CIP-2021 : B21B 15/00 : Sistemas que permiten efectuar operaciones auxiliares para el trabajo de los metales,
especialmente combinados, dispuestos o adaptados para ser asociados a los laminadores.
CIP-2021 › B › B21 › B21B › B21B 15/00[m] › Sistemas que permiten efectuar operaciones auxiliares para el trabajo de los metales, especialmente combinados, dispuestos o adaptados para ser asociados a los laminadores.
Notas[t] desde B21 hasta B32: CONFORMACION
B21B 15/02 · en los que las piezas trabajadas están sometidas a una torsión interna permanente, p. ej. para producir barras de armadura para el hormigón.
CIP2021: Invenciones publicadas en esta sección.
Método de rebordeado y aparato de rebordeado.
(13/05/2020) Un método de rebordeado que comprende cambiar un ángulo (θ) incidente de una plancha (S) con respecto a un par de medios de rebordeado que están dispuestos en una línea de transporte de la plancha (S) y que rebordean la plancha (S) basado en información relacionada con la plancha (S) adquirida en al menos uno de antes del rebordeado o después del rebordeado, en donde:
la información incluye
(i) una distribución de temperatura a través de una dirección del ancho de la plancha (S) antes del rebordeado, o
(ii) una combadura de la plancha (S) después del rebordeado, o
(iii) una variación del espesor de la plancha a través…
Aparato y método para la producción de productos metálicos largos.
(15/11/2018) Aparato para la producción de productos metálicos alargados, tales como barras, varillas o similares, comprendiendo dicho aparato:
- un laminador que comprende al menos una plataforma de laminado ,
- una estación de colada que comprende al menos una primera línea de colada (2a) y al menos una segunda línea de colada (2b), siendo cada línea (2a, 2b) operable para producir hilos continuos respectivos y productos intermedios alargados (b2a, b2b), tales como tochos, en los que:
• la primera línea de colada (2a) está alineada directamente con el laminador , estando configurada dicha primera línea de colada (2a) para alimentar el laminador con hilos de colada continua o productos…
Sistema y método para cortar en longitud productos largos laminados procedentes de diferentes tramos de un tren de laminado.
(30/08/2017) Sistema para cortar en longitud al menos dos tramos de productos largos laminados procedentes, preferentemente, de un tren de laminado en caliente, comprendiendo el sistema:
- una cizalla que comprende al menos dos tambores rotatorios , teniendo cada tambor unos medios de corte (8, 8', 10, 10') dispuestos para cortar simultáneamente al menos dos tramos de productos largos laminados en segmentos terminados,
- al menos una primera y una segunda guías móviles , pudiendo moverse las guías entre una posición en la que, en funcionamiento dichos al menos dos tramos de productos largos están situados fuera de la trayectoria de los medios de corte en una posición en…
Procedimiento y dispositivo de control de un ciclo térmico de una soldadura para la unión de los extremos de bandas.
(25/02/2015) Procedimiento de control automático del ciclo térmico de una soldadura para la unión de bandas, destinado al control de un soldeo de un extremo de una primera banda con otro extremo de una segunda banda por una máquina de unión (M1) de una instalación de tratamiento, caracterizado porque:
- un primer intercambio de al menos un dato de banda entre un dispositivo de control (C1) de dicho ciclo térmico y un sistema central de automatismo (A1) de dicha instalación de tratamiento;
- un segundo intercambio de por lo menos un dato de funcionamiento entre dicho dispositivo de control (C1) de dicho ciclo térmico y dicha máquina de unión (M1);
- una determinación, a partir de dichos datos de banda y de funcionamiento,…
Corrección dinámica del grosor.
(09/07/2014) Procedimiento para la corrección del grosor de una cinta metálica al laminar con una caja de laminación con elementos de ajuste para la regulación del grosor de la cinta y al menos un aspa arrolladora, en el que a partir de al menos una medición de la longitud de la cinta y de la medición del giro correspondiente del aspa arrolladora se determina un grosor medio de cinta de una sección de la cinta y los elementos de ajuste de la caja de laminación se controlan al menos en función del grosor medio de cinta de la sección de la cinta, caracterizado porque el grosor de la cinta además se mide radiométricamente y los elementos de ajuste de la caja de laminación se controlan en función de un…
Método y aparato para producir barras cortadas a medida en una planta de laminación de acero.
