CIP-2021 : B29C 65/00 : Ensamblado de elementos preformados; Aparatos a este efecto.
CIP-2021 › B › B29 › B29C › B29C 65/00[m] › Ensamblado de elementos preformados; Aparatos a este efecto.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B29C 65/02 · por calor, con o sin presión.
B29C 65/04 · · Calentamiento dieléctrico, p. ej. soldadura por alta frecuencia.
B29C 65/06 · · utilizando fricción, p. ej. soldadura por rotación.
B29C 65/08 · · utilizando vibraciones ultrasonoras.
B29C 65/10 · · utilizando gases calientes.
B29C 65/12 · · · y una barra de soldadura.
B29C 65/14 · · utilizando energía ondulatoria o radiaciones de partículas.
B29C 65/16 · · · Rayos láser.
B29C 65/18 · · con una herramienta caliente.
B29C 65/20 · · · en contacto directo, p. ej. con un "espejo".
B29C 65/22 · · · con un alambre caliente.
B29C 65/24 · · · caracterizado por los medios para calentar la herramienta.
Notas[n] de B29C 65/24: - Se clasifica en este grupo únicamente si los detalles o adaptaciones de los medios de calentamiento son de interés.
B29C 65/26 · · · · Fluido caliente.
B29C 65/28 · · · · Llamas o material combustible.
B29C 65/30 · · · · Medios eléctricos.
B29C 65/32 · · · · · Inducción.
B29C 65/34 · · utilizando elementos calientes que quedan en la junta, p. ej. un elemento de soldadura perdida.
B29C 65/36 · · · calentada por inducción.
B29C 65/38 · · Calentamiento por inducción.
B29C 65/40 · · Aplicando una materia plástica fundida, p. ej. aplicación de un "hot melt" (utilizando una barra de soldadura B29C 65/12; por moldeo B29C 65/70).
B29C 65/42 · · · entre elementos preensamblados.
B29C 65/44 · · Ensamblado de un elemento no plástico caliente con un elemento plástico.
B29C 65/46 · · · calentado por inducción.
B29C 65/48 · utilizando adhesivos.
B29C 65/50 · · utilizando cintas adhesivas.
B29C 65/52 · · Aplicación de un adhesivo.
B29C 65/54 · · · entre elementos preensamblados.
B29C 65/56 · utilizando medios mecánicos.
B29C 65/58 · · Conexiones de presión.
B29C 65/60 · · Ribeteado.
B29C 65/62 · · Cosido.
B29C 65/64 · · Ensamblado de un elemento no plástico con un elemento de materia plástica, p. ej. por fuerza (B29C 65/44 tiene prioridad).
B29C 65/66 · por eliminación de tensiones internas, p. ej. contracción de una de las partes a unir.
B29C 65/68 · · utilizando un elemento auxiliar contraíble.
B29C 65/70 · por moldeo (utilizando una técnica particular de moldeo, ver el lugar apropiado a esta técnica).
B29C 65/72 · por operaciones combinadas, p. ej. soldadura y costura.
B29C 65/74 · por soldadura y corte.
B29C 65/76 · Fabricación de juntas no permanentes o liberables.
B29C 65/78 · Medios para manipular los elementos a ensamblar, p. ej. para fabricar recipientes u objetos huecos.
B29C 65/80 · · Medios de transferencia rotativos.
B29C 65/82 · Ensayo de las juntas.
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO PARA LA FABRICACION Y LA DECORACION DE UN RECIPIENTE PLASTICO DOTADO DE CUELLO.
(16/07/1994). Solicitante/s: SOCIETE MOULAGE DU MAINE. Inventor/es: TARTAGLIONE, ANDRE.
PROCEDIMIENTO PARA LA FABRICACION Y LA DECORACION DE UN RECIPIENTE PLASTICO DOTADO DE UN CUELLO . POR INYECCION TERMOPLASTICA SE FABRICA EL CUERPO , BIEN SOLO, BIEN CON EL CUELLO SIN EL FONDO , BIEN CON EL FONDO SIN EL CUELLO. A CONTINUACION SE IMPRIME LA DECORACION CON EL CUERPO SOBRE UN MANDRIL , TRAS LO CUAL SE FIJA EL CUELLO Y/O EL FONDO , REALIZADO(S) SEPARADAMENTE, SOBRE EL CUERPO ASI DECORADO.
METODO PARA UNIR MATERIALES PLASTICOS.
