METODO PARA SOLDAR PALANQUILLAS QUE SALEN DE UN HORNO Y TREN DE LAMINACION QUE ADOPTA EL METODO.
METODO PARA SOLDAR PALANQUILLAS QUE SALEN DE UN HORNO DE RECOCIDO EN UNA LINEA DE LAMINACION,
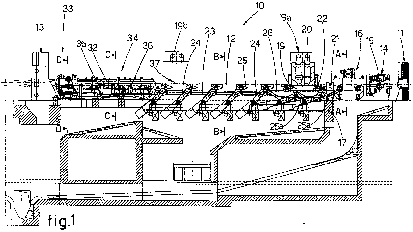
COMPRENDIENDO LA LINEA EN EL SEGMENTO (10) ENTRE EL HORNO (11) DE RECOCIDO Y EL PRIMER LAMINADOR, AL MENOS UNA UNIDAD (14) DE ESTIRADO, UNA PISTA DE RODADURA PARA TRANSPORTAR LAS PALANQUILLAS, UN ENSAMBLAJE (20) DE SOLDADURA AMOVIBLE Y UNAS MORDAZAS (31) DE SOLDADURA Y UNAS CIZALLAS DE EMERGENCIA (13), EN EL QUE EL EXTREMO POSTERIOR DE LA PALANQUILLA (12A) QUE SE VA A LAMINAR ESTA SOLDADO AL EXTREMO FRONTAL DE LA PALANQUILLA (12B), DESCARGADA POSTERIORMENTE DEL HORNO (11) MIENTRAS QUE LAS PALANQUILLAS (12) ESTAN EN MOVIMIENTO, POR MEDIO DE UN ENSAMBLAJE DE SOLDADURA (20) MONTADO EN UN CARRO (19) AMOVIBLE; EL CARRO (19) AMOVIBLE TIENE UNA PRIMERA CONDICION ESTATICA MIENTRAS QUE ESPERA LA POSICION DE CONTACTO ENTRE LOS EXTREMOS DE LAS PALANQUILLAS (12) QUE SE VAN A ACOPLAR; UNA SEGUNDA CONDICION A MEDIDA QUE AVANZA DONDE ADQUIERE SUSTANCIALMENTE LA VELOCIDAD DE LAMINACION, AMORDAZA LAS PALANQUILLAS (12) CON LAS MORDAZAS (31) DE LA UNIDAD DE SOLDADURA (20) Y SUELDA LOS EXTREMOS DE LAS PALANQUILLAS (12), Y UNA TERCERA CONDICION DE RETRACCION EN LA QUE EL CARRO (19) AMOVIBLE VUELVE A SU POSICION DE ARRANQUE; LA ETAPA DE SOLDADURA ESTA PRECEDIDA POR UNA ETAPA DE DESOXIDACION SUPERFICIAL LLEVADA A CABO POR UNA UNIDAD (16) DE DESOXIDACION EN LA QUE LAS CARAS FRONTALES DE LAS PALANQUILLAS (12) Y AL MENOS DICHAS AREAS DE LAS PALANQUILLAS (12) QUE COOPERAN CON LAS MORDAZAS (31) SON DESOXIDADAS, Y POR UNA ETAPA DE DESPUNTE EN PLANO PARALELO DEL EXTREMO POSTERIOR Y EL EXTREMO FRONTAL DE LAS PALANQUILLAS (12) LLEVADA A CABO POR UNA UNIDAD DE DESPUNTADO (29) EQUIPADA CON AL MENOS UNA CUCHILLA ROTATORIA (27) MONTADA SOBRE EL CARRO AMOVIBLE (19) INMEDIATAMENTE CORRIENTE ARRIBA DEL ENSAMBLAJE DE SOLDADURA (20); LA ETAPA DE SOLDADURA ESTA SEGUIDA POR UNA ETAPA PARA ELIMINAR LAS REBABAS LLEVADA A CABO POR UNA UNIDAD DE ELIMINACION DE REBABAS (38) MIENTRAS QUE LA PALANQUILLA (12) ESTA EN MOVIMIENTO. LA LINEA DE LAMINACION PARA PALANQUILLAS QUE ADOPTA EL METODO DE SOLDADURA AMOVIBLE EN LA SALIDA DEL HORNO DE RECOCIDO COMO EN CUALQUIERA DE LAS REIVINDICACIONES DE LA PRESENTE MEMORIA, COMPRENDIENDO LA LINEA EN EL SEGMENTO (10) ENTRE EL HORNO (11) DE RECOCIDO Y LA PRIMERA UNIDAD DE LAMINACION, AL MENOS UNA UNIDAD DE ESTIRADO (14), UNA PISTA DE RODADURA PARA TRANSPORTAR LAS PALANQUILLAS, UN ENSAMBLAJE SOLDADOR (20) AMOVIBLE QUE INCLUYE UNAS MORDAZAS (31) DE SOLDADURA Y UNAS CIZALLAS (13) DE EMERGENCIA, COMPRENDIENDO LA LINEA CORRIENTE ABAJO DE LA UNIDAD DE ESTIRADO (14) UNA PRIMERA UNIDAD DE DESOXIDACION SUPERFICIAL (16) ESTATICA, UN CARRO (19) AMOVIBLE CON UN MOVIMIENTO ALTERNATIVO CON RELACION AL RECORRIDO DE RODADURA (23), SOPORTANDO EL CARRO AMOVIBLE (19) AL MENOS UN ENSAMBLAJE DE SOLDADURA (20) CON MORDAZAS (31) PARA AGARRAR LAS PALANQUILLAS (12), UNA UNIDAD RECOLECTORA (29) Y UNA UNIDAD DE DESOXIDACION (30); EL CARRO AMOVIBLE (19) INCLUYE UNA PRIMERA POSICION (19A) MIENTRAS QUE ESPERA LAS PALANQUILLAS (12), QUE ESTA INMEDIATAMENTE CORRIENTE ABAJO DE LA PRIMERA UNIDAD DE DESOXIDACION (16) ESTATICA Y UNA SEGUNDA POSICION (19B) DE FINAL DE RECORRIDO, UN RECORRIDO DE TRANSPORTE (37) CON UNOS RODILLOS (25) MONTADOS SOBRE SOPORTES (24) PIVOTANTES QUE TIENEN UNA PRIMERA POSICION DE TRABAJO Y UNA SEGUNDA POSICION RETRAIDA, UN SISTEMA PARA MANTENER LA TEMPERATURA (34) Y UNAS CIZALLAS DE EMERGENCIA (13).