(04/12/2013) Un método para producir barras de acero que son cortadas a medida en respuesta a un pedido de cliente, comprendiendo dicho método los pasos de:
producir una longitud continua de barra de acero desde un tren de laminación,
cortar dicha longitud continua de barra de acero en longitudes iguales a la longitud de la barra del pedido de cliente al tiempo que se mantiene la producción de la longitud continua de barra de acero producida por el tren de laminación, y atar en haces barras de la longitud del pedido de cliente para su descarga desde el tren de laminación usando una de dos estaciones (24a, 24b) de atado en haces diseñadas para recibir y atar en haces barras cortadas,
donde al menos una de dichas estaciones (24a) de atado en haces tiene una pluralidad de máquinas (27a, 28a, 29a) de atado en haces,
caracterizado por que…
Procedimientos y aparato para supervisar y acondicionar metal en tiras.
(18/09/2013) Un aparato, que comprende:
una pluralidad de sensores situados a lo largo de una anchura de un material en movimiento,correspondiendo cada uno de la pluralidad de sensores a una respectiva de una pluralidad de zonas longitudinalessituadas a lo largo de una anchura del material en movimiento; y
una unidad de respuesta de acondicionamiento y supervisión del material configurada para determinar lacondición del material en movimiento y configurada para acoplarse a una pluralidad de diferentes tipos deacondicionadores de material , en la que la unidad de respuesta de acondicionamiento y supervisión delmaterial está configurada para relacionar cada uno de la pluralidad de sensores con al menosuno respectivo de una pluralidad de cojinetes de apoyo ajustables basándose en que están acoplados a unocualquiera…
Soldador para sistema de laminación, sistema de laminación y método de laminación.
(18/09/2013) Un procedimiento de laminación de metal para laminar una banda de producto (A) mediante el uso de un tren de laminación y una bobinadora dispuesta en cada uno de un lado de entrada y un lado de descarga del tren de laminación, mientras se hace que la banda de producto pase a través del tren de laminación hacia delante y hacia atrás, comprendiendo el procedimiento:
soldar una banda guía (L) sujeta por la bobinadora en el lado de descarga a una porción terminal de la banda de producto, y someter la banda de producto a laminación reversible por el tren de laminación sin laminar la banda guía y una parte soldada (Lc) de la banda de producto a la banda guía, mientras se proporciona tensión desde la bobinadora en el lado de descarga a través de la banda guía a la…
Procedimiento para fabricar un tambor de bobinado y un tambor de bobinado.
(28/06/2013) Un procedimiento de fabricación de un tambor de bobinado para usarse en un horno de bobinado ,comprendiendo el tambor de bobinado un cuerpo de tambor de bobinado , estando el procedimientocaracterizado por
formar una capa de superficie de trabajo exterior que comprende una aleación de aluminuro de triníquel sobreel cuerpo del tambor de bobinado ,
formar la capa de superficie de trabajo exterior como bandas levantadas sobre la superficie de base del cuerpo del tambor de bobinado , en el que estas bandas levantadas se extienden radialmente haciafuera del cuerpo del tambor de bobinado ,
formar la capa de superficie de trabajo exterior sobre…
Procedimiento y dispositivo para unir bandas metálicas mediante soldadura de puntos por fricción.
(27/06/2012) Procedimiento para unir un final (1a) de una primera banda metálica con el principio (2a) de una segunda banda metálica , especialmente en la zona de entrada de una instalación de tratamiento de bandas,
en el que se posicionan el final de banda (1a) y el principio de banda (2a) formando un solapamiento y se sueldan éstos uno con otro en la zona de solapamiento por medio de varios puntos de soldadura (P),
en el que se aplican los puntos de soldadura (P) mediante soldadura de puntos por fricción, caracterizado porque se inmovilizan durante la soldadura el final de banda (1a) por medio de al menos un dispositivo de sujeción del lado de salida y el principio de banda (2a) por medio de al menos un dispositivo de sujeción del lado de entrada,
a cuyo fin se inmoviliza primero…
Método y aparato para producir barras cortadas a medida en una planta de laminación de acero.
