PROCEDIMIENTO PARA LA CONFORMACION DE DISCOS ESTAMPADOS DE ACEROS DE RESISTENCIA ELEVADA Y MUY ELEVADA.
Procedimiento para el templado en prensa y la conformación a temperatura regulada de discos estampados de aceros de resistencia elevada y/o muy elevada,
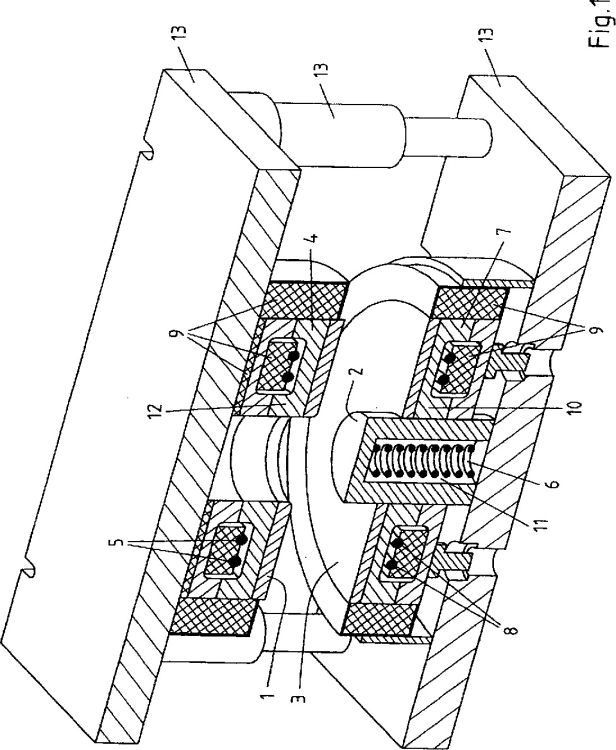
en el que el disco estampado se calienta antes de la conformación al menos a la temperatura de austenitización y se conforma a continuación en caliente en una herramienta de conformación, presentando la herramienta de conformación medios para la regulación de la temperatura, caracterizado porque el disco estampado se conforma mediante las superficies de contacto de elementos de la herramienta de conformación previstos en la herramienta de conformación para la conformación, estando asignadas las superficies de contacto al menos en parte a una pluralidad de zonas de temperatura previstas en la herramienta de conformación y regulándose la temperatura de una pluralidad de zonas de temperatura de la herramienta de conformación mediante medios para la regulación de la temperatura durante la conformación a valores de temperatura respectivamente predefinidos
Tipo: Resumen de patente/invención. Número de Solicitud: W07053986EP.
Solicitante: THYSSENKRUPP STEEL EUROPE AG.
Nacionalidad solicitante: Alemania.
Dirección: KAISER-WILHELM-STRASSE 100,47166 DUISBURG.
Inventor/es: LENZE, FRANZ-JOSEF, SIKORA,SASCHA.
Fecha de Publicación: .
Fecha Concesión Europea: 9 de Septiembre de 2009.
Clasificación Internacional de Patentes:
- B21D22/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00). › Estampado que utiliza dispositivos o herramientas rígidas.
- B21D22/20 B21D 22/00 […] › Embutido (sistemas de embutido particular en las prensas o en relación con las prensas B21D 24/00).
- B21D22/22 B21D 22/00 […] › dotados de dispositivos para mantener los bordes de las piezas (B21D 22/24 - B21D 22/30 tienen prioridad).
- B21D37/16 B21D […] › B21D 37/00 Herramientas en cuanto que sean elementos de máquinas consideradas en la presente subclase (formas o estructuras de herramientas adaptadas únicamente a operaciones particulares, ver los grupos correspondientes a estas operaciones). › Calentado o enfriamiento.
Clasificación PCT:
- B21D22/02 B21D 22/00 […] › Estampado que utiliza dispositivos o herramientas rígidas.
- B21D22/20 B21D 22/00 […] › Embutido (sistemas de embutido particular en las prensas o en relación con las prensas B21D 24/00).
- B21D22/22 B21D 22/00 […] › dotados de dispositivos para mantener los bordes de las piezas (B21D 22/24 - B21D 22/30 tienen prioridad).
- B21D37/16 B21D 37/00 […] › Calentado o enfriamiento.
Fragmento de la descripción:
Procedimiento para la conformación de discos estampados de aceros de resistencia elevada y muy elevada.
La invención se refiere a un procedimiento para el templado en prensa y la conformación a temperatura regulada de discos estampados de aceros de resistencia elevada y/o muy elevada, en el que el disco estampado se calienta antes de la conformación y se conforma a continuación en caliente en una herramienta de conformación, presentando la herramienta de conformación medios para la regulación de la temperatura.
Debido a los requisitos cada vez más estrictos de las propiedades de resistencia de componentes estructurales de acero o una aleación de acero en la construcción de automóviles, se usan cada vez más conformaciones en caliente en la fabricación en serie para poder conformar aceros de resistencia elevada y/o resistencia muy elevada. En la conformación en caliente se calienta en primer lugar un disco estampado. Esto se realiza habitualmente en un horno. A continuación, se retira el disco estampado calentado del horno y se inserta en una herramienta de conformación en la que el disco estampado se conforma en caliente. Durante la conformación con templado en prensa, el disco estampado se calienta, por ejemplo, al menos a la temperatura de austenitización. A continuación, se produce un rápido enfriamiento de el disco estampado, de modo que la estructura austenítica del disco estampado se transforma en una estructura martensítica. Partiendo de buenas propiedades de conformación al presentarse una estructura austenítica, durante la transformación se produce, por lo tanto, un claro aumento de los valores de resistencia y, por lo tanto, un empeoramiento de las propiedades de conformación del disco estampado. Por la publicación alemana para información de solicitud de patente DE 10 2005 018 974 A1 se conoce un dispositivo con el que los discos estampados procedentes del horno pueden insertarse en una herramienta de conformación de temperatura regulada, pudiendo mantenerse los discos estampados mediante elementos de contacto por medio de conducción de corriente a la temperatura durante la retirada del horno y la inserción en la herramienta de conformación. De este modo debe conseguirse que los discos estampados se conformen también a las temperaturas previstas para la conformación en caliente. Además, se conoce una herramienta de corte de precisión por la publicación alemana para información de solicitud de patente DE 198 34 510 A1, en la que en la placa de corte y en la placa guía está dispuesta respectivamente una placa calentadora con elementos calentadores y un sensor de temperatura para el control de las placas calentadoras. Con la herramienta de corte de precisión conocida deben procesarse aceros de herramientas para trabajos en caliente tanto a temperatura ambiente como a temperatura semicaliente.
En las herramientas de conformación conocidas por el estado de la técnica es problemático que, si bien permiten una regulación de la temperatura de la herramienta de conformación, no puede realizarse en cambio un control preciso de la temperatura del disco estampado durante la conformación.
Partiendo de ello, la presente invención tiene el objetivo de proponer una herramienta de conformación para el templado en prensa y la conformación a temperatura regulada, así como un procedimiento para el templado en prensa y la conformación a temperatura regulada que permita un control de la temperatura exactamente definido del disco estampado durante la conformación.
Según la doctrina de la presente invención, el objetivo arriba indicado se consigue mediante un procedimiento según la reivindicación 1.
Se ha mostrado que para mantener las buenas propiedades de conformación de aceros de resistencia elevada o de resistencia muy elevada calentados es necesario controlar exactamente la temperatura de las superficies de contacto de los elementos de la herramienta de conformación con el disco estampado. Aquí no sólo es posible reducir a un mínimo el desgaste en la herramienta de conformación en las superficies de contacto de los elementos de la herramienta de conformación con el disco estampado, puesto que mediante el control de la temperatura pueden ajustarse parámetros óptimos para el proceso, en particular temperaturas óptimas del disco estampado para el proceso. Además, es posible influir en la estructura del disco estampado ajustándose las velocidades de enfriamiento del disco estampado durante la conformación en las distintas zonas de temperatura mediante la diferencia de la temperatura con la temperatura del disco estampado. Gracias a ello, con la herramienta de conformación según la invención pueden ajustarse distintas propiedades de material en el disco estampado. Por ejemplo, gracias a las zonas de temperatura reguladas puede realizarse un recocido de eliminación de tensiones tras la conformación.
Como ya se ha explicado anteriormente, un control exacto de las temperaturas del disco estampado durante la conformación en el templado en prensa y la conformación a temperatura regulada de discos estampados de aceros de resistencia elevada y/o de resistencia muy elevada tiene especial importancia, puesto que no sólo pueden controlarse bien las propiedades de conformación en caliente sino que además de ello puede influirse en la estructura mediante las velocidades de enfriamiento. Según la invención, esto se consigue mediante las zonas de temperatura que pueden regularse individualmente que están asignadas a las superficies de contacto de los elementos de la herramienta de conformación.
Las zonas de temperatura en la herramienta de conformación presentan preferiblemente temperaturas uniformes o diferentes durante la conformación. Según la necesidad, puede ajustarse con ello un perfil de temperaturas durante la conformación en el interior del disco estampado o una temperatura constante en las zonas conformadas del disco estampado.
Como ya se ha explicado anteriormente, según otra forma de realización perfeccionada del procedimiento según la invención pueden usarse herramientas de conformación más económicas porque la temperatura de las distintas zonas de temperatura en la herramienta de conformación no supera durante la conformación una temperatura de un máximo de 650ºC. En este caso, pueden usarse los aceros de herramientas para trabajos en caliente económicos para la fabricación de las herramientas de conformación.
Si la temperatura de al menos una zona de temperatura en la herramienta de conformación es superior a 200ºC, la estructura del disco estampado templada en prensa puede ajustarse en esta zona de temperatura a un mejor alargamiento de rotura con valores reducidos del límite elástico y de la resistencia a la tracción. Además, gracias a una mayor temperatura de la herramienta se reducen las variaciones de la estructura debido a presiones superficiales variables. Se supone que la razón de ello es que se reduce la variación de las velocidades de enfriamiento a pesar de haber presiones superficiales diferentes cuando las temperaturas de las herramientas son más elevadas.
Si la temperatura de al menos una zona de temperatura en la herramienta de conformación no supera 200ºC, en esta zona se consiguen límites elásticos y resistencias a la tracción máximos con un alargamiento de rotura menor.
Otro parámetro para influir en la estructura del disco estampado durante la conformación puede conseguirse porque el comportamiento de enfriamiento del disco estampado se ajusta al menos en parte mediante las presiones superficiales de la herramienta de conformación. En particular, en las zonas de temperaturas bajas en la herramienta de conformación, es decir, en zonas con una temperatura inferior a 200ºC, una variación de la presión superficial conduce a velocidades de enfriamiento claramente diferentes, de modo que la estructura del disco estampado es variable mediante la presión superficial, en particular en estas zonas de temperatura.
Unos valores de resistencia mecánica especialmente elevados pueden conseguirse con el procedimiento según la invención porque se usa, por ejemplo, un acero de manganeso-boro, en particular un acero de manganeso-boro del tipo de aleación 22MnB5. Con el tipo de acero indicado pueden conseguirse resistencias a la tracción superiores a 1500 MPa y límites elásticos de más de 1000 MPa, siendo el alargamiento de rotura A80 de aprox. un 5%.
Para impedir durante el templado en prensa y la conformación a temperatura regulada de acuerdo con el procedimiento según la invención una formación de óxidos en la superficie del disco estampado, los discos estampados...
Reivindicaciones:
1. Procedimiento para el templado en prensa y la conformación a temperatura regulada de discos estampados de aceros de resistencia elevada y/o muy elevada, en el que el disco estampado se calienta antes de la conformación al menos a la temperatura de austenitización y se conforma a continuación en caliente en una herramienta de conformación, presentando la herramienta de conformación medios para la regulación de la temperatura, caracterizado porque el disco estampado se conforma mediante las superficies de contacto de elementos de la herramienta de conformación previstos en la herramienta de conformación para la conformación, estando asignadas las superficies de contacto al menos en parte a una pluralidad de zonas de temperatura previstas en la herramienta de conformación y regulándose la temperatura de una pluralidad de zonas de temperatura de la herramienta de conformación mediante medios para la regulación de la temperatura durante la conformación a valores de temperatura respectivamente predefinidos.
2. Procedimiento según la reivindicación 1, caracterizado porque las zonas de temperatura en la herramienta de conformación presentan durante la conformación temperaturas uniformes o diferentes.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque la temperatura de las distintas zonas de temperatura en la herramienta de conformación no supera durante la conformación una temperatura de un máximo de 650ºC.
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque la temperatura de al menos una zona de temperatura es superior a 200ºC.
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque la temperatura de al menos una zona de temperatura no supera 200ºC.
6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado porque el comportamiento de enfriamiento del disco estampado se ajusta al menos en parte mediante las presiones superficiales de la herramienta de conformación.
7. Procedimiento según una de las reivindicaciones 1 a 6, caracterizado porque se usa un acero de manganeso-boro, en particular un acero de manganeso-boro del tipo de aleación 22MnB5.
8. Procedimiento según una de las reivindicaciones 1 a 7, caracterizado porque el disco estampado presenta un recubrimiento superficial para la protección contra la formación de óxidos.
9. Procedimiento según una de las reivindicaciones 1 a 8, caracterizado porque se ajusta una diferencia de temperatura entre el disco estampado calentado y las superficies de contacto de la herramienta de temperatura regulada entre 50 y 650ºC, preferiblemente entre 100 y 350ºC.
Patentes similares o relacionadas:
Método para producir una lata de bebidas, una lata tipo botella o una lata de aerosol de aleación de aluminio, del 22 de Julio de 2020, de Constellium Neuf-Brisach: Metodo de fabricacion de una lata de bebida, una botella o un pulverizador de aleacion de aluminio, por medio de embutido-estiramiento seguido de formacion de cuello y/o […]
Pieza estampada en caliente que tiene una junta soldada y método de fabricación para la pieza estampada en caliente, del 10 de Junio de 2020, de NIPPON STEEL CORPORATION: Un método de producción de una pieza estampada en caliente que tiene una junta soldada según la reivindicación, comprendiendo el método: una etapa de calentamiento […]
Método y dispositivo para producir componentes de acero endurecidos, del 6 de Mayo de 2020, de VOESTALPINE STAHL GMBH: Método para el endurecimiento por presión de componentes de chapa de acero galvanizados, en donde se recorta una pletina de una banda de chapa de acero […]
Línea de termoformación para fabricar productos de chapa de acero termoconformados y presotemplados, así como procedimiento de funcionamiento de la misma, del 4 de Marzo de 2020, de BENTELER AUTOMOBILTECHNIK GMBH: Línea de termoformación para fabricar productos de chapa de acero termoconformados y presotemplados, que presenta una estación de […]
Pieza de automóvil de gran resistencia y método para fabricar una pieza de automóvil de gran resistencia, del 30 de Octubre de 2019, de NIPPON STEEL CORPORATION: Una pieza de automóvil de gran resistencia que comprende: una chapa de acero conformada por prensado en caliente que tiene una capa de […]
Lámina de acero para calentamiento por radiación, método de fabricación de la misma, y producto procesado de acero que tiene una porción con diferente resistencia y método de fabricación del mismo, del 30 de Octubre de 2019, de NIPPON STEEL CORPORATION: superficie original de la lámina de acero, y una diferencia en la dureza Vickers entre la porción donde la reflectancia para la radiación radiante es reducida y la otra porción […]
Herramienta de conformado en caliente segmentada montada de forma elástica, del 9 de Octubre de 2019, de BENTELER AUTOMOBILTECHNIK GMBH: Herramienta de conformado en caliente, que presenta una herramienta superior y una herramienta inferior , las cuales son desplazables una sobre la otra, y, con la herramienta […]
Miembro de lámina de acero prensado en caliente y método para fabricar el mismo, del 2 de Octubre de 2019, de NIPPON STEEL CORPORATION: Un miembro de lámina de acero prensado en caliente, que comprende: una composición química, representada por, en % en masa: C: 0,10% a 0,24%; Si: […]