(16/02/1994). Solicitante/s: INTEGRATED FLUIDICS COMPANY. Inventor/es: BRACKETT, TOM, S., WEBSTER, MILO, E., BRACKETT, JEFF, BRACKETT, ERNEST, BRACKETT, SCOTT.
METODO DE PRODUCCION DE UN MODULO FLUIDICO DE DOS O MAS PIEZAS (B SUB 1 , B SUB 2) DE MATERIAL PLASTICO QUE TIENE UNA SUPERFICIE DE CONTACTO INTERMOLECULAR UNIDA, QUE SE REALIZA FORMANDO UNA SUPERFICIE DE CONTACTO EN CADA PIEZA, FORMANDO AL MENOS UN PASILLO EN AL MENOS UNA DE LAS SUPERFICIES DE CONTACTO, ENSAMBLANDO LAS PIEZAS CON LAS SUPERFICIES DE CONTACTO UNA CON OTRA Y CONFINANDOLAS CONTRA LA EXPANSION. A LAS PIEZAS ENSAMBLADAS SE LES APLICA CALOR PARA INDUCIR SU EXPANSION CONTRA EL CONFINAMIENTO LIMITADO O TOTAL PARA PRODUCIR LA TRASMIGRACION DE LAS MOLECULAS DE UNA SUPERFICIE DE CONTACTO A LA OTRA PARA FUNDIR LAS PIEZAS EN UNA SOLA.
PIEZA PARA CONSTRUCCION LIGERA.
(01/12/1993). Solicitante/s: BAYER AG. Inventor/es: KOCH, BORIS, DIPL.-ING., GOLDBACH, HUBERT, DIPL.-ING.
LA FABRICACION DE PIEZAS DE CONSTRUCCION LIGERA CON ELEVADAS PROPIEDADES DE DUREZA SE PUEDE MEJORAR, SI UN ELEMENTO BASICO DE ENCOFRADO POSEE EN SU INTERIOR NERVATURAS DE REFUERZO DE PLASTICO, CUYA UNION CON EL ELEMENTO BASICO SE REALIZA EN PUNTOS DISCRETOS SOBRE AGUJEROS REALIZADOS EN EL MISMO, A TRAVES Y POR ENCIMA DE LOS CUALES, EL PLASTICO ALCANZA LAS SUPERFICIES DE LOS AGUJEROS.
METODO Y APARATO PARA FIJAR UNA PIEZA INSERTADA EN UN CUERPO HUECO.
(01/04/1993) METODO PARA FIJAR UNA PIEZA INSERTADA , AL MENOS PARCIALMENTE COMPUESTA POR MATERIAL TERMOPLASTICO, EN UN CUERPO HUECO AL MENOS PARCIALMENTE COMPUESTO ASIMISMO PRINCIPALMENTE POR MATERIAL TERMOPLASTICO, QUE ES PRODUCIDO EN UN MOLDE BIEN POR FUSION DEL MATERIAL TERMOPLASTICO EN EL MOLDE O AÑADIENDOLO AL MOLDE EN ESTADO YA FUNDIDO Y, TRAS LA DISTRIBUCION DEL MATERIAL TERMOPLASTICO FUNDIDO EN UNA CAPA SOBRE LAS PAREDES INTERNAS DEL MOLDE DE FORMA APROPIADA, SE SOLIDIFICA O SE RETIRA PARA SU SOLIDIFICACION CON EL FIN DE EXTRAER EL CUERPO DE MATERIAL TERMOPLASTICO ASI OBTENIDO DEL MOLDE, POR LO QUE, DURANTE UNA PRIMERA FASE, LA PIEZA INSERTADA SE POSICIONA EN EL MOLDE A UNA DISTANCIA ESPECIFICA DEL MATERIAL TERMOPLASTICO AUN FUNDIDO, ASEGURANDOSE DE QUE ESTE NO SUFRE DEFORMACIONES SUSTANCIAS COMO RESULTADO DE…
PROCEDIMIENTO DE MONTAJE DE PIEZAS DE MATERIAL POLIMERICO.
(16/02/1993). Solicitante/s: SOURIAU ET CIE. Inventor/es: BOEDA, JEAN-CLAUDE, BOISSEL, JACQUES.
