CIP-2021 : B21D 37/16 : Calentado o enfriamiento.
CIP-2021 › B › B21 › B21D › B21D 37/00 › B21D 37/16[1] › Calentado o enfriamiento.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 37/00 Herramientas en cuanto que sean elementos de máquinas consideradas en la presente subclase (formas o estructuras de herramientas adaptadas únicamente a operaciones particulares, ver los grupos correspondientes a estas operaciones).
B21D 37/16 · Calentado o enfriamiento.
CIP2021: Invenciones publicadas en esta sección.
Herramienta de conformación con taladros de canal de refrigeración ramificados dentro de partes de herramienta.
(05/03/2014) Herramienta de conformación para la conformación en caliente de chapa metálica, en particular para el templado por prensado de chapa metálica, con varias partes de herramienta adyacentes que definen una superficie de conformación, estando la superficie de conformación configurada de manera complementaria con respecto a al menos un tramo de un elemento constructivo de conformación de chapa (7`) a fabricar mediante conformación en caliente, y presentando las partes de herramienta canales de refrigeración en forma de taladros que se extienden a lo largo de la superficie de conformación, caracterizada por que al menos dos de las partes de herramienta presentan en cada caso al menos un canal de refrigeración que se ramifica en al menos dos ramas de canal de refrigeración dentro…
Dispositivo para la unión de piezas de trabajo.
(29/01/2014) Dispositivo para la unión de una primera pieza de trabajo y una segunda pieza de trabajo con una primera herramienta que presenta un primer contorno y con una segunda herramienta que presenta un segundo contorno , entre las que se pueden disponer de forma superpuesta la primera pieza de trabajo y la segunda pieza de trabajo en un plano de conformado , pudiéndose presionar uno contra otro el primer contorno y el segundo contorno a través de una zona de conformado y al menos una fuente de radiación para proporcionar una radiación electromagnética que sirve para un calentamiento de las piezas de trabajo entre las herramientas , caracterizado por que
- lateralmente a las herramientas está dispuesta respectivamente al menos, en cada caso, una fuente de radiación , de tal manera que su radiación electromagnética está dirigida…
Procedimiento para fabricar un útil de moldeo refrigerable y útil de moldeo fabricado por este procedimiento.
(11/12/2013) Procedimiento para fabricar un útil de moldeo refrigerable , que comprende:
- fabricar un cuerpo parcial metálico del útil de moldeo que presenta vías de fluido en una superficie ,caracterizado por
- proteger las vías de fluido contra una penetración de partículas y
- aplicar una capa de cubierta sobre las vías de fluido protegidas por medio de un procedimiento derevestimiento térmico.
Dispositivo para la formación y prensa de chapa de endurecimiento con elementos de calentamiento integrados.
(28/08/2013) Dispositivo para la conformación de chapas metálicas, que presenta una herramienta de conformación con unespacio de conformación, pudiéndose calentar, por zonas, la chapa metálica en el espacio de conformación, medianteal menos un elemento de caldeo que está dispuesto en una escotadura de la herramienta de conformación, yel elemento de caldeo está aislado respecto a la herramienta de conformación, mediante una capa aislante, caracterizado porque el elemento de caldeo está delimitado por una cubierta , respecto al espacio de conformación y la cubierta se compone de un material con una conductividad térmica &lambda ;≥ 10 W/Km.
Procedimiento de cierre y máquina de cierre.
(19/03/2013) Un procedimiento de cierre para cerrar un extremo abierto de una pieza de trabajo que rota en torno a uncentro axial de la misma presionando un molde caliente contra la pieza de trabajo , caracterizado por:proveer una caja de purga de aire con abertura hacia una inmediación de la pieza de trabajo ;
suministrar aire a un interior de la caja de purga de aire ; y
detectar un estado de la pieza de trabajo o del molde mediante un sensor provisto en el interiorde la caja de purga de aire .
Procedimiento para producir una parte de alta resistencia.
(13/06/2012) Procedimiento de producción de una parte de alta resistencia, que comprende las etapas de: usar una lámina de acero que contiene, en % en peso, C: del 0,05 al 0,55% y Mn: del 0,1 al 3%, opcionalmente, uno o más elementos seleccionados de entre Si: el 1,0% o menos, Al: del 0,005 al 0,1%, S: el 0,02% o menos , P: EL 0,03% o menos, Cr: del 0,01 al 1,0%, B: del 0,0002% al 0,0050%, N: el 0,01% o menos y O: el 0,015% o menos, además, opcionalmente, uno o más elementos seleccionados de entre Nb, Zr, Mo y V de no más del 1% de cada uno, en su composición química y que tiene un esfuerzo de tracción de 980 MPa o más; el procedimiento está caracterizado…
Procedimiento para la producción de un componente metálico con secciones adyacentes unas a otras con diferentes propiedades de material.
