICO Y LA CAPA CON FORMA DE CAJA TIENE LA SUPERFICIE EXTERIOR O AMBAS RECUBIERTAS DE PLASTICO, LA CAPA PLANA LLEVA VARIAS ZONAS SIN CUBRIR DE PLASTICO QUE SON OPUESTAS Y ESTAN CONECTADAS A VARIAS DE LAS ZONAS NO RECUBIERTAS DE PLASTICO Y SOBRESALIENTES DE LA SUPERFICIE EXTERIOR RECUBIERTA DE PLASTICO DE LA CAPA CON FORMA DE CAJA.
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR UN PAQUETE DE TUBOS, APLICACIONES Y PANEL QUE EMPLEA DICHO PAQUETE.
(16/01/1995). Solicitante/s: POLYMERES MAINTENANCE. Inventor/es: STRAUSS, HORST.
LA INVENCION CONCIERNE A UN PAQUETE MONOBLOQUE DE TUBOS LATERALMENTE CONTIGUOS Y FIJADOS ENTRE ELLOS. SE REALIZA CON LOS TUBOS UN PAQUETE INICIAL DONDE LOS TUBOS ESTAN EN CONTACTO LATERALMENTE PERO NO FIJADOS ENTRE SI Y NO SE FIJAN LOS TUBOS ENTRE ELLOS MAS QUE EN LOS DOS EXTREMOS DEL PAQUETE O SOLAMENTE EN UN EXTREMO DEL PAQUETE. UN DISPOSITIVO PARA REALIZAR EL PAQUETE COMPRENDE LOS ELEMENTOS PARA FORMAR UN PAQUETE DE TUBOS CONTIGUOS LATERALMENTE PERO NO FIJADOS ENTRE ELLOS, LOS ELEMENTOS DE CORTE PARA CORTAR ESTE PAQUETE TRANSVERSALMENTE A LOS TUBOS Y LOS ELEMENTOS DE FIJACION PARA FIJAR ENTRE ELLOS LOS EXTREMOS DE LOS TUBOS QUE SE ENCUENTRAN EN EL PLANO DE CORTE. EL PAQUETE DE TUBOS SE EMPLEA ESPECIALMENTE PARA FORMAR EL NUCLEO DE UN PANEL O DE UNA CONSTRUCCION TIPO SANDWICH.
FRENTE DELANTERO TERMOPLASTICO UNIDO POR FUSION PARA SUPERFICIES AERODINAMICAS DE AVIONES.
(16/01/1995). Solicitante/s: BRITISH AEROSPACE PUBLIC LIMITED COMPANY. Inventor/es: DOMINE, CHRISTOPHE, BRITISH AEROSPACE AIRBUS LTD.
SE PROPORCIONA UN ALA DE AVION, UNA ESTRUCTURA DE FRENTE DELANTERO FIJO TERMOPLASTICO UNIDA POR FUSION Y UN METODO DE FABRICACION. LA ESTRUCTURA DE FRENTE DELANTERO FIJO COMPRENDE UN REVESTIMIENTO DE FRENTE DELANTERO , UNO O MAS PERFILES AERODINAMICOS QUE DEFINEN ELEMENTOS DE REFUERZO SEPARADOS A LO LARGO DE LA ENVERGADURA Y UN SUBLARGUERO. CADA UNO DE LOS COMPONENTES SON DE MATERIAL COMPUESTO CONSOLIDADO DE MODULO BAJO Y EL REVESTIMIENTO DEL FRENTE DELANTERO ESTA FIJADO A LOS ELEMENTOS DE REFUERZO Y AL SUBLARGUERO MEDIANTE UN PROCESO TERMOPLASTICO DE UNION POR FUSION.
PROCESO DE MONTAJE DE SUPERESTRUCTURAS COMPUESTAS SOBRE UN CASCO METALICO DE EMBARCACION.