EL INVENTO TRATA DE UN PROCEDIMIENTO DE MONTAJE DE PIEZAS DE MATERIA POLIMERICO. EL PROCEDIMIENTO CONSISTE EN FORMAR SOBRE LA PRIMERA Y SEGUNDA PIEZA UNA SUPERFICIE DE UNION TRAS SOMETER A LA SUPERFICIE DE MONTAJE DE CADA PIEZA DE UN TRATAMIENTO DE ACTIVACION DE SUPERFICIES. LAS SUPERFICIES DE MONTAJE DE LA PRIMERA Y DE LA SEGUNDA PIEZA SON APLICADAS ENTONCES UNA SOBRE OTRAS Y EL CONJUNTO QUE CONSTITUYE EL MONTAJE ESTA SOMETIDO A UN TRATAMIENTO TERMICO PARA ASEGURAR LA CREACION DE UNIONES QUIMICAS ENTRE LA SUPERFICIE DE UNION DE LA PIEZA Y DE LA SEGUNDA PIEZA. SE APLICA A LA REALIZACION DE CONECTORES ELECTRICOS MULTIBROCHES, SIN COLA.
DISPOSITIVO DE ENFRIAMIENTO O DE RECALENTAMIENTO DE CONDUCCIONES DESTINADAS A TRANSPORTAR POR EJEMPLO GAS.
(01/12/1992). Solicitante/s: GAZ DE FRANCE ×SENS CONSTRUCTIONS× (SENSCO). Inventor/es: LADOVIC, GELKO, LONGEAU, JEAN-MICHEL.
EL INVENTO CONCIERNE UN DISPOSITIVO DE ENFRIAMIENTO O RECALENTAMIENTO DE CONDUCCIONES. ESTE DISPOSITIVO COMPRENDE ESENCIALMENTE UNA CUBIERTA MOVIL QUE RODEA LA ZONA DE EMPALME CONSTITUIDA POR LA UNION DE DOS CONDUCCIONES Y POR UN MANGUITO ELECTROSOLDABLE PERMITIENDO EL EMPALME, LA CUBIERTA ESTA CONSTITUIDA POR UNA BANDA DE TELA O DE MATERIA PLASTICA EN LA CUAL ESTA FIJO UN TUBO DE ALIMENTACION EN FLUIDO DE ENFRIAMIENTO O DE RECALENTAMIENTO. EL DISPOSITIVO DE ESTE INVENTO PERMITE ESPECIALMENTE EL ENFRIAMIENTO RAPIDO, TRAS EL EMPALME DE DOS CONDUCCIONES DE TRANSPORTE DE GAS.
PROCEDIMIENTO DE ENSAMBLAJE BORDE A BORDE DE UN MATERIAL FLEXIBLE CON UN MATERIAL RIGIDO, ENSAMBLAJE ASI REALIZADO Y APLICACIONES.
(16/11/1992). Solicitante/s: PANODIA S.A. Inventor/es: ESNAULT, GINO.
EL PRESENTE INVENTO SE REFIERE A UN PROCEDIMIENTO DE ENSAMBLAJE DE UN MATERIAL FLEXIBLE O SEMI-RIGIDO CON UN MATERIAL RIGIDO O SEMI-RIGIDO . EL MATERIAL FLEXIBLE O SEMI-RIGIDO CONSTA DE UNA PRIMERA LINEA DE PLEGADO , UNA SEGUNDA LINEA DE PLEGADO QUE DELIMITA UN LABIO EXTERIOR Y UN LABIO INTERIOR . EL REBORDE DE UNION DE MATERIAL RIGIDO O SEMI-RIGIDO ES INTRODUCIDO EN EL CANAL ASI FORMADO Y SOLIDARIZADO POR ENCOLADO, COSIDO O SOLDADURA DE ALTA FRECUENCIA.
PROCESO PARA LA PRODUCCION DE UN CILINDRO DE GRANULADO A COLOR DE LAMINAS TERMOPLASTICAS.
(01/07/1992). Solicitante/s: GRIFFINE-MARECHAL (SOCIETE ANONYME). Inventor/es: CAPRA,JEAN-CLAUDE.
A PARTIR DE UNA IMPRESION EN SILICONA DEL GRANULADO DESEADO (CUERO) SE REALIZAN UNAS PLAYAS GRANEADAS POSITIVAMENTE EN MATERIAL TERMOPLASTICO (PVC) QUE SON ENSAMBLADAS POR SOLDADURA Y DESPUES SE PONEN EN FORMA DE MANGUITO; LAS JUNTAS DE SOLDADURA SON A CONTINUACION POSTGRANEADAS MEDIANTE UN RODILLO DE GRANULADO DE CIRCUNFERENCIA SUPERIOR A LA LONGITUD DE LAS JUNTAS, OBTENIDO POR COLADO Y ENDURECIMIENTO DE UNA RESINA TERMOENDURECIBLE EN UN CONFIGURADOR CILINDRICO APROPIADO CUYA PARED LATERAL INTERNA ESTA PREVIAMENTE GUARNECIDA CON UNA BANDA INSERTADA EN MATERIAL TERMOPLASTICO GRANEADA A PARTIR DE LA IMPRESION EN SILICONA. EL MANGUITO DE MATERIAL TERMOPLASTICO ES ENTONCES REVESTIDO CON UNA CAPA DE SILICONA QUE TRAS EL ENDURECIMIENTO Y REMANGO DA UN MANGUITO DE GRANULADO EN SILICONA NEGATIVAMENTE QUE PUEDE SER EXPLOTADO PARA EL GRANULADO DE PELICULAS TERMOPLASTICAS. EN OTRA VARIANTE, EL MANGUITO DE GRANULADO PUEDE SER DE METAL Y OBTENIDO POR UNA ETAPA DE METALIZACION ELECTROLITICA.
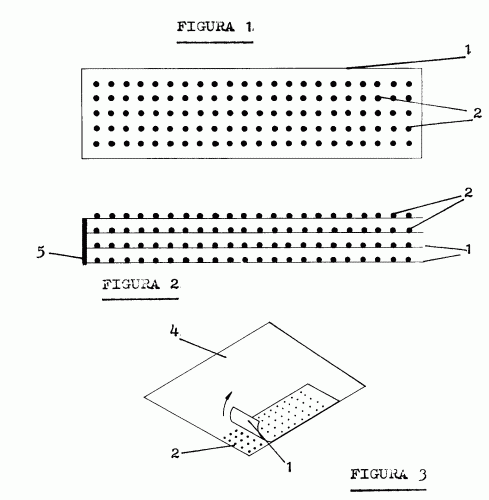
(01/05/1992). Ver ilustración. Solicitante/s: CAMPION USAR, ANTONIO.
TRAMA ADHESIVA CARACTERIZADA POR CONSTITUIRSE A PARTIR DE UN CUERPO LAMINAR BASE EN LA QUE POR UNA DE SUS SUPERFICIES HA SIDO DISTRIBUIDA UNIFORME Y REGULARMENTE PORCIONES DE ADHESIVO A MODO DE PUNTOS QUE CONFORMAN UNA MALLA O TRAMA, DE CUYA ESTRUCTURA SE TOMARA EN CADA MOMENTO LA PORCION ADECUADA AL USO CON LA PARTICULARIDAD DE QUE LA LAMINA BASE PRESENTA CARACTERISTICAS ANTIADHERENTES, CON LO QUE SUPERPUESTAS VARIAS DE ELLAS SE FORMAN BLOQUES.
UN PROCEDIMIENTO PARA PREPARAR UN MATERIAL ESTRATIFICADO DE MULTIPLES CAPAS.
(01/03/1988). Solicitante/s: THE LOW CHEMICAL COMPANY.
PROCEDIMIENTO PARA LA PREPARACION DE UN MATERIAL ESTRATIFICADO DE MULTIPLES CAPAS. COMPRENDE LAS OPERACIONES DE HABILITAR AL MENOS DOS TIPOS DIFERENTES SEPARADOS DE POLIMEROS EXTRUIBLES; DE CALENTAR EL PRIMER POLIMERO EXTRUIBLE HASTA UNA TEMPERATURA SUPERIOR A 95 GRADOS Y DE CALENTAR POR SEPARADO EL SEGUNDO POLIMERO EXTRUIBLE HASTA UNA TEMPERATURA SUPERIOR A 95 GRADOS; DE COMBINAR AMBOS POLIMEROS FUNDIDOS PARA FORMAR UN ESTRATIFICADO DE CAPAS QUE CONTIENE ENTRE 2 Y 1.000 CAPAS; DE EXTRUIR EL ESTRATIFICADO FUNDIDO A TRAVES DE UNA MATRIZ; DE ESTIRAR EL ESTRATIFICADO FUNDIDO EXTRUIDO PARA OBTENER UN ESTRATIFICADO QUE TIENE AL MENOS UNA CAPA DEL PRIMER POLIMERO Y UNA DEL SEGUNDO POLIMERO; Y DE ENFRIAR EL ESTRATIFICADO ESTIRADO HASTA UNA TEMPERATURA POR DEBAJO DEL PUNTO DE FUSION DEL PRIMER POLIMERO Y POR DEBAJO DEL PUNTO DE FUSION DEL SEGUNDO POLIMERO.