(16/05/2012) Procedimiento para la producción de un componente metálico (B) con zonas (Z1, Z2, Z3) adyacentes unas a otras condiferentes propiedades de material, en el que un elemento de chapa (E) calentado a una temperatura de conformación seconforma en un útil de conformación en un componente (B) formado terminado, en el que el útil de conformación presenta un dispositivo de ajuste de la temperatura para el ajuste de la temperatura de al menos una de sus secciones que entran en contacto con el elemento de chapa (E) durante la conformación, caracterizado porque teniendo encuenta la duración en la que la sección del útil de conformación regulada respecto a su temperatura está encontacto con la respectiva región (E1, E2, E2) adyacente a ella del elemento de chapa (E),…
Procedimiento de producción de una parte de alta resistencia.
(14/03/2012) Procedimiento de producción de una parte de alta resistencia, que comprende las etapas de: usar una lámina de acero que contiene, en % en peso, C: del 0,05 al 0,55% y Mn: del 0,1 al 3%, opcionalmente, uno o más elementos seleccionados de entre Si: el 1,0% o menos, Al: del 0,005 al 0,1%, S: el 0,02% o menos , P: el 0,03% o menos, Cr: del 0,01 al 1,0%, B: del 0,0002% al 0,0050%, N: el 0,01% o menos y O: el 0,015% o menos, además, opcionalmente, uno o más elementos seleccionados de entre Nb, Zr, Mo y V de no más del 1% de cada uno, en su composición química y que tiene un esfuerzo de tracción de 980 MPa o más; caracterizado por calentar la lámina de acero…
PROCEDIMIENTO DE CONFORMACIÓN A PARTIR DE PIEZA EN BRUTO DE MATERIAL QUE SE TEMPLA CON ENFRIAMIENTO DIFERENCIAL.
(06/02/2012) Herramienta de embutición para la conformación y el enfriamiento de una pieza de acero a partir de una pieza en bruto , comprendiendo la herramienta: - por lo menos un punzón ; y - por lo menos una matriz ; comprendiendo el punzón y la matriz cada uno: - por lo menos una primera parte que corresponde a una zona caliente de la herramienta de embutición; y - por lo menos una segunda parte que corresponde a una zona fría de la herramienta de embutición; estando la segunda parte del punzón y la segunda parte de la matriz en contacto con la pieza en bruto, en la zona fría, cuando la herramienta de embutición…
"UTIL PARA LA TRANSFORMACION DE MATERIAL".
(18/07/2011) Útil para la transformación de material y procedimiento para la fabricación del útil , comprendiendo dicho útil una carcasa con al menos un hueco , que comprende una superficie exterior que contacta con el material durante la transformación, y al menos un circuito próximo a la superficie exterior de la carcasa para regular la temperatura de dicha superficie exterior . El útil comprende además al menos un inserto que se dispone en el hueco de la carcasa , y al menos un espacio hueco entre dicha carcasa y el inserto , formando el espacio hueco el circuito
PROCEDIMIENTO Y APARATO PARA LA CONFORMACION A TEMPERATURA CONTROLADA DE MATERIAL DE ACERO LAMINADO EN CALIENTE.
(30/09/2010) Procedimiento para la conformación de chapas de acero, en el que una platina es producida a partir de chapa de acero, la platina es insertada en un utillaje de conformación y la pieza conformada es producida a partir de la platina con el utillaje de conformación en un solo proceso único, de manera que la platina es calentada antes de conformación, en el que el calentamiento es llevado a cabo en medida tal que el acero no sufre ninguna transición de fase y la conformación tiene lugar en el rango ferrítico, perlítico o bainítico sin que se supere la temperatura eutectoide o de recristalización, caracterizado porque los bordes laterales de la pieza conformada son troquelados o comprimidos con…
PROCEDIMIENTO PARA LA CONFORMACION DE DISCOS ESTAMPADOS DE ACEROS DE RESISTENCIA ELEVADA Y MUY ELEVADA.
