"UTIL PARA LA TRANSFORMACION DE MATERIAL".
Útil para la transformación de material y procedimiento para la fabricación del útil (100),
comprendiendo dicho útil (100) una carcasa (1) con al menos un hueco (13), que comprende una superficie exterior (10) que contacta con el material durante la transformación, y al menos un circuito (3) próximo a la superficie exterior (10) de la carcasa (1) para regular la temperatura de dicha superficie exterior (10). El útil (100) comprende además al menos un inserto (4) que se dispone en el hueco (13) de la carcasa (1), y al menos un espacio hueco entre dicha carcasa (1) y el inserto (4), formando el espacio hueco el circuito (3)
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200702141.
Solicitante: MONDRAGON UTILLAJE Y SISTEMAS, S.COOP.
Nacionalidad solicitante: España.
Provincia: VIZCAYA.
Inventor/es: UGARTEMENDIA ARREGUI,JOSE CRUZ, SANZ GIL,AGUSTIN, ERDOCIA GALLASTEGUI,ANDONI, BARAÑANO CENICACELAYA,LUIS, ELCOROBARRUTIA ARRIOLA,ALBERTO.
Fecha de Solicitud: 0 de de 26.
Fecha de Publicación: .
Fecha de Concesión: 6 de Julio de 2011.
Clasificación Internacional de Patentes:
- B21D37/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 37/00 Herramientas en cuanto que sean elementos de máquinas consideradas en la presente subclase (formas o estructuras de herramientas adaptadas únicamente a operaciones particulares, ver los grupos correspondientes a estas operaciones). › Calentado o enfriamiento.
- B21D37/20 B21D 37/00 […] › Fabricación de herramientas por medio de operaciones no incluida en una sola de las otras subclases.
- B29C33/04 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › utilizando líquido, gas o vapor de agua.
- B29C33/38M
Clasificación PCT:
- B21D37/16 B21D 37/00 […] › Calentado o enfriamiento.
- B21D37/20 B21D 37/00 […] › Fabricación de herramientas por medio de operaciones no incluida en una sola de las otras subclases.
- B29C33/04 B29C 33/00 […] › utilizando líquido, gas o vapor de agua.
- B29C33/38 B29C 33/00 […] › caracterizados por el material o el procedimiento de fabricación (B29C 33/44 tiene prioridad).
Fragmento de la descripción:
Útil para la transformación de material.
Sector de la técnica
La presente invención se relaciona con útiles empleados en la transformación de material, y más concretamente en útiles que comprenden al menos un circuito para la regulación de la temperatura de la superficie de dicho útil que entra en contacto con el material durante la transformación del mismo.
La presente invención también se relaciona con procedimientos para la fabricación de útiles como los descritos anteriormente.
Estado anterior de la técnica
Son conocidos del estado anterior de la técnica útiles empleados para la transformación de material, que puede ser chapa o plástico por ejemplo, como pueden ser por ejemplo pisadores, machos y/o hembras en el caso de conformación de material, o moldes en el caso de inyección de plásticos o metales, que comprenden al menos un circuito para regular la temperatura de una superficie exterior de dicho útil que está en contacto con el material durante la transformación del mismo. Dichos circuitos comprenden una entrada por la que se introduce un fluido y una salida por el que sale el fluido, empleándose dicho fluido para refrigerar la superficie exterior (agua fría por ejemplo), o para aumentar la temperatura de dicha superficie exterior (aceite caliente, por ejemplo).
La solicitud estadounidense US20040103709A1 por ejemplo, divulga un útil empleado en la conformación de material (chapa) que comprende un circuito del tipo descrito anteriormente, utilizado para refrigerar la superficie externa de dicho útil. Haciendo circular un fluido refrigerante por dicho circuito se consigue disminuir la temperatura de dicha superficie externa. Dicho útil está formado por diferentes secciones unidas entre sí, formando un único cuerpo macizo con una pluralidad de orificios o canales que forman el circuito de refrigeración. Si se desea modificar el circuito, por ejemplo, habría que desechar el útil al completo lo cuál puede resultar muy pernicioso en muchos casos y muy costoso.
