CIP-2021 : B23K 15/00 : Soldadura o corte por haz de electrones (tubos de haces electrónicos o iónicos H01J 37/00).
CIP-2021 › B › B23 › B23K › B23K 15/00[m] › Soldadura o corte por haz de electrones (tubos de haces electrónicos o iónicos H01J 37/00).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 15/00 hasta B23K 28/00: Otros procedimientos de soldadura o de corte; Trabajo por rayos láser
B23K 15/02 · Circuitos de control a este efecto.
B23K 15/04 · para la soldadura de juntas anulares.
B23K 15/06 · en un recinto bajo vacío (B23K 15/04 tiene prioridad).
B23K 15/08 · Retirada de materia, p. ej. por corte, mediante taladro de agujeros.
B23K 15/10 · Soldadura o corte por haz de electrones, que no tiene lugar bajo vacío.
CIP2021: Invenciones publicadas en esta sección.
Aparatos y métodos para fabricación aditiva de conjuntos a gran escala.
(17/06/2020). Solicitante/s: THE BOEING COMPANY. Inventor/es: BRODA,ADAM R.
Un aparato de fabricación aditiva que comprende:
un riel lineal, que tiene una longitud L1, en el que el riel lineal es giratorio o rotatorio en un plano horizontal alrededor de un eje vertical A;
una fuente de energía electromagnética acoplada de manera móvil al riel lineal y móvil en un sistema de coordenadas polares que tiene un radio R;
una plataforma de construcción, movible verticalmente en relación con la fuente de energía electromagnética; y
un compartimento de contención de polvo, configurado para contener un polvo de metal y que tiene un volumen de lecho de polvo, y
en el que la plataforma de construcción delimita al menos parcialmente el volumen de lecho de polvo.
PDF original: ES-2818979_T3.pdf
Conductor para un cable de transmisión de potencia y un proceso para la producción del conductor.
(15/01/2020) Conductor para un cable de transmisión de potencia que comprende, al menos, dos tramos separados de conductores de aluminio (2a, 2b), en donde el contenido de aluminio de los tramos de los conductores de aluminio (2a, 2b) es de, al menos, el 99,5 % en peso, y el resto hasta el 100 % en peso comprende otros metales y/o sustancias y en donde el contenido de titanio en el resto es, como máximo, el 0,02 % en peso en función del peso total de los tramos de los conductores, uniéndose dichos al menos dos tramos de conductores de aluminio por medio de una junta soldada por gas inerte de metal o por gas inerte de tungsteno que comprende…
Rueda dentada de gran engranaje y procedimiento para la fabricación de una rueda dentada de gran engranaje.
(07/06/2019). Solicitante/s: Flender GmbH. Inventor/es: KLEIN-HITPASS, ARNO, Reimers,Jan-Dirk , MEIS,JEAN-ANDRE.
Procedimiento para la fabricación de una rueda dentada de gran engranaje compuesta de varios componentes individuales, que presenta las etapas consecutivas:
f) disposición de los componentes individuales, que comprenden al menos un buje , una rueda lenticular y una corona dentada fabricada de acero de cementación,
g) mecanización suave al menos parcial de los componentes individuales,
h) unión de los componentes individuales utilizando una soldadura por radiación,
i) cementación de los componentes individuales unidos entre sí y
j) tratamiento de temple al menos de la rueda dentada en el que se configura la rueda lenticular asimétricamente.
PDF original: ES-2715997_T3.pdf
Método de reparación y fabricación de componentes de motores de turbina.
(08/03/2019) Un metodo de reparacion y fabricacion de componentes de motores de turbina incluye las etapas de:
a) preparacion previa a la soldadura de un material de base mediante la eliminacion de un material danado y contaminantes para poner de manifiesto un material de base libre de defectos y contaminacion;
y caracterizado por que:
b) una aplicacion de una capa de transicion al material base libre de defectos y contaminacion mediante un proceso de soldadura por fusion y un primer material de carga diferente que comprende:
i) Cromo del 10 al 25 % en peso
ii) Cobalto desde cantidades traza hasta el 10 % en peso
iii) Aluminio desde cantidades traza hasta el 1,5 % en peso iv) Hierro desde cantidades…
Procedimiento para la fabricación de una sección central de carcasa de una válvula de cierre de alta presión.