(18/02/2010) Procedimiento para el templado en prensa y la conformación a temperatura regulada de discos estampados de aceros de resistencia elevada y/o muy elevada, en el que el disco estampado se calienta antes de la conformación al menos a la temperatura de austenitización y se conforma a continuación en caliente en una herramienta de conformación, presentando la herramienta de conformación medios para la regulación de la temperatura, caracterizado porque el disco estampado se conforma mediante las superficies de contacto de elementos de la herramienta de conformación previstos en la herramienta de conformación para la conformación, estando asignadas las superficies de contacto al menos en parte a una pluralidad de zonas de temperatura previstas en la herramienta de conformación y regulándose la temperatura de una pluralidad de zonas de…
UTIL DE MOLDEO EN CALIENTE.
(13/11/2009). Ver ilustración. Solicitante/s: BENTELER MASCHINENBAU GMBH. Inventor/es: KNAUP, HANS-JURGEN, VINNEN,MARTIN, STOCKTER,ROBERT.
Útil de moldeo en caliente , con un útil superior y un útil inferior (1a, 1b), en el que tanto el útil superior como también el útil inferior (1a, 1b) están constituidos, respectivamente, por una placa de base con una mordaza de moldeo fijada en ella y un núcleo fijado igualmente en la placa de base y entre el núcleo y el lado trasero de la mordaza de moldeo dirigido hacia el núcleo está configurado un sistema de canalización para la conducción de un refrigerante, caracterizado porque al menos las mordazas de moldeo están configuradas como piezas fundidas.
TROQUEL CON CIRCUITO DE REFRIGERACION.
(16/04/2008). Ver ilustración. Solicitante/s: AGRUPACION DE CONFORMADO Y EMSAMBLE, S.COOP. Inventor/es: BARAANO CENICACELAYA,LUIS, UGARTEMENDIA ARREGUI,JOSE CRUZ, SANZ GIL,AGUSTIN, ERDOCIA GALLASTEGUI,ANDONI.
Troquel que comprende una superficie exterior con la forma de la pieza que se quiere deformar, al menos un circuito de refrigeración , y al menos una carcasa , comprendiendo dicha carcasa dicha superficie exterior y una superficie interior que delimita al menos un alojamiento . El troquel comprende además un cuerpo alojado en dicho alojamiento , de tal manera que el circuito de refrigeración se forma entre dicha carcasa y dicho cuerpo.
PROCEDIMIENTO Y APARATO PARA LA EMBUTICION PROFUNDA DE CHAPA METALICA.
(01/07/2003). Solicitante/s: VAW ALUMINIUM AG. Inventor/es: SILLNER, GERHARDT, DIPL.-ING., VON CZARNOWSKI, PETER, DR.