La solicitud EP1749593A2 divulga un útil para la conformación de material, que comprende un circuito de los descritos anteriormente y que puede utilizarse para refrigerar la superficie externa de dicho útil o para calentarla, en función del fluido que se haga pasar a través de dicho circuito. Dicho útil comprende una carcasa hueca con la superficie externa, y un cuerpo que se introduce en el hueco de la carcasa dejando un espacio entre dicha carcasa y dicho cuerpo con la forma del circuito deseado, formando dicho espacio el circuito deseado. Si se quiere cambiar el circuito basta con modificar la forma del cuerpo introducido en dicho hueco, de tal manera que el espacio existente entre dicho cuerpo y dicha carcasa delimita el circuito con la forma deseada.
Exposición de la invención
El objeto de la invención es el de proporcionar un útil para la transformación de material y un procedimiento para fabricar dicho útil, comprendiendo el útil al menos un circuito para regular la temperatura de una superficie exterior de dicho útil en contacto con dicho material durante la transformación, según se describe en las reivindicaciones.
Un primer aspecto de la invención se refiere a un útil para la transformación de material, que comprende una carcasa con al menos un hueco, que comprende una superficie exterior que contacta con el material durante la transformación, al menos un circuito próximo a la superficie exterior de la carcasa para regular la temperatura de dicha superficie exterior, al menos un inserto que se dispone en el hueco de la carcasa, y al menos un espacio hueco entre dicha carcasa y el inserto, formando el espacio hueco el circuito. El inserto esta formado por al menos un material que comprende una temperatura de fusión inferior a la temperatura de fusión de la carcasa.
Un segundo aspecto de la invención se refiere a un procedimiento para la fabricación del útil para la transformación de material. El procedimiento comprende una etapa de vertido en la que se vierte un material de relleno en estado no sólido en el hueco sobre al menos parte de una superficie interior de la carcasa que delimita dicho hueco, comprendiendo el material de relleno al menos un elemento con una temperatura de fusión inferior a la temperatura de fusión de dicha carcasa y formando dicho material de relleno un inserto cuando se solidifica. El procedimiento comprende además las etapas de extracción en la que se extrae el material de relleno solidificado del hueco, de generación en la que se genera un hueco con la forma deseada del circuito en el material de relleno y/o en la superficie interior de la carcasa, y de disposición, en la que se dispone el inserto en el hueco, sobre la superficie interior de la carcasa.
De esta manera, se puede modificar fácilmente un circuito por ejemplo. Si se desea modificar el circuito, basta con extraer el inserto y volver a realizar todas las etapas del procedimiento, comprendiendo el elemento la forma de al menos parte del nuevo circuito que se requiere.
Estas y otras ventajas y características de la invención se harán evidentes a la vista de las figuras y de la descripción detallada de la invención.
Descripción de los dibujos
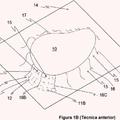
La Fig. 1 es una vista en perspectiva una realización de un útil de la invención, que se corresponde con un punzón.
La Fig. 2 es una vista en perspectiva de una realización de la carcasa del útil de la Fig. 1, que comprende un único hueco.
La Fig. 3 es una vista en corte transversal del útil de la Fig. 1 según la sección I-I, comprendiendo dicho útil la carcasa de la Fig. 2.
La Fig. 4 es una vista en corte longitudinal del útil de la Fig. 1 según la sección II-II, comprendiendo dicho útil la carcasa de la Fig. 2.
La Fig. 5 es una vista en corte transversal del útil de la Fig. 1 según la sección I-I, comprendiendo dicho útil la carcasa de la Fig. 2 y comprendiendo dicha carcasa la forma del circuito.
La Fig. 6 es una vista en corte longitudinal del útil de la Fig. 1 según la sección II-II, comprendiendo dicho útil la carcasa de la Fig. 2 y comprendiendo dicha carcasa la forma del circuito.
La Fig. 7 es una vista en perspectiva de una realización de la carcasa del útil de la Fig. 1, que comprende una pluralidad de huecos.
La Fig. 8 es una vista en corte transversal del útil de la Fig. 1 según la sección I-I, comprendiendo dicho útil la carcasa de la Fig. 7.
La Fig. 9 es una vista en corte longitudinal del útil de la Fig. 1 según la sección II-II, comprendiendo dicho útil la carcasa de la Fig. 7.
La Fig. 10 es una vista en corte transversal del útil de la Fig. 1 según la sección I-I, comprendiendo dicho útil la carcasa de la Fig. 7 y un circuito adicional.