(21/03/2012) Un método para producir barras de acero que son cortadas a medida en respuesta a un pedido de cliente,comprendiendo dicho métodos los pasos de:
producir una longitud continua de barra de acero desde un tren de laminación,
cortar dicha longitud continua de barra de acero en segmentos sucesivos, representando cada segmento unmúltiplo de la longitud de la barra del pedido de cliente,
cortar dichos segmentos en cizallas en frío en línea primero en dos veces la longitud de la barra del pedidode cliente y a continuación por la mitad en longitudes iguales a la longitud de la barra del pedido de clienteal mismo tiempo que se mantiene la producción de la longitud continua de barra de acero producida por…
HERRAMIENTA DE RECALCADO PARA CONFORMAR DESBASTES PLANOS OBTENIDOS POR COLADA CONTINUA EN PRENSAS DE RECALCADO DE DESBASTES PLANOS.
(01/11/2005) Herramienta de recalcado para conformar desbastes planos obtenidos por colada continua en prensas de recalcado con al menos una superficie de recalcado que se extiende inclinada hacia la dirección de transporte del desbaste plano, y una superficie de recalcado que se extiende paralela a la dirección de transporte del desbaste plano y a las superficies laterales longitudinales del mismo, de modo que las superficies de recalcado se unen entre sí con un ángulo á de inclinación en cada caso, y la herramienta de recalcado presenta tanto superficies de recalcado planas, como también superficies (6, 6) de recalcado calibradas, que están dispuestas unas sobre otras en la herramienta de recalcado, y los ángulos á de inclinación de las superficies de recalcado…
INSTALACION DE COLADA CONTINUA CON HORNOS DISPUESTOS A CONTINUACION, BASTIDORES DE LAMINADOR DE DESBASTE Y UN TREN DE ACABADO.
(16/04/2005). Ver ilustración. Solicitante/s: SMS DEMAG AKTIENGESELLSCHAFT. Inventor/es: BIUMER, KLAUS, SUDAU, PETER, MILLER, KARL-FRIEDRICH.
Instalación de laminado en caliente, compuesta de al menos una instalación de colada continua con horno dispuesto a continuación, al que siguen un bastidor de laminado de desbaste y un horno-túnel así como un tren de acabado, caracterizada porque la guía lateral de fleje presenta una longitud de al menos 4 m, porque al horno-túnel está predispuesto o asignado al menos un dispositivo que detecta la posición de las aristas de fleje, porque el horno-túnel presenta al menos un segmento de cubierta (30 a 32) que puede bascular hacia arriba, porque al menos junto al horno- túnel puede desplazarse un dispositivo de evacuación que se extiende en su dirección longitudinal, y porque a los dispositivos que establecen las posiciones de las aristas de fleje se han asignado dispositivos de valoración así como un dispositivo de conexión de emergencia y/o un dispositivo parcial transversal que activa cortes de emergencia.
METODO E INSTALACION PARA LAMINAR UN TOCHO CONTINUO PROCEDENTE DE UN HORNO PARA CALENTAR TOCHOS DISPUESTO AGUAS ARRIBA DE UN TREN DE LAMINADO.
(16/10/2004) Método para laminar un tocho continuo procedente de un horno para calentar tochos dispuesto aguas arriba de un tren de laminado, en el cual, entre el horno y un primer soporte del tren de laminado se prevé una operación de soldadura, durante el desplazamiento del tocho, de la cabeza de cada tocho , que ha salido del horno a lo largo de un eje de salida del horno, a la cola del tocho que se está laminando que está discurriendo a lo largo de un eje de laminación, caracterizado porque dicha operación de soldadura comprende, en sucesión, las etapas siguientes: a. desincrustación en condiciones de movimiento a lo largo del eje de salida de los tochos del horno de las superficies del tocho que han salido del horno; b. parada del tocho ; c. despunte simultáneo…
DISPOSITIVO Y PROCEDIMIENTO PARA FABRICAR UN FLEJE DE ACERO DELGADO.