(01/01/1995). Solicitante/s: ETAT FRANCAIS REPRESENTE PAR LE DELEGUE GENERAL POUR L'ARMEMENT. Inventor/es: LE LAN, JEAN YVES, PLUEN, ROBERT, LE LANN, GILLES, LAGADEC, STEPHANE, MARREC, CHRISTIAN.
LA INVENCION SE REFIERE A UN PROCESO DE MONTAJE SOBRE UN CASCO METALICO DE EMBARCACION DE SUPERESTRUCTURAS DE MATERIAL COMPUESTO DEL TIPO SANDWICH O DEL TIPO MONOLITICO, QUE COMPRENDE UNA PLURALIDAD DE CAPAS DE FIBRAS-RESINA DE LAS QUE AL MENOS UNA CAPA INFERIOR LLAMADA PIEL INFERIOR Y UNA CAPA SUPERIOR LLAMADA PIEL SUPERIOR , CARACTERIZADO EN QUE UN FRISO METALICO ESTA INSERTO POR RECUBRIMIENTO ENTRE LAS PIELES INFERIOR Y SUPERIOR SOBRE UNA PARTE DE SU ANCHO, Y A CONTINUACION SE SUELDA EN LA PARTE NO CUBIERTA SOBRE EL CASCO METALICO DE EMBARCACION.
JUNQUILLO PERFILADO, ESPECIALMENTE PARA AUTOMOVILES.
(16/10/1994). Solicitante/s: GEBR. HAPPICH GMBH.. Inventor/es: IRRGANG, MANFRED.
SE DESCRIBE UN JUNQUILLO PERFILADO, ESPECIALMENTE PARA AUTOMOVILES, CON EXTREMOS CONFORMADOS SIN PASO A PARTIR DE FUNDICION INYECTADA DE PLASTICO Y QUE TIENE UNA ARMADURA INTEGRADA QUE CONSISTE, AL MENOS, EN UNA CHAPA METALICA . ESTA PREVISTO QUE LA CHAPA METALICA TENGA UN ELEVADO NUMERO DE LENGUETAS EXENTAS Y QUE, EN SU TOTALIDAD O POR ZONAS, SE HAN FORMADO POR CORTE LIBRE DE LA MISMA CHAPA. ESTA PUEDE TENER LENGUETAS CONFORMADAS O PLANAS . UNA FILA DE LENGUETAS CONSECUTIVAS PUEDEN ALTERNARSE LAS LENGUETAS PLANAS CON LAS CONFORMADAS.
METODO DE FABRICACION DE UNA LAMINA MAGNETICA.
(16/08/1994). Solicitante/s: NIHONKENKOZOSHINKENKYUKAI CO. LTD.. Inventor/es: MASUDA, ISAMU.
LA PRESENTE INVENCION SE REFIERE A UN METODO DE FABRICACION DE UNA LAMINA MAGNETICA PARA SERVIR DE RELLENO PRINCIPALMENTE EN ARTICULOS DE CAMA CON MOTIVO DE FAVORECER LA SALUD. ESTA LAMINA MAGNETICA SE FABRICA PEGANDO VARIOS IMANES PLASTICOS SOBRE UN MATERIAL EN LAMINA CUYA SUPERFICIE DE ADHERENCIA DE LOS IMANES PLASTICOS HABIA SIDO SOMETIDA CON ANTELACION AL PROCESAMIENTO CON UN PRODUCTO QUIMICO PARA OBTENER UNA SUPERFICIE MAS ASPERA EN UN PRIMER PASO, LUEGO AL REVESTIMIENTO DE ESA SUPERFICIE ASPERA CON ADHESIVOS FUNDIDOS POR CALOR COMO SEGUNDO PASO, Y COMO TERCER PASO TIENE LUGAR LA ADHESION. CUANDO SE LLEVA A CABO ESTE SISTEMA DE FABRICACION, LA FUERZA DE ADHERENCIA ENTRE LOS ADHESIVOS Y LOS IMANES PLASTICOS ES EXTREMADAMENTE GRANDE, LO QUE EVITA LA CAIDA DE LOS IMANES PLASTICOS DEL MATERIAL LAMINADO.
{kind=link}