Un procedimiento de embutición profunda de piezas formadas de chapa metálica, en el que las piezas formadas de chapa metálica se someten al menos a una etapa de embutición profunda en una prensa de embutición profunda, y las piezas formadas de chapa metálica son ablandadas térmicamente de manera localmente limitada en la prensa de embutición profunda, caracterizado por el hecho de que la energía de radiación de un haz láser se usa para el proceso de ablandamiento térmico.
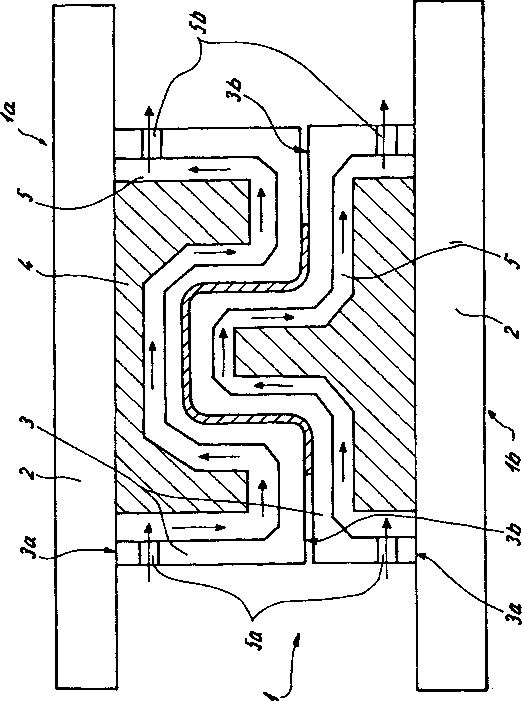
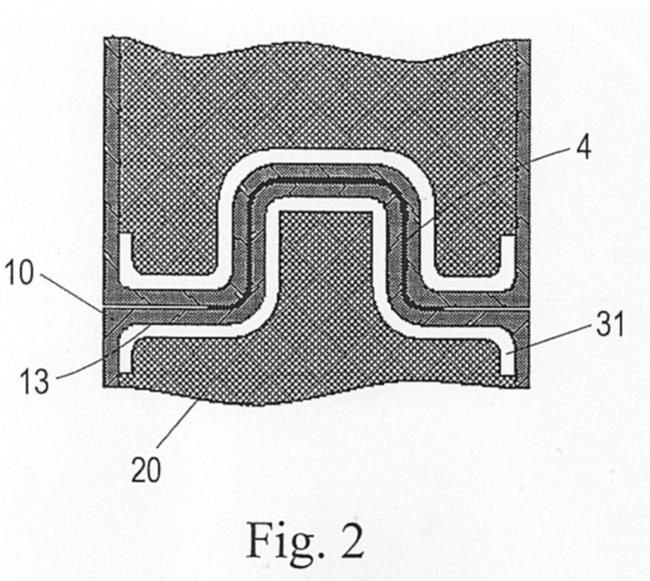
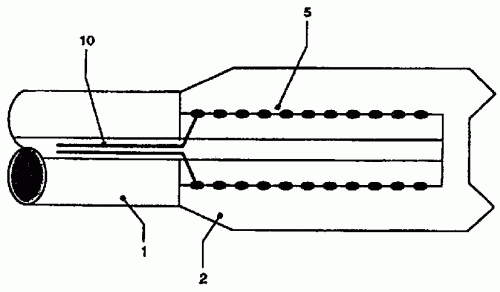
CONTROL DE LA TEMPERATURA DURANTE EL ESTIRADO DE CUERPOS DE BOTE.
(16/10/2002). Ver ilustración. Solicitante/s: SCHMALBACH-LUBECA AG. Inventor/es: BUSE, DIETER, GRANDMANN, WILLI.
EN ESTE PROCESO SE PROPONE, PARA EL AUMENTO DE LA DURACION DE LA HERRAMIENTA Y PARA COMPENSAR EL DESGASTE Y CON ELLO AUMENTAR EL RITMO DE TRABAJO EN MAQUINAS DE ESTAMPACION, VARIAR DE FORMA CONTROLADA LA TEMPERATURA (4, 5, 4A, 5A, 21, 22, 6, 8) DEL MANDRIL DE ESTAMPADO Y DE AL MENOS UNO DE LOS ANILLOS DE ESTAMPACION (10A, 10B, 10C). SE PROPONE EL PROCESO ASI COMO EL DISPOSITIVO DE ESTAMPACION DE TEMPERATURA VARIABLE. CON EL PROCESO Y EL DISPOSITIVO SE CONSIGUEN LATAS QUE TIENEN UN ESPESOR DE CHAPA CONSTANTE A PESAR DEL DESGASTE DE LA HERRAMIENTA, O QUE TIENEN UN ESPESOR DE CHAPA CONTROLABLE CON UNA HERRAMIENTA SIN CAMBIOS.
UNIDAD LIMPIADORA PARA EL VASTAGO DE LA MAQUINA FORMADORA DEL CUERPO.
(16/06/2002) UN DISPOSITIVO PARA LA MANUFACTURACION DE CUERPOS QUE TRANSFORMA CUBETAS DE METAL LIGERO EN CUERPOS DE LATAS ALARGADOS INCLUYE UN PISTON DOTADO DE UN MOVIMIENTO DE VAIVEN QUE, DURANTE SU CARRERA HACIA ADELANTE, IMPULSA LAS CUBETAS A TRAVES DE UN CONJUNTO DE TROQUELES CIRCULARES GRADUALES . UNOS LIMPIADORES EN FORMA DE ANILLO ENCAJAN EN LA SUPERFICIE EXTERIOR DEL CILINDRO DEL PISTON Y ESTAN DISPUESTOS DE MANERA QUE EL PRIMERO DE LOS LIMPIADORES RASQUE EL REFRIGERANTE DE LA HERRAMIENTA DE PISTON A MEDIDA QUE ESTE ULTIMO SE MUEVE HACIA ATRAS Y UN SEGUNDO DE LOS LIMPIADORES RASQUE EL FLUIDO HIDRAULICO DEL PISTON A MEDIDA QUE ESTE ULTIMO SE MUEVE HACIA ADELANTE. LOS LIMPIADORES ESTAN PROVISTOS DE SOLAPAS FLEXIBLES QUE ESTAN EN UN AJUSTE FRICCIONAL DE UNA PRESION RELATIVAMENTE BAJA CON EL PISTON DANDO COMO RESULTADO UNA ELEVACION DE TEMPERATURA…
{kind=link}
{kind=link}
{kind=link}