(16/11/2018). Solicitante/s: STAHL-ARMATUREN PERSTA Gesellschaft mit beschränkter Haftung. Inventor/es: WESTERWELL,KLAUS, FLOER,ELMAR.
Procedimiento para fabricar una sección central de carcasa de una válvula de cierre de alta presión de acero de alta resistencia térmica, en el que dos semicascos de sección central de carcasa forjados en estampa (1a, 1b) con tubuladuras forjadas (4a, 4b) se sueldan entre sí mediante un procedimiento de soldadura de haz electrónico sin material de aportación de soldadura a través de una costura de soldadura a tope , que se extiende en un plano que a su vez se extiende de manera transversal a las tubuladuras (4a, 4b) y que divide la sección central de carcasa , caracterizado porque los espesores de pared de los semicascos de la sección central de carcasa (1a, 1b) se diseñan en general tomando como base un factor de costura de soldadura WSF ≥ 1, y porque después de producir la costura de soldadura , la sección central de carcasa entera se somete a un tratamiento térmico profundo con calentamiento por encima de la temperatura de transformación, temple y revenido.
PDF original: ES-2689869_T3.pdf
Junta de soldadura a tope formada usando un haz de electrones.
(03/05/2017) Una junta de soldadura , que comprende:
un par de materiales de acero ; y
un metal de soldadura formado por un haz de alta densidad energética en una sección de soldadura a tope entre el par de materiales de acero ,
donde el contenido de C en el par de materiales de acero se encuentra en el rango de 0,01 a 0,08 % en masa,
donde la temperatura de inicio de la transformación Ms, que se calcula mediante la siguiente fórmula (a) empleando una composición en % en masa del metal de soldadura es de 250 °C o inferior, de modo que el metal de soldadura se transforma en martensita en un estado en el que no está en contacto con el material de acero ,
donde se imparte una tensión residual de compresión en la sección de la soldadura a tope , debido…
Junta soldada a tope y método para fabricarla.
(08/02/2017) Una junta soldada a tope, que consiste en:
un par de chapas de acero ,
un primer metal de aportación que se forma en una porción soldable del par de chapas de acero , desde la cara de una primera superficie (1A) del par de chapas de acero a la cara de una segunda superficie (1B) opuesta a la cara de la primera superficie (1A) por irradiación de un primer haz de alta densidad de energía desde la cara de la primera superficie (1A), y
un segundo metal de aportación (3A) que se forma por irradiación de un segundo haz de alta densidad de energía para cubrir una superficie del extremo de la cara de la primera superficie…
Método de soldadura de una primera y una segunda pieza de trabajo metálica con pulverización en frío de una capa del material de modificación de la soldadura a una de las superficies.
(21/09/2016). Solicitante/s: THE WELDING INSTITUTE. Inventor/es: SMITH,Sullivan Manning, MITCHELL,TIMOTHY PHILLIP.
Un método de soldadura de unas primera y segunda piezas de trabajo metálicas delgadas , caracterizadas porque cada una de las primera y segunda piezas de trabajo metálicas y delgadas con un espesor de menos de 1,5 mm, que comprenden:
a. aplicar una capa del material de modificación de la soldadura a una superficie de una o de cada una de las primera y segunda piezas de trabajo metálicas usando un proceso de pulverización en frío; en donde el material de modificación de la soldadura es un material metálico y en donde cada uno del material de modificación de la soldadura , la primera pieza de trabajo metálica , y la segunda pieza de trabajo metálica tienen un componente elemental mayoritario que es el mismo; y,
b. soldar las primera y segunda piezas de trabajo metálicas de tal manera que el material de modificación de la soldadura se incorpore en la soldadura.
PDF original: ES-2663693_T3.pdf
Método para fijar un rarefactor a un tubo interruptor de vacío, así como tubo interruptor de vacío.
(26/08/2015) Método para fijar un rarefactor en un elemento constructivo , fabricado utilizando cobre, de un tubo interruptor de vacío, caracterizado porque la superficie del elemento constructivo proporcionada para la fijación del rarefactor, como soporte para el rarefactor, está provista de una capa intermedia de un metal eléctrica y térmicamente mal conductor, y a continuación el rarefactor es soldado en el material compuesto formado a través de la capa intermedia .
Estructura soldada con una junta soldada a tope y método para su fabricación.
