CIP-2021 : B29C 65/72 : por operaciones combinadas, p. ej. soldadura y costura.
CIP-2021 › B › B29 › B29C › B29C 65/00 › B29C 65/72[1] › por operaciones combinadas, p. ej. soldadura y costura.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto.
B29C 65/72 · por operaciones combinadas, p. ej. soldadura y costura.
CIP2021: Invenciones publicadas en esta sección.
Barra de sellado y procedimiento para usar la misma.
(22/07/2020) Una barra de sellado que comprende:
un miembro de base que tiene una superficie frontal plana y una superficie plana rebajada una distancia (d) detrás de la superficie frontal, definiendo la superficie frontal un eje x, X;
la superficie rebajada plana que tiene un primer punto final (A1), en la que un eje que es perpendicular a la superficie rebajada plana en el primer punto final (A1) define un primer eje y (Y1);
una superficie cóncava que se extiende la distancia (d) entre el primer punto final (A1) y un punto (B1) en la superficie frontal plana, la superficie cóncava que define un segmento de arco del cuadrante de una elipse (E1) entre el primer punto final (A1) y el punto (B1), caracterizada por el hecho de que la superficie cóncava define…
Dispositivo de soldadura de plástico y método de soldadura de plástico correspondiente.
(06/11/2019) Dispositivo de soldadura de plástico para la soldadura automática de al menos tres componentes, que comprende:
a. al menos una primera herramienta , en donde es posible colocar un primer componente,
b. al menos una segunda herramienta , en donde la primera y la segunda herramienta son móviles entre sí para soldar el primer componente con un segundo componente , así como
c. al menos un dispositivo de transferencia, que es móvil con respecto a al menos una de las herramientas y con el que al menos un segundo y/o un tercer componente puede ser suministrado automáticamente a una de las herramientas de modo que el al menos un tercer componente puede ser soldado con el compuesto formado por el primer y segundo componentes mediante la primera y la segunda herramienta o mediante la primera y la segunda…
Procedimiento de fabricación de una barra estabilizadora fijada con casquillo de caucho.
(15/05/2019) Un procedimiento de fabricación de una barra estabilizadora provista de un casquillo de caucho adhiriendo un casquillo de caucho de forma tubular provisto de un centro vulcanizado en una porción que debe ser adherida de una barra estabilizadora, comprendiendo el procedimiento :
una etapa de recubrimiento para recubrir con un adhesivo de vulcanización una superficie de un centro del casquillo de caucho;
una etapa de calentamiento para calentar la porción de la barra estabilizadora que debe ser adherida;
una etapa de ajuste para ajustar el centro del casquillo de caucho en el que el adhesivo de vulcanización se recubre sobre la porción calentada que…
Procedimiento de unión, junto con una parte funcional que puede utilizarse para el mismo y sistema a modo de conjunto, difícilmente inflamable, producido según el procedimiento.
(08/05/2019). Solicitante/s: GOTTLIEB BINDER GMBH & CO. KG. Inventor/es: POULAKIS, KONSTANTINOS.
Procedimiento para unir una parte funcional de una o de varias capas con un tercer componente , donde la parte funcional , al menos de un lado, presenta elementos funcionales sobresalientes, donde un dispositivo soporte con partes de cierre o de adhesión como elementos funcionales se diseña como una capa de la parte funcional , caracterizado porque la parte funcional , al menos de forma parcial, se forma a partir de un material al menos parcialmente permeable a la luz láser, y porque una capa de barrera , al menos parcialmente no permeable a la luz láser, se dispone de manera que después del pasaje de la luz de láser a través de la parte funcional , la luz láser dentro de la capa de barrera , mediante absorción, genera calor que es adecuado para fundir la pieza funcional y/o el tercer componente , para unir de ese modo uno con otro.
PDF original: ES-2741624_T3.pdf
Procedimiento y dispositivo para la producción de elementos constructivos de material compuesto así como unidad de presión.
(24/04/2019) Procedimiento para la producción de elementos constructivos de material compuesto, en el cual una primera pieza de trabajo en forma de cinta está fijada a una segunda pieza de trabajo , en el que las piezas de trabajo se presionan la una contra la otra en el lugar de unión por medio de una unidad de presión que comprende una almohadilla de presión elásticamente flexible , diseñada como rodillo y que se mueve de manera rodante con respecto a la segunda pieza de trabajo , en el que
la pieza de trabajo en forma de cinta en su lado opuesto a la unidad de presión es calentada por medio de radiación láser y
la almohadilla de presión está protegida contra la influencia directa de la radiación láser de tal manera que la temperatura de la almohadilla de…
Procedimiento para soldar los plásticos poliamida y poli(met)acrilato.
(07/03/2019). Solicitante/s: HENKEL AG & CO. KGAA. Inventor/es: HARTIG, THOMAS, WALTER,PABLO, FRIEDRICH,NORMAN, GONZALEZ,LINA, LÜTZEN,HENDRIK.
Procedimiento para soldar un plástico de poliamida con un plástico de poli(met)acrilato, en particular plástico de poli(metacrilato de metilo) con el uso de una imprimación, en el que la imprimación contiene al menos un copolímero sintetizado a partir de al menos un estireno o derivado de estireno y al menos un anhídrido de ácido maleico o derivado de anhídrido de ácido maleico.
PDF original: ES-2703179_T3.pdf
(27/02/2019) Grapa , en forma de un hilo metálico, que incluye dos ramas de conexión provistas cada una de un extremo libre adaptado para estar empalmado con unas puntas de una pistola de soldadura , incluyendo la grapa una parte activa prevista para estar sumergida dentro de un material por termosoldadura y unida a cada rama de conexión por un punto de confluencia opuesto al extremo libre correspondiente, caracterizada por que la parte activa se extiende únicamente de un lado de un plano de conexión (P1) definido por las ramas de conexión .
Procedimiento de ensamblaje y conjunto metal-compuesto.
(26/12/2018) Procedimiento para el ensamblaje estructural de una primera pieza constituida por un material compuesto con una matriz de polímero, con una segunda pieza, metálica, por dos superficies frente a frente, llamadas caras del ensamblaje, según un interfaz, incluyendo el procedimiento unas etapas que consisten en:
a. formar sobre la cara de ensamblaje de la pieza metálica una forma, llamada de acoplamiento, que incluye dos relieves distantes que incluyen a su vez una extensión según una dirección normal a la citada cara de ensamblaje;
b. estampar la primera pieza con la segunda pieza en el interfaz de ensamblaje,…
(05/12/2018). Solicitante/s: MIX. Inventor/es: GAZZERA,PHILIPPE.
Clip en forma de un alambre metálico que comprende dos brazos de conexión , cada uno de los cuales está provisto de un extremo libre adaptado para ser conectado con puntas de una pistola de soldadura , comprendiendo el clip una parte activa prevista para ser sumergida dentro de un material por soldadura térmica y conectada a cada brazo de conexión por un punto de unión opuesto al extremo libre correspondiente, definiendo los dos extremos libres una dirección de unión (A-A'), caracterizado por que la parte activa , dado el caso extendida de plano, se extiende más allá de una zona de 13 milímetros por 13 milímetros definida, por una parte, por la dirección de unión (A-A') y, por otra parte, por una dirección de extensión (B-B) ortogonal a la dirección de unión (A-A').
PDF original: ES-2703335_T3.pdf
Procedimiento para la fabricación de planchas termoplásticas de varias capas mediante soldadura térmica de chapas diferentes.
(29/11/2018) Procedimiento para la fabricación de planchas termoplásticas de al menos dos capas mediante soldadura térmica de al menos una primera plancha termoplástica más delgada que tiene una densidad (D1) y al menos una segunda plancha termoplástica más delgada que tiene una densidad (D2), en cuyo caso la densidad (D1) de la primera plancha termoplástica más delgada es más pequeña que la densidad (D2) de la segunda plancha termoplástica más delgada, el cual comprende los siguientes pasos a) a e):
a) la primera plancha termoplástica más delgada y la segunda plancha termoplástica más delgada se orientan mutuamente en paralelo a una distancia (a), de modo que forman un espacio intermedio,
b) al menos un primer elemento…
Dispositivo de soldadura por ultrasonidos.
(29/11/2018). Solicitante/s: Sonimat. Inventor/es: BEAUVY,LIONEL, VIOLLEAU,ERIC.
Dispositivo de soldadura por ultrasonidos de una estructura flexible (F), particularmente tubular, para conformar en bolsas, comprendiendo este dispositivo al menos dos entrehierros definidos cada uno entre un sonotrodo y un yunque llevados por estructuras de soporte respectivas cuya separación varía entre una posición aproximada de soldadura y una posición distanciada de paso de la estructura flexible, entrehierros en los cuales la estructura flexible a soldar está destinada para ser recibida para realizar al menos dos líneas de soldadura, con para cada entrehierro al menos uno de un yunque y de un sonotrodo asociados con este entrehierro que es al menos parcialmente móvil en relación con una estructura de soporte de este yunque o sonotrodo, caracterizado por que los dos yunques pueden desplazarse independientemente uno del otro.
PDF original: ES-2691937_T3.pdf
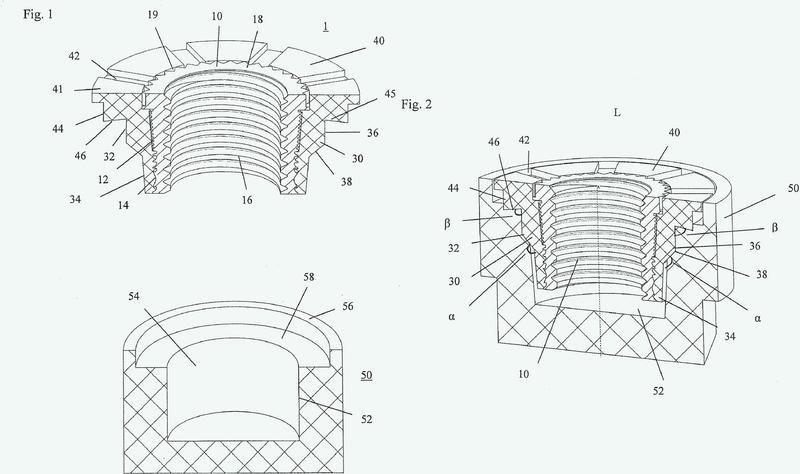
Elemento soldable por fricción y método para unir el elemento soldable por fricción a un alojamiento.
(03/10/2018). Ver ilustración. Solicitante/s: BOLLHOFF VERBINDUNGSTECHNIK GMBH. Inventor/es: STUMPF,MICHAEL.
Elemento soldable por fricción que se puede sujetar por medio de un método de soldadura por fricción en un canal de un alojamiento y que tiene las siguientes características:
una boquilla de conexión que tiene un lado radialmente interior y una carcasa soldable por fricción formados en un lado radial exterior de la boquilla de conexión que comprende:
un contorno soldable por fricción radialmente exterior para ser unido con el alojamiento caracterizado por que el contorno soldable por fricción tiene en el sentido axial al menos una gradación con forma cónica , y comprendiendo además la carcasa soldable por fricción un collar dispuesto circunferencialmente, que está montado axialmente contiguo a un extremo de la boquilla de conexión y comprende en un lado superior del collar alejado del contorno soldable por fricción al menos un medio de accionamiento para hacer girar el elemento soldable por fricción.
PDF original: ES-2684569_T3.pdf
Procedimiento para la fabricación de un elemento constructivo híbrido compuesto por al menos un componente metálico y al menos un componente polimérico y elemento constructivo híbrido.
(25/04/2018) Procedimiento para la fabricación de un elemento constructivo híbrido compuesto por al menos un componente metálico (1; 1', 1") y al menos un componente polimérico, preferentemente reforzado con fibras , en el que el componente metálico (1; 1', 1") y el componente polimérico se unen entre sí con arrastre de materia bajo la acción de calor, caracterizado por que el componente metálico (1; 1', 1") es tubular o está configurado como perfil en C y presenta una cavidad para el alojamiento de una sección del componente polimérico , y el componente metálico (1; 1', 1") y/o el componente polimérico se seleccionan…
Procedimiento y dispositivo para fabricar un material compuesto de fibra en forma de al menos una banda de fibra ancha impregnada con un polímero.
(06/09/2017) Un procedimiento para fabricar un material compuesto de fibra en forma de al menos una banda de fibra ancha impregnada con un polímero, que comprende las etapas siguientes:
- se proporciona una pluralidad de bandas de fibras individuales prefabricadas que presentan cada una una estructura de filamento impregnada con el polímero,
- se guían juntas la bandas de fibra individuales dentro del dispositivo de presurización por calentamiento , en donde se transportan juntas las bandas de fibra individuales dentro del dispositivo de presurización por calentamiento en una región de entrada de manera que bordes laterales adyacentes (10a) de las bandas de fibra individuales combinadas se apoyan entre sí en zonas de unión,
- se calientan las bandas de fibra individuales transportadas juntas con del dispositivo de presurización…
Procedimiento de ensamblaje de una pieza para vehículo automóvil.
(26/07/2017) Procedimiento de ensamblaje de una pieza ensamblada para vehículo automóvil a partir de unas piezas primera y segunda , caracterizado por que:
- se surte al menos una de las piezas primera y segunda de un pegamento de solidarización con la otra pieza de un primer tipo, activado por efecto de al menos una primera condición predeterminada,
- se surte al menos una de las piezas primera y segunda de un pegamento de solidarización con la otra pieza de un segundo tipo, distinto del pegamento del primer tipo y activado por efecto de al menos una segunda condición predeterminada diferente de la primera condición predeterminada,
…
Método y dispositivo para sellar gas en una bolsa equipada con un compartimiento de gas.
(05/10/2016) Un método para sellar un gas en una bolsa equipada con un compartimiento de gas, en el que dicho método es para bolsas en las que un compartimiento de gas que se extiende en una dirección longitudinal está íntegramente formado en una porción sellada de un borde lateral de cada una de las bolsas, y una abertura de admisión de gas que comunica un exterior de la bolsa con un interior del compartimiento de gas está formada en una película de una porción de introducción de gas del compartimiento de gas,
una salida de descarga de una boquilla conectada a una fuente de suministro de gas presurizado es puesta contra la porción de introducción de gas, y
se descarga un gas en el…
Procedimiento y sistema de suministro de láminas de película a un conjunto de embalaje de un aparato de embalaje.
(08/06/2016) Un procedimiento de suministro de láminas de película a un conjunto de embalaje de un aparato de embalaje, en el que el conjunto de embalaje incluye una herramienta inferior y una herramienta superior,
funcionando las herramientas superior e inferior conjuntamente para definir una cámara de embalaje y en el que - en una primera condición operativa del conjunto de embalaje - las herramientas superior e inferior están separadas y la cámara de embalaje está abierta y - en una segunda condición operativa del conjunto de embalaje - la cámara de embalaje está cerrada, preferentemente cerrada de manera hermética,…
Aparato y procedimiento para embalar un producto.
(17/02/2016) Un aparato para embalar un producto (P) dispuesto sobre un soporte , teniendo dicho soporte una pared (4a) de base y una pared (4b) lateral, comprendiendo dicho aparato :
un conjunto de embalaje configurado para fijar firmemente una o más hojas de película a dicho uno o más soportes , incluyendo el conjunto de embalaje:
- una herramienta inferior que comprende al menos una pared interior que define un número prefijado de asientos (23b) para recibir dicho uno o más soportes , y
- una herramienta superior enfrentada a la herramienta inferior y configurada para sujetar una o más de dichas hojas de película, cooperando al menos las herramientas superior e inferior para definir una cámara de embalaje;
estando dicho conjunto de embalaje configurado para…
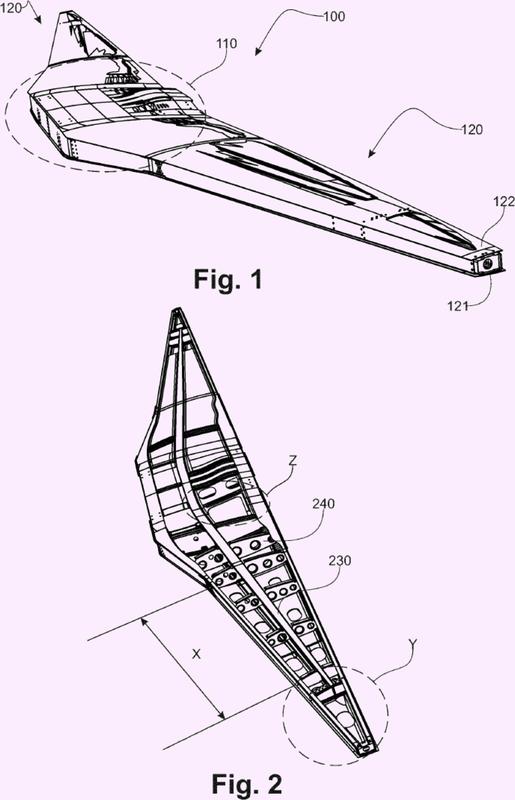
Procedimiento para el ensamble de un conjunto de piezas compuestas y conjunto obtenido mediante dicho procedimiento.
(17/12/2015). Ver ilustración. Solicitante/s: DAHER AEROSPACE. Inventor/es: BAILLY,DOMINIQUE, BLANCHEGORGE,CÉDRIC, MINARD,ELRIC.
Procedimiento para el ensamble de una estructura de forma de cajón que comprende piezas elementales ensambladas según una subestructura de refuerzos , y revestimientos , estando la subestructura y los revestimientos fabricados de un material compuesto de matriz polimérica, cuyo procedimiento comprende las etapas de:
a. dimensionar la estructura en forma de cajón en función de las solicitaciones sufridas y para un ensamble mediante pegado;
b. obtener un mapa de las solicitaciones de dicha estructura y definir un primer umbral de solicitación en función de una probabilidad de daño de la estructura;
c. ensamblar la subestructura y los revestimientos mediante pegado; caracterizado por que comprende asimismo la etapa que consiste en:
d. en las zonas de la estructura en forma de cajón ensamblada en las que se alcanza el primer umbral de solicitación, aplicar una contra-estratificación que recubre las piezas elementales ensambladas.
PDF original: ES-2654418_T3.pdf
Máquina de embalaje con herramienta de sellado oscilante.
(15/07/2015) Máquina de embalaje en forma de una máquina de cámara o máquina de cinta de cámara, con un dispositivo de sellado para soldar láminas de plástico, presentando el dispositivo de sellado una parte superior de herramienta de sellado y una parte inferior de herramienta de sellado , que están diseñadas para, con la soldadura en las láminas de plástico, generar una superficie de sellado que define un plano de sellado (E), en la que al menos la parte superior de herramienta de sellado o la parte inferior de herramienta de sellado en un plano, que es aproximadamente paralelo a la superficie de sellado (E), puede estimularse en una oscilación…
Procedimiento de realización, mediante soldadura de un artículo textil con revestimiento.
(20/05/2015) Procedimiento de realización de un artículo textil constituido por un material elástico realizado con al menos una parte de fibras termo- plásticas y que está recubierta por una capa de material elastomérico no soldable, presentando el artículo dos bordes que deben estar ensamblados entre sí, procedimiento según el cual:
a) se dispone el artículo en dos espesores superpuestos (12a, 13a; 12b, 13b) a nivel de los dos bordes que se quieren juntar, capa de material elástico (12a) contra capa de material elástico (12b),
b) se cortan por ultrasonidos los dos espesores (12a, 13a; 12b, 13b) a nivel de los dos bordes a unir de modo que se suelden provisionalmente las dos capas de material…
Sistema y procedimiento de unión de elementos de fibra de carbono para componentes estructurales.
(10/02/2015) Sistema y procedimiento de unión de elementos de fibra de carbono para componentes estructurales, que comprende un primer elemento de fibra de carbono de un componente estructural ; y un segundo elemento de fibra de carbono de dicho componente estructural . Dicho sistema comprende un conector formado por hilos o tela de fibra de carbono unidireccionales , unido mediante adhesivo al primer elemento y al segundo elemento para permitir la unión de ambos elementos a través de un punto de unión (P).
Procedimiento de ensamblaje de la unión entre dos tubos en el que al menos uno es de material termoplástico moldeado, aplicación a la realización de un dispositivo portafusiles de alta o de media tensión.
(17/09/2014) Procedimiento de ensamblaje de la unión entre dos tubos (2.1 o 2.2, 30 o 4) en el que al menos uno es de material termoplástico moldeado, en el que se realiza un ensamblaje mixto de encaje/encolado de los extremos de los dos tubos, gracias a las etapas siguientes:
a/ inserción parcial y forzada de una parte del extremo de un tubo en una parte del extremo del otro tubo sin encaje;
b/ inyección de una cola bajo forma líquida o pastosa entre las partes del extremo de los tubos insertados parcialmente uno en el otro;
c/ detención de la inyección;
d/ inserción final hasta la puesta a tope longitudinal del tubo de menor diámetro, provocando la inserción final simultáneamente el encaje y el relleno de los espacios entre…
EMBALAJE CONSTITUIDO POR UNA PELÍCULA SOLDADA EXTREMO CON EXTREMO.
(07/12/2011) Embalaje realizado a partir de una película termoplástica cuyos extremos son puestos extremo con extremo, estando dicha película compuesta por varias capas de las que por lo menos una primera capa es soldante, y una segunda capa cuya soldadura extremo con extremo sólo es parcial o inexistente, siendo los extremos de cada capa puestos en contacto directo, y por lo menos una banda de pequeño espesor frente al espesor de la película, recubriendo dicha banda dichos extremos y estando directamente fijada sobre una de las caras de la segunda capa, siendo la diferencia de temperatura de fusión entre la primera y la o las otras…
ELEMENTO DE FIJACION PARA MATERIAL DE FIBRAS PLANO Y METODO DE FIJACION DE MATERIAL DE FIBRAS PLANO.
(24/06/2010) Elemento de fijación para material de fibras plano, con
- un elemento de base ,
- elementos perfilados en forma de pasador, que sobresalen para la penetración del material de fibras en el elemento de base , y
- un elemento de cubierta , que está previsto para el apoyo en los elementos perfilados del elemento de base ,
- en el que en el elemento de cubierta , los elementos perfilados igualmente en forma de pasador sobresalen para la penetración del material de fibras ,
caracterizado porque
- los elementos perfilados del elemento de base y los elementos perfilados del elemento de cubierta son deformables para la formación de cabezas de retención para el material de fibras ,
- en el que los elementos perfilados del elemento de base y los elementos perfilados del elemento…
Método y aparato para sellar pajillas de bolsas flexibles.
(16/11/2002) Método para sellar la pajilla de polietileno de una bolsa flexible con una hojuela de un material de hoja compuesta que tiene por lo menos una capa inferior de material fácilmente derretible, en donde la hojuela se obtiene mediante el troquelado de una tira del material de hoja, se dispone sobre el borde superior de la pajilla con la capa inferior en contacto con dicho borde, y se funde con el mismo mediante calentamiento local, caracterizado porque la operación de fusión comprende las siguientes etapas: sometimiento de la pajilla y la hojuela a vibración por ultrasonidos con una frecuencia y durante un período suficientes para aumentar la temperatura del borde superior de la pajilla y de la capa inferior…
UNION DE TUBOS DE PLASTICO.
(16/06/2002) Un procedimiento para unir un primer tubo de plástico formado por un primer material plástico, en el que: el primer tubo de plástico, al menos en un primer extremo del mismo, es dilatable térmicamente, un elemento calefactor ferromagnético se instala en torno al primer extremo del tubo dilatable térmicamente, el primer extremo del tubo dilatable térmicamente se calienta para dilatar dicho extremo del tubo y situarlo en contacto con el elemento calefactor ferromagnético , y el primer extremo del tubo y el elemento calefactor ferromagnético se sitúan en una relación de unión con un segundo extremo, manga o accesorio de un tubo formado por un segundo material de plástico al que se funde al ser activado el elemento calefactor ferromagnético mediante calentamiento por inducción, teniendo…
DISPOSITIVO DE CIERRE PARA UN TUBO.
(01/05/1995). Solicitante/s: FUSION GROUP PLC. Inventor/es: KENWORTHY, DAVID MICHAEL ANTHONY.
UN CIERRE PARA CERRAR EL TUBO DE GUIA CORTADOR DE UN ACOPLADOR DE SILLETA CONSTA DE UNA TAPA DE MATERIAL TERMOPLASTICO QUE TIENE UNA SECCION ROSCADA PARA PERMITIR LA UNION SOLTABLE DEL CIERRE AL TUBO Y UNA SECCION CON UNA SUPERFICIE CILINDRICA QUE INCORPORA UN SERPENTIN DE CALEFACCION AL QUE SE SUMINISTRA UNA CORRIENTE DE SOLDADURA PARA FIJAR EL CIERRE AL TUBO PERMANENTEMENTE CUANDO LA JUNTA DEL TUBO SE HA COMPLETADO Y COMPROBADO.
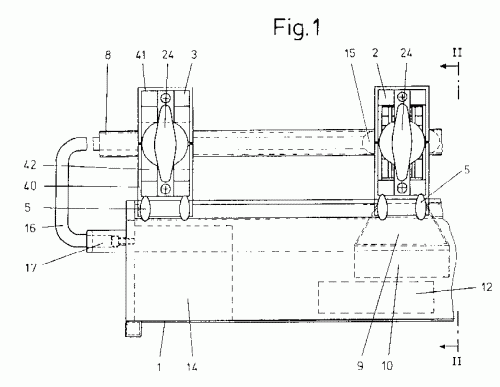
INSTALACION PARA SOLDAR PIEZAS TUBULARES DE PLASTICO.
(16/11/1990). Ver ilustración. Solicitante/s: GEEORG FISCHER AG. Inventor/es: HILPERT, BRUNO, KRAMER, HERBERT.
INSTALACION PARA SOLDAR PIEZAS TUBULARES DE PLASTICO. SOBRE UN ARMAZON PROVISTO DE GUIAS ESTA FIJADO EN DIRECCION AXIAL UN DISPOSITIVO DE CALDEO Y A AMBOS LADOS DE ESTE ESTAN DISPUESTOS SENDOS DISPOSITIVOS SUJETATUBOS AXIALMENTE AJUSTABLES. PARA CADA DIMENSION DE DIAMETRO DE TUBO QUE DEBA SOLDARSE ESTA PREVISTO UN DISPOSITIVO DE CALDEO CORRESPONDIENTE QUE, AL SER ASENTADO SOBRE LAS GUIAS, ACCIONA POR MEDIO DE UN PASADOR UN INTERRUPTOR ELECTRICO CORRESPONDIENTE . MEDIANTE ESTE INTERRUPTOR SE ACCIONA, PARA ESTA DIMENSION DE TUBO, UN PROGRAMA DE SOLDADURA CORRESPONDIENTE QUE SE ENCUENTRA FIJADO EN UN SISTEMA DE MANDO DE PROGRAMA Y MEDIANTE EL CUAL SE DETERMINA LA POTENCIA DE CALDEO APORTADA.
UNION DE FLEJES DE PLASTICO PARA EMBALAJES.
(16/11/1978). Solicitante/s: BUSCALLA VILARDELL,MONTSERRAT.
Unión de flejes de plástico para embalajes, caracterizado esencialmente por estar constituida por una pluralidad de perforaciones de soldadura periférica practicadas entre las dos partes del fleje a unir, complementado ello preferentemente con una línea transversal de soldadura existente entre dichas partes en el extremo libre de la exterior de ellas.
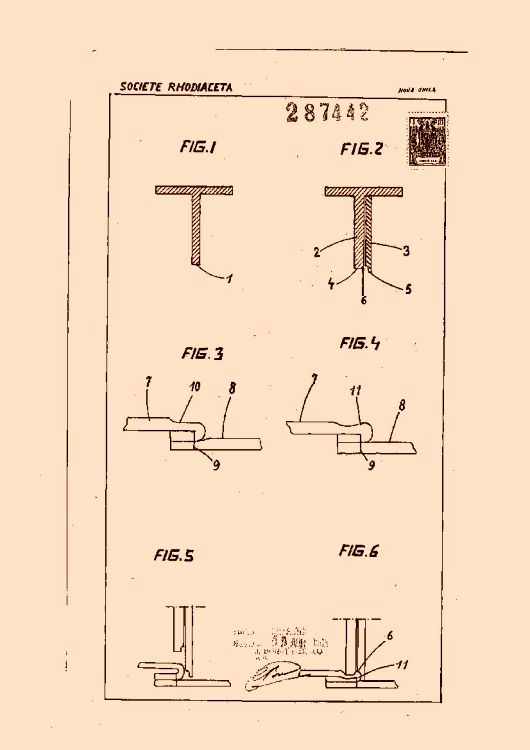
UN PROCEDIMIENTO PARA LA SOLDADURA DE TEJIDOS REVESTIDOS DE MATERIAS TERMOPLÁSTICAS.
(16/12/1963). Ver ilustración. Solicitante/s: RHODIACETA.
Resumen no disponible.
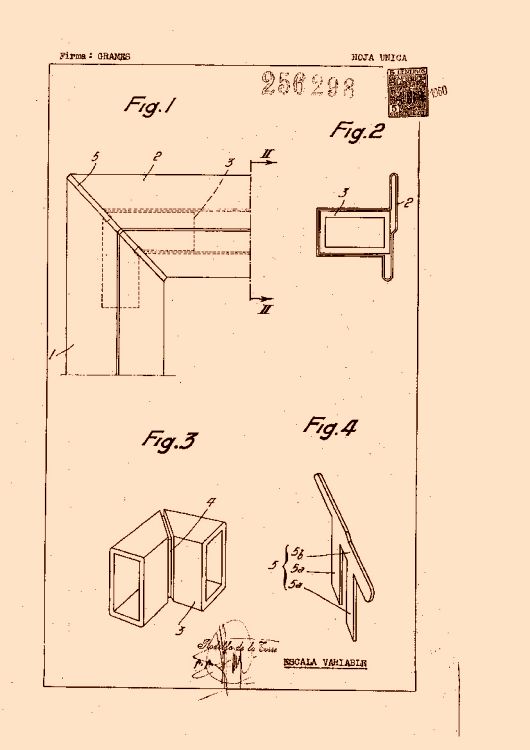
PROCEDIMIENTO DE ENSAMBLADURA DE PERFILADOS POR SOLDADURA DE ALTA FRECUENCIA.
(16/06/1960). Ver ilustración. Solicitante/s: GRAMES.
Procedimiento de ensambladura de perfilados por soldadura de alta frecuencia en que los perfilados huecos son unidos mediante una cartela metálica colocada en los extremos contiguos de dos perfiles, caracterizado porque se agrega a la cartela, formando cuerpo con ella, un elemento que sobresale del contorno de dicha cartela y viene a insertarse, para ser adaptado entre los extremos de los perfiles contiguos, con el fin de suprimir el efecto de la pantalla de dichos perfiles, calentándose mediante corriente de inducción de alta frecuencia junto con los extremos de los perfiles los elementos en cuestión que como conductores del calor llevan entonces la cartela a la temperatura de soldadura al mismo tiempo con los perfilados en consideración.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}