La Fig. 11a es un diagrama de bloques de la primera realización del procedimiento de la invención.
La Fig 11b es un diagrama de bloques de la segunda realización del procedimiento de la invención.
La Fig. 11c es un diagrama de bloques de la tercera realización del procedimiento de la invención.
La Fig. 12 muestra un elemento de referencia dispuesto en el hueco de la carcasa tras la etapa de inicio del procedimiento de la Fig. 11a.
La Fig. 13 muestra la máscara sobre el elemento de referencia de la Fig. 13, tras la etapa de aplicación del procedimiento de la Fig. 11a.
La Fig. 14 muestra un inserto dispuesto en el hueco de la carcasa, tras la etapa de vertido del procedimiento de la Fig. 11a.
La Fig. 15 muestra el inserto y la carcasa, tras la etapa de extracción del procedimiento de la Fig. 11a.
Exposición detallada de la invención
El útil 100 de la invención se emplea para la transformación de material, preferentemente para la conformación de material (acero aleado, por ejemplo), aunque también puede emplearse en inyección de materiales (plástico o metal, por ejemplo) por ejemplo. En el caso de una conformación de material, dicho útil 100 puede formar parte de un troquel (no representado en las figuras) de una prensa (no representada en las figuras), pudiendo ser dicho útil 100 la matriz (hembra) y/o el punzón (macho) de dicho troquel, y/o un pisador por ejemplo de dicho troquel. En el caso de una inyección de material, dicho útil 100 puede ser por ejemplo un molde.
En la figura 1 se muestra una realización de un útil...
Reivindicaciones:
1. Útil para la transformación de material, que comprende
una carcasa (1) con al menos un hueco (13), que comprende una superficie exterior (10) que contacta con el material durante la transformación,
al menos un circuito (3) próximo a la superficie exterior (10) de la carcasa (1) para regular la temperatura de dicha superficie exterior (10),
al menos un inserto (4) que se dispone en el hueco (13) de la carcasa (1), y
al menos un espacio hueco entre dicha carcasa (1) y el inserto (4), formando el espacio hueco el circuito (3),
caracterizado porque
el inserto (4) esta formado por al menos un material con una temperatura de fusión inferior a la temperatura de fusión de la carcasa (1).
2. Útil según la reivindicación anterior, que comprende una máscara (5) dispuesta entre el inserto (4) y una superficie interior (11) de la carcasa (1) opuesta a la superficie exterior (10), delimitando la máscara (5) y la superficie interior (11) el espacio hueco que forma el circuito (3), y formando dicha máscara (5) y el inserto (4) un único cuerpo.
3. Útil según la reivindicación anterior, en donde la máscara (5) es de un material con un grado de porosidad que permite aislar el inserto (4) de la superficie interior (11) de la carcasa (1) y con una capacidad de deformación que permite las dilataciones o contracciones tanto del inserto (4) como de la carcasa (1), adaptándose dicha máscara (5) a dichas dilataciones y/o contracciones.
4. Útil según cualquiera de las reivindicaciones anteriores, en donde el inserto (4) comprende al menos un material con un coeficiente de dilatación igual o similar al de la carcasa (1).
5. Útil según la reivindicación anterior, en donde el inserto (4) está compuesto por una mezcla de el material con una temperatura de fusión inferior a la temperatura de fusión de la carcasa (1), con granalla, comprendiendo la granalla un coeficiente de dilatación igual o similar al de la carcasa (1).
6. Útil según la reivindicación 5, en donde la granalla está formada por elementos de granalla de tamaños diferentes.
7. Útil según cualquiera de las reivindicaciones anteriores, en donde la carcasa (1) comprende unas paredes laterales (12a, 12b) con una inclinación de un ángulo de inclinación tal, que la anchura de dicha carcasa (1) es mayor a media que las paredes laterales (12a, 12b) se alejan de la superficie exterior (10) de dicha carcasa (1).
8. Útil según cualquiera de las reivindicaciones anteriores, que comprende una tapa (7), delimitando la superficie interior (11) de la carcasa (1), las paredes (12a, 12b) y la tapa (7) el hueco (13), de tal manera que el inserto (4) está en dicho hueco (13) sin libertad de movimiento.
9. Útil según la reivindicación 8, que comprende al menos un elemento elástico (8) dispuesto entre una superficie soporte (40) del inserto (4) y la tapa (7).
10. Útil según cualquiera de las reivindicaciones anteriores, que comprende un circuito adicional (9) para regular la temperatura de una parte deseada del útil (100).
11. Procedimiento para fabricar un útil (100) para la transformación de material, comprendiendo el útil (100) una carcasa (1) con al menos un hueco (13), que comprende una superficie exterior (10) que contacta con el material durante la transformación, y al menos un circuito (3) próximo a la superficie exterior (10) de la carcasa (1) para regular la temperatura de dicha superficie exterior (10),
caracterizado porque comprende
una etapa de vertido (Ev) en la que se vierte un material de relleno en estado no sólido en el hueco (13) sobre al menos parte de una superficie interior (11) de la carcasa (1) que delimita dicho hueco (13), comprendiendo el material de relleno al menos un elemento con una temperatura de fusión inferior a la temperatura de fusión de dicha carcasa (1) y formando dicho material de relleno un inserto (4) cuando se solidifica,
una etapa de extracción (Ee) posterior a la etapa de vertido (Ev) en la que se extrae el material de relleno solidificado del hueco (13),
una etapa de generación (Eg) posterior a la etapa de extracción (Ee) en la que se genera un hueco con la forma deseada del circuito (3) en el material de relleno y/o en la superficie interior (11) de la carcasa (1), y
una etapa de disposición (Ed) posterior a la etapa de generación (Eg)en la que se dispone el inserto (4) en el hueco (13), sobre la superficie interior (11) de la carcasa (1).
12. Procedimiento según la reivindicación anterior, que comprende una etapa de inicio (Ei) anterior a la etapa de vertido (Ev), durante la cuál se dispone al menos un elemento de referencia (20) que comprende la forma de al menos parte del circuito (3) deseado sobre la zona de la superficie interior (11) de la carcasa (1) opuesta a la superficie exterior (10), de tal manera que el material de relleno se vierte también sobre el elemento de referencia (20) durante dicha etapa de vertido (Ev), extrayéndose el elemento de referencia (20) del hueco (13) durante la etapa de extracción (Ee), generándose un espacio hueco con la forma del circuito (3) deseado en una superficie funcional (41) de dicho inserto (4) en dicha etapa de generación (Eg).
13. Procedimiento según la reivindicación 11, que comprende una etapa de inicio (Em) anterior a la etapa de vertido (Ev), durante la cuál se mecaniza al menos parte del circuito (3) deseado en la zona de la superficie interior (11) de la carcasa (1) opuesta a la superficie exterior (10) y se cubre dicho mecanizado mediante unos medios de cubrimiento, de tal manera que el material de relleno se vierte también sobre los medios de cubrimiento durante la etapa de vertido (Ev), extrayéndose los medios de cubrimiento del hueco (13) durante la etapa de extracción (Ee), generándose un espacio hueco con la forma del circuito (3) deseado en la superficie interior (11) de dicha carcasa (1) en la etapa de generación (Eg).
14. Procedimiento según la reivindicación 11, en donde durante la etapa de generación (Eg) se mecaniza al menos parte del circuito (3) deseado en una superficie funcional (41) del inserto (4) una vez extraído dicho inserto (4) del hueco (13) en la etapa de extracción (Ee), generándose un espacio hueco con la forma del circuito (3) deseado en una superficie funcional (41) de dicho inserto (4) en la etapa de generación (Eg).
15. Procedimiento según cualquiera de las reivindicaciones 12 a 14, que puede comprender una etapa de aplicación (Ea) anterior a la etapa de vertido (Ev), en la que se aplica una máscara (5) sobre la superficie interna (11) de la carcasa (1), uniéndose la máscara (5) al material de relleno cuando dicho material de relleno se solidifica, y formando dicha máscara (5) y dicho material de relleno un único cuerpo, extrayéndose dicha máscara (5) junto con el inserto (4) en la etapa de extracción (Ee) y disponiéndose dicha máscara (5) en el hueco (13) junto con el inserto (4) en la etapa de disposición (Ed).
16. Procedimiento según cualquiera de las reivindicaciones 11 a 15, en donde la carcasa (1) comprende unas paredes laterales (12a, 12b) que se prolongan desde la superficie exterior (10), comprendiendo el procedimiento una etapa final (Ef) tras la etapa de disposición (Ed) en la que se dispone una tapa (7) que se fija a dichas paredes (12a, 12b), delimitando la superficie interior (11) de dicha carcasa (1), las paredes (12a, 12b) y la tapa (7) el hueco (13).
17. Procedimiento según la reivindicación anterior, que puede comprender una etapa adicional (El) entre la etapa de disposición (Ed) y la etapa final (Ef), disponiéndose al menos un elemento elástico (8) entre la tapa (7) y una superficie soporte (40) del inserto (4) que queda enfrentada a dicha tapa (7).
Patentes similares o relacionadas:
 Diseño de sobrante sin secciones, del 31 de Mayo de 2019, de Hexagon Manufacturing Intelligence Canada Limited: Un método para el diseño de un sobrante , en donde todo o parte del sobrante se diseña con un enfoque sin secciones, que comprende las etapas de: introducir […]
Diseño de sobrante sin secciones, del 31 de Mayo de 2019, de Hexagon Manufacturing Intelligence Canada Limited: Un método para el diseño de un sobrante , en donde todo o parte del sobrante se diseña con un enfoque sin secciones, que comprende las etapas de: introducir […]
Herramienta de punzonado, del 15 de Noviembre de 2017, de voestalpine Precision Strip GmbH: Herramienta de punzonado , en particular línea de corte , formada por una cinta de acero al menos en parte tratada térmicamente y/o bonificada […]
 Procedimiento de fresado de un rebajo en una pieza de trabajo y pieza de trabajo con un rebajo, del 3 de Febrero de 2016, de GUSTAV KLAUKE GMBH: Procedimiento de fresado de un rebajo en una pieza de material, en el que el rebajo presenta segmentos de borde que se encuentran uno con otro en ángulo en una zona de esquina, […]
Procedimiento de fresado de un rebajo en una pieza de trabajo y pieza de trabajo con un rebajo, del 3 de Febrero de 2016, de GUSTAV KLAUKE GMBH: Procedimiento de fresado de un rebajo en una pieza de material, en el que el rebajo presenta segmentos de borde que se encuentran uno con otro en ángulo en una zona de esquina, […]
 Métodos para procesar termomecánicamente acero para herramientas y herramientas hechas a partir de aceros para herramientas procesados termomecánicamente, del 22 de Diciembre de 2015, de DAYTON PROGRESS CORPORATION: Un método para procesar termomecánicamente una preforma compuesta de acero para herramientas, que tiene una temperatura de inicio martensítica y una temperatura austenítica […]
Métodos para procesar termomecánicamente acero para herramientas y herramientas hechas a partir de aceros para herramientas procesados termomecánicamente, del 22 de Diciembre de 2015, de DAYTON PROGRESS CORPORATION: Un método para procesar termomecánicamente una preforma compuesta de acero para herramientas, que tiene una temperatura de inicio martensítica y una temperatura austenítica […]
Procedimiento para fabricar un útil de moldeo refrigerable y útil de moldeo fabricado por este procedimiento, del 11 de Diciembre de 2013, de VOLKSWAGEN AKTIENGESELLSCHAFT: Procedimiento para fabricar un útil de moldeo refrigerable , que comprende: - fabricar un cuerpo parcial metálico del útil de moldeo […]
Herramienta de plegado para una prensa plegadora de chapa así como procedimiento para su fabricación, del 25 de Abril de 2012, de Trumpf Maschinen Austria GmbH & CO. KG: Herramienta de plegado para una prensa plegadora de chapa, en particular para una prensa plegadora paraplegar en matriz piezas que se hayan de fabricar […]
APARATO CONFORMADOR QUE UTILIZA CALENTAMIENTO POR INDUCCION, QUE COMPRENDE UNA MATRIZ DE CERAMICA CON UN RECUBRIMIENTO DURADERO., del 16 de Junio de 2006, de THE BOEING COMPANY: Un troquel (20, 22; 20', 22') para uso en un aparato conformador que usa calentamiento por inducción, cuyo troquel comprende: - un cuerpo de […]
HERRAMIENTAS CON UNA REGIÓN DE TRABAJO TERMOMECÁNICAMENTE MODIFICADA Y MÉTODOS DE FORMACIÓN DE DICHAS HERRAMIENTAS, del 17 de Octubre de 2011, de DAYTON PROGRESS CORPORATION: Una herramienta para ser utilizada en una máquina para modificar una pieza de trabajo, que comprende un miembro formado de un acero […]