Procedimiento para producir una parte de alta resistencia.
Procedimiento de producción de una parte de alta resistencia, que comprende las etapas de:
usar una lámina de acero que contiene, en % en peso, C: del 0,05 al 0,55% y Mn: del 0,1 al 3%, opcionalmente, uno o más elementos seleccionados de entre Si: el 1,0% o menos, Al: del 0,005 al 0,1%, S: el 0,02% o menos , P: EL 0,03% o menos, Cr: del 0,01 al 1,0%, B: del 0,0002% al 0,0050%, N: el 0,01% o menos y O: el 0,015% o menos, además, opcionalmente, uno o más elementos seleccionados de entre Nb, Zr, Mo y V de no más del 1% de cada uno, en su composición química y que tiene un esfuerzo de tracción de 980 MPa o más; el procedimiento está caracterizado además por calentar la lámina de acero en una atmósfera, en porcentaje en volumen, de hidrógeno en una cantidad del 10% o menos (incluyendo EL 0%) y de un punto de rocío de 30ºC o menos a la Ac3 al punto de fusión, a continuación, iniciar la conformación en prensa a una temperatura superior a la temperatura a la que se produce una transformación ferrítica, perlítica, bainítica, martensítica y completar la conformación en prensa en estado de austenita, aplicar un corte a 10 mm del punto muerto inferior de la conformación en prensa, y enfriar y endurecer después de la conformación en prensa en el molde para producir una parte de alta resistencia.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2005/017441.
Solicitante: NIPPON STEEL CORPORATION.
Nacionalidad solicitante: Japón.
Dirección: 6-1, Marunouchi 2-chome Chiyoda-ku Tokyo 100-8071 JAPON.
Inventor/es: SATO, HIRONORI, ABE, MASAYUKI, FUJITA,NOBUHIRO, MAKI,Jun, Suzuki,Noriyuki, Kusumi,Kazuhisa, Hayashi,Kunio, Nakajima,Shinya, Oogami,Masahiro, Kanda,Toshiyuki, Takahashi,Manabu, Takahashi,Yuzo.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D28/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › Conformación por corte a presión; Perforación.
- B21D28/14 B21D […] › B21D 28/00 Conformación por corte a presión; Perforación. › Matrices (dispositivos de eyección o de arranque, previstos en las herramientas para cortar o punzar B21D 45/00).
- B21D37/16 B21D […] › B21D 37/00 Herramientas en cuanto que sean elementos de máquinas consideradas en la presente subclase (formas o estructuras de herramientas adaptadas únicamente a operaciones particulares, ver los grupos correspondientes a estas operaciones). › Calentado o enfriamiento.
- B21D53/88 B21D […] › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › de otras partes de vehículos, p. ej. capós guardabarros.
- C21D1/74 QUIMICA; METALURGIA. › C21 METALURGIA DEL HIERRO. › C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B). › C21D 1/00 Métodos o dispositivos generales para tratamientos térmicos, p. ej. recocido, endurecido, temple o revenido. › Métodos de tratamiento en gas inerte, atmósfera controlada, vacío o material pulverulento.
- C21D9/46 C21D […] › C21D 9/00 Tratamiento térmico, p. ej. recocido, endurecido, revenido, temple, adaptado para artículos particulares; Sus hornos. › para láminas metálicas.
- C22C38/00 C […] › C22 METALURGIA; ALEACIONES FERROSAS O NO FERROSAS; TRATAMIENTO DE ALEACIONES O METALES NO FERROSOS. › C22C ALEACIONES (tratamiento de alegaciones C21D, C22F). › Aleaciones ferrosas, p. ej. aleaciones del acero (aleaciones de hierro colado C22C 37/00).
- C22C38/04 C22C […] › C22C 38/00 Aleaciones ferrosas, p. ej. aleaciones del acero (aleaciones de hierro colado C22C 37/00). › que contienen manganeso.
- C22C38/38 C22C 38/00 […] › con más de 1,5% en peso de manganeso.
PDF original: ES-2382811_T3.pdf
Fragmento de la descripción:
Procedimiento para producir una parte de alta resistencia.
La presente invención se refiere a un procedimiento de producción de un miembro en el cual se requiere resistencia, tal como el usado para un miembro estructural y un miembro de refuerzo de un automóvil, más particularmente, se refiere a una parte de resistencia superior después de una conformación a alta temperatura.
Con el fin de aligerar el peso de los automóviles, una necesidad que tiene como origen los problemas medioambientales mundiales, es necesario hacer que el acero usado en los automóviles tenga una resistencia tan alta como sea posible, pero, en general, al producir una lámina de acero de alta resistencia, la elongación o valor r se reduce y la conformabilidad se deteriora. Para resolver este problema, una tecnología de conformación de acero en caliente y el uso del calor en ese momento para elevar la resistencia, se divulgan en el documento JP-A-2000-234153. Esta tecnología está dirigida a controlar, de manera adecuada, la composición del acero, calentar el acero a una temperatura en la región de ferrita y utilizar el endurecimiento por precipitación en esa región de temperatura para aumentar su resistencia.
Además, el documento JP-A-2000-87183 propone una lámina de acero de alta resistencia con una reducción importante en el límite elástico a la temperatura de conformación a un valor muy inferior al límite elástico a temperatura ordinaria, con el fin de mejorar la precisión de la conformación en prensa. Sin embargo, en estas tecnologías, puede haber límites para la resistencia obtenida. Por otro lado, la tecnología para calentar a la alta temperatura de la región de austenita, de una sola fase, después de la conformación y, en el subsiguiente procedimiento de enfriamiento, transformar el acero a una fase dura con el propósito de obtener alta resistencia se propone en el documento JP-A-2000-38640.
Sin embargo, si se calienta y se enfría rápidamente después de la conformación, pueden surgir problemas en la precisión de la forma. En relación a la tecnología para superar este defecto, una tecnología para calentar la lámina de acero a la región de austenita, de una sola fase, y, en el subsiguiente procedimiento de conformación en prensa, enfriar el acero se divulga en los documentos SAE, 20 y JPA-A-2001-181833.
De esta manera, en una lámina de acero de alta resistencia usada para automóviles, etc., cuanto mayor sea la resistencia, mayor será el problema de conformabilidad indicado anteriormente. En particular, en un miembro de alta resistencia de más de 1000 MPa, tal como se conoce en el pasado, hay un problema básico de fragilidad por hidrógeno (también llamado corrosión intergranular o fractura retardada) . Cuando se usa como lámina de acero prensada en caliente, mientras hay un pequeño esfuerzo residual debido al prensado a alta temperatura, el hidrógeno entra al acero en el momento del calentamiento antes del prensado. Además, el esfuerzo residual del subsiguiente trabajo ocasiona mayor susceptibilidad a la fragilización por hidrógeno. Por lo tanto, sólo prensando a una alta temperatura, no se resuelve el problema inherente. Es necesario optimizar las condiciones del procedimiento en el procedimiento del calentamiento y los procedimientos integrados en el post-procesamiento.
Para reducir el esfuerzo residual en el corte y en los otros procesamientos posteriores, es suficiente que disminuya la resistencia en las partes a procesar posteriormente. Una tecnología que reduce la tasa de enfriamiento en las partes a ser procesadas posteriormente, de manera que el endurecimiento sea insuficiente y se reduzca, de esta manera, la resistencia en esas partes, se divulga en la publicación de patente japonesa (A) No. 2003-328031. Según este procedimiento, se considera que la resistencia de parte de la parte se reduce y permite un corte u otro post-procesamiento fácil. Sin embargo, cuando se usa este procedimiento, la estructura del molde se vuelve complicada, lo cual es económicamente desventajoso. Además, en este procedimiento, no se menciona en absoluto la fragilización por hidrógeno. Mediante este procedimiento, incluso si la resistencia de la lámina de acero se reduce en cierto grado y el esfuerzo residual después del post-procesamiento se reduce a cierto grado, si el hidrógeno permanece en el acero, puede darse, innegablemente, una fragilización por hidrógeno.
El documento JP-A-2004-124221 divulga una lámina de acero con una excelente capacidad de endurecimiento después de un trabajo en caliente.
El documento JP-A-6-238361 divulga una estructura para fijar el punzón de empuje inferior del troquel de la prensa.
El documento JP-A-2003-181549 divulga un procedimiento de prensado en caliente para un miembro de automóvil de alta resistencia, usando una lámina de acero revestida de aluminio.
El documento EP-A-1 767 286 (WO 2006/006742 A) divulga un procedimiento de prensado en caliente para un miembro de alta resistencia, usando una lámina de acero y partes prensadas en caliente.
La presente invención se realizó para resolver este problema y proporciona una parte de alta resistencia, con una superior resistencia a la fragilización por hidrógeno, capaz de proporcionar una resistencia de 1.200 MPa o más, después de una conformación a alta temperatura, y un procedimiento de producción de la misma. Los presentes inventores realizaron diversos estudios para resolver este problema. Como resultado, descubrieron que
para suprimir la fragilización por hidrógeno, es efectivo controlar la atmósfera en el horno de calentamiento antes de la conformación, para reducir la cantidad de hidrógeno en el acero y, a continuación, reducir o eliminar el esfuerzo residual mediante el procedimiento de post-procesamiento.
De esta manera, el objeto anterior puede conseguirse mediante las características especificadas en las reivindicaciones.
La invención se describe, en detalle, en conjunción con los dibujos, en los que:
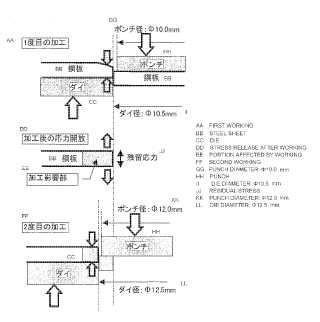
La Fig. 1 es una vista del concepto de generación de esfuerzo de tracción residual debido a una perforación, La Fig. 2 es una vista del concepto de retirada de una capa de plástico trabajada u otras partes afectadas, La Fig. 3 es una vista del estado cortado por una cuchilla de corte que tiene una forma de la punta de la cuchilla en la que una diferencia escalonada forma la punta de la cuchilla, La Fig. 4 es una vista del estado cortado por una cuchilla que tiene una forma de la punta de la cuchilla que tiene una parte paralela a la punta en la punta de la diferencia escalonada, La Fig. 5 es una vista de un procedimiento de perforación convencional, La Fig. 6 es una vista del estado cortado por un punzón que tiene una estructura de dos etapas, La Fig. 7 es una vista del comportamiento de deformación material en el caso en el que hay una cuchilla de plegado, La Fig. 8 es una vista de la relación del radio de curvatura Rp de la cuchilla de plegado y el esfuerzo residual, La Fig. 9 es una vista de la relación del ángulo 8p de la pared vertical de la cuchilla A de plegado y el esfuerzo residual, La Fig. 10 es una vista de la relación de la altura de la cuchilla de plegado y el esfuerzo residual, La Fig. 11 es una vista de la relación entre la holgura y el esfuerzo residual, La Fig. 12 es una vista de una pieza de ensayo de perforación, La Fig. 13 es una vista de una pieza de ensayo de corte, La Fig. 14 es una vista de la forma de la sección transversal de una herramienta., La Fig. 15 es una vista de una forma de un punzón, La Fig. 16 es una vista de una forma de un troquel, La Fig. 17 es una vista de una forma de un artículo conformado, La Fig. 18 es una vista del estado de una posición de corte, La Fig. 19 es una vista de la forma de la sección transversal de una herramienta de acuñación, La Fig. 20 es una vista de la forma de la sección transversal de un molde del Ejemplo 4, La Fig. 21 es una vista de la forma de la sección transversal de una herramienta del Ejemplo 5, La Fig. 22 es una vista de un punzón de conformación del Ejemplo 5, La Fig. 23 es una vista de un troquel de conformación del Ejemplo 5, La Fig. 24 es una vista de una parte conformada del Ejemplo 5, y La Fig. 25 es una vista del estado de una posición de post-procesamiento del Ejemplo 6.
La presente invención proporciona una parte de alta resistencia, con una resistencia superior a la fragilización por hidrógeno, mediante el control de la atmósfera en el horno de calentamiento cuando se calienta la lámina de acero antes de la conformación, para obtener una parte... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de producción de una parte de alta resistencia, que comprende las etapas de:
usar una lámina de acero que contiene, en % en peso, C: del 0, 05 al 0, 55% y Mn: del 0, 1 al 3%, opcionalmente, uno o más elementos seleccionados de entre Si: el 1, 0% o menos, Al: del 0, 005 al 0, 1%, S: el 0, 02% o menos , P: EL
0, 03% o menos, Cr: del 0, 01 al 1, 0%, B: del 0, 0002% al 0, 0050%, N: el 0, 01% o menos y O: el 0, 015% o menos, además, opcionalmente, uno o más elementos seleccionados de entre Nb, Zr, Mo y V de no más del 1% de cada uno, en su composición química y que tiene un esfuerzo de tracción de 980 MPa o más; el procedimiento está caracterizado además por calentar la lámina de acero en una atmósfera, en porcentaje en volumen, de hidrógeno en una cantidad del 10% o 10 menos (incluyendo EL 0%) y de un punto de rocío de 30ºC o menos a la Ac3 al punto de fusión,
a continuación, iniciar la conformación en prensa a una temperatura superior a la temperatura a la que se produce una transformación ferrítica, perlítica, bainítica, martensítica y completar la conformación en prensa en estado de austenita, aplicar un corte a 10 mm del punto muerto inferior de la conformación en prensa, y enfriar y endurecer después de la conformación en prensa en el molde para producir una parte de alta resistencia.
2. Procedimiento de producción de una parte de alta resistencia tal como se expone en la reivindicación 1, caracterizado porque dicha lámina de acero es tratada mediante cualquiera de entre laminado de aluminio, laminado de aluminio y zinc y laminado de zinc.
Patentes similares o relacionadas:
Lámina de acero inoxidable para separadores de pila de combustible, y método de producción para la misma, del 17 de Junio de 2020, de JFE STEEL CORPORATION: Lámina de acero inoxidable para separadores de pila de combustible, que comprende: una composición química que contiene, en % en masa, C: del […]
Procedimiento de fabricación de piezas de acero revestidas y endurecidas por presión, y chapas prerrevestidas que permiten la fabricación de estas piezas, del 1 de Abril de 2020, de Arcelormittal: Chapa laminada en frío y recocida, de grosor comprendido entre 0,5 y 2,6 mm, prerrevestida para la fabricación de piezas endurecidas por templado en prensa, compuesta […]
Procedimiento de tratamiento térmico de desensibilización a la fisuración asistida por el entorno de una aleación a base de níquel, principalmente para ensamblaje de combustible de reactor nuclear y para reactor nuclear, y pieza realizada con esta aleación así tratada, del 8 de Enero de 2020, de FRAMATOME: Procedimiento de tratamiento térmico de desensibilización a la fisuración asistida por el entorno de una aleación con base Ni de composición, en porcentajes ponderales: […]
Procedimiento y horno para tratamiento con calor de cintas metálicas, del 18 de Diciembre de 2019, de ANDRITZ TECHNOLOGY AND ASSET MANAGEMENT GMBH: Procedimiento para el tratamiento térmico de una cinta metálica , en el que la cinta metálica se precalienta en una zona de precalentamiento por […]
Lámina de acero recubierta con aleación de hierro y aluminio para la conformación con prensa en caliente, que tiene excelente resistencia a la fractura retardada por hidrógeno, resistencia al desprendimiento y capacidad de soldadura, miembro conformado en caliente utilizando la misma y métodos de fabricación de la misma, del 20 de Noviembre de 2019, de POSCO: Una lámina de acero recubierta de aleación de aluminio-hierro (Al-Fe) para conformación en caliente, que tiene alta resistencia a la fractura retardada por hidrógeno y la […]
Rodillo de briqueteado y método para producir el mismo, del 4 de Septiembre de 2019, de Fujico Co., Ltd: Un rodillo de briqueteado, que tiene integralmente un material de capa interna y un material de capa externa, que comprende […]
Aparato para el tratamiento de una tira de metal en una planta de recocido vertical, del 24 de Julio de 2019, de ACCIAI SPECIALI TERNI S.P.A.: Un aparato para el tratamiento de una tira de metal en un sistema de planta de recocido vertical que comprende una zona en donde el tratamiento térmico de […]
Horno de recocido continuo, del 24 de Julio de 2019, de CHUGAI RO CO., LTD.: Un horno de recocido continuo que comprende una porción de sellado de entrada que permite la introducción de un material sujeto alargado, […]