Tipo: Resumen de patente/invención.
Solicitante: DANIELI & C. OFFICINE MECCANICHE S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA NAZIONALE, 19,33042 BUTTRIO (UD).
Inventor/es: PAVLICEVIC, MILORAD, POLONI, ALFREDO, KAPAJ, NUREDIN, MARCHIORI, MIRCO.
Fecha de Publicación: .
Fecha Concesión Europea: 8 de Mayo de 2002.
Clasificación Internacional de Patentes:
- B21B15/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › Sistemas que permiten efectuar operaciones auxiliares para el trabajo de los metales, especialmente combinados, dispuestos o adaptados para ser asociados a los laminadores.
Patentes similares o relacionadas:
Método de rebordeado y aparato de rebordeado, del 13 de Mayo de 2020, de NIPPON STEEL CORPORATION: Un método de rebordeado que comprende cambiar un ángulo (θ) incidente de una plancha (S) con respecto a un par de medios de rebordeado que están dispuestos en una […]
Aparato y método para la producción de productos metálicos largos, del 15 de Noviembre de 2018, de Primetals Technologies Austria GmbH: Aparato para la producción de productos metálicos alargados, tales como barras, varillas o similares, comprendiendo dicho aparato: - un laminador que comprende […]
Sistema y método para cortar en longitud productos largos laminados procedentes de diferentes tramos de un tren de laminado, del 30 de Agosto de 2017, de Primetals Technologies Austria GmbH: Sistema para cortar en longitud al menos dos tramos de productos largos laminados procedentes, preferentemente, de un tren de laminado en caliente, […]
Procedimiento y dispositivo de control de un ciclo térmico de una soldadura para la unión de los extremos de bandas, del 25 de Febrero de 2015, de SIEMENS VAI METALS TECHNOLOGIES SAS: Procedimiento de control automático del ciclo térmico de una soldadura para la unión de bandas, destinado al control de un soldeo de un extremo de una primera banda […]
 Corrección dinámica del grosor, del 9 de Julio de 2014, de ALUMINIUM NORF GMBH: Procedimiento para la corrección del grosor de una cinta metálica al laminar con una caja de laminación con elementos de ajuste para la regulación […]
Corrección dinámica del grosor, del 9 de Julio de 2014, de ALUMINIUM NORF GMBH: Procedimiento para la corrección del grosor de una cinta metálica al laminar con una caja de laminación con elementos de ajuste para la regulación […]
Método y aparato para producir barras cortadas a medida en una planta de laminación de acero, del 4 de Diciembre de 2013, de PONG, DAVID TENG: Un método para producir barras de acero que son cortadas a medida en respuesta a un pedido de cliente, comprendiendo dicho método los pasos de: producir una longitud […]
Soldador para sistema de laminación, sistema de laminación y método de laminación, del 18 de Septiembre de 2013, de JP Steel Plantech Co: Un procedimiento de laminación de metal para laminar una banda de producto (A) mediante el uso de un tren de laminación y una bobinadora dispuesta […]
Procedimientos y aparato para supervisar y acondicionar metal en tiras, del 18 de Septiembre de 2013, de THE BRADBURY COMPANY, INC.: Un aparato, que comprende: una pluralidad de sensores situados a lo largo de una anchura de un material en movimiento,correspondiendo cada uno […]