Método y aparato para producir barras cortadas a medida en una planta de laminación de acero.
Un método para producir barras de acero que son cortadas a medida en respuesta a un pedido de cliente,
comprendiendo dicho métodos los pasos de:
producir una longitud continua de barra de acero desde un tren de laminación,
cortar dicha longitud continua de barra de acero en segmentos sucesivos, representando cada segmento unmúltiplo de la longitud de la barra del pedido de cliente,
cortar dichos segmentos en cizallas en frío en línea primero en dos veces la longitud de la barra del pedidode cliente y a continuación por la mitad en longitudes iguales a la longitud de la barra del pedido de clienteal mismo tiempo que se mantiene la producción de la longitud continua de barra de acero producida por eltren de laminación, y
atar las barras de la longitud del pedido de cliente en haces para su descarga desde el tren de laminación.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11162824.
Solicitante: PONG, DAVID TENG.
Nacionalidad solicitante: China.
Dirección: 3409 Jardine House 1 Connaught Place Hong Kong SAR CHINA.
Inventor/es: PONG, DAVID TENG.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21B15/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › Sistemas que permiten efectuar operaciones auxiliares para el trabajo de los metales, especialmente combinados, dispuestos o adaptados para ser asociados a los laminadores.
- B23D36/00 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23D CEPILLADO; MORTAJADO; CIZALLADO; BROCHADO; ASERRADO; LIMADO; RASPADO; OPERACIONES ANALOGAS NO PREVISTAS EN OTRO LUGAR, PARA EL TRABAJO DE METALES CON ARRANQUE DE MATERIAL (fabricación de ruedas dentadas o de órganos similares B23F; corte del metal por calentamiento localizado B23K; dispositivos para copiar o controlar B23Q). › Dispositivos de control especialmente adaptados a las máquinas de cizallado o máquinas de corte análogas, o a las máquinas de serrar, para productos brutos que no se desplacen en la dirección del corte.
PDF original: ES-2384163_T3.pdf
Fragmento de la descripción:
Método y aparato para producir barras cortadas a medida en una planta de laminación de acero
CAMPO DEL INVENTO
El invento se refiere a métodos y aparatos para producir haces de barras de acero que son cortadas a medida y en concreto en una operación continua.
Más en concreto, el invento se refiere a producir dichos haces que son bajo pedido de un cliente y son de longitud específica.
Las barras de acero, tanto si son para refuerzo de hormigón como de aceros especiales, tienen todas un defecto fundamental en el modelo de negocio: todas son materias primas, aunque requieren una importante inversión de capital en el montaje de un tren de laminación de acero para su producción. Este invento transformará la naturaleza de “materia prima” inherente del negocio en un negocio de “personalización en masa”, capturando más valores en el proceso. Este invento permitirá que un tren de laminación produzca barras de acero Cortadas a Medida en línea y al mismo tiempo reducirá substancialmente las pérdidas en los extremos. El invento se puede incorporar en cualquier tren de laminación existente con una mínima inversión adicional.
ANTECEDENTES
El documento DE2218041-A1 explica aparatos y métodos para producir barras de acero a partir de material laminado de longitudes finitas. Las barras de acero se suministran en “longitudes estándar” de 12 m, 15 m, ó 18 m y en “pesos de haz estándar” de generalmente haces de 2 toneladas para las barras del mismo tamaño. En el caso de barras para refuerzo de hormigón, dichas barras todavía se tienen que cortar a longitudes menores de acuerdo con el diseño de la estructura del edificio para una columna, una viga o una losa de suelo específica. Estas cortas longitudes específicas generalmente no están diseñadas para ser múltiplos de cualesquiera longitudes estándar y por lo tanto producirán pérdidas en los extremos cuando se corten. Dicha operación de corte a medida se realiza normalmente en un taller de “Corte y Doblado”, en la zona de construcción o fuera de ella. En una operación de “Corte y Doblado”, es típico esperar una pérdida del 5% en los extremos de las barras de acero, incluso con los mejores programas de optimización asistida por ordenador. Este 5% es muy importante en el proyecto del edificio, especialmente con los altos precios actuales de las barras de acero.
Las longitudes estándar de 12 m, 15 m y 18 m se eligen para hacer un uso máximo del tamaño de los compartimentos de carga de barcos y camiones, mientras que el peso del haz estándar también sirve para optimizar la capacidad del aparato de elevación de los barcos y camiones.
Existe una tecnología llamada “Soldadura Flash” de lingotes calientes en la cual el extremo trasero de un lingote se suelda al extremo delantero del siguiente lingote, en línea según van saliendo del horno de recalentamiento. Dicha operación permitirá la laminación de barras de manera continua sin fin; esto es similar a la “colada secuencial” en una máquina de colada continua. El objetivo principal de este proceso de laminación sin fin es minimizar los despuntes de cabeza y cola en el tren de laminación y las pérdidas a corto plazo en el lecho de enfriamiento. Empleando este proceso de soldadura flash junto con la muy alta precisión de la cizalla volante moderna situada antes del lecho de enfriamiento, se puede conseguir de forma sistemática una precisión de +50/-00 mm para barras de 120 m de largo en el lecho de enfriamiento. Esto es aproximadamente un 0, 05% de pérdidas en los extremos frente a una media industrial del 2, 5%.
El proceso de soldadura flash produce alta temperatura en cada una de las juntas de soldadura flash del lingote. Debido a la dependencia con la temperatura de las características estiramiento/ensanchamiento, las juntas, al estar a una temperatura mayor que el resto del lingote, tendrán más alargamiento que ensanchamiento, produciendo “estricción” - área de sección transversal menor que el área nominal - en el producto terminado. Esto significa que el área de la junta puede disminuir por debajo del área mínima especificada por la Steel Standard. La Patente U.S. Nº
6.929.167 B2 de Pong et al. explica un método que eliminará dicho efecto de estricción. En el funcionamiento real, se instalaron medidores en la línea de laminación para monitorizar la dimensión de las barras de acero y los resultados muestran que este método es capaz de mantener una sección transversal uniforme en toda la longitud de la barra incluyendo las juntas unidas por soldadura flash.
Con el uso de soldadura flash y sección transversal uniforme en las juntas soldadas, los trenes de laminación producen barras de acero “Cortadas a Medida en Línea” sin pérdida de acero. Las barras son laminadas generalmente a partir de un lingote cuadrado de 150 mm (6 pulgadas) de 12 metros (40 pies) de longitud. Estos lingotes se laminarán hasta formar barras de acero terminadas de diferentes diámetros desde 50 mm (2 pulgadas) hasta 10 mm ([3/8] de pulgada) . Debido a que el peso inicial del lingote es finito, producirá diferentes longitudes terminadas de las barras de acero de cada diámetro. Las longitudes totales de las barras de acero procedentes de cada pieza de lingote no serán múltiplos exactos de la longitud normal de la barra terminada de 12 m (40 pies) y se tendrán pérdidas en los extremos. Estas suelen ser del 2, 5%. Con laminación sin fin como se ha descrito anteriormente, el lingote se suelda extremo con extremo para conformar una pieza infinita continua y no habrá pérdidas en los extremos.
En las normas BS4449 ó ASTM 615 de especificaciones de barra de acero, se permite una tolerancia de tamaño, siempre que no ponga en compromiso la resistencia de la barra de acero. Típicamente, en la norma BS4449 (2005) dicha tolerancia de tamaño permisible es de más o menos 4, 5%. El objetivo es intentar llegar a menos 3%, es decir, una barra más ligera, pero sin afectar a la resistencia de la barra en el diámetro nominal. Con laminación de un único lingote, el menos 3% del diámetro de barra terminada producirá una pieza final el mismo 3% más larga. Esto se desperdiciará. Con la laminación sin fin resultado de soldar los lingotes, la pieza final más larga se introducirá en la siguiente pieza entrante y formará parte de ella y por lo tanto este menos 3% se recupera completamente como acero utilizable y no es desperdicio.
Por razones de transporte en barco o en camión, dichas barras de acero terminadas se suelen cortar a longitudes de 12 m (40 pies) , 15 m (50 pies) , ó 18 m (60 pies) . Debido a las diferentes longitudes de las columnas, vigas o losas, el requisito real de longitud en la zona de construcción nunca es exactamente 12 m, 15 m ó 18 m. Estas barras se tienen que cortar en una operación independiente. Una pérdida en los extremos típica del corte de barra a longitudes específicas es del 5%.
RESUMEN DEL INVENTO
Un objeto del invento es proporcionar un método y un aparato para cortar cualesquiera longitudes específicas arbitrarias de barras de acero en línea en una operación de laminación continua.
Un objeto adicional del invento es permitir a dicho método y aparato producir de manera continua longitudes cortas de barras de acero que normalmente requerirían interrupción de la operación continua.
Un objeto particular del invento es proporcionar un método y un aparato que puedan producir piezas cortas cortadas a medida de acuerdo con un pedido de cliente, en línea, sin afectar a la velocidad de laminación.
De acuerdo con el invento, esto se consigue correlacionando un primer corte de la barra continua a una longitud que es un múltiplo de la longitud corta de la barra terminada y cortando la primera longitud cortada en sus longitudes múltiplos durante el funcionamiento continuo del tren de laminación.
De esta forma, visto desde un aspecto, el presente invento proporciona un método para producir barras de acero que son cortadas a medida en respuesta a un pedido de un cliente, comprendiendo dicho método los pasos de: producir una longitud continua de barra de acero a partir de un tren de laminación, cortar dicha longitud continua de barra de acero en segmentos sucesivos, representando cada uno un múltiplo de la longitud de la barra del pedido del cliente, cortar dichos segmentos en cizallas en frío en línea primero a dos veces la longitud de la barra del pedido del cliente y a continuación... [Seguir leyendo]
Reivindicaciones:
1. Un método para producir barras de acero que son cortadas a medida en respuesta a un pedido de cliente, comprendiendo dicho métodos los pasos de:
producir una longitud continua de barra de acero desde un tren de laminación, cortar dicha longitud continua de barra de acero en segmentos sucesivos, representando cada segmento un múltiplo de la longitud de la barra del pedido de cliente, cortar dichos segmentos en cizallas en frío en línea primero en dos veces la longitud de la barra del pedido de cliente y a continuación por la mitad en longitudes iguales a la longitud de la barra del pedido de cliente al mismo tiempo que se mantiene la producción de la longitud continua de barra de acero producida por el tren de laminación, y atar las barras de la longitud del pedido de cliente en haces para su descarga desde el tren de laminación.
2. Un método como se reivindica en la reivindicación 1, en el cual cuando un pedido de cliente hace un cambio de longitud de la barra, se cambia la longitud de dichos segmentos y dichos segmentos son reposicionados con respecto a dichas cizallas en frío para producir la longitud de barra correspondiente a la longitud modificada del pedido de cliente.
3. Un método como se reivindica en la reivindicación 2, en el cual una CPU controla el corte de la longitud continua de barra de acero por una cizalla volante y el corte de la barra por las cizallas en frío en línea.
4. Un método como se reivindica en la reivindicación 3, que comprende ajustar la posición de dichos segmentos con respecto a dichas cizallas en frío para cortar los segmentos a las longitudes deseadas en respuesta a señales procedentes de dicha CPU.
5. Un método como se reivindica en la reivindicación 4, en el cual el atado en haces de las barras de acero es efectuado simultáneamente en tres atadoras de haces en línea, una de las cuales es estacionaria y las otras son movidas de posición en respuesta a una señal procedente de dicha CPU.
6. Un método como se reivindica en la reivindicación 4, en el cual dichas cizallas en frío tienen topes de medición respectivos, produciendo la citada CPU señales para mover dichos topes de medición a posiciones en las cuales las cizallas en frío cortan los segmentos a la longitud deseada del pedido de cliente.
7. Aparato para producir barras de acero que son cortadas a medida en respuesta a un pedido de cliente, comprendiendo dicho aparato:
un tren de laminación para producir una longitud continua de barra de acero;
una cizalla volante en un extremo de salida de dicho tren de laminación;
una CPU conectada a dicha cizalla volante para cortar dicha longitud continua de barra de acero en longitudes, representando cada longitud un múltiplo de la longitud de la barra del pedido de cliente;
dos cizallas en frío en las cuales se introducen de forma continua dichas longitudes, teniendo dichas cizallas en frío topes de medición ajustables respectivos, estando dichas cizallas en frío y dichos topes de medición conectados a la citada CPU, la cual posiciona y opera dichas cizallas en frío de manera que una cizalla en frío corta dichas longitudes en piezas iguales a dos veces la longitud de la barra del pedido de cliente y la otra cizalla en frío corta por la mitad las piezas cortadas para producir barras cortadas a la longitud del pedido de cliente, siendo dichas cizallas en frío operadas a la vez que continúa la producción de la longitud de barra producida de forma continua, y una estación de atado de haces posicionada para recibir las barras cortadas procedentes de las cizallas en frío para producir haces de las barras de la longitud del pedido de cliente.
8. Aparato como se reivindica en la reivindicación 7, en el cual dicha estación de atado de haces incluye tres atadoras de haces en línea, teniendo la primera y la tercera permitido el movimiento y siendo la segunda estacionaria.
9. Aparato como se reivindica en la reivindicación 8, en el cual dichas atadoras de haces primera y tercera están conectadas a la CPU para ser movidas en respuesta a un cambio en longitud de la barra del pedido de cliente.
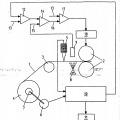
PEDIDO DEL CLIENTE (longitud por pieza y número de piezas)
CIZALLAS VOLANTES
ATADORAS DE HACES27, 28, 29 BARRAS DE BARRIDO YARRASTRE
MEDIDORES MÓVILES 21 Y 22
FIG. 2
Patentes similares o relacionadas:
Método de rebordeado y aparato de rebordeado, del 13 de Mayo de 2020, de NIPPON STEEL CORPORATION: Un método de rebordeado que comprende cambiar un ángulo (θ) incidente de una plancha (S) con respecto a un par de medios de rebordeado que están dispuestos en una […]
Aparato y método para la producción de productos metálicos largos, del 15 de Noviembre de 2018, de Primetals Technologies Austria GmbH: Aparato para la producción de productos metálicos alargados, tales como barras, varillas o similares, comprendiendo dicho aparato: - un laminador que comprende […]
Sistema y método para cortar en longitud productos largos laminados procedentes de diferentes tramos de un tren de laminado, del 30 de Agosto de 2017, de Primetals Technologies Austria GmbH: Sistema para cortar en longitud al menos dos tramos de productos largos laminados procedentes, preferentemente, de un tren de laminado en caliente, […]
Procedimiento y dispositivo de control de un ciclo térmico de una soldadura para la unión de los extremos de bandas, del 25 de Febrero de 2015, de SIEMENS VAI METALS TECHNOLOGIES SAS: Procedimiento de control automático del ciclo térmico de una soldadura para la unión de bandas, destinado al control de un soldeo de un extremo de una primera banda […]
 Corrección dinámica del grosor, del 9 de Julio de 2014, de ALUMINIUM NORF GMBH: Procedimiento para la corrección del grosor de una cinta metálica al laminar con una caja de laminación con elementos de ajuste para la regulación […]
Corrección dinámica del grosor, del 9 de Julio de 2014, de ALUMINIUM NORF GMBH: Procedimiento para la corrección del grosor de una cinta metálica al laminar con una caja de laminación con elementos de ajuste para la regulación […]
Método y aparato para producir barras cortadas a medida en una planta de laminación de acero, del 4 de Diciembre de 2013, de PONG, DAVID TENG: Un método para producir barras de acero que son cortadas a medida en respuesta a un pedido de cliente, comprendiendo dicho método los pasos de: producir una longitud […]
Procedimientos y aparato para supervisar y acondicionar metal en tiras, del 18 de Septiembre de 2013, de THE BRADBURY COMPANY, INC.: Un aparato, que comprende: una pluralidad de sensores situados a lo largo de una anchura de un material en movimiento,correspondiendo cada uno […]
Soldador para sistema de laminación, sistema de laminación y método de laminación, del 18 de Septiembre de 2013, de JP Steel Plantech Co: Un procedimiento de laminación de metal para laminar una banda de producto (A) mediante el uso de un tren de laminación y una bobinadora dispuesta […]