15 inventos, patentes y modelos de KNEPPE, GUNTER DR.
PROCEDIMIENTO Y CAJA DE LAMINACION PARA INFLUIR DE MANERA MULTIPLE SOBRE EL PERFIL.
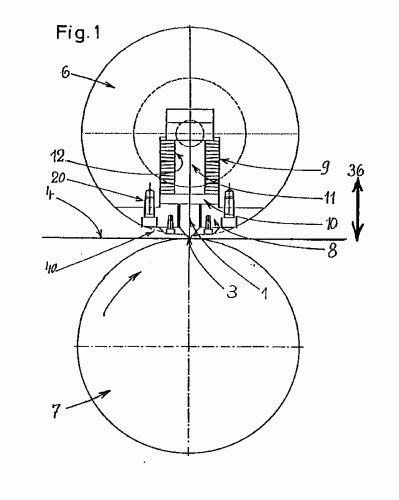
(16/04/2009) Procedimiento de laminado de chapas o bandas en una caja de laminación (1,1'', 1'''') con rodillos de trabajo , que se apoyan en los rodillos de apoyo o rodillos intermedios (3, 3'', 3'''') con rodillos de apoyo (4, 4'', 4''''), efectuándose el ajuste del perfil de la separación entre rodillos mediante el desplazamiento axial de los pares de rodillos (P1, P2, P3) provistos de contornos curvos (30, 30'', 31, 31'', 32, 32'', 33, 33''), caracterizado porque el ajuste del perfil de la separación entre rodillos se efectúa con al menos dos pares de rodillos (P1, P2, P3) axialmente desplazables independientemente unos de otros con diferentes…
PROCEDIMIENTO Y DISPOSITIVO PARA EL TRATAMIENTO SUPERFICIAL DE UN PRODUCTO DE ACERO FUNDIDO EN CONTINUO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/2008). Ver ilustración. Solicitante/s: SMS DEMAG AG. Clasificación: B22D11/128, B21B1/46, B21B45/02, B22D11/14, B22D11/124, B22D11/12, B21C51/00, B21B45/00, B21B45/06.
Procedimiento para el tratamiento superficial de un producto de acero fundido en continuo en estado caliente para la eliminación de defectos superficiales, impurezas superficiales y similares, precediéndole al paso del tratamiento superficial un enfriamiento de al menos una parte de al menos una superficie del producto metálico, para la reducción de temperatura definida de la superficie a tratar, caracterizado porque a los pasos del enfriamiento superficial y del tratamiento superficial les precede una inspección de al menos una parte al menos de una superficie del producto metálico en busca de defectos o impurezas superficiales y, en función del resultado de la inspección, sólo se efectúa un tratamiento superficial selectivo de las zonas superficiales detectadas como defectuosas.
DISPOSITIVO DE DESVIO DE UNA INSTALACION DE DEVANADO PARA DEVANAR BANDAS.
(16/02/2008) Dispositivo para desviar bandas, en especial bandas metálicas en una instalación de devanado desde un canal de guiado inicial a un canal de guiado final y a la inversa, que comprende un impulsor con una pareja de rodillos de impulsor (4, 4'') y elementos de ajuste, dispuestos corriente abajo de la dirección de rodadura de banda (B), que comprende una excéntrica que puede bascular hacia el canal de guiado inicial o final y una mesa de conducción , montada de forma basculante por debajo de la misma y que puede aplicarse como separador al rodillo de impulsor inferior (4''), caracterizado porque la excéntrica está conformada en cada caso…
PROCEDIMIENTO Y DISPOSITIVO PARA REEMPLAZAR LOS RODILLOS DE APOYO QUE FORMAN UNA GUIA DE BARRAS DE UN DISPOSITIVO DE COLADA EN CUERDA PARA METALES, EN ESPECIAL PARA ACERO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/09/2007). Ver ilustración. Solicitante/s: SMS DEMAG AG. Clasificación: B22D11/128.
Procedimiento para reemplazar los rodillos de apoyo que forman una guía de barras de un dispositivo de colada en cuerda para metales, en especial para acero, en donde los rodillos de apoyo están reunidos en segmentos y dentro de los segmentos en chasis de rodillos, que presentan en cada caso varios rodillos de apoyo montados giratoriamente sobre un bastidor de sujeción, y en donde por cada segmento están apoyados uno sobre otro un chasis de rodillos superior y otro inferior sobre medios separadores y forman juntos un chasis intercambiable; en donde el procedimiento comprende los siguientes pasos: desmontaje de un segmento desde la guía de barras; desmontaje del chasis intercambiable desde el bastidor de segmentos del segmento desmontado con un elevador; montaje de nuevo a la inversa del chasis intercambiable desmontado anteriormente en el bastidor de segmentos del segmento; y montaje de nuevo del segmento en la guía de barras.
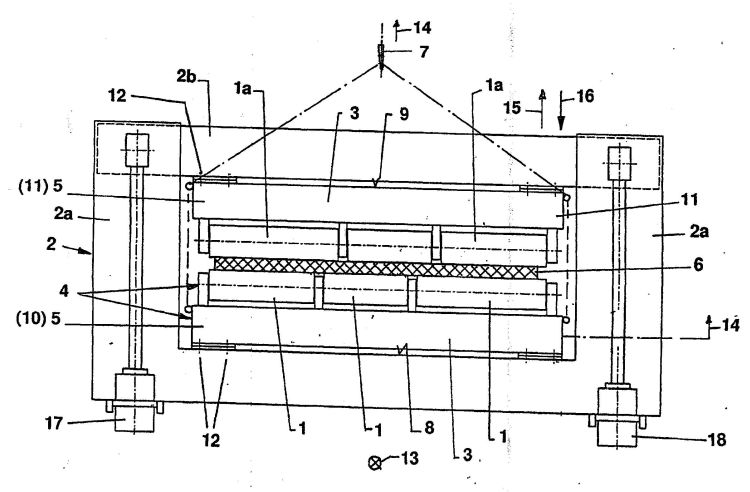
PROCEDIMIENTO PARA LA MODIFICACION DEL FORMATO DE UNA COLADA CONTINUA DEBAJO DE LA COQUILLA DE UNA INSTALACION DE FUNDICION DE COLADA CONTINUA.
(01/09/2006) Procedimiento para la modificación del espesor del formato de la colada continua de una instalación de fundición de colada continua en el modo de fundición continua, en el que la colada de fundición debajo de una coquilla está en conexión operativa, a ambos lados, con soportes de rodillos (8, 8) opuestos entre sí, que están divididos en una secuencia de segmentos (n = 1 a i) que llevan rodillos y cada segmento se puede regular por sí en un ángulo con respecto a la colada de fundición , y en el que en una posición de salida, toda la conducción de la colada a variar está ajustada a un espesor de formato de producción, caracterizado porque, a velocidad constante de la fundición, se lleva a cabo la…
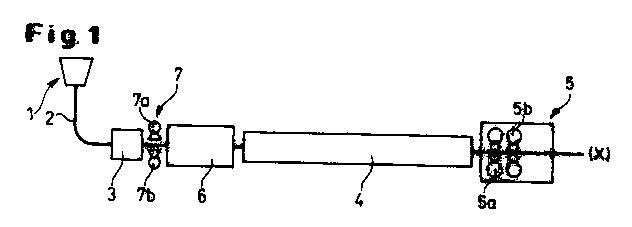
PROCEDIMIENTO E INSTALACION PARA FABRICACION DE CINTAS Y CHAPAS DE ACERO.
(16/04/2005) Procedimiento para la fabricación de cintas y chapas de acero, laminándose en un tren de laminación, junto con primeros productos de fundición, al menos segundos productos de fundición de acero inoxidable producidos en una segunda ruta (II) de proceso, enfriándose el producto laminado en un camino de rodillos de salida y enrollándose en un dispositivo de bobinado, caracterizado porque la primera ruta (I) de proceso comprende la fundición de una barra en formato de desbaste delgado de un acero al carbono o de un acero inoxidable en una máquina de colar y el guiado de los productos de fundición a través de un horno de compensación para la obtención de una temperatura uniforme,…
TIJERAS DE ALTA VELOCIDAD PARA CORTAR TRANSVERSALMENTE BANDA LAMINADA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/2004). Ver ilustración. Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Clasificación: B23D25/12, B26D1/62.
LA INVENCION SE REFIERE A UNA TIJERA DE ALTA VELOCIDAD CON UNA CUCHILLA DISPUESTA SOBRE UNO DE DOS TAMBORES OPUESTOS ENTRE SI, EN PARTICULAR UNA CUCHILLA DE CINCEL CON UN FILO QUE SE PUEDE ACELERAR HASTA LA VELOCIDAD DE AVANCE DE LA BANDA LAMINADA QUE SE DESEA CORTAR, Y DONDE LOS TAMBORES SE PUEDEN APROXIMAR ENTRE SI PARA REALIZAR EL CORTE. LOS TAMBORES SE PUEDEN ACELERAR POR MEDIO DE POR LO MENOS UN SISTEMA DE ACCIONAMIENTO CORRESPONDIENTE, A UNA VELOCIDAD TANGENCIAL EQUIVALENTE A LA VELOCIDAD DE LA BANDA LAMINADA QUE SE DESEA CORTAR. POR LO MENOS A UNO DE LOS TAMBORES LE CORRESPONDE UN DISPOSITIVO DE APROXIMACION CON CONTROL INDEPENDIENTE. LA TIJERA DE ALTA VELOCIDAD SE MEJORA POR EL HECHO DE QUE LA CUCHILLA DE CINCEL DEL TAMBOR DE CUCHILLAS SOBRESALE DEL CIRCULO DE CORTE CON RESPECTO AL YUNQUE O LA ZONA DE ENVOLVENTE DEL TAMBOR QUE ACTUA COMO YUNQUE, Y TIENE UN APOYO ELASTICO CONTRA UN ELEMENTO ELASTICO CON UNA FUERZA DE RETROCESO QUE SE PUEDE PREDETERMINAR.
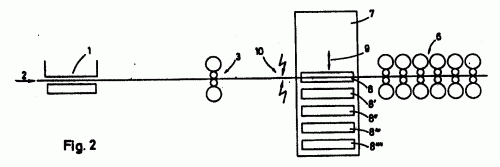
REEQUIPAMIENTO DE TRENES LAMINADORES EN CALIENTE PARA LAMINAR BANDAS DELGADAS.
Secciones de la CIP Química y metalurgia Mecánica, iluminación, calefacción, armamento y voladura Técnicas industriales diversas y transportes
(16/12/2003). Ver ilustración. Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Clasificación: C21D9/00, F27B9/14, B21B1/24, B21B45/00.
TRENES EN LAMINADO CALIENTE QUE TIENEN UN HORNO DE TIRANTES MOVIBLES , UN ARMAZON REVERSIBLE COLOCADO A CONTINUACION, ASI COMO UN TREN DE LAMINADO CALIENTE PARA EL ACABADO DE BANDAS CALIENTES LAMINADAS Y FINAS DE ACERO AUSTENITICO, LAS CUALES SE DEBEN ADAPTAR DE TAL MANERA, QUE LA BANDA CALIENTE SE PUEDA LAMINAR CON GROSORES POR DEBAJO DE 1 MM. PARA ELLO SE PROPONE, QUE ENTRE EL ARMAZON REVERSIBLE Y EL TREN DE LAMINADO CALIENTE SE COLOQUE UN HORNO DE MANTENIMIENTO , QUE ASEGURA MEDIANTE VARIOS SITIOS DE RECOGIDA (8, 8 ' ...) PARA LAS LAMINAS QUE SE PUEDAN CALENTAR DE MANERA CONSTANTE UN TIEMPO DE CALENTAMIENTO COMPLETO PARA CADA BANDA, QUE ES VARIAS VECES MAYOR QUE EL TIEMPO DE LAMINADO DEL TREN DE LAMINADO CALIENTE DE ACABADO.
DISPOSITIVO DE DESVIACION DE UNA BANDA, EN ESPECIAL DE UNA BANDA METALICA.
(16/11/2003) Dispositivo de desviación, para desviar la dirección de una banda , en especial de una banda metálica desde un canal de guía inicial hasta un canal de guía final , que se extiende junto al canal de guía inicial , teniendo la banda , al atravesar el canal de guía inicial , un lado inferior (II) más alejado del canal de guía final y un lado superior (I) orientado hacia el canal de guía final , teniendo el dispositivo de desviación un dispositivo de presión por el lado inferior, para presionar sobre el lado inferior (II) de la banda con un medio de presión y teniendo el dispositivo de desviación un dispositivo de impulsión con un rodillo de impulsión superior y con un rodillo…
PROCEDIMIENTO Y DISPOSITIVO PARA LA CONDUCCION Y SOPORTE DE UNA CHAPA O BANDA METALICA FINA.
(16/10/2002) Procedimiento para la conducción y soporte de una chapa o banda metálica comparativamente fina durante el transporte sobre un dispositivo de transporte , como vía de rodillos, y/o durante, antes o después de un proceso de separación durante la transición a través de una cizalla , donde la chapa o bien la banda es impulsada al menos desde su lado inferior (1) con haces de rayos (2, 2) ricos en energía de un medio líquido o gaseoso y en este caso está soportada y guiada por medio de energía de impulsos y el medio bajo presión es conducido a través de canales de alimentación en el interior de tambores de transporte y/o de tambores portacuchillas…
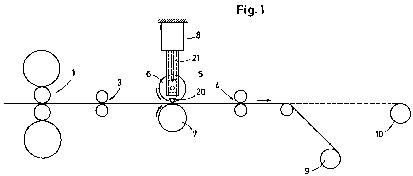
INSTALACION BOBINADORA PARA BANDAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/2002). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Clasificación: B21C47/02.
UN PROCEDIMIENTO PARA OPERACION ALTERNATIVA DE DEVANADO ASI COMO UN DISPOSITIVO PARA LA REALIZACION DEL PROCEDIMIENTO DEBE SER MEJORADO DE TAL MODO, QUE A TRAVES DE LA UTILIZACION DE UNA DEVANADORA DE COSTE ADECUADO Y UNA COORDINACION SEGURA DE LA APLICACION DE MATERIAL DE ENROLLADO INDIVIDUAL SEA POSIBLE PARA LA DEVANADORA RESPECTIVA TAMBIEN UN TIEMPO DE SUCESION DE MATERIAL DE ENROLLADO CORTO Y ALTAS VELOCIDADES. PARA ELLO SE PROPONE, QUE UNA TIJERA FLOTANTE SE DISPONGA AL MENOS CON UNA PORTALANZADERA , CUYOS RODILLOS SON APOYABLES DE TAL MODO, QUE OSCILAN A TRAVES DEL PLANO APOYADO DE AMBOS EJES DE LOS RODILLOS A PARTIR DE UNA POSICION ESENCIALMENTE VERTICAL, DE TAL MODO QUE SOBRE ESTA SITUACION NORMAL CORRESPONDIENTE AL PLANO SE OSCILA EN LA DIRECCION SOBRE LA PRIMERA DE LAS DEVANADORAS DISPUESTA A CONTINUACION.
HERRAMIENTA DE RECALCAR DE UN PAR DE HERRAMIENTAS DE RECALCAR PARA LA CONFORMACION DE PLANCHONES FUNDIDOS EN COLADA CONTINUA EN UNA PRENSA DE RECALCAR PLANCHONES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/2001). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Clasificación: B21B1/02, B21B15/00, B21J1/04.
UNA HERRAMIENTA DE RECALCADO DE UN PAR DE HERRAMIENTAS PARA LA CONFORMIDAD DE LLANTONES EN UNA FUNDICION DE COLADA CONTINUA CON UNA PRENSA DE RECALCADO DE LLANTONES RESPECTIVAMENTE CON SUPERFICIES DE MOLDEADO DE RECALCADO ALIMENTADAS EN AMBAS SUPERFICIES LATERALES LONGITUDINALES DEL LLANTON, QUE DISCURREN DE FORMA PARALELA O INCLINADA CON RESPECTO A LA DIRECCION DE MOVIMIENTO DEL LLANTON, CONTACTANDO UNA CON OTRA, DONDE SE COORDINAN LAS SUPERFICIES DE CONFORMADO DE RECALCADO QUE DISCURREN DE ACUERDO CON LAS SUPERFICIES LATERALES LONGITUDINALES DEL LLANTON SEGUN LAS SUPERFICIES DE CONFORMADO DE RECALCADO INCLINADO, MEJORANDOSE DE TAL MODO, QUE UNA PRIMERA SUPERFICIE (1A) DE CONFORMADO DE RECALCADO SE COORDINA CON UNAS U OTRAS SUPERFICIES (1A', 1A'') DE CONFORMADO DE RECALCADO MULTIPLES CON ANGULOS ({AL}1; {AL}2) DE INCLINACION, QUE SON MENORES QUE EL ANGULO ({AL}) DE INCLINACION DE LA PRIMERA SUPERFICIE DE CONFORMADO (1A) DE RECALCADO.
CIZALLA DE ALTA VELOCIDAD PARA CORTE TRANSVERSAL DE BANDA LAMINADA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/2001). Ver ilustración. Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Clasificación: B23D25/12.
PARA PODER MANIPULAR TIJERAS EN VOLADIZO PARA CINTA ANCHA EN CALIENTE, INCLUSO A VELOCIDADES DE HASTA 30 M/S, SE PROPONE SINCRONIZAR LA VELOCIDAD PERIMETRICA DE LOS TAMBORES DE CUCHILLAS CON LA VELOCIDAD DE LA CINTA, Y AJUSTAR LA VELOCIDAD VERTICALMENTE A LA CINTA, PARA EL VERDADERO CORTE, DE FORMA SEPARADA RESPECTO A ESTA VELOCIDAD PERIMETRICA.
INSTALACION DE PRODUCCION DE BANDA EN CALIENTE PARA LAMINAR BANDA DELGADA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/2000). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Clasificación: B21B1/26, B21B1/34.
SE PROPONE UNA INSTALACION DE PRODUCCION PARA LA GENERACION DE PRODUCTOS PLANOS DE LAMINACION EN CALIENTE, COMPUESTA DE UNA CALLE DE LAMINACION CON EQUIPACION MULTIPLE, UNA VIA DE RODILLO DE SALIDA CON EQUIPOS PARA REFRIGERACION DE LA BANDA EN CALIENTE Y CON MAQUINA DE ENROLLADO DISPUESTA A CONTINUACION PARA ENROLLADO DE LA BANDA, POR MEDIO DE LA CUAL PUEDE SER LAMINADO UN MATERIAL DE BANDA BAJO LIMITACION DESEADA DE LA VELOCIDAD DE DESARROLLO CON ESPESORES PEQUEÑOS.
DISPOSITIVO PARA LA MECANIZACION DE RODILLOS DURANTE EL PROCESO DE LAMINACION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1999). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Clasificación: B24B41/04, B21B28/04, B24D13/12.
UN DISPOSITIVO PARA RECTIFICADO DE RODILLOS DE TRABAJO DEBE SER SIMPLIFICADO Y ABARATADO ASI COMO DEBE DISPONERSE DE UNA NECESIDAD DE ESPACIO REDUCIDO EN ESPACIOS LIMITADOS DEL BASTIDOR DE LAMINACION. PARA ELLO SE PROPONE QUE UNA UNIDAD DE RECTIFICADO CONFIGURADA COMO RODILLO ESTE APOYADA EN LAS PIEZAS DE MONTAJE DEL RODILLO A SER RECTIFICADO Y QUE LOS RODILLOS SEAN AJUSTABLES A TRAVES DEL COJINETE CONTRA LOS RODILLOS A SER RECTIFICADOS.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}