(08/07/2015) Una estructura soldada que comprende una junta soldada a tope (12A), comprendiendo dicha estructura:
una pareja de metales implicados (11A);
un cordón de soldadura (12A) formado irradiando con un primer haz de alta densidad de energía una porción de tope entre la pareja de los metales implicados (11A), teniendo el cordón de soldadura (12A) una anchura (W) en dicha superficie irradiada; y
una pareja de zonas alteradas (13A) formada, en una superficie de la junta de soldadura a tope (12A), que ha sido irradiada con el primer haz de alta densidad de energía, irradiando con un segundo haz de alta densidad de energía la superficie, teniendo…
Junta soldada mediante haz de electrones con excelente resistencia a la fractura frágil.
(25/12/2013) Una estructura soldada que comprende una junta soldada por haz de electrones, excelente en suresistencia a la fractura frágil en una junta soldada a tope de la estructura soldada, en la que un material base de laestructura soldada es una chapa de acero que tiene un espesor de más de 50 mm, conteniendo dicho material base,en % en masa, C: 0,02 a 0,2%, Mn: 0,8 a 3,5%, S: 0,0005 a 0,0025%, Al: 0,005% o menos, y Ti: 0,01 a 0,05%, y quetiene un valor de Pcm expresado por la siguiente fórmula (a) de 0,12% a 0,5%, y en la que la dureza del metal desoldadura de la junta soldada está por encima del 110% al 220% de la dureza del material base y la anchura delmetal de soldadura es el 20% o menos del espesor de la chapa del material…
Junta soldada mediante haz de electrones con excelente resistencia a la fractura frágil.
(25/12/2013) Una estructura soldada que comprende una junta soldada por haz de electrones, excelente en suresistencia a la fractura frágil, la estructura soldada formada de chapas de acero soldadas a tope, que comprende unmaterial base y un metal de soldadura, caracterizado porque,
el material base de la estructura soldada tiene un espesor de chapa de más de 50 mm,
una dureza del metal de soldadura es del 110% al 220% de una dureza del material base, y una anchura del metalde soldadura es del 20% o menos de un espesor de chapa del material base,
en la que el metal de soldadura de dicha junta soldada contiene Ni en una cantidad de…
Junta soldada mediante haz de electrones con excelente resistencia a la fractura frágil.
(25/12/2013) Una estructura soldada que comprende una junta soldada por haz de electrones, excelente en su resistencia a la fractura frágil, la estructura soldada formada de chapas de acero soldadas a tope, y que comprende un material base y un metal de soldadura, caracterizado porque,
el material base de la estructura soldada tiene un espesor de chapa de más de 50 mm,
una dureza del metal de soldadura es del 110% al 220% de una dureza del material base, y una anchura del metal de soldadura es del 20% o menos de un espesor de chapa del material base,
en la que dicho material base contiene Ni en una cantidad de 2,5% en masa o más y el metal…
Procedimiento de preparación previo a la soldadura de productos realizados con aleaciones de aluminio y litio.
(20/03/2013) Procedimiento de preparación de un producto de aleación de aluminio y litio para soldarlo por fusión que abarca las sucesivas fases de
(i) suministro de un producto conformado en caliente hecho de una aleación de aluminio que contiene, al menos, un 0,8 % en peso de litio,
(ii) opcionalmente, la conformación en frío del producto resultante,la limpieza de, al menos, la superficie del producto resultante destinada a la soldadura,
(iii) el recubrimiento de, al menos, la superficie limpiada del producto resultante con un revestimiento que tenga, como características en seco, una cantidad entre 0,1 y 5 mg/cm2 y, preferiblemente…
DISPOSITIVO DE ALIMENTACION DE PIEZAS DE TRABAJO PARA DISPOSITIVO DE LABRADO POR HAZ ELECTRONICO.
(16/06/2007) Dispositivo para labrar una pieza de trabajo con un haz electrónico, con al menos un cañón de haz electrónico , y un dispositivo de alimentación de piezas de trabajo, que está previsto con una cámara de vacío , que presenta al menos una conexión para cada cañón de haz electrónico y al menos una abertura de carga/descarga (3; 3a, 3b), al menos dos dispositivos de sujeción de piezas de trabajo , un dispositivo de movimiento para mover cada uno de los dispositivos de sujeción de piezas de trabajo hasta una posición de carga/descarga correspondiente en al menos una abertura de carga/descarga (3; 3a, 3b) y una posición de labrado en al menos una conexión para el cañón de haz electrónico , y en cada caso un dispositivo de esclusa de piezas de trabajