CIP-2021 : B22D 11/00 : Colada continua de metales, es decir, obteniendo productos de longitud indefinida (estirado, extrusión del metal B21C).
CIP-2021 › B › B22 › B22D › B22D 11/00[m] › Colada continua de metales, es decir, obteniendo productos de longitud indefinida (estirado, extrusión del metal B21C).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B22D 11/00 hasta B22D 27/00: Procedimientos especiales de colada; Máquinas o aparatos ad hoc
B22D 11/01 · sin empleo de moldes, p. ej. sobre superficies fundidas.
B22D 11/04 · en moldes sin fondo (B22D 11/06, B22D 11/07 tienen prioridad; instalaciones para colada continua, p. ej. para tirar hacia arriba de la barra lingote, B22D 11/14).
B22D 11/041 · · para colada vertical (B22D 11/043, B22D 11/049 - B22D 11/059 tienen prioridad).
B22D 11/043 · · Moldes curvos (B22D 11/049 - B22D 11/059 tienen prioridad).
B22D 11/045 · · para colada horizontal (B22D 11/049 - B22D 11/059 tienen prioridad).
B22D 11/047 · · · Medios para unir la artesa de colada al molde.
B22D 11/049 · · para colada con enfriamiento directo, p. ej. colada en un campo electromagnético.
B22D 11/05 · · en moldes con paredes regulables.
B22D 11/051 · · en moldes con paredes oscilantes.
B22D 11/053 · · Medios para hacer oscilar los moldes.
B22D 11/055 · · Enfriamiento de los moldes.
B22D 11/057 · · Fabricación o calibración de los moldes.
B22D 11/059 · · Materiales o revestimientos de los moldes.
B22D 11/06 · en moldes de paredes que se desplazan, p. ej. entre rodillos, placas, correas, orugas (B22D 11/07 tiene prioridad).
B22D 11/07 · Lubrificación de moldes.
B22D 11/08 · Accesorios para comenzar la colada.
B22D 11/10 · Alimentación o tratamiento del metal líquido (B22D 41/00 tiene prioridad).
B22D 11/103 · · Distribución del metal líquido, p. ej. empleando canales de sangría, flotadores, distribuidores.
B22D 11/106 · · Protección contra el derramamiento del metal fundido.
B22D 11/108 · · Alimentación de aditivos, polvos o similares.
B22D 11/11 · · Tratamiento del metal líquido.
B22D 11/111 · · · empleando polvos protectores.
B22D 11/112 · · · por medio de enfriamiento acelerado.
B22D 11/113 · · · empleando el vacío.
B22D 11/114 · · · empleando medios de agitación o vibración (B22D 11/117 tiene prioridad).
B22D 11/115 · · · · empleando campos magnéticos.
B22D 11/116 · · · Afino del metal.
B22D 11/117 · · · · mediante tratamiento con gases (B22D 11/118, B22D 11/119 tienen prioridad).
B22D 11/118 · · · · haciendo circular el metal bajo, sobre o alrededor de paredes de contención (B22D 11/119 tiene prioridad).
B22D 11/119 · · · · por filtrado.
B22D 11/12 · Accesorios para el tratamiento ulterior o trabajo de las barras coladas in situ (laminado inmediatamente después de la colada continua B21B 1/46, B21B 13/22).
B22D 11/124 · · para su enfriamiento.
B22D 11/126 · · para su corte.
B22D 11/128 · · para retirarlas.
B22D 11/14 · Instalaciones para colada continua, p. ej. para tirar hacia arriba de la barra lingote.
B22D 11/16 · Control o regulación de las operaciones o del funcionamiento.
B22D 11/18 · · de la operación de colada (B22D 11/20 tiene prioridad).
B22D 11/20 · · de la retirada de barras coladas.
B22D 11/22 · · del enfriamiento de las barras coladas o de los moldes.
CIP2021: Invenciones publicadas en esta sección.
Método para colada de un lingote compuesto.
(07/06/2017) Un método para la colada de un lingote de metal compuesto incluyendo al menos dos capas formadas de una o varias composiciones de aleación, que incluye proporcionar un molde anular de extremos abiertos que tiene un extremo de alimentación y un extremo de salida donde se añade metal fundido en el extremo de alimentación y se extrae un lingote solidificado del extremo de salida, y paredes divisorias de temperatura controlada para dividir el extremo de alimentación en al menos dos cámaras de alimentación separadas, terminando las paredes divisorias encima del extremo de salida de dicho molde, estando cada cámara de alimentación adyacente a al menos otra cámara de alimentación, donde, por cada par de las cámaras de alimentación adyacentes, se alimenta una primera corriente de una primera aleación a una del par de cámaras de alimentación para formar…
Método para colar un lingote compuesto.
