CIP-2021 : B29C 65/04 : Calentamiento dieléctrico, p. ej. soldadura por alta frecuencia.
CIP-2021 › B › B29 › B29C › B29C 65/00 › B29C 65/04[2] › Calentamiento dieléctrico, p. ej. soldadura por alta frecuencia.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto.
B29C 65/04 · · Calentamiento dieléctrico, p. ej. soldadura por alta frecuencia.
CIP2021: Invenciones publicadas en esta sección.
Barra de sellado y procedimiento para usar la misma.
(22/07/2020) Una barra de sellado que comprende:
un miembro de base que tiene una superficie frontal plana y una superficie plana rebajada una distancia (d) detrás de la superficie frontal, definiendo la superficie frontal un eje x, X;
la superficie rebajada plana que tiene un primer punto final (A1), en la que un eje que es perpendicular a la superficie rebajada plana en el primer punto final (A1) define un primer eje y (Y1);
una superficie cóncava que se extiende la distancia (d) entre el primer punto final (A1) y un punto (B1) en la superficie frontal plana, la superficie cóncava que define un segmento de arco del cuadrante de una elipse (E1) entre el primer punto final (A1) y el punto (B1), caracterizada por el hecho de que la superficie cóncava define…
Procedimiento para la fabricación de una pieza compuesta compleja, en particular de matriz termoplástica.
(27/11/2019). Solicitante/s: DAHER AEROSPACE. Inventor/es: VAUDOUR,JULIE, PORTET,STÉPHANIE.
Procedimiento para la fabricación de una pieza compuesta con refuerzo fibroso continuo y de matriz de polímero a partir de una preforma compuesta consolidada, caracterizado porque comprende una etapa que consiste en:
i. depositar en una de las caras de la preforma de una capa delimitada por un polímero termoplástico por un procedimiento de fabricación aditiva; caracterizado por
ii. realizar un ensamblaje de una segunda preforma constituida por un material compuesto estratificado en la primera preforma por una soldadura que funde la capa de polímero termoplástico depositada en el curso de la etapa i);
y porque el polímero que constituye la capa depositada en la etapa i) comprende una dispersión de partículas metálicas.
PDF original: ES-2784329_T3.pdf
Procedimiento para soldar los plásticos poliamida y poli(met)acrilato.
(07/03/2019). Solicitante/s: HENKEL AG & CO. KGAA. Inventor/es: HARTIG, THOMAS, WALTER,PABLO, FRIEDRICH,NORMAN, GONZALEZ,LINA, LÜTZEN,HENDRIK.
Procedimiento para soldar un plástico de poliamida con un plástico de poli(met)acrilato, en particular plástico de poli(metacrilato de metilo) con el uso de una imprimación, en el que la imprimación contiene al menos un copolímero sintetizado a partir de al menos un estireno o derivado de estireno y al menos un anhídrido de ácido maleico o derivado de anhídrido de ácido maleico.
PDF original: ES-2703179_T3.pdf
Método para disponer dispositivos de montaje sobre polímeros soldables.
(18/04/2018). Solicitante/s: Forsstrom High Frequency AB. Inventor/es: FORSSTRÖM,RONNY.
Un método para proporcionar, mediante soldadura de alta frecuencia de al menos dos piezas de construcción (4, 4') que contienen un material polimérico soldable mediante soldadura de alta frecuencia a una unidad grande montada formada por dichas piezas de construcción, medios de sujeción sobre dicha unidad, estando destinado dicho medio de sujeción para el anclaje y formación de dicha unidad, caracterizado por que los medios de sujeción están formados por un material eléctricamente conductor; por que la capa de imprimación está dispuesta sobre una superficie de los medios de sujeción y está unida mediante un primer endurecimiento; por que el material soldable mediante soldadura de alta frecuencia está dispuesto en la parte superior de dicha capa de imprimación y está unido a la misma mediante un segundo endurecimiento para la formación de una capa de conexión.
PDF original: ES-2677361_T3.pdf
Dispositivo de inspección de procesos de sellado.
(27/12/2017). Solicitante/s: K.U.LEUVEN RESEARCH AND DEVELOPMENT. Inventor/es: DE BAERDEMAEKER, JOSSE, DE KETELAERE,BART, KAMERS,BRAM.
Un método para la inspección de la calidad de sellado de envases sellados usando equipos de sellado térmico que comprende al menos dos cuerpos de sellado en colisión, en el que el método se basa en la supervisión de la emisión acústica o la vibración de los cuerpos de sellado en colisión durante el sellado del envase.
PDF original: ES-2657653_T3.pdf
Película y método para embalar un producto comprimible en un estado comprimido y producto comprimible embalado.
(27/09/2017). Solicitante/s: BPI.FORMIPAC. Inventor/es: JACOBS,BRUNO, HOORENS,LESLEY.
Un método para embalar un producto comprimible en un estado comprimido, que comprende la etapa de sellar al menos dos partes de una película orientada en la dirección de la máquina (MDO) polimérica que encierra al menos parte del producto comprimible en el estado comprimido, en donde el sello tiene una elongación de sello a la fractura desde aproximadamente el 20% hasta aproximadamente el 100%, medido según ASTM F88/F88M-09, en donde la película MDO tiene una elongación a la rotura en la dirección de la máquina desde aproximadamente el 100% hasta aproximadamente 300%, medido según ASTM D882, y la película MDO comprende desde aproximadamente el 1% hasta aproximadamente el 90% en peso de uno o más polímeros seleccionados del grupo que consiste en polietileno de alta densidad (HDPE), polietileno de densidad media (MDPE), polipropileno (PP), copolímero de olefina cíclico (COC), y copolímero de estireno y butadieno (SBC), con el % en peso relativo al peso total de la película MDO.
PDF original: ES-2651471_T3.pdf
Procedimiento y dispositivo para fabricar un material compuesto de fibra en forma de al menos una banda de fibra ancha impregnada con un polímero.
(06/09/2017) Un procedimiento para fabricar un material compuesto de fibra en forma de al menos una banda de fibra ancha impregnada con un polímero, que comprende las etapas siguientes:
- se proporciona una pluralidad de bandas de fibras individuales prefabricadas que presentan cada una una estructura de filamento impregnada con el polímero,
- se guían juntas la bandas de fibra individuales dentro del dispositivo de presurización por calentamiento , en donde se transportan juntas las bandas de fibra individuales dentro del dispositivo de presurización por calentamiento en una región de entrada de manera que bordes laterales adyacentes (10a) de las bandas de fibra individuales combinadas se apoyan entre sí en zonas de unión,
- se calientan las bandas de fibra individuales transportadas juntas con del dispositivo de presurización…
Aparato y métodos para colocar y montar filtros formados en vasos de preparación.
(28/12/2016). Solicitante/s: Packaging Technologies, Inc. Inventor/es: BLOOME,JAMES A, EASTMAN,KELLY D, MEEKER,RICK A, SMITH,RODNEY P.
Un método de sellar un filtro de café a un vaso de preparación , incluyendo los pasos de:
insertar un primer aparato sellador expansible en dicho filtro dispuesto en dicho vaso ; expandir el primer aparato sellador a enganche con dicho filtro y presionar dicho filtro contra dicho vaso de preparación ;
calentar dicho filtro con dicho primer aparato sellador para termosellar una primera porción de dicho filtro a dicho vaso ;
colapsar dicho primer aparato sellador ;
extraer dicho primer aparato sellador de dicho filtro ;
a continuación insertar un segundo aparato sellador expansible a enganche con dicho filtro y presionar dicho filtro contra dicho vaso de preparación ;
calentar dicho filtro con dicho segundo aparato sellador para termosellar su segunda porción a dicho vaso ;
colapsar dicho segundo aparato sellador ; y
extraer dicho segundo aparato sellador de dicho filtro.
PDF original: ES-2615631_T3.pdf
Procedimiento de fabricación de un colchón estanco y colchón estanco obtenido de esta manera.
(23/03/2016) Procedimiento de fabricación de un colchón estanco que incluye al menos dos partes que forman almohadones , unidas entre sí mediante una zona de articulación , caracterizado por que incluye las siguientes etapas:
- termoformar al menos una hoja termoplástica con el fin de realizar una concha termoformada flexible o semirrígida que incluye al menos dos huellas en hueco provistas de un reborde perimétrico del que algunas partes unen entre sí las huellas en hueco, abriéndose las dos huellas según una misma cara de la concha formada de esta manera y que presentan una forma que corresponde al menos parcialmente a las partes del colchón que forman almohadón,
- llenar las huellas en hueco de la concha…
Procedimiento para soldar materias primas renovables.
(15/04/2015) Procedimiento para soldar materias primas renovables monoaxialmente estiradas caracterizado por que
a. se utiliza una banda para atado monoaxialmente estirada y se proporcionan unas superficies que hay que soldar realizadas por lo menos parcialmente a partir de ácido poliláctico estirado, y
b. se sueldan las superficies mediante soldadura con cuña de calentamiento, soldadura por fricción, soldadura por láser, soldadura por alta frecuencia o soldadura por ultrasonido,
estando el ácido poliláctico, por lo menos al 70 % en peso, realizado a partir de ácido láctico L.
Procedimiento y aparato para soldar elementos de resina sintética por calentamiento de alta frecuencia.
(19/11/2013) Procedimiento de soldadura para soldar elementos de resina sintética por una vibración de alta frecuencia, en elque una parte vibrante suelda los elementos de resina sintética aplicando una tensión de alta frecuencia, quecomprende las etapas de:
detectar una temperatura de la parte vibrante por un detector de temperatura;
enfriar la parte vibrante por un dispositivo de refrigeración cuando la temperatura detectada por eldetector de temperatura durante la vibración de alta frecuencia supera un intervalo de temperaturaspreestablecido, reduciendo así la temperatura rápidamente hasta el intervalo de temperaturas preestablecido;
detener el funcionamiento del dispositivo de refrigeración cuando la temperatura de la parte vibrante es reducida hasta el intervalo de temperaturas…
Fabricación de bolsas para contener muestras biológicas.
(30/04/2013) Método de fabricación de una bolsa de material plástico para contener muestras biológicas, en particular parala preservación criogénica de dichas muestras, siendo la bolsa del tipo fabricado de capas opuestas (10', 10'') deuna película plástica separadas entre sí, unidas alrededor de un borde periférico de sellado, de manera que lascapas opuestas de película plástica separadas entre sí definen un volumen para contener una muestra,
comprendiendo el método:
(a) situar entre dos capas superpuestas (10', 10'') de una película de material plástico un inserto de moldeo quetiene una forma, una anchura y un grosor que corresponden a la forma, la…
Dispositivo para producir preformas de recipiente.
(01/03/2013) Dispositivo para producir preformas de recipiente a partir de una banda de material continua, quecomprende un soporte de herramienta giratorio que soporta una pluralidad de herramientas que estánadaptadas para contactar con la banda de material y para moverse conjuntamente con dicha banda dematerial a lo largo de una trayectoria funcional (WP) manteniendo el contacto para unir partes de pared opuestas dela banda de material a lo largo de partes de conexión que definen dichas preformas de recipiente,en el que cada herramienta comprende un elemento de base que está montado de forma fija en el soporte de herramienta, caracterizado porque
cada herramienta comprende además un…
UNIDAD DE FILTRACIÓN DE UN FLUIDO BIOLÓGICO PROVISTA DE UN ELEMENTO DE ENTRADA Y/O DE SALIDA DESCENTRADO.
(23/03/2011) Unidad de filtración destinada a permitir la eliminación selectiva de determinadas sustancias de un fluido como la sangre o un componente sanguíneo, que incluye una envoltura exterior formada por dos láminas flexibles asociadas entre ellas en su periferia según un plano de unión para definir de este modo un volumen interior. La envoltura que contiene un medio filtrante que delimita, a ambos lados de dicho plano de unión, un compartimento de entrada del fluido a filtrar y un compartimento de salida del filtrado. Cada uno de los compartimentos está provisto de un elemento , de entrada y de salida respectivamente, para…
COMPOSICIONES DE ACTIVACION POR RF PARA USO EN ADHESION, PEGADO Y RECUBRIMIENTO.
(16/07/2005). Ver ilustración. Solicitante/s: AMERITHERM, INC. Inventor/es: RYAN, WILLIAM, J., LUTTINGER, MANFRED, VIJAYENDRAN, BHIMA, GORBOLD, JONATHAN, M., HAMILTON, LEWIS, SKEWES, STEVE.
Un método para pegar o adherir un primer substrato a un segundo substrato, que comprende interponer una composición entre el primer y el segundo substratos, comprendiendo dicha composición un adhesivo ionomérico y un vehículo polar que tiene una alta constante dieléctrica, donde dicho adhesivo ionomérico y dicho vehículo se mezclan substancialmente entre sí y forman una mezcla, y donde dicho adhesivo ionomérico y/o dicho vehículo están presentes en cantidades eficaces para permitir que dicha composición se caliente por energía de RF; y aplicar energía de RF a dicha composición para calentarla, haciendo de esta manera que el primer y el segundo substrato se adhieran o se peguen.
SOPORTE PARA HOJAS DELGADAS, HOJAS DE INFORMACION Y SIMILARES.
(16/12/2004). Ver ilustración. Solicitante/s: HL DISPLAY AB. Inventor/es: JACOBSSON, LENNART.
Soporte concebido para hojas delgadas, hojas de información y similares, y que comprende dos paneles de plástico paralelos que están unidos entre sí a lo largo de al menos dos líneas de unión por medio de material de separación para formar entre los paneles un espacio a modo de ranura para recibir dichas hojas delgadas u hojas de información, caracterizado porque el soporte se construye como una unidad de una única pieza; y porque dicho material de separación está compuesto de material obtenido de los paneles de plástico, habiendo hecho que dicho material fluya y forme el material de separación que une los paneles entre sí por medio de un proceso de soldadura de alta frecuencia.
PROCEDIMIENTO DE OBTENCION DE CUBIERTAS PLASTICAS PARA PRODUCTOS DE ESCRITORIO.
(01/10/2004). Ver ilustración. Solicitante/s: MANUFACTURAS PLASTICAS ESCUDERO S.A.. Inventor/es: RODRIGUEZ-ESCUDERO CABELLO,CARLOS.
Procedimiento de obtención de cubiertas plásticas para productos de escritorio, consistente en la soldadura de las dos láminas externas de cubierta de un elemento estructural interior, en dos líneas de soldadura paralelas entre las que se forma una solapa circundante, siendo la soldadura interior debilitada para su articulación y la externa debilitada para su corte. Dicha solapa se dobla hacia el lado interior del elemento estructural por la línea interior de soldadura y se fija en esta posición por un cosido por hilo circundante que abraza al conjunto.
METODO PARA FABRICAR PRODUCTOS FLEXIBLES PREFABRICADOS DE MULTIPLES CAPAS Y PRODUCTOS QUE CONTENGAN PERFILES DE SELLADO MEJORADOS RESULTANTES DE ELLO.
(01/07/2004). Ver ilustración. Solicitante/s: LITELINER, L.L.C. Inventor/es: GALLAGHER, JOSEPH E., JR.
ESTA INVENCION SE REFIERE A UN PRODUCTO FLEXIBLE PREFABRICADO CON CAPAS MULTIPLES QUE SE PUEDE UTILIZAR COMO FORRO DE UNA ENVOLTURA EXTERIOR O COMO PRODUCTO AUTONOMO. SE COLOCA UN MATERIAL DE SUBSTRATO DE TEJIDO PARALELAMENTE A UNA MEMBRANA DE PELICULA SINTETICA PARA OBTENER UN ESTRATIFICADO DE DOS CAPAS, ASI COMO UNA O VARIAS CAPAS DE TEJIDO QUE CONSTITUYEN UN SUBSTRATO EXTERIOR, DE FORMA QUE CREA ESTRATIFICADOS DE CAPAS MULTIPLES. SE COLOCA ESTRATEGICAMENTE UNA PELICULA TERMOPLASTICA ENTRE LAS CAPAS PARA AUMENTAR LA ADHERENCIA. SE MONTAN UNO O VARIOS ESTRATIFICADOS O BIEN CAPAS SEPARADAS DE LOS MATERIALES DESCRITOS ANTERIORMENTE, MEDIANTE UN PROCEDIMIENTO DE SOLDADO DE ALTA FRECUENCIA, Y LUEGO SE CORTA PARA OBTENER FORMAS BI O TRIDIMENSIONALES, QUE, CUANDO SE ADHIEREN, CONSTITUYEN O BIEN UN FORRO DE ELEMENTOS PREFABRICADOS, O UN PRODUCTO AUTONOMO PREFABRICADO. LA FORMA EN CUESTION PUEDE SER, POR EJEMPLO, GUANTES, CALCETINES, CAMISAS, ZAPATOS, SOMBREROS, CHAQUETAS O PANTALONES.
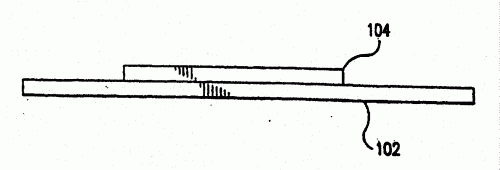
APARATO PARA UNION DE ELEMENTOS TERMOPLASTICOS POR RADIO-FRECUENCIA.
(01/12/2002) SE DESCRIBE UN APARATO DE UNION QUE SIRVE PARA UNIR UNA PLACA TERMOPLASTICA , CON UNA FORMA PERIFERICA PREDETERMINADA, A UNA PRIMERA SUPERFICIE DE UNA ALFOMBRA O MOQUETA (C) UTILIZANDO ENERGIA DE RADIOFRECUENCIA Y QUE INCLUYE UN ELECTRODO DE MATRIZ Y UN ELECTRODO DE SOPORTE . TANTO EL ELECTRODO DE MATRIZ COMO EL ELECTRODO DE SOPORTE TIENEN UNA FORMA PERIFERICA QUE CORRESPONDE A LA FORMA PERIFERICA DE LA PLACA. ADEMAS, TANTO EL ELECTRODO DE MATRIZ COMO EL ELECTRODO DE SOPORTE PUEDEN TENER EN LOS MISMOS UN DIBUJO EN RELIEVE QUE SE ENCUENTRA ADECUADAMENTE DIMENSIONADO Y SITUADO. LAS CONCENTRACIONES DE LA INTENSIDAD…
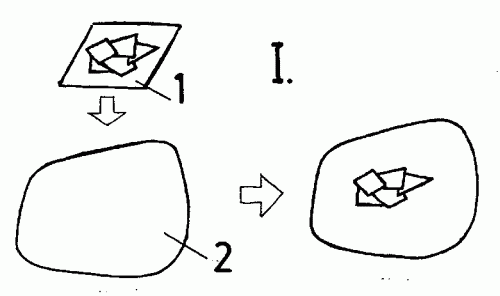
PROCEDIMIENTO DE FABRICACION DE ADORNOS EN PLASTICO O VINILO.
(16/11/2000). Ver ilustración. Solicitante/s: SCAVINI, S.L. Inventor/es: SCAVINI MARTINEZ,JUAN.
Procedimiento de fabricación de adornos en plástico o vinilo. Tiene lugar de acuerdo con las operaciones de, enfrentamiento (III) entre una pieza frontal , sobre la que se ha efectuado la impresión (I) de uno o varios colores en relieve, y la pieza soporte posterior de forma y dimensiones preferentemente coincidentes, seguida de la unión por termosoldado (IV) entre la pieza frontal y la pieza soporte posterior por una serie de puntos o líneas definiendo unas aberturas de paso o solapas en las zonas sin soldar, y posterior troquelado (V) del conjunto constituido por pieza frontal y pieza soporte posterior para obtención definitiva de la pieza de adorno.
PELICULA TERMOPLASTICA CAPAZ DE SER SELLADA POR ALTA FRECUENCIA.
(16/08/1998). Solicitante/s: ELF ATOCHEM S.A.. Inventor/es: DEGRAND, MICHEL.
PELICULA TERMOPLASTICA CAPAZ DE SER SELLADA POR ALTA FRECUENCIA. LA PELICULA COMPRENDE AL MENOS UN COPOLIMERO DE ETILENO CAPAZ DE SELLARSE MEDIANTE UNA CORRIENTE DE ALTA FRECUENCIA. LA PELICULA COMPRENDE ADEMAS UNA CANTIDAD SUFICIENTE DE POR LO MENOS UNA N,N'-ETILBISAMIDA, CON EL FIN DE OBTENER UN TIEMPO DE SELLADO A ALTA FRECUENCIA NO SUPERIOR A UN SEGUNDO.LAS PELICULAS ASI SELLADAS PUEDEN SER UTILIZADAS ESPECIALMENTE EN LA INDUSTRIA DEL ENVASADO.
CONJUNTO DE ELEMENTOS DE PLASTICO ALARGADOS Y PROCEDIMIENTO Y DISPOSITIVO PARA SU REALIZACION.
(01/01/1998) SE PRESENTA UN METODO PARA MANUFACTURAR UN MIEMBRO DE PLASTICO ALARGADO QUE INCLUYE EL SUMINISTRO DE AL MENOS UN MIEMBRO DE PLASTICO ALARGADO QUE TENGA UNA PARED DE PLASTICO . UN PARTE DEL MIEMBRO ALARGADO SE ALINEA DE FORMA ADYACENTE A OTRA PARTE DE UN MIEMBRO DE PLASTICO ALARGADO Y LAS PAREDES DE LOS MIEMBROS DE PLASTICO ALARGADO, ADYACENTES SE PLASTIFICAN. LAS PARTES PLASTIFICADAS DE LAS PAREDES SE HACEN FLUIR AL INTERIOR DE UN MOLDE ENTRE LAS PARTES ALARGADAS ADYACENTES PARA QUE FUNDAN LAS PARTES ADYACENTES ENTRE SI. UN MIEMBRO DE PLASTICO ALARGADO SEPARABLE SE HACE DE ACUERDO CON EL PROCESO DESCRITO ANTERIORMENTE. EL MIEMBRO DE PLASTICO ALARGADO PUEDE HACERSE A PARTIR DE UN MIEMBRO DE PLASTICO ALARGADO SIMPLE EN UNA CONFIGURACION ARROLLADA O A PARTIR DE UNA PLURALIDAD DE MIEMBROS DE PLASTICOS ALARGADOS UNIDOS EN PARALELO…
BALDOSAS, METODO DE FABRICACION DE BALDOSAS A PARTIR DE MATERIAL PLASTICO Y EQUIPO PARA FACILITAR TAL FABRICACION.
(01/06/1997). Solicitante/s: THE AMTICO COMPANY LIMITED. Inventor/es: FANTI, LUIGI.
SE CONFECCIONA UN AZULEJO DE PLASTICO CON UN CONJUNTO DE PIEZAS SUELTAS DE PLASTICO QUE TIENEN FORMAS ACORDES ENTRE SI, QUE SE ENSAMBLAN LATERALMENTE EN LAS PARTES MAS BAJAS DE LAS PIEZAS Y FORMAN UN REBAJE EN LA PARTE SUPERIOR DE CADA LADO MUTUAMENTE COLINDANTE DE LAS PIEZAS QUE SE TOCAN. LAS PIEZAS SE UNEN A LO LARGO DE LOS MENCIONADOS LATERALES MUTUAMENTE COLINDANTES DEBAJO DE LOS REBAJES PARA FORMAR UN MOSAICO UNITARIO.
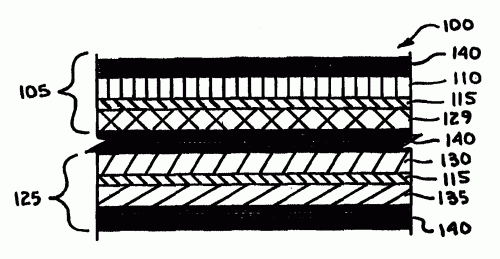
PROCEDIMIENTO DE UNION POR SELLADO TERMICO DE ESTRUCTURAS MATERIALES POR SENSIBILIZACION DE SUBSTRATOS A LA RADIOFRECUENCIA.
(01/04/1997). Solicitante/s: BAXTER INTERNATIONAL INC.. Inventor/es: WOO, LECON, LING, MICHAEL, T., K., JOHNSTON, WILLIAM, D., LAURIN, DEAN, LO, YING, GLEASON, BYRON, BUAN, LILLIAN, A.
LA CAPA DE UN MATERIAL RF ACTIVO SOBRE UN MATERIAL SUSTRATO NO RF ACTIVO DE GROSOR TIPICO PARA PROPUESTAS DE EMBALAJE, PUEDE GENERAR SUFICIENTE ENERGIA TERMICA COMO PARA CAUSAR UNA FUERTE UNION DE LOS MATERIALES SUSTRATO. EL MATERIAL RF ACTIVO PUEDE DEPOSITARSE SOBRE MENOS DEL TOTAL DE LA SUPERFICIE INTERNA DEL MATERIAL SUSTRATO, PREFERENTEMENTE, EN O CERCA DE LA PARTE DEL MISMO QUE REPRESENTA LA INTERFAZ DE SELLADO POR CALOR. DE ESTA FORMA, LA CAPA ADICIONAL O IMPRESION DE OTRAS SUSTANCIAS SOBRE LA SUPERFICIE DEL SUSTRATO PUEDE LOGRARSE SIN OBSTACULIZAR EL PROCESO DE SELLADO POR CALOR. UNOS CONTENEDORES MEDICOS SENSIBLES QUE PUEDEN CONTENER UN PRODUCTO QUE SE MANTIENE Y RENUEVA BAJO CONDICIONES ESTERILES, PUEDE CONSTRUIRSE SOBRE LAS MAQUINAS DE PRODUCCION COMERCIAL DE ESTOS MATERIALES SUSTRATO NO RF ACTIVOS.
SISTEMA PARA EL TRATAMIENTO TERMICO DE MATERIALES TERMOPLASTICOS.
(16/01/1995). Ver ilustración. Solicitante/s: MARTINEZ VELA, FERNANDO.
ESTE SISTEMA PARA EL TRATAMIENTO TERMICO DE MATERIALES TERMOPLASTICOS, DETERMINA EL CALENTAMIENTO POR UNA O AMBAS CARAS DE UNAS PIEZAS DE MATERIAL TERMOPLASTICO, SOMETIDAS A PRESION, MEDIANTE UNAS ZONAS ACTIVAS DE UNOS ELEMENTOS METALICOS O MOLDES APLICADAS EN ELLAS, POR EL PASO DE UNA CORRIENTE ELECTRICA DE FRECUENCIA ELEVADA QUE ES CONTROLADA EN TIEMPO E INTENSIDAD SEGUN VALORES SUFICIENTES PARA CALENTAR UNICAMENTE DICHAS ZONAS ACTIVAS, ENFRIANDOSE LAS MISMAS AL CESAR LA CORRIENTE, POR TRANSMISION DEL CALOR AL RESTO DEL ELEMENTO METALICO QUE ESTA DOTADO DE MEDIOS DE REFRIGERACION. ESTE SISTEMA, AL LOGRAR UN ENFRIADO RAPIDO DE LOS MOLDES TRAS LA SOLDADURA, PERMITE UN PRONTO DESMOLDEO DEL MATERIAL SOMETIDO AL TRATAMIENTO EN LOS MISMOS.
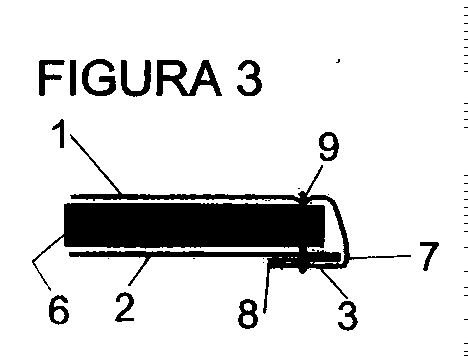
MEJORAS RELATIVAS A ENCAJES DE APLICACION.
(16/12/1994). Solicitante/s: FABREX LIMITED. Inventor/es: ENGLAND, DOUGLAS ROY.
ESTAMPA PARA SOLDADURA POR CALOR DE ADORNOS PLASTICOS A UNA BASE TEXTIL. HAY UN PRIMER REBORDE DE SOLDADURA QUE SE EXTIENDE A LO LARGO DE UNA CARA PLANA PRINCIPAL DE LA ESTAMPA. DICHO REBORDE TIENE UNA SUPERFICIE DE SOLDADURA COPLANARIA QUE REPOSA AL MENOS 4 MM POR ENCIMA DE LA ESTAMPA Y TIENE UN BORDE CORTANTE DIRIGIDO DESDE LA SUPERFICIE DE SOLDADURA HASTA UNA ALTURA DE AL MENOS 0.3 MM. LA ANCHURA DE LA SUPERFICIE DE SOLDADURA ES NO MENOR DE 0.5 MM Y DEBE ESTAR PREFERIBLEMENTE EN EL RANGO DE 1.5 MM Y 3 MM. LA ESTAMPA TIENE TAMBIEN OTROS REBORDES SOBRE CUYA TOTAL AMPLITUD SE EXTIENDE LA SUPERFICIE DE SOLDADURA. CADA SUPERFICIE DE SOLDADURA SIRVE PARA SOLDAR EL MATERIAL PLASTICO AL TEJIDO, MIENTRAS QUE EL BORDE CORTANTE QUITA EL EXCESO DE MATERIAL DE ADORNO PLASTICO A LO LARGO DE LA LINEA DE SOLDADURA.
DISPOSITIVO PARA SOLDADURA POR INDUCCION CONTINUA.
(01/01/1994). Solicitante/s: TETRA ALFA HOLDINGS S.A.. Inventor/es: HOLMSTROM, GERT.
LA INVENCION RELATA UN DISPOSITIVO PARA LLEVAR A CABO POR MEDIO DE CALENTAMIENTO POR INDUCCION UNA SOLDADURA CONTINUA CON EL MOVIMIENTO DE UNA BOBINA DE MATERIAL LAMINADO . EL DISPOSITIVO COMPRENDE DOS PLATOS DE METAL SIMILARES Y ALARGADOS CON DOS RANURAS , LOS CUALES ESTAN SITUADOS A CIERTA DISTANCIA UNA DEL OTRO Y SON CONECTADOS ELECTRICAMENTE UNO A OTRO Y UNA FUENTE A.C. . EL MATERIAL LAMINADO QUE VA A SER SOLDADO JUNTO ES SITUADO ENTRE LOS DOS PLATOS DONDE DOS RODILLOS DE PRESION ESTAN SITUADOS EN ENCASTRE.
SISTEMA PARA LA SOLDADURA DE TERMOPLASTICOS.
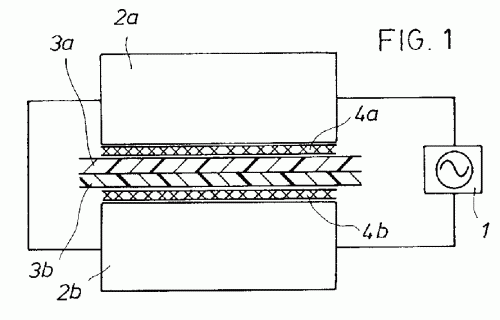
(16/09/1989). Ver ilustración. Solicitante/s: MARTINEZ VELA, FERNANDO.
ESTE SISTEMA PARA LA SOLDADURA DE TERMOPLASTICOS, POR EFECTO DE ALTA FRECUENCIA, CONSISTE EN REALIZAR UNA SEPARACION DE FUNCIONES ENTRE LA APLICACION DEL CAMPO ELECTROMAGNETICO DETERMINANTE DEL CALENTAMIENTO DEL MATERIAL A SOLDAR, POR SENDOS ELECTRODOS CONECTADOS AL GENERADOR DE ALTA FRECUENCIA, Y EL ELEMENTO QUE PRENSA EL MATERIAL TERMOPLASTICO CONSISTENTE EN UN CUERPO DIELECTRICO SITUADO ENTRE LOS ELECTRODOS. LOS ELECTRODOS Y EL CUERPO PRENSADOR PUEDEN OPERAR DESDE UNA SOLA CARA DEL MATERIAL A SOLDAR O DESDE AMBAS CARAS. OPERANDO POR UNA SOLA CARA SE TIENE LA VENTAJA DE QUE EL CAMPO ELECTROMAGNETICO NO NECESITA ATRAVESAR EL GRUESO DEL MATERIAL. EN TODO CASO OTRAS VENTAJAS SON LA DE PODER EMPLEAR ELECTRODOS PORTATILES, Y LA DE PODERSE REDUCIR LA RADIACION ELECTROMAGNETICA TANTO EN CAMPO CERCANO COMO LEJANO.
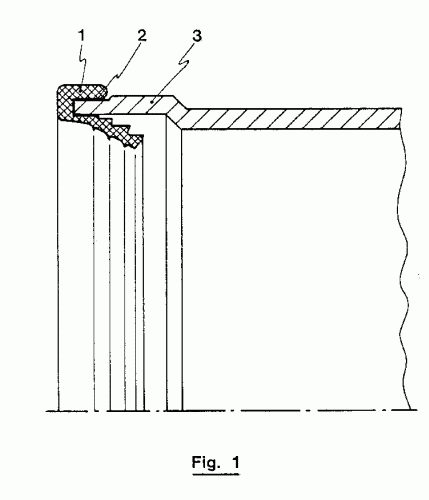
EMPALME PARA TUBERIA DE RESINA A BASE DE CLORURO DE VINILLO QUE COMPRENDE UN ANILLO DE ESTANQUEIDAD DE CAUCHO TERMOPLASTICO.
(01/04/1989). Ver ilustración. Solicitante/s: DRAKA POLVA B.V. Inventor/es: GUITONEAU, HANS.
EMPALME PARA TUBERIA DE RESINA A BASE DE CLORURO DE VINILO QUE COMPRENDE UN ANILLO DE ESTANQUEIDAD DE CAUCHO TERMOPLASTICO. EL ANILLO DE ESTANQUEIDAD QUE ESTA FIJADO EN EL EMPALME POR SOLDADURA ESTA REALIZADO A PARTIR DE UNA MEZCLA PARCIALMENTE VULCANIZADA DE UN COPOLIMERO DE ETILENO CON AL MENOS UN MONOMERO COPOLIMERIZABLE Y DE 5 A 75% EN PESO DE LA MEZCLA DE UN POLIMERO DE HALOGENURO DE VINILO O DE VINILIDENO.
PROCEDIMIENTO Y DISPOSITIVO PARA EL REVESTIMIENTO DE UN CUERPO ACOLCHADO ESPECIALMENTE DE UN PARASOL CON UN MATERIAL DE REVESTIMIENTO EN FORMA DE ITRA CONSTITUIDO POR DOS RECORTES.
(01/10/1988) PROCEDIMIENTO Y DISPOSITIVO PARA EL REVESTIMIENTO DE UN CUERPO ACOLCHADO, ESPECIALMENTE DE UN PARASOL, CON UN MATERIAL DE REVESTIMIENTO EN FORMA DE TIRA, CONSTITUIDO POR DOS RECORTES, EN EL QUE SE COLOCA UN RECORTE SOBRE UNA DE LAS CARAS PRINCIPALES Y EL SEGUNDO RECORTE SOBRE LA OTRA CARA PRINCIPAL DEL CUERPO ACOLCHADO Y CADA RECORTE FORMA UNA BRIDA QUE SOBRE SALE CIRCUNDANTE EN EL PLANO MEDIO DEL CUERPO ACOLCHADO, LAS BRIDAS SON RETENIDAS ENTRE DOS ELECTRODOS NERVADOS DIRIGIDOS MUTUAMENTE Y UNIDOS POR SOLDADURA ENTRE SI DE FORMA CIRCUNDANTE POR MEDIO DE SOLDADURA POR ALTA FRECUENCIA, DE MANERA QUE MEDIANTE FLUJO DE MATERIAL…
PROCEDIMIENTO DE SOLDADURA POR ALTA FRECUENCIA DE TEJIDO DE POLIAMIDA.
(16/06/1986). Solicitante/s: PONS ROVIRA,JUAN.
PROCEDIMIENTO DE SOLDADURA POR ALTA FRECUENCIA DE TEJIDO DE POLIAMIDA. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SOBRE LA MESA PLANA DE LA MAQUINA SE COLOCA UNA PLACA DE MATERIAL DIELECTRICO ACUMULADO DE CALOR; SEGUNDA, SE COLOCA, ENTRE EL ELECTRODO DE ALTA FRECUENCIA Y LA PLACA DE MATERIAL DIELECTRICO , LAS CAPAS DE TEJIDO DE POLIAMIDA A SOLDAR; TERCERA, PREVIAMENTE A LA APLICACION DE LA ALTA FRECUENCIA, EL ELECTRODO ES CALENTADO POR UN DISPOSITIVO CALEFACTOR , PARA AUMENTAR ASI LA CAPACIDAD DE LA SOLDADURA.
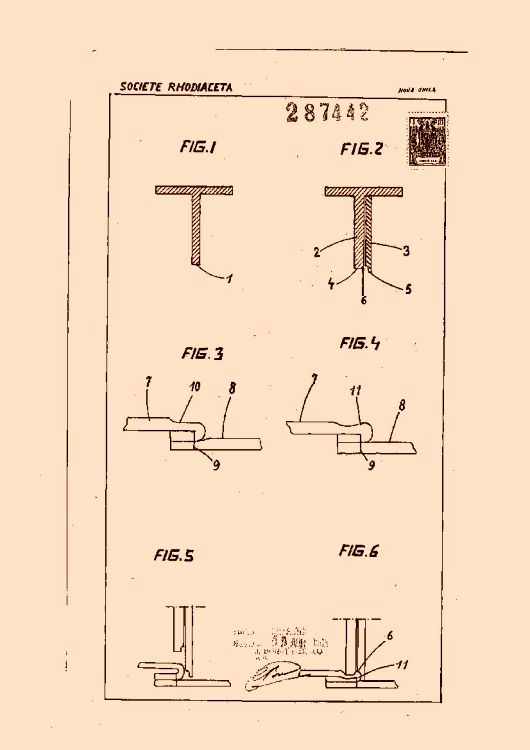
UN PROCEDIMIENTO PARA LA SOLDADURA DE TEJIDOS REVESTIDOS DE MATERIAS TERMOPLÁSTICAS.
(16/12/1963). Ver ilustración. Solicitante/s: RHODIACETA.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}