UN PROCEDIMIENTO PARA PRODUCIR UNA LAMINA ESTRATIFICADA.
(16/01/1988). Solicitante/s: THE DOW CHEMICAL COMPANY.
PROCEDIMIENTO PARA LA PRODUCCIONDE UNA LAMINA ESTRATIFICADA. COMPRENDE LAS OPERACIONES DE PREPARAR UN NUCLEO RESINOSO SINTETICO QUE TIENE UNIDAS A LAS SUPERFICIES PLANAS OPUESTAS CAPAS REFORZADAS CON FIBRAS DE UN MATERIAL RESINOSO SINTETICO; DE INCLUIR EN EL NUCLEO UN MATERIAL DE CARGA DE TIPO ORGANICO O INORGANICO, EN UNA CANTIDAD DE HASTA UN 60% EN PESO, DEL PESO TOTAL DEL NUCLEO, Y EN UNA CANTIDAD SUFICIENTE PARA IGUALAR LA VISCOSIDAD EN ESTADO FUNDIDO DEL NUCLEO CON LA VISCOSIDAD EN ESTADO FUNDIDO DE LAS CAPAS FINAS EXTERIORES REFORZADAS CON FIBRAS; Y DE SOMETER DICHAS CAPAS A CALOR Y PRESION SUFICIENTES PARA UNIR DICHAS CAPAS ENTRE SI Y FORMAR UN ESTRATIFICADO SIN SEPARACION DE CAPAS.
UN METODO PARA FABRICAR LAMINAS DE CAUCHO DE ETILENO-PROPILENO.
(16/05/1987). Solicitante/s: THE GOODYEAR TIRE & RUBBER COMPANY.
METODO PARA FABRICAR LAMINAS DE CAUCHO DE ETILENO-PROPILENO. CONSISTE EN: A) HACER AVANZAR UNA LONGITUD INDEFINIDA DE LAMINA DE CAUCHO DE ETILENO-PROPILENO SIN CURAR A LO LARGO DE UNA TRAYECTORIA HORIZONTAL; B) ALIMENTAR UNA LONGITUD INDEFINIDA DE TIRA ADHESIVA TERMOPLASATICA A UNA PRIMERA PORCION DE BORDE DE LA LAMINA DE CAUCHO; C) ESTABLECER CONTACTO DE LA TIRA ADHESIVA EN RELACION DE SOLAPAMIENTO CON LA PRIMERA PORCION; D) APLICAR PRESIONA LA TIRA ADHESIVA Y A LA LAMINA DE CAUCHO; E) CALENTAR EL ESTRATIFICADO SIN CURAR; Y F) ENFRIAR EL ESTRATIFICADO CURADO POR DEBAJO DEL PUNTO DE ABLANDAMIENTO DE LA TIRA DE ADHESIVO. TIENE APLICACION PARA LA CONSTRUCCION DE CUBIERTAS DE EDIFICIOS.
UN PROCEDIMIENTO PARA PRODUCIR UNA LAMINA ESTRATIFICADA QUE TIENE CAPAS A BASE DE MATERIAL RESINOSO SINTETICO REFORZADO CON FIBRAS Y NO REFORZADO.
(16/04/1987). Solicitante/s: THE DOW CHEMICAL COMPANY.
PRODUCCION DE LAMINA ESTRATIFICADA CON CAPAS DE MATERIAL RESINOSO. SE PREPARARN ESTRUCTURAS DE LAMINA ESTRATIFICADA QUE TIENEN UN NUCLEO DE POLIMERO NO REFORZADO CON FIBRAS Y CAPAS EXTERIORES QUE COMPRENDEN UN POLIMERO NO FIBRILAR REDUCIDO A PARTICULAS CONTENIENDO FIBRAS DE REFUERZO ORIENTADAS ALEATORIAMENTE. SE TRATA DE UN PROCEDIMIENTO ESPECIAL PARA PREPARAR LOS ESTRATIFICADOS.
PERFECCIONAMIENTOS EN LOS SISTEMAS DE COLOCACION Y LA RETENCION DE UN ELEMENTO TERMOSOLDABLE CONFORMADO SOBRE OTRO ELEMENTO TERMOSOLDABLE CONFORMADO.
(16/02/1987). Solicitante/s: TOUTELECTRIC (S.A.M.).