(01/05/2004) Un dispositivo para producir un fleje de acero delgado, que comprende al menos una o más máquinas de colada continua para colar palanquillas de acero de un grosor de menos de 120 mm, un dispositivo de horno que es adecuado para calentar y/o homogeneizar una palanquilla, y al menos un dispositivo de laminación para reducir el grosor de una palanquilla que es transportada fuera del dispositivo de horno , en el que hay dispuesta una máquina de soldar entre la máquina de colada continua o las máquinas de colada continua y el dispositivo de laminación para fundir caras extremas estrechas de las palanquillas y unir luego, juntándolas,…
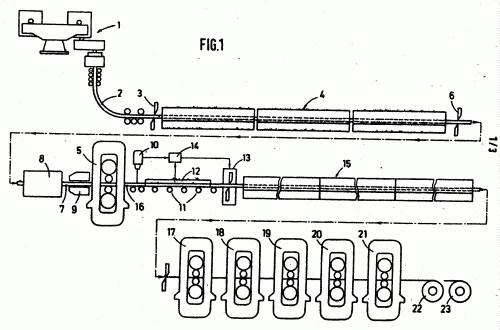
METODO E INSTALACION PARA LA LAMINACION DE PALANQUILLAS MULTIPLES ALIMENTADAS DESDE UN HORNO DE CALENTAMIENTO PARA PALANQUILLAS, DISPUESTO CORRIENTE ARRIBA DE UN TREN DE LAMINACION.
(01/05/2004). Ver ilustración. Solicitante/s: TECHINT COMPAGNIA TECNICA INTERNAZIONALE S.P.A.. Inventor/es: COLOMBO, ENRICO, POMETTO, VIRGINIO.
Método de laminación de palanquillas alimentadas desde un horno de calentamiento para palanquillas dispuesto corriente arriba de un tren de laminación, en el que, entre el horno y un primer marco del tren de laminación se proporciona un espacio para la transferencia de las palanquillas que salen del horno, caracterizado porque en el espacio comprendido entre el horno y el marco se sueldan entre sí como por lo menos dos palanquillas y, a continuación, se introducen en dicho marco , llevando a cabo la soldadura sobre un eje de laminación escalonado con respecto a un eje de salida de las palanquillas del horno, y con las palanquillas en condición estacionaria.
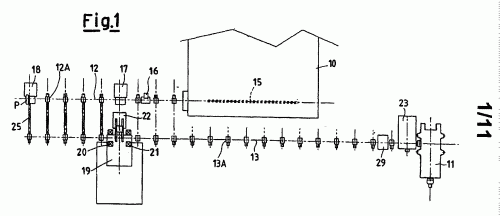
INSTALACION DE LAMINACION EN CALIENTE.
(16/10/2003). Ver ilustración. Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Inventor/es: BALD, WILFRIED, ROSENTHAL, DIETER.
UNA INSTALACION DE LAMINADO EN CALIENTE PARA PRODUCTOS PLANOS DEBE CONSTRUIRSE DE TAL FORMA QUE AL LAMINAR BANDAS DELGADAS NO APAREZCAN AVERIAS. PARA ELLO SE PROPONE QUE LOS PLANCHONES DELGADOS SUMINISTRADOS POR LA INSTALACION DE COLADA CONTINUA (1, 1') SE ALIMENTEN UNIDOS ENTRE SI Y POR LO TANTO COMO UN MATERIAL CONTINUO AL TREN DESBASTADOR Y AL TREN DE ACABADO.
METODO PARA SOLDAR PALANQUILLAS QUE SALEN DE UN HORNO Y TREN DE LAMINACION QUE ADOPTA EL METODO.
