PROCEDIMIENTO Y APARATO PARA LA CONFORMACION A TEMPERATURA CONTROLADA DE MATERIAL DE ACERO LAMINADO EN CALIENTE.
Procedimiento para la conformación de chapas de acero, en el que una platina es producida a partir de chapa de acero,
la platina es insertada en un utillaje de conformación y la pieza conformada es producida a partir de la platina con el utillaje de conformación en un solo proceso único, de manera que la platina es calentada antes de conformación, en el que el calentamiento es llevado a cabo en medida tal que el acero no sufre ninguna transición de fase y la conformación tiene lugar en el rango ferrítico, perlítico o bainítico sin que se supere la temperatura eutectoide o de recristalización, caracterizado porque los bordes laterales de la pieza conformada son troquelados o comprimidos con elementos de troquelado para la estampación de pequeños radios y/o para incrementar el grosor de paredes en esta zona y/o para la preparación para la soldadura
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/000261.
Solicitante: VOESTALPINE ANARBEITUNG GMBH.
Nacionalidad solicitante: Austria.
Dirección: VOESTALPINE-STASSE 3,4020 LINZ.
Inventor/es: KIRCHWEGER,HANS-JORG, KRENN,KARL-HEINZ, KRIEGNER,WOLFGANG.
Fecha de Publicación: .
Fecha Concesión Europea: 23 de Junio de 2010.
Clasificación Internacional de Patentes:
- B21D22/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00). › Estampado que utiliza dispositivos o herramientas rígidas.
- B21D37/16 B21D […] › B21D 37/00 Herramientas en cuanto que sean elementos de máquinas consideradas en la presente subclase (formas o estructuras de herramientas adaptadas únicamente a operaciones particulares, ver los grupos correspondientes a estas operaciones). › Calentado o enfriamiento.
- C21D8/04 QUIMICA; METALURGIA. › C21 METALURGIA DEL HIERRO. › C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B). › C21D 8/00 Modificación de las propiedades físicas por deformación en combinación con, o seguida por, un tratamiento térmico (endurecido de objetos o de materiales formados por forja o laminado sin otro calentamiento que el necesario para dar la forma C21D 1/02). › para producir productos planos o bandas para repujado profundo.
- C21D9/48 C21D […] › C21D 9/00 Tratamiento térmico, p. ej. recocido, endurecido, revenido, temple, adaptado para artículos particulares; Sus hornos. › láminas embutidas.
Clasificación PCT:
Fragmento de la descripción:
Procedimiento y aparato para la conformación a temperatura controlada de material de acero laminado en caliente.
La presente invención se refiere a un procedimiento y dispositivo para la conformación a temperatura controlada de material de acero laminado en caliente.
Es conocida la fabricación de piezas partiendo de chapa de acero mediante conformaciones tales como embutición de las piezas deseadas. Para ello se utilizan tanto aceros laminados en caliente como también materiales de acero laminados en caliente y en frío.
Estos procesos de conformación pueden ser realizados como procedimientos de conformación en caliente y también como procedimientos de conformación en frío.
De forma general, se describe para la conformación en caliente una conformación en el área austenítica. Para ello no se debe superar la temperatura máxima de 980ºC a partir de la cual no debe tener lugar calentamiento adicional alguno. Además, la conformación debe ser llevada a cabo por encima de 750ºC y el enfriamiento debe ser llevado a cabo a continuación en aire tranquilo. Para este procedimiento se pueden utilizar solamente aceros normales de recocido, puesto que garantizan las resistencias incluso después de un calentamiento a 950ºC.
El desarrollo de este procedimiento se ha mostrado en la figura 18. En este caso, se coloca la platina (101) cortada en principio a su contorno final en la primera parte (102) del utillaje (103) y se conforma libremente. En este caso, tal como se muestra en la etapa 2 de la figura, la platina (101) es curvada en el fondo. En este procedimiento, la platina (101) puede ser fijada solamente en estado de reposo antes de la conformación en el utillaje (103). Tan pronto como la pieza superior (104) del utillaje (103) establece contacto con la platina (101) tiene lugar una conformación libre no guiada (figura 18 parte superior). Después de esta conformación, la platina (101) es manipulada en el segundo utillaje (105) (figura 18 parte inferior). En esta etapa son recalcados los bordes (106) o bien los radios (107) de la pieza. Simultáneamente, en caso deseado puede tener lugar un acuñado de los bordes de soldadura. Puesto que, no obstante, la conformación tiene lugar de manera libre, la realización del acuñado de los bordes, según una cierta medida, puede ser realizado solamente de forma difícil. Durante el acuñado se produce un abombamiento en sentido contrario (108) de la pieza. En este caso, se desplazará material al fondo y no se utilizará para el acuñado. Esto requiere, no obstante, importantes recorridos de recalcado para cumplir con el mantenimiento de medidas de los bordes y de los radios. Esto significa, en base a los elevados recorridos de recalcado, que el utillaje sufre forzosamente un elevado desgaste. Adicionalmente se debe tener en cuenta también que en este procedimiento se deben encontrar siempre disponibles piezas en la prensa. Esto compensa, no obstante, la reducción de la fuerza de la prensa en base a la elevada temperatura de conformación.
Son piezas constructivas típicas, que se pueden fabricar de este modo, los puentes de eje de vehículos a motor. En este caso, se utiliza la conformación en caliente para la reducción del esfuerzo de conformación y de los radios de curvatura. Simultáneamente, se pueden recalcar en una segunda etapa los bordes de curvatura de manera que la pieza experimenta una elevada rigidez.
Un procedimiento de este tipo es conocido, por ejemplo, por el documento US 2.674.783. En este procedimiento, en una primera fase se genera una forma y a continuación en una segunda operación esa forma previa es acuñada de forma final.
Esta fabricación tiene el inconveniente de que la pieza debe ser manipulada dos veces. En este caso se presentan diferentes velocidades de enfriamiento. En dependencia de la temperatura del utillaje, la velocidad de enfriamiento en el utillaje puede ser mayor o menor que en aire tranquilo. Tal como se describirá más adelante, la refrigeración es de gran importancia en aceros recocidos normalizados.
En base al procedimiento de dos etapas, la temperatura de la pieza disminuye notablemente. Esto tiene como resultado que aumentan las fuerzas de conformación y en el caso del calibrado, es decir, la etapa de proceso que tiene la fuerza de conformación más elevada, la resistencia de la conformación es muy elevada y se reduce la ventaja de la conformación en caliente. Además se debe tener en cuenta que la segunda conformación debe ser realizada por encima de 750ºC o unos 700ºC.
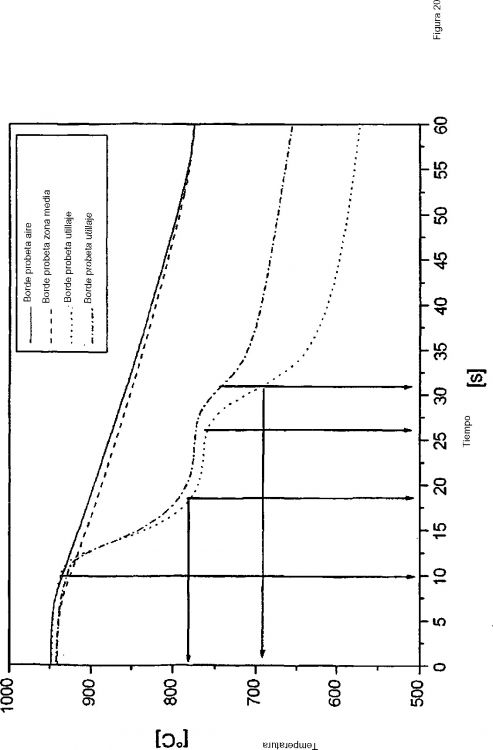
Investigaciones realizadas con utillajes previamente calentados, es decir, condiciones de trabajo próximas a la forma en que tiene lugar el trabajo, demuestran que, en comparación con la refrigeración en el aire, las velocidades de refrigeración son esencialmente más elevadas en la conformación en caliente (figura 19).
En todas las investigaciones, las temperaturas de la pieza se han medido mediante elementos termoeléctricos. Los elementos termoeléctricos han sido introducidos en orificios largos con un diámetro de 2 mm conformándose conjuntamente. Una representación detallada del proceso de conformación se muestra en la figura 20. En este caso se puede apreciar que la primera etapa de conformación tiene lugar aproximadamente a 790ºC y la segunda etapa de conformación a unos 680ºC. Esto significa, no obstante, un descenso de la temperatura de conformación mínima de 750ºC o 700ºC. En la figura 19 se puede apreciar también que la transformación de ferrita en austenita tiene lugar de forma intermedia o durante la conformación. La temperatura exacta de transformación depende de la composición de la aleación. La temperatura final significa también que no se pueden ya conseguir las ventajas de la conformación en caliente, es decir, fuerzas de conformación reducidas en la segunda etapa de conformación.
La elección de aceros para este tipo de procedimientos de conformación en caliente está limitada a aceros recocidos normalizados.
Los aceros recocidos normalizados, o bien aceros laminados, consiguen sus propiedades mecánicas tanto en el estado inicial (laminado normalizado) como también en estado recocido, siempre que se trate de un recocido normal. El tratamiento en caliente tiene lugar por encima de la temperatura A3. Es decir, tiene lugar un recocido en la zona austenítica de una fase. Si los aceros se conforman en frío, en caso de superar un grado de conformación de 5%, se debe llevar a cabo un tratamiento térmico.
Los valores mecánicos característicos se consiguen principalmente por la constitución de una matriz ferrítica-perlítica. Esto significa, no obstante, que la velocidad de refrigeración se debe mantener de manera exacta para garantizar la constitución de perlita laminar fina. La refrigeración debe tener lugar lentamente, en aire tranquilo o en el horno. Se debe tener en cuenta que las fases de ferrita y perlita deben separarse y se debe impedir la formación de martensita. Por encima de 600ºC, la velocidad de refrigeración no es crítica. La resistencia del material depende linealmente de la proporción de perlita y ésta a su vez del contenido de carbono. El aumento de la resistencia se puede conseguir de manera esencial solamente por un mayor contenido de carbono. Eso significa, no obstante, como consecuencia, que de esta forma disminuye la capacidad de soldadura. Esto se puede reconocer por el aumento de la equivalente de carbono (ver figura 15).
En aceros recocidos normalizados se puede distinguir entre productos laminados normalizados y productos recocidos normalizados, de manera que los productos laminados normalizados se deben tener en cuenta en su fabricación que el último laminado en caliente tiene lugar encima de la temperatura de recristalización de la austenita. Ésta se encuentra de manera típica en unos 950ºC.
El acero se recristaliza completamente y la dirección de laminación se puede reconocer solamente en base a los efectos de la cascarilla. La austenita recristalizada se transforma en unión con una velocidad de enfriamiento definida en ferrita y perlita. En productos recocidos normalizados, las platinas u otras piezas son calentadas por encima de la temperatura A3 y a continuación se enfrían de forma controlada. Después de este tratamiento térmico, el acero alcanza nuevamente las características iniciales. Además, se puede proceder a su conformación en caliente, conjuntamente con un calentamiento de la platina o de la pieza. No obstante, se debe tener en cuenta que la conformación debe tener lugar por encima de 750ºC. Para un grado de conformación no superior al 5% es suficiente...
Reivindicaciones:
1. Procedimiento para la conformación de chapas de acero, en el que una platina es producida a partir de chapa de acero, la platina es insertada en un utillaje de conformación y la pieza conformada es producida a partir de la platina con el utillaje de conformación en un solo proceso único, de manera que la platina es calentada antes de conformación, en el que el calentamiento es llevado a cabo en medida tal que el acero no sufre ninguna transición de fase y la conformación tiene lugar en el rango ferrítico, perlítico o bainítico sin que se supere la temperatura eutectoide o de recristalización, caracterizado porque los bordes laterales de la pieza conformada son troquelados o comprimidos con elementos de troquelado para la estampación de pequeños radios y/o para incrementar el grosor de paredes en esta zona y/o para la preparación para la soldadura.
2. Procedimiento, según la reivindicación 1, caracterizado porque el acero utilizado es un acero que tiene una estructura estable a temperaturas de un máximo de 700ºC.
3. Procedimiento, según cualquiera de las reivindicaciones anteriores, en el que se utiliza, como material de acero laminado normalizado, acero normalizado o acero laminado termomecánicamente.
4. Procedimiento, según cualquiera de las reivindicaciones anteriores, caracterizado porque el acero es calentado a una temperatura de 400º a 800º, preferentemente de 600º a 750ºC.
5. Procedimiento, según cualquiera de las reivindicaciones anteriores, caracterizado porque la platina es insertada entre una pieza de conformación superior y una pieza de conformación inferior, de manera que la pieza superior comprende un punzón que produce la forma de la pieza y los elementos de troquelado para la estampación de radios pequeños y, en caso deseado de preparación para la soldadura, se encuentran adicionalmente presentes y la herramienta inferior de conformación comprende un contrapunzón aparte de la propia matriz, en el que, al establecer contacto la parte superior y por el contacto de la parte superior y el contrapunzón en ambos lados, la platina es sujetada y se lleva a cabo la conformación, de manera que si continúa la conformación, el contrapunzón es desplazado por el punzón y la pieza es conformada por completo hasta que el punzón ha alcanzado el punto muerto inferior, soportándose el contrapunzón asimismo en la matriz y siendo realizada la estampación de manera subsiguiente.
6. Procedimiento, según cualquiera de las reivindicaciones anteriores, caracterizado porque se utilizan chapas de acero desnudas o dotadas de recubrimiento como chapas de acero para la fabricación de las platinas.
7. procedimiento, según la reivindicación 6, caracterizado porque se utiliza chapa de acero electrogalvanizada, chapa de acero galvanizada (chapa de acero galvanizada por inmersión en caliente), chapa de acero con recubrimiento por inmersión en caliente con recubrimiento en caliente de zinc y aluminio o aluminio y zinc, y opcionalmente otros metales, o un recubrimiento sustancialmente de aluminio y silicio, o un recubrimiento de zinc aleado con el acero en una etapa de aleación que son utilizados como chapa de acero dotada de recubrimiento.
8. Aparato para la conformación a temperatura controlada de una platina de acero, de manera que la platina es insertada en un utillaje de conformación y la pieza conformada es producida a partir de la platina mediante el utillaje de conformación, en particular un aparato para llevar a cabo el procedimiento, según cualquiera de las reivindicaciones anteriores, caracterizado porque el aparto comprende una pieza superior (7) y una pieza inferior, en el que un punzón (2), que produce la forma de la pieza, queda dispuesto en la parte superior y elementos de troquelado para la estampación de radios pequeños, y en caso necesario para la preparación para la soldadura, se encuentran presentes adicionalmente, de manera que el punzón está conectado con la parte superior (7) con intermedio de un conjunto de resortes (4) y una pieza inferior (11) se encuentra presente adicionalmente, en la que están dispuestos un contrapunzón (3) y la propia matriz (6), de manera que un segundo conjunto de resortes (5) se encuentra presente para controlar el contrapunzón (3).
9. Aparato, según la reivindicación 6, caracterizado porque los conjuntos de resortes (4, 5) consisten en dos resortes metálicos, en particular, resortes de acero, resortes hidráulicos, sistemas de amortiguación o resortes de gas a presión.
10. Aparato, según la reivindicación 6 ó 7, caracterizado porque un saliente (9) está dispuesto en el fondo de la matriz.
Patentes similares o relacionadas:
Acero inoxidable martensítico, del 15 de Julio de 2020, de JFE STEEL CORPORATION: Acero inoxidable martensítico que comprende una composición química que contiene, en % en masa: C: el 0,020% o más y menos del 0,10%, Si: más del 0,3% y […]
Método para la conformación en caliente de un componente de acero, del 17 de Junio de 2020, de VOLKSWAGEN AKTIENGESELLSCHAFT: Método de conformación en caliente de un componente de acero , que se calienta en una etapa de tratamiento térmico (II) a un intervalo de […]
Procedimiento de producción de una lámina de acero TWIP que tiene una microestructura austenítica, del 13 de Mayo de 2020, de Arcelormittal: Procedimiento de producción de una lámina de acero TWIP laminada en frío, recuperada y recubierta que comprende las siguientes etapas sucesivas: A. alimentación de […]
Un proceso para fabricar un sustrato de acero recubierto recocido por recuperación para aplicaciones de empaquetado y un producto de acero empaquetado producido de este modo, del 13 de Mayo de 2020, de Tata Steel IJmuiden B.V: Un proceso para fabricar un sustrato de acero recubierto recocido por recuperación para aplicaciones de empaquetado, que comprende los pasos de: • proporcionar […]
Chapa de acero laminada en caliente y método de fabricación de la misma, y método de fabricación de chapa de acero laminada en frío, del 6 de Mayo de 2020, de NIPPON STEEL CORPORATION: Chapa de acero laminada en caliente, que comprende: C: del 0,05% en masa al 0,45% en masa; Si: del 0,5% en masa al 3,0% en masa; Mn: del 0,50% en masa al 3,60% […]
 Chapa de acero de alta resistencia que tiene excelente procesabilidad y templabilidad de horneado de pintura, y método para producir la de chapa de acero de alta resistencia, del 29 de Abril de 2020, de NIPPON STEEL CORPORATION: Una chapa de acero de alta resistencia que tiene una resistencia a la tracción de 390 MPa a 500 MPa que consiste,
en % en masa:
C: 0.01% a 0.10%;
Si: 0.01% […]
Chapa de acero de alta resistencia que tiene excelente procesabilidad y templabilidad de horneado de pintura, y método para producir la de chapa de acero de alta resistencia, del 29 de Abril de 2020, de NIPPON STEEL CORPORATION: Una chapa de acero de alta resistencia que tiene una resistencia a la tracción de 390 MPa a 500 MPa que consiste,
en % en masa:
C: 0.01% a 0.10%;
Si: 0.01% […]
Procedimiento para producir una lámina de acero de alta resistencia que tiene una ductilidad y una conformabilidad mejoradas y la lámina de acero obtenida, del 8 de Abril de 2020, de Arcelormittal: Un procedimiento para producir una lámina de acero de alta resistencia que tiene una resistencia y una conformabilidad mejoradas, teniendo la lámina un límite elástico YS […]
Un procedimiento de endurecimiento por presión, del 25 de Marzo de 2020, de Arcelormittal: Un procedimiento de endurecimiento por presión comprende las etapas siguientes: A. la provisión de una chapa de acero al carbono revestida con […]