(28/12/2016) Un método para la colada de un lingote de metal compuesto incluyendo al menos dos capas formadas de aleaciones diferentes, que incluye proporcionar un molde anular de extremos abiertos que tiene un extremo de alimentación y un extremo de salida donde se añade metal fundido en el extremo de alimentación y se extrae un lingote solidificado del extremo de salida, y paredes divisorias para dividir el extremo de alimentación en al menos dos cámaras de alimentación separadas, terminando dichas paredes divisorias encima de dicho extremo de salida del molde, donde cada cámara de alimentación es adyacente a al menos otra cámara de alimentación, donde por cada par de cámaras de alimentación adyacentes se alimenta una primera corriente de una primera aleación a una del par de cámaras…
Material de aleta de alta resistencia y resistente al pandeo.
(28/12/2016) Una tira resistente al pandeo, producida mediante
a) colada de una masa fundida, que comprende:
0,3 a 1,5 % de Si,
≤ 0,5 % de Fe,
≤ 0,3 % Cu
1,0 a 2,0 % de Mn,
≤ 0,5 % de Mg, mas preferiblemente ≤ 0,3 %,
≤ 4,0 % de Zn,
≤ 0,5 % de Ni
≤ 0,3 % de cada uno de unos elementos de formacion de dispersoides de los grupos IVb, Vb o VIb, y elementos de impureza inevitables, el 0,05 % como maximo de cada uno, en una cantidad total como maximo del 0,15 %, el resto aluminio, para obtener asi un lingote,
b) precalentamiento del lingote a una temperatura inferior a 550…
Losa de colada continua y procedimiento para la producción de la misma.
(09/11/2016). Solicitante/s: NIPPON STEEL & SUMITOMO METAL CORPORATION. Inventor/es: KIYOSE, AKIHITO, KAJITANI TOSHIYUKI, NIIZUMA MINEO, OOTANI YASUHIKO.
Una losa de colada continua que comprende los siguientes componentes:
en % en masa.
C: 0,01 - 0,3%,
Si: 0,05 - 0,5%,
Mn: 0,4 - 2%
P: 0,03% o menos,
S: 0,03% o menos,
Al: 0,005 - 0,03%
Ni: 0,2 - 2%
O: 0,006% o menos
N: 0,006% o menos; y opcionalmente, uno o más de:
Cu: 0,2 - 2%
Cr: 0,2 - 2%,
Ti: 0,005 - 0,02%,
Nb: 0,005 - 0,04%, y
V: 0,005 - 0,04%,
en donde el resto está compuesto por Fe e impurezas inevitables,
en donde la estructura del acero en una región del interior de al menos 2 mm desde una superficie amplia de la losa de colada continua consiste en ferrita y perlita, y el diámetro circular equivalente de los granos de ferrita en esa región es igual a, o menor que, 30 μm.
PDF original: ES-2663221_T3.pdf
Chapa de acero para esmaltar, excepcionalmente excelente en resistencia al golpe de uña y método de producción de la misma.
(12/10/2016). Solicitante/s: NIPPON STEEL & SUMITOMO METAL CORPORATION. Inventor/es: NISHIMURA, SATOSHI, MURAKAMI,Hidekuni.
Una chapa de acero para el esmaltado excelente en resistencia al golpe de uña caracterizada porque comprende, en % en peso,
C: 0,0003 % a 0,010 %,
Si: 0,001 % a 0,100 %,
Mn: 0,03 % a 1,30 %,
Al: 0,0002 % a 0,010 %,
N: 0,0055 % o menos,
P: 0,035 % o menos,
S: 0,08 % o menos,
O: 0,005 % a 0,085 %,
Nb: más del 0,055 % a no más del 0,250 %, y
además comprende opcionalmente, en % en peso, uno o dos o más de B: 0,0003 a 0,0030 %,
V: 0,003 a 0,15 %,
Ni: 0,0001 a 0,05 %,
Ti: 0,0001 a 0,05 %,
Cu: 0,0001 a 0,05 %,
Cr: 0,0001 a 0,05 %,
uno o más de Ta, W, Mo, La, Ce, Ca y Mg en un total del 1,0 % o menos, y
uno o más de As, Se, Sn y Sb en un total del 1,0 % o menos, y
el resto Fe e impurezas inevitables.
PDF original: ES-2605581_T3.pdf
Conjunto de buza para colada continua ascendente de una tubería metálica.
(24/08/2016). Solicitante/s: Upcast Oy. Inventor/es: KOIVISTO,MARKKU, FURUHOLM,ESKO, JAAKOLA,JUHA, LÄHTEENMÄKI,JUKKA, PIHLAJAMÄKI,PERTTI, RAJAVIITA,TUOMAS, ROSSI,ISMO.
Conjunto de buza de colada continua para colada vertical ascendente de una tubería no ferrosa que es apropiado para colada ininterrumpida, cuyo conjunto de buza comprende una buza , un mandril y un enfriador , caracterizado porque la rugosidad superficial de al menos parte del área de disminución (Z) de una superficie interna de la buza del conjunto de buza es de 3 - 5 Ra.
PDF original: ES-2646919_T3.pdf
Material de aleta de alta resistencia y resistente al pandeo.
(04/05/2016) Una tira resistente al pandeo, producida mediante
a) la colada continua, con rodillos gemelos, de una masa fundida que comprende:
0,3-1,5 % de Si,
≤ 0,5 % de Fe,
≤ 0,3 % Cu
1,0-2,0 % de Mn,
por debajo de 0,3 % de Mg,
≤ 4,0 % de Zn,
≤ 0,3 % de cada uno de unos elementos de formacion de dispersoides de los grupos IVb, Vb o VIb, y elementos de impurezas inevitables, 0,05 % como maximo de cada uno, en una cantidad total como maximo del 0,15 %, el resto aluminio,
b) la laminacion en frio de la tira colada para formar un material de calibre intermedio,
c) el recocido del material de calibre intermedio para formar particulas dispersoides,
d) la laminacion en frio del material de calibre intermedio para formar un material de chapa para aletas de un calibre final…
Método para colar en continuo un desbaste plano.
(27/04/2016) Un método para colar en continuo un desbaste plano , comprendiendo el método una serie de:
una etapa 1 de colar con una lingotera un desbaste plano que tiene una sección transversal redonda;
una etapa 2 de reducir el espesor del desbaste plano por una pluralidad de pares de rodillos que consisten en rodillos cilíndricos cuyos ejes están dispuestos en dirección horizontal hasta que no haya ninguna porción no solidificada en el interior del desbaste plano , para formar en el desbaste plano un par de superficies paralelas;
una etapa 3 de reducir alternativamente el espesor en el desbaste plano solidificado completamente después de…
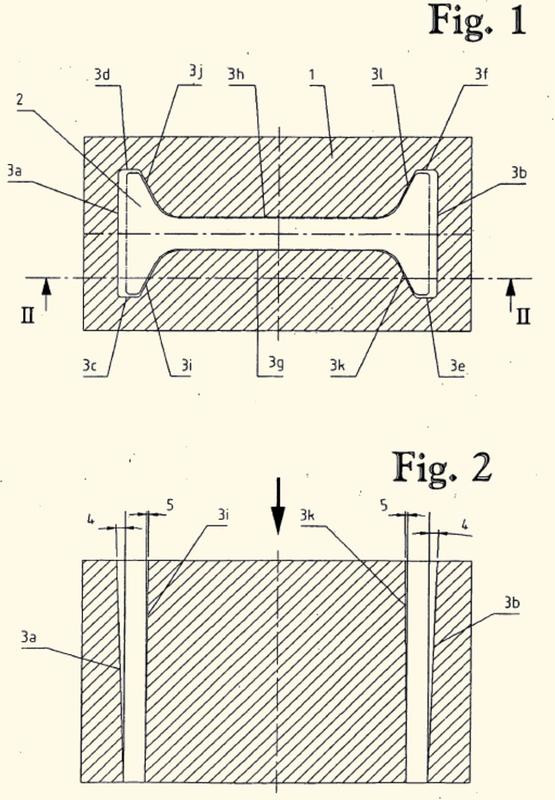
Coquilla para la colada continua de perfiles preliminares, en particular de perfiles preliminares en doble T.
(26/01/2016). Ver ilustración. Solicitante/s: CONCAST AG. Inventor/es: MEIER, THOMAS, KÜNDIG,BEAT.