(01/12/2002) METODO PARA SOLDAR PALANQUILLAS QUE SALEN DE UN HORNO DE RECOCIDO EN UNA LINEA DE LAMINACION, COMPRENDIENDO LA LINEA EN EL SEGMENTO ENTRE EL HORNO DE RECOCIDO Y EL PRIMER LAMINADOR, AL MENOS UNA UNIDAD DE ESTIRADO, UNA PISTA DE RODADURA PARA TRANSPORTAR LAS PALANQUILLAS, UN ENSAMBLAJE DE SOLDADURA AMOVIBLE Y UNAS MORDAZAS DE SOLDADURA Y UNAS CIZALLAS DE EMERGENCIA , EN EL QUE EL EXTREMO POSTERIOR DE LA PALANQUILLA (12A) QUE SE VA A LAMINAR ESTA SOLDADO AL EXTREMO FRONTAL DE LA PALANQUILLA (12B), DESCARGADA POSTERIORMENTE DEL HORNO MIENTRAS QUE LAS PALANQUILLAS ESTAN EN MOVIMIENTO, POR MEDIO DE UN ENSAMBLAJE DE SOLDADURA MONTADO EN UN CARRO AMOVIBLE; EL CARRO AMOVIBLE TIENE UNA PRIMERA CONDICION ESTATICA MIENTRAS QUE ESPERA LA POSICION DE CONTACTO ENTRE LOS EXTREMOS DE LAS PALANQUILLAS QUE SE VAN A ACOPLAR; UNA SEGUNDA…
HERRAMIENTA DE RECALCAR DE UN PAR DE HERRAMIENTAS DE RECALCAR PARA LA CONFORMACION DE PLANCHONES FUNDIDOS EN COLADA CONTINUA EN UNA PRENSA DE RECALCAR PLANCHONES.
(16/06/2001). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Inventor/es: KNEPPE, GUNTER DR., HEITZE, GERHARD, MULLER, ADOLF.
UNA HERRAMIENTA DE RECALCADO DE UN PAR DE HERRAMIENTAS PARA LA CONFORMIDAD DE LLANTONES EN UNA FUNDICION DE COLADA CONTINUA CON UNA PRENSA DE RECALCADO DE LLANTONES RESPECTIVAMENTE CON SUPERFICIES DE MOLDEADO DE RECALCADO ALIMENTADAS EN AMBAS SUPERFICIES LATERALES LONGITUDINALES DEL LLANTON, QUE DISCURREN DE FORMA PARALELA O INCLINADA CON RESPECTO A LA DIRECCION DE MOVIMIENTO DEL LLANTON, CONTACTANDO UNA CON OTRA, DONDE SE COORDINAN LAS SUPERFICIES DE CONFORMADO DE RECALCADO QUE DISCURREN DE ACUERDO CON LAS SUPERFICIES LATERALES LONGITUDINALES DEL LLANTON SEGUN LAS SUPERFICIES DE CONFORMADO DE RECALCADO INCLINADO, MEJORANDOSE DE TAL MODO, QUE UNA PRIMERA SUPERFICIE (1A) DE CONFORMADO DE RECALCADO SE COORDINA CON UNAS U OTRAS SUPERFICIES (1A', 1A'') DE CONFORMADO DE RECALCADO MULTIPLES CON ANGULOS ({AL}1; {AL}2) DE INCLINACION, QUE SON MENORES QUE EL ANGULO ({AL}) DE INCLINACION DE LA PRIMERA SUPERFICIE DE CONFORMADO (1A) DE RECALCADO.
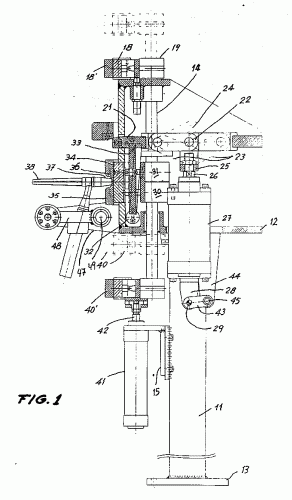
MAQUINA SOLDADORA DE BANDAS METALICAS PERFECCIONADA.
(16/08/2000). Ver ilustración. Solicitante/s: ESCOLA DEL TREBALL DEL RIPOLLES, FUNDACIO S.F. Inventor/es: SOLER FONT,EDUARDO.
Máquina soldadora de bandas metálicas perfeccionada. La presente invención, tiene por objeto, una máquina de soldar, capaz de alimentar de una forma continua, el llamado, y valga la redundancia, el sistema de alimentación continua de una prensa, en las que son conformadas por estampación, piezas metálicas a partir de una banda. La máquina soldadora tiene como objetivo, llenar un hueco que existe entre el acumulador de banda metálica que alimenta a la prensa y el soporte de la bobina con los fines anteriormente mencionados, y presenta unas características que complementan las del sistema de alimentación continua de la citada prensa.
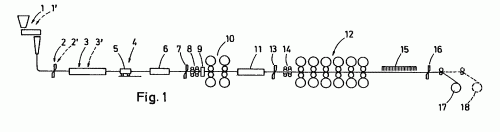
METODO Y LINEA PARA EL LAMINADO EN CONTINUO DE CHAPA Y/O BANDA.
(16/04/2000) METODO Y LINEA CORRESPONDIENTE PARA EL LAMINADO CONTINUO DE PLACAS Y/O BANDAS, EMPEZANDO DESDE AL MENOS DOS LINEAS PARA LA COLADA CONTINUA DE ZAMARRAS DELGADAS DE ENTRE 60 Y 120 MM DE GROSOR, EN DONDE LAS ZAMARRAS EXPERIMENTAN AL MENOS UN PASO DE CALENTAMIENTO, UN PASO DE DESBASTACION EN UN TREN DESBASTADOR , UN PASO DE ENROLLADO DEL PRODUCTO LAMINADO CUANDO SALE DEL TREN DESBASTADOR Y UN PASO DE ACABADO EN UN TREN DE ACABADO , EN DONDE LOS TRENES SON COMPARTIDOS POR LAS DOS O MAS LINEAS DE COLADO, LOS CRISTALIZADORES CUELAN DE FORMA CONTINUA LAS ZAMARRAS PREVIAS A LO QUE LE SIGUEN UNOS DISPOSITIVOS DE REDUCCION BLANDA , LAS ZAMARRAS PREVIAS SE CUELAN DE FORMA CONTINUA HASTA QUE ALCANZAN UN GROSOR DE ENTRE 70…
FABRICACION DE BANDA METALICA.
(01/12/1999) UN METODO Y APARATO PARA FABRICAR UNA TIRA METALICA CON UN GROSOR VARIABLE. LA TIRA METALICA SIRVE PARTICULARMENTE PARA SER USADA COMO PARTE DE EL ENSAMBLAJE DE UN LIMPIAPARABRISAS. LA MATERIA PRIMA QUE TIENE UN GROSOR Y ANCHURA CONSTANTES, SE PASA EN ESTADO FRIO A TRAVES DE UN PAR DE RODILLOS FORMADORES OPUESTOS , SIENDO LA SEPARACION DE ESTOS VARIADA Y, DEFORMANDO ASI LA MATERIA PRIMA DE MANERA VARIABLE A LO LARGO DE LA LONGITUD DE LA MISMA, PARA PROPORCIONAR UNA TIRA FORMADA CON UN GROSOR VARIABLE. LOS RODILLOS TIENEN EJES PARALELOS, ESTANDO UNO DE ELLOS FIJADO SIENDO EL OTRO DESPLAZABLE HACIA ATRAS Y HACIA DELANTE. EL GROSOR DE LA TIRA FORMADA VARIA EN UN…
PROCEDIMIENTO DE FABRICACION DE BARRAS METALICAS Y APARATO ASOCIADO.
(16/03/1998). Solicitante/s: NKK CORPORATION. Inventor/es: SAKAI,AKIRA, MATSUO, GIICHI.
UN MANOJO INTERMEDIO, QUE HA SIDO LAMINADO MEDIANTE UN TREN DE RODILLOS RIGIDOS DE UNA PRENSA DE LAMINADO DE VARILLAS, SE FINALIZA MEDIANTE LAMINACION PARA OBTENER N PIEZAS DE HEBRAS CONECTADAS UNAS A OTRAS A TRAVES DE UNAS FINAS PARTES DE CONEXION. DESPUES, LAS HEBRAS EN LOS EXTREMOS OPUESTOS SE CORTAN EN LAS PARTES DE CONEXION MEDIANTE RODILLOS DE DIVISION, Y SUBSECUENTEMENTE, LAS HEBRAS EN LOS EXTREMOS OPUESTOS FUERA DE LA PLURALIDAD DE LAS HEBRAS INTERMEDIAS, QUE NO HAYAN SIDO CORTADAS, SE CORTAN EN LAS PARTES DE CONEXION MEDIANTE RODILLOS DE DIVISION. MAS ADELANTE, EL CORTE DE LAS HEBRAS EN LOS EXTREMOS OPUESTOS EN LAS PARTES DE CONEXION SE REPITE, MEDIANTE LO CUAL SE CORTAN TODAS LAS HEBRAS EN LAS PARTES DE CONEXION MEDIANTE LOS RODILLOS DE DIVISION, Y SUBSECUENTEMENTE, LAS HEBRAS ASI CORTADAS SE LAMINAN SIMULTANEAMENTE, PARA DE ESTA FORMA MANUFACTURAR N PIEZAS DE VARILLAS DE METAL AL MISMO TIEMPO.
PRENSA RECALCADORA PARA LA REDUCCION DEL ANCHO DE MATERIAL LAMINADO.
(01/03/1995). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Inventor/es: HEITZE, GERHARD, MEINHARDT, ULRICH.
EN UNA PRENSA RECALCADORA 1 PARA LA REDUCCION DEL ANCHO DE MATERIAL LAMINADO 2, ESPECIALMENTE DEL ANCHO DE LLANTONES, EN EL TREN DE DESBASTE EN CALIENTE DE BANDA ANCHA, CON SOPORTES PARA HERRAMIENTAS 8, DISPUESTOS A AMBOS LADOS DEL CANTO DEL LLANTON, PARA SUJETAR LAS HERRAMIENTAS DE PRENSADO 7, SE PROPONE QUE, PARA MEJORAR EL PROCESO DE PRENSADO, LA PRENSA RECALCADORA PRESENTE, AL MENOS, EN LA ZONA ENTRE LAS HERRAMIENTAS DE PRENSADO, POR ENCIMA Y POR DEBAJO DEL LLANTON 1, UN RODILLO DE SUJECCION 2, DESPLAZABLE EN ALTURA, Y QUE EN LA ZONA DE ENTRADA Y DE SALIDA 3, 4 DE LA PRENSA RECALCADORA, POR ENCIMA Y POR DEBAJO DEL LLANTON, HAYA DISPUESTOS UNOS RODILLOS DE TRACCION 5, Y QUE LOS RODILLOS DE SUJECCION 2 Y LOS RODILLOS DE TRACCION 5 VAYAN PREVISTOS DE UNA REFRIGERACION INTERNA.
PRENSA DE RECALCAR VOLANTE.
(16/10/1994). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Inventor/es: ROHDE, WOLFGANG, DR..
EN UNA PRENSA DE RECALCAR 1, PARA REDUCIR EL ANCHO DEL MATERIAL A LAMINAR, EN ESPECIAL EL ANCHO DE DESBASTES EN PISTAS DE CINTA ANCHA CALIENTE, CON SOPORTES DE HERRAMIENTAS 8, COLOCADOS EN AMBOS LADOS DEL DESBASTE, QUE SOPORTAN LAS HERRAMIENTAS DE PRENSADO 7, SE PROPONE QUE CADA HERRAMIENTA DE PRENSADO, CON SU SOPORTE CORRESPONDIENTE, SEA MOVIL, CON EL FIN DE PODER FORMAR UN ACCIONAMIENTO REDUCTOR 12. EL MECANISMO DE MANIVELA ESTA COLOCADO EN UNA CARCASA DE MANIVELA 9.
PRENSA RECALCADORA PARA LA REDUCCION DEL ANCHO DE MATERIAL LAMINADO.
(16/05/1994) EN UNA PRENSA RECALCADORA 1 PARA LA REDUCCION DEL ANCHO DE MATERIAL LAMINADO 2, ESPECIALMENTE DEL ANCHO DE LLANTONES, EN EL TREN DE DESBASTE EN CALIENTE DE BANDA ANCHA, CON SOPORTES PARA HERRAMIENTAS 8, DISPUESTOS A AMBOS LADOS DEL CANTO DEL LLANTON, PARA SUJETAR LAS HERRAMIENTAS DE PRENSADO 7, LOS CUALES, MEDIANTE UN SISTEMA DE MANDO (BIELA 14) ACCIONADO POR MANIVELA 17, SON DESPLAZABLES EN DIRECCION A LA REDUCCION DE LOS LLANTONES, SE PROPONE QUE LA CABEZA DE LA BIELA 15 DEL ACCIONAMIENTO POR MANIVELA SE ENCUENTRE ALOJADA, DE FORMA MOVIL, EN UNA CUBA DE PRESION 16 DISEÑADA CON LA FORMA CORRESPONDIENTE AL SOPORTE PARA…
MULTITURON APLANADORA Y CORTADORA DE LONGITUD DE SECCIONES DE RODILLO O BARRA.
(16/10/1992). Solicitante/s: DANIELI & C. OFFICINE MECCANICHE S.P.A.. Inventor/es: NONINI, GEREMIA.
LA PLANTA PARA MULTITURON APLANADORA Y CORTADORA DE LONGITUD DE SECCIONES DE RODILLOS TALES COMO ANGULARES, SECCIONES EN U, BARRAS T, PERFILES DE CRISTAL, CARRILES PARA ASCENSORES O ELEVADORES Y SIMILARES, Y TAMBIEN BARRAS ENROLLADAS TALES COMO REDONDOS Y PLANOS Y SIMILARES. LA PLANTA COMPRENDE UN ENFRIADOR UNA CINTA DE ALIMENTACION EN LA CUAL LAS SECCIONES ENROLLADAS O BARRAS SON CARGADAS EN CAPAS, UNA APLANADORA PARA APLANAR DICHAS SECCIONES ENROLLADAS O BARRAS Y UNA CIZALLA PARA CORTAR EL TAMAÑO DE DICHAS BARRAS ENROLLADAS MIENTRAS SE MUEVEN, PARA FAVORECER ESTO COMPRENDE UN DISCO DE SIERRA PARA CORTAR EL TAMAÑO DE DICHAS CAPAS DE SECCIONES ENROLLADAS.
PROCEDIMIENTO E INSTALACION PARA LA DISGREGACION DE ESPIRAS DE ALAMBRE.
(01/08/1991) SE PROPONE UN PROCEDIMIENTO Y UNA INSTALACION PARA DISGREGAR UNA CAPA DE ESPIRAS DE LAMBRE QUE ESTAN UNA DETRAS DE OTRA SOLAPANDOSE Y QUE ESTAN SITUADAS ENCIMA DE UNA INSTALACION DE TRANSPORTE. LAS ESPIRAS ESTAN HECHAS DE LAMBRE SUFICIENTEMENTE CALIENTE PARA SER LAMINADO Y POSTERIORMENTE ENCIMA DE LA INSTALACION DE TRANSPORTE. MEDIANTE UNA UNIDAD MOVIL SE TRASPORTA UNA INSTALACION POR ENCIMA DE LA INSTALACION DE TRANSPORTE LA CUAL PUEDE RECOGER LAS ESPIRAS DE ALAMBRE Y CORTARLAS. ESTA PROVISTA DE UNA BRAZO QUE SE BAJA HASTA UNA POSICION DE ESPERA PARA BUSCAR LA ESPIRA A CORTAR. PARA ESTO EL APARATO ESTA PROVISTO DE UN PALPADOR. DESPUES DE SINCRONIZAR EL MOVIMIENTO DEL BRAZO CON EL MOVIMIENTO DE LAS ESPIRAS Y DE HABER…
UN APARATO MEJORADO PARA UNIR CINTA.
(01/06/1976). Solicitante/s: WEAN UNITED, INC..
Resumen no disponible.
UN DISPOSITIVO DE ARMAZON DE RODILLO PARA EL TRABAJO EN FRIO DE ACERO LAMINADO EN FORMA DE VARILLA O DE ALAMBRE.
(01/03/1975). Solicitante/s: BAU-STAHLGEWEBE G. M. B. H..
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}