MODIFICACIONES EN LOS DISPOSITIVOS DE UNION DE TUBOS DE MATERIAL TERMOPLASTICO POR ELECTROSOLDADURA. CONSISTENTES EN PREVEER: UNA CINTA TERMINADA POR UNA HEBILLA QUE PASA A ENGANCHARSE AL REBORDE Y QUE POR EL OTRO EXTREMO SE ARROLLA EN EL TENSOR SOBRE UN RODILLO ARRASTRADO EN ROTACION POR MEDIO DE UNA PALANCA ; UN ESTRIBO QUE SOPORTA EL EJE DE ESTA FIJADO SOBRE UNA CAJA MOVIL VERTICALMENTE EN OPOSICION A UN PAR DE RESORTES ; UN VASTAGO FIJADO EN LA PARTE SUPERIOR DE CUYO NIVEL INDICA LA COMPRESION DE ; UN RESORTE DE RETORNO , PARALELO A , QUE EMPUJA UN VASTAGO , PARALELO A , CONTRA LA PARTE SUPERIOR DE LA ZAPATA ; Y UN SOMBRERETE BASCULANTE , ARTICULADO ALREDEDOR DE UN EJE , EN EL CUAL SE INTRODUCE LA TAPA DE LA DERIVACION.
PROCEDIMIENTO PARA LA FABRICACION DE MARCOS OBTENIDOS DE PERFILES PLASTICOS RIGIDOS,EN PARTICULAR PARA EMPLEARSE EN FRIGORIFICOS.
(01/02/1987). Solicitante/s: ILPEA S.P.A..
PROCEDIMIENTO Y APARATO PARA FABRICAR MARCOS DE PLASTICO RIGIDO. COMPRENDE: A) EXTRUSIONAR A LOS PERFILES PLASTICOS; B) CORTAR Y SOLDAR A LOS PERFILES EN LAS EXTREMIDADES PARA FORMAR UN MARCO DE ARISTAS; Y C) REDONDEAR UNA DE LAS ARISTAS MEDIANTE TERMOMOLDEADO. CONSTA DE: UN TROQUEL DE MOLDEADO DOTADO CON UN PISTON ASOCIADO A UN CILINDRO Y DOTADO CON UNA CARA ; UN TROQUEL DE MOLDEADO QUE TIENE UN PISTON DOTADO CON UNA CABEZA Y ASOCIADO A UN CILINDRO Y UN TROQUEL DE MOLDEADO QUE TIENE UN PISTON DOTADO CON UNA CABEZA Y ASOCIADO A UN CILINDRO . SE UTILIZA EN FRIGORIFICOS.
PERFECCIONAMIENTOS INTRODUCIDOS EN UN APARATO PARA CERRAR TERMICAMENTE UN SEGMENTO SELECCIONADO DE UNA BANDA.
(01/02/1986). Solicitante/s: ORIN BENJAMIN JOHNSTON.
APARATO Y METODO MEJORADOS PARA SOLDAR TERMICAMENTE UN SEGMENTO SELECCIONADO DE UNA BANDA CONTINUA DE PLASTICO. CONSTA DE: DOS DIAFRAGMAS IDENTICOS Y OPUESTOS QUE PRESIONAN A DOS CAPAS DE PELICULA POLIMERICA ORIENTADAS BIAXIALMENTE SITUADAS ENTRE FORMANDO UNA BANDA ; UN ELEMENTO CALENTADOR QUE ELEVA LA TEMPERATURA POR ENCIMA DE LA DE SOLDADURA EN LA SUPERFICIE MANTENIENDO LA DE LAS ADYACENTES POR DEBAJO DE ESTA POR UNOS CONDUCTORES DE CALOR QUE LO CONDUCEN FUERA; UNA ZONA DE FRICCION BAJA, COMPUESTA DE LUBRICANTES DE SILICONA O PELICULAS DE FLUOROCARBONO PARA PERMITIR LA CONTRACCION DE LA BANDA DURANTE EL CALENTAMIENTO HASTA LA CONFIGURACION MOLECULAR ANTERIOR Y UNA ZONA.
APARATO PARA ALINEAR Y UNIR MIEMBROS SEPARADOS.
(16/10/1985). Solicitante/s: BERNARD HERRIN,MELVIN.
APARATO PARA ALINEAR Y UNIR PIEZAS SEPARADAS. EL APARATO CONSTA DE: UN PAR DE DISPOSITIVOS DE ALIMENTACION DE PIEZAS QUE RECUBREN RESPECTIVAMENTE UN PAR DE DISPOSITIVOS DE CADENA DE CORRESPONDENCIA ; MEDIOS DE ALINEAMIENTO CONSTRUIDOS A PARTIR DE UN PAR DE GUIAS EXTERIORES LONGITUDINALES; UNA GUIA LONGITUDINAL INFERIOR EXTERNA ; Y UNA GUIA LONGITUDINAL SUPERIOR . DE APLICACION EN EXPOSITORES Y MATERIAL DE OFICINA.
PROCEDIMIENTO Y DISPOSITIVO DE UNION DE VARIOS ELEMENTOS, PRINCIPALMENTE DE ELEMENTOS DE UNION PARA RACORES DE FLUIDOS.
(01/06/1985). Solicitante/s: LEGRIS, SOCIETE ANONYME.
METODO DE UNION DE VARIOS ELEMENTOS, PRINCIPALMENTE DE ELEMENTOS DE UNION PARA RACORES DE FLUIDOS.COMPRENDE: A) ENSAMBLAR POR ENMANGADO O ACOPLAMIENTO FORZADO A LOS ELEMENTOS CONSTITUIDOS POR MATERIALES DE DUREZAS DIFERENTES; Y B) SOMETER AL ELEMENTO DE MAYOR DUREZA A UNA ROTACION RAPIDA, PARA PROVOCAR UN CALENTAMIENTO LOCALIZADO Y PONER EN FUSION AL ELEMENTO DE MENOR DUREZA; Y C) FUSIONAR A LOS DOS ELEMENTOS, PARA HACERLOS SOLIDARIOS Y ORIENTABLES ENTRE SI Y REDUCIR TOTALMENTE LAS TENSIONES INTERNAS.
METODO Y APARATO PARA LA SOLDADURA DE MATERIALES PLASTICOS.
(01/06/1983). Solicitante/s: GUNDLE HOLDINGS(PROPIETARY)LIMITED.
METODO Y APARATO PARA LA SOLDADURA DE MATERIALES PLASTICOS. CONSISTE EN PRECALENTAR POR CONDUCCION, MEDIANTE UN CALENTADOR APROPIADO, LAS ZONAS ADYACENTES DE DOS SUPERFICIES POR ENCIMA DEL PUNTO DE FUSION DEL MATERIAL TERMOPLASTICO; DEPOSITAR DESPUES UNA CAPA CONTINUA DE DICHO MATERIAL Y POR ULTIMO, DEJARLO SOLIDIFICAR.
UN APARATO PARA LA FABRICACION DE BOLSAS QUE PUEDEN CERRARSE DE NUEVO.
(01/07/1981). Solicitante/s: ROEDER INDUSTRIAL HOLDINGS LIMITED.
APARATO PARA LA FABRICACION DE BOLSAS DE PLASTICO. CONSTA DE UN ROLLO DE ALIMENTACION , DE UN MATERIAL PLASTICO , QUE LO SUMINISTRA EN COLABORACION CON UNOS RODILLOS DE ARRASTRE (13 Y 14). UN ROLLO DE SUMINISTRO PROPORCIONA LOS ELEMENTOS DE CIERRE MACHO Y HEMBRA (5 Y 6) DE LOS LATERALES DEL MATERIAL PLASTICO, QUE PREVIAMENTE SON TRATADOS CON UN ADHESIVO SUMINISTRADO POR TOBERAS (11 Y 12). POSTERIORMENTE EL MATERIAL SE HACE PASAR POR UN MOLDE CONFIGURADOR , DONDE EL MATERIAL PLASTICO ADQUIERE UNA FORMA TUBULAR . POR ULTIMO, MEDIANTE BARRAS DE AJUSTE HERMETICO, LAS BOLSAS SON UNIDAS POR SUS ELEMENTOS DE CIERRE Y SECCIONADAS CON UNA FRECUENCIA DETERMINADA POR UNA HERRAMIENTA DE CORTE . L.
METODO DE FORMACION DE UNA CONEXION ESTERIL ENTRE DOS CONDUCTOS SELLADOS.
(01/11/1979). Solicitante/s: BAXTER TRAVENOL LABORATORIES, INC..
Método de formación de una conexión estéril entre dos conductos sellados, cada uno de los cuales incluye una porción de pared termoplástica opaca, caracterizado en que comprende colocar dichas porciones de pared opacas de los conductos en muto contacto frontal y exponer tales porciones a una suficiente energía radiante para determinar su fusión conjunto y la formación de una abertura a través de ellas, estableciendo una comunicación selladas entre los interiores de los citados conductos.
PERFECCIONAMIENTOS EN ESTRUCTURAS DE PARED.
(01/10/1979). Solicitante/s: COURTAULDS LIMITED.
Perfeccionamientos en estructuras de pared, del tipo que comprenden un material compuesto de revestimiento constituido por una capa de revestimiento de un material termo plástico, unida a un género de cuña, y por un material de refuerzo unido al género de cuña; caracterizados porque el género de cuña se forma por una capa de base unida, en una de las caras a la capa de revestimiento, y por un pelo fibroso asegurado a la capa de base y que se proyecta desde su cara inversa, estando empotrado el pelo fibroso del género de cuña en el material de refuerzo.
PERFECCIONAMIENTOS EN DISPOSITIVOS PARA LA FABRICACION DE ELEMENTOS DE TUBERIAS.
(01/01/1979). Solicitante/s: PONT-A-MOUSSON S.A..
Perfeccionamientos en dispositivos para la fabricación de elementos de tubería que presentan un encaje en el que se fija una empaquetadura de estanquidad anular y que posee una superficie lisa anular de poliolefina teniendo la empaquetadura una superficie lisa anular que corresponde a la superficie lisa anular del encaje y soldada directamente sobre esta, del tipo que comprende un elemento calentador provisto de una empuñadura, caracterizados porque el elemento calentador tiene la forma de un anillo cuyo espesor radial es del orden de magnitud del encaje.
PERFECCIONAMIENTOS EN ELEMENTOS DE TUBERIAS.
(16/12/1978). Solicitante/s: PONT-A-MOUSSON S.A..
Resumen no disponible.
PROCEDIMIENTO DE ENSAMBLADO DE DOS PIEZAS DE FAROS DESTINADOS A EQUIPAR VEHICULOS AUTOMOVILES.
(01/06/1978). Solicitante/s: CIBIE PROJECTEURS.
Resumen no disponible.
PERFECCIONAMIENTOS EN DISPOSITIVOS DE CORTE Y SELLADO A GRANDES VELOCIDADES DE LAMINAS DE MATERIAS PLASTICAS A TEMPERATURA DE FUSION ELEVADA.
(01/08/1976). Solicitante/s: LA CELLOPHANE.
Resumen no disponible.
PROCEDIMIENTO E INSTALACION PARA EL CIERRE POR SOLDADURA TRANSVERSAL DE TUBOS FLEXIBLES DE LAMINADO METALO-TERMOPLASTICO.
(16/05/1976). Solicitante/s: TUBOPLAST-FRANCE.
Resumen no disponible.
METODO Y APARATO PARA CONECTAR FUERTEMENTE ENTRE SI DOS PIEZAS DE PLASTICO ESPUMOSO.
(16/04/1976). Solicitante/s: TETRA PAK DEVELOPPEMENT S.A..
Resumen no disponible.
METODO Y DISPOSITIVO PARA FABRICAR BOLSAS DE PLASTICO DE UN MODO CONTINUO.
(01/01/1976). Solicitante/s: WAVIN B.V..
Resumen no disponible.
PROCEDIMIENTO PARA EL SOLDEO LASERICO DE TUBOS DE PLASTICO.
(16/12/1975). Solicitante/s: AMERICAN CAN COMPANY.
Procedimiento para el soldeo lasérico de tubo de plástico, caracterizado porque comprende: la colocación del elemento extremo dentro del cuerpo de tubo; la irradiación de la zona a soldar, con un rayo láser durante un espacio de tiempo determinado y lo suficiente para conseguirla soldadura deseada mientras que, simultáneamente, se imparte un movimiento giratorio relativo entre el rayo láser y la zona que hay que soldar.
APARATO PARA LA APLICACION DE UNA SOLDADURA DE CIERRE A UN ENVASE DE LAMINA DE PLASTICO EN ESPUMA.
(16/10/1975). Solicitante/s: STICHTING ONTWIKKELING VERPAKKINGSMETHODEN IN DE Z.
Resumen no disponible.
PROCEDIMIENTO PARA LA FABRICACION DE PELICULAS PROVISTAS DE ELEMENTOS DE CIERRE DE MATERIA PLASTICA PARA LA OBTENCION DE RECIPIENTES ESPECIALMENTE DE SACOS O BOLSAS.
(01/09/1975). Solicitante/s: MINIGRIP EUROPE A. S.
Resumen no disponible.
{kind=link}