Coquilla para la colada continua de perfiles preliminares en doble T, cuyo paso de coquilla desde el lado superior al lado inferior de la coquilla está provisto de una conicidad, en la que la coquilla está fabricada a partir de una pieza en bruto tubular de una sola pieza, caracterizada por que la pieza en bruto está fabricada con un troquel que como forma negativa se pasa por su interior, por que todas las paredes interiores (7a hasta 7l) de la coquilla en el paso de coquilla presentan respectivamente una conicidad (9 a 12) que discurre desde este lado superior al inferior de la coquilla en dirección hacia el eje central (1') configurado como recta o curvado del paso de coquilla , en las que la conicidad (9 hasta 12) está dimensionada, respectivamente, de tal forma que compensa la contracción que se presenta allí en todas partes, estando fabricadas las paredes interiores mediante mecanizado con desprendimiento de virutas.
PDF original: ES-2557491_T3.pdf
Método para colar planchón de manera continua.
(20/01/2016). Ver ilustración. Solicitante/s: NIPPON STEEL & SUMITOMO METAL CORPORATION. Inventor/es: YAMANAKA, AKIHIRO, NAGAI,SHINJI, MURAKAMI,TOSHIHIKO, MIZUKAMI,HIDEO.
Un método para colar de manera continua un cordón , caracterizado por que comprende:
usar un par de rodillos configurados para cumplir de manera intercambiable la función de guía y soporte del cordón y la función de laminación para la reducción del cordón , y para ser movidos en dirección vertical a lo largo del cordón debajo de un molde
por el que, mientras el cordón es extraído, el par de rodillos son mantenidos en condición de parada y guían y soportan el cordón , y una vez concluida la extracción del cordón , el par de rodillos son movidos en dirección vertical y de manera correspondiente laminan el cordón parado para su reducción.
PDF original: ES-2651136_T3.pdf
Procedimiento de laminación por colada continuo y de alta eficiencia para la formación de una plancha de aleación de magnesio.
(29/07/2015) Un procedimiento para la laminación por colada continua y eficiente de planchas de aleación de magnesio que comprende:
la provisión de varios hornos de inducción , un horno de resistencia , un rodillo de colada y varios rodillos ;
la adición de elementos metálicos a los hornos de inducción , en que los elementos metálicos comprenden lingotes de Mg o aleación de Mg, los elementos metálicos se funden en los hornos de inducción y después fluyen al horno de resistencia ;
el control de la temperatura de la masa fundida de Mg en el horno de resistencia , en que hay al menos dos zonas de control de la temperatura comunicadas entre sí y la diferencia de temperaturas es constante;
la transferencia de la masa fundida de Mg a la zona de mordida a través de una tubería de transferencia…
Procedimiento y dispositivo para la colada continua de un desbaste de perfilado.
(20/05/2015) Procedimiento de colada continua de un desbaste de un perfilado metálico cuya sección transversal consta al menos de una porción cuya concavidad está orientada hacia el exterior del perfilado, según el cual se cuela un metal líquido en una lingotera de colada continua que comprende un cuerpo de lingotera enfriado , definiendo el cuerpo de lingotera un canal de colada de sección transversal correspondiente a la sección transversal del desbaste, comprendiendo la sección transversal del canal de colada al menos dos porciones adyacentes (110; 111A, 111B) unidas por una porción cóncava (112A, 112B) cuya concavidad está orientada hacia el exterior del canal de colada, teniendo el canal de colada de la lingotera una conicidad C, una longitud LC, un grosor transversal mínimo Emin,…
Chapa de material compuesto de matriz metálica de gradación funcional y procedimiento para su producción.
(11/03/2015) Un procedimiento de fabricación de un producto de material compuesto de matriz metálica de gradación funcional que comprende las etapas de:
- proporcionar un metal (M) fundido que contiene materia particulada a un par de superficies (R1, R2) de moldeo de avance;
- solidificar el metal (M) fundido al tiempo que avanza el metal (M) fundido entre las superficies (R1, R2) de moldeo de avance para formar un producto que comprende una primera capa externa sólida, una segunda capa externa sólida y una capa central semi-sólida entre las mismas, en el que la capa central semi-sólida tiene una concentración de materia particulada mayor que las concentraciones de materia particulada de las capas externas sólidas primera o segunda;
-…
TUBO PARA EL CONSUMIDOR FINAL CON MÍNIMA OXIDACIÓN INTERIOR Y EXTERIOR, CON GRANOS QUE PUEDEN SER SELECCIONABLES EN TAMAÑO Y ORDEN; Y PROCESO DE PRODUCCIÓN DE LOS TUBOS.
(07/08/2014) Al día de hoy, en la industria de la manufactura de tubos se conocen principalmente cinco metodologías generales de fabricación de tubos. La primera, es bajo una extrusión del metal fundido por medio de una prensa. La segunda, es por medio de un sistema de laminación rotatoria llamada "Piercing" o "Mannesman". La tercera, es el pre-tubo soldado que se obtiene a partir de un fleje laminado. La cuarta, llamada sistema de "Cast & Roll", mediante la cual directamente desde la fundición se obtiene un pre-tubo que es laminado por un sistema de triple rodillo. Finalmente, la innovadora forma por medio de una colada continua vertical, en la cual de forma continua se fabrican pre-tubos directo de la colada. Los cuatro primeros sistemas son ampliamente utilizados…
Palpador de medición, sistema de medición, procedimiento para establecer mediante óptica láser la posición en altura de un rodillo de guiado de barras, y utilización del sistema de medición.
(18/06/2014) Palpador de medición , que es apropiado para palpar una superficie de envuelta de un rodillo cilíndrico , que presenta
- al menos un palpador con una superficie de palpación ;
- un perfil de guiado vertical que está unido rígidamente al palpador ;
- una unidad de recepción láser con un campo detector y una unidad de valoración de separación , en donde la unidad de recepción láser puede desplazarse en dirección vertical sobre el perfil de guiado , el campo detector está configurado para detectar un haz láser , y la unidad de valoración de separación puede establecer una primera separación vertical VA1 del haz láser con relación a la arista inferior de la unidad de recepción láser ; y
- una instalación de medición de recorrido para determinar…
Proceso de colada semicontinua vertical multialeación.
(21/05/2014) Proceso de colada semicontinua vertical con enfriamiento directo de placas de laminación o tochos de extrusión, en el que se utilizan un separador y dos medios de alimentación de metal líquido, típicamente boquillas o canales, situados de una y otra parte del correspondiente separador, que consta de las siguientes etapas:
a) Colada de una primera aleación de aluminio en el molde de colada semicontinua vertical con la ayuda de la primera boquilla,
b) Instalación del correspondiente separador metálico o de material refractario en el molde, puesto en contacto con el frente de solidificación,
c) Colada de una segunda aleación de aluminio del otro lado del correspondiente separador con la ayuda de la segunda…
PROCEDIMIENTO DE COLADA CONTINUA PARA FABRICAR ACEROS EXENTOS DE AGRIETAMIENTOS INTERNOS DURANTE EL PROCESO DE SOLIDIFICACIÓN.
(03/02/2014) Procedimiento de colada continua para fabricar aceros exentos de agrietamientos internos durante el proceso de solidificación.
Procedimiento de colada continua para fabricación de aceros exentos de agrietamientos, donde a partir de un molde configurado para la fabricación de dichos aceros; el procedimiento comprende las siguientes etapas:
Garantizar el centrado de unas buzas configuradas para alimentar el molde; definir una conicidad de dicho molde ajustándola a la contracción del rango de aceros a fabricar, estando dicha conicidad definida según tramos de longitud de dicho molde; garantizar el alineamiento de las boquillas de refrigeración del acero; ajustar correctamente la temperatura del acero; definir una velocidad de colada del acero determinada;…
Procedimiento para la fabricación de acero.
(13/01/2014) Procedimiento para la fabricación de acero de construcción para conseguir una mejora en la maquinabilidad del mismo y mejorar su calidad superficial a la vez que se consigue un mejor aprovechamiento en la materia prima que comprende las etapas de fusión, afino con la adición de bismuto, colada continua y laminación en caliente, en donde durante el afino el bismuto se añade en una cantidad entre un 0,01% y un 0,15% en peso respecto a la composición total del acero, a una velocidad determinada y con agitación, y en donde después de la etapa de colada continua se realiza un etapa de apilado de semiproductos intermedios para reducir las tensiones térmicas y reducir el riesgo…
Homogeneización y tratamiento térmico de metales colados.
(11/12/2013) Un método de producción por colada directa en coquilla (DC) de un lingote de aleación de aluminio quepuede laminarse en caliente sin homogeneización previa, método que comprende:
en un aparato de colada DC, fabricar por colada primeramente un metal para formar una corteza de lingoteenfriada y luego un lingote colado en condiciones de temperatura y tiempo eficaces para producir en el lingote unmetal solidificado que tiene una microestructura sin núcleo, en donde dichas condiciones incluyen mantener elinterior del lingote por encima de una temperatura de transformación mayor que 425ºC durante más de 10 minutos,con lo cual las temperaturas de la corteza enfriada y el interior todavía fundido…
Colada de metales no ferrosos.
(24/09/2013) Un método de colada continua de un metal fundido para obtener un producto metálico que comprende los pasosde:
proveer un metal fundido no ferroso sobre un par de superficies de colada separadas que se mueven hacia adelante;solidificar el metal fundido que hay sobre las superficies de colada al tiempo que se hace avanzar al metal entre lassuperficies de colada para producir capas exteriores de metal sólido adyacentes a las superficies de colada y unacapa interior semisólida que contiene dendritas globulares del metal entre las capas exteriores de metal sólido;solidificar la capa interior semisólida para producir un producto de metal sólido compuesto de la capa interior y de lascapas exteriores; y
retirar el producto de metal sólido de entre las superficies de colada, siendo las superficies de colada las superficiesde unos…
PRODUCCIÓN DE TUBOS A TRAVÉS DE COLADA CONTINUA.
(14/02/2013) Hasta hoy en día en la industria de la manufactura de tubos de cobre se conocen tres tecnologías con éxito demostrado para la formación de un pre tubo que constituye la base del tubo de cobre. La primera tecnología apunta a la extrusión de un masimo denominado en la jerga de fundición "billet" mediante una prensa oleo hidráulica utilizando para esto temperatura, luego de formado el primer pre tubo extruido de prensa este se procesa en un laminador en frió llamado Pilger o paso peregrino con lo que se termina formando el pre tubo. La segunda tecnología apunta a la deformación en caliente de un billet macizo…
Pieza de mecanismo de traslación de material compuesto de AL.
(25/07/2012) Uso de un material compuesto de aluminio para una pieza de mecanismo de traslación de un vehículo,particularmente de un vehículo motorizado, presentando el material compuesto de aluminio una capa de aleación denúcleo de aluminio con al menos una capa externa de aleación de aluminio a uno o ambos lados,caracterizado porque la capa de aleación de núcleo de aluminio presenta los siguientes constituyentes de laaleación en porcentaje en peso:
3,5%< Mg ≤ 7,0%,
Mn ≤ 1,0%,
Fe ≤ 0,5%,
Si ≤ 0,4%,
Cu ≤ 0,15%,
Cr ≤ 0,25%,
Zn ≤ 0,25%,
Ti ≤ 0,2%,
resto Al con impurezas en solitario como máximo el 0,05%, en la suma como máximo el 0,15% y a ambos ladosestán previstas capas externas de aleación de aluminio , que presentan los siguientes constituyentes de laaleación en porcentaje en peso:
0,5% ≤ Mg ≤…
Procedimiento de fabricación de un tubo de cobre de múltiples canales, y aparato de fabricación del tubo.
(25/07/2012) Un procedimiento de fabricación de un tubo de múltiples canales que incorpora una pluralidad de canales
dispuestos en paralelo, el cual incluye la etapa de la introducción de cobre fundido dentro de un molde de porción hueca, para formar el tubo de múltiples canales que presenta la pluralidad de canales por colada continua.
Dispositivo para la solicitación de material plano mediante medios sometidos a presión.
(18/04/2012) Dispositivo para la solicitación de material plano mediante medios sometidos a presión, compuesto por unavigueta de tobera, que en un lado dirigido al material que va a tratarse presenta una pluralidad de aberturas desalida para un medio fluido sometido a presión, estando dispuesta en el interior de la vigueta de tobera una cavidad,caracterizado porque
- la vigueta de tobera está configurada como un perfil de colada continua generado según un procedimientode colada continua,
- el perfil de colada continua presenta una cavidad para el alojamiento de una tira de tobera que presentalas aberturas de salida, habiéndose generado esta cavidad durante la colada continua mediante elcorrespondiente diseño del…
PLATAFORMA DE MOLDEO CON UN SISTEMA PARA PROPORCIONAR UN FLUJO CONSTANTE A TRAVES DE MULTIPLES PAREDES PERIMETRALES PERMEABLES EN UNA LINGOTERA.
(01/05/2007) Una plataforma de moldeo para moldear continuamente metal, comprendiendo la plataforma de moldeo: a. una pluralidad de lingoteras unidas a la plataforma de moldeo, incluyendo cada lingotera una cavidad de moldeo; b. una pared perimetral permeable respectiva dispuesta alrededor de cada cavidad de moldeo, teniendo cada pared perimetral de dicha pluralidad de cavidades de moldeo un espesor constante pero una permeabilidad diferente al lubricante o gas que pasa a través de dicha pared de dicho espesor, e incluyendo cada una al menos un conducto de suministro dispuesto para recibir una lubricante o un gas; y c. una tubería de suministro para suministrar un lubricante o gas a…
PROCEDIMIENTO DE COLADA ENTRE DOS RODILLOS PARA LA FABRICACION DE UNA CINTA DE ACERO MARTENSITICO CON ALTOS CONTENIDOS DE CARBONO Y USO DE DICHA CINTA DE ACERO.
(01/04/2007). Solicitante/s: THYSSENKRUPP NIROSTA GMBH. Inventor/es: BRUCKNER, GABRIELE, DR., KRAUTSCHICK, HANS-JOACHIM, DR.RER.NAT., SCHLUMP, WOLFGANG, DR.RER.NAT., STELLFELD, INGO, DIPL.-ING.
Procedimiento para la fabricación de una cinta de acero martensítico que presenta un alto contenido de carbono, - en el que se funde un acero con (en % en peso) C: ? 0, 15% Cr: 12, 0 - 20, 0% Si: ? 1, 0% Mn: ? 2, 0% Mo: ? 2, 0% Ni: ? 1, 0% V: ? 1, 0% N: ? 0, 1% Ti: ? 0, 1% el resto hierro e impurezas inevitables y - en el que la masa de acero fundida se cuela en una ranura de colada formada entre dos cilindros o rodillos rotatorios para obtener una cinta delgada con un espesor de al menos 1 mm y un máximo de 10 mm, - en el que los cilindros o rodillos se refrigeran suficientemente para enfriar la cinta delgada en la ranura de colada con una velocidad de enfriamiento de al menos 200 K/s.
BOQUILLA DE ENTRADA SUMERGIDA CON ESTABILIZACION DINAMICA.
(01/03/2007). Solicitante/s: VESUVIUS CRUCIBLE COMPANY. Inventor/es: XU, DONG, HEASLIP, LAWRENCE, RICHAUD, JOHAN, DORRICOTT, JAMES.
Un tubo de vaciado para su uso en el colado de una corriente de metal fundido desde una posición ascendente a una posición descendente, y el tubo de vaciado comprende una superficie interior que define un barreno y una superficie exterior que tiene por lo menos un puerto de salida definido por lo menos parcialmente por un borde y conectado fluidamente al barreno, caracterizado porque por lo menos una lengüeta se extiende desde un borde del puerto de salida , con el cual por lo menos se crean dos ranuras en el puerto de salida.
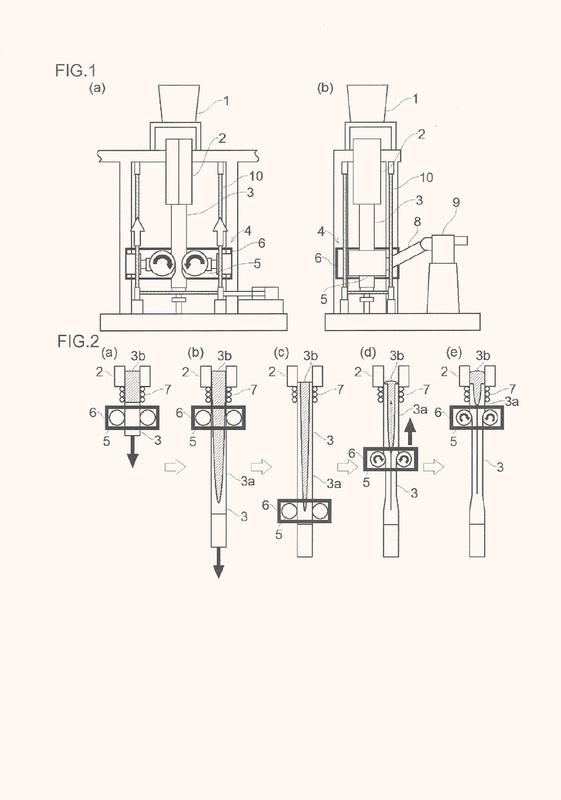
PROCEDIMIENTO PARA LA OBTENCION DE TUBOS O PERFILES INDUSTRIALES DE METAL Y DISPOSITIVO APROPIADO PARA ELLO.
(16/07/2006) Procedimiento para la obtención de tubos o perfiles para uso industrial a partir de un material metálico seleccionado de entre cobre, aleaciones de cobre, cuproníquel, latones y bronce de aluminio mediante procesamiento en frío de una preforma tubular hueca colada en continuo con un diámetro comprendido entre 70 y 80 mm y un espesor comprendido entre 5 y 10 mm, reduciendo así la sección inicial de la misma, realizándose dicha reducción por procesamiento en frío de la preforma tubular hueca mediante laminación o estiraje o mediante una combinación de laminación y estiraje; reduciéndose ulteriormente la sección de la preforma laminada y/o estirada a las dimensiones finales deseadas mediante operaciones de estiraje; enderezándose y opcionalmente…
PRODUCCION DE UNA CHAPA DE ALEACION DE ALUMINIO PARA USO EN LA FABRICACION DE HOJAS DE CALIBRE FINO.
(16/04/2006) Un proceso para fabricar una chapa de aleación de aluminio apropiada para ser utilizada en la producción de papeles de aluminio de calibre fino, en la que la aleación de aluminio fundido que contiene hierro y silicio se cuela en un dispositivo de colada de chapas en continuo para formar una chapa colada, que comprende las etapas de proporcionar una aleación de aluminio fundida que contiene 0, 4-0, 8% en peso de hierro, 0, 2- 0, 4% en peso de silicio, opcionalmente menos que 0, 05% en peso de Cu, Mn, Mg, Zn ó V, y opcionalmente menos que 0, 03% en peso de Ti, y el resto el aluminio y menos que 0, 03% en peso de impurezas secundarias, y colar la aleación mediante colada en bloque o en banda para…
SISTEMA Y PROCEDIMIENTO DE COLADA DE METALES NO FERRICOS.
(16/04/2006) Sistema de colada para la colada de metales no férricos, principalmente cobre o aleaciones de cobre, compuesto por un recipiente distribuidor (artesa de colada) con, como mínimo, un tubo sumergible (6, 6a) dispuesto en éste en forma inclinada hacia abajo en un ángulo de vertido definido, con una primera porción y una segunda porción que forma la punta del tubo sumergible (9, 9a), que está sumergido en el baño de metal en fusión de una coquilla , donde la punta del tubo sumergible (9, 9a) está cerrada en su extremo libre , y su pared que señala en dirección hacia el lado inferior de la coquilla tiene al menos una abertura de salida del flujo (12, 12a, 12b) que origina un primer cambio de dirección del flujo de metal en fusión, y donde en la punta del tubo sumergible (9, 9a), dispuesto a cierta distancia de la abertura de salida del flujo…
PROCEDIMIENTO PARA LA COLADA CONTINUA DE UN SEMIELABORADO DE VIGA DE ACERO.
(16/11/2005) Procedimiento para fabricar un semielaborado de viga de acero, que comprende las etapas siguientes: colar en continuo un cordón de semielaborado de viga de acero con una sección transversal en forma de H que presenta un alma central entre dos alas laterales (16, 16); enfriar el cordón del semielaborado de viga de acero en una zona de enfriamiento secundario , en la que dicho cordón del semielaborado de viga de acero está guiado en un plano vertical de colada a lo largo de un recorrido en curva, presentando su alma perpendicular a dicho plano vertical de colada, de manera que cada una de dichas alas laterales (16, 16) presenta un extremo de ala de intradós (28, 28) y un extremo de ala de extradós…
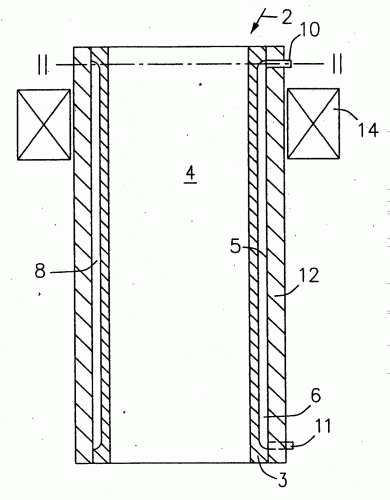
LINGOTERA TUBULAR PARA LA COLADA CONTINUA.
(01/11/2005). Ver ilustración. Solicitante/s: CONCAST AG. Inventor/es: KAWA, FRANZ, ROEHRIG, ADALBERT.
Lingotera para la colada continua de acero en formatos circulares de palanquillas y desbastes, consistente de un tubo de cobre , constitutivo de una cavidad de conformación , y de un sistema para el enfriamiento del tubo de cobre mediante un enfriamiento por circulación de agua, caracterizada porque dicho tubo de cobre está dotado, por toda su periferia y esencialmente por toda su longitud, de una camisa de apoyo , la cual soporta el tubo de cobre , por su camisa tubular exterior , en superficies de apoyo , y porque en el tubo de cobre o en la camisa de apoyo están dispuestos canales de enfriamiento para la conducción del agua de enfriamiento, distribuidos por toda la periferia y esencialmente por toda la longitud de lingotera.
{kind=link}
{kind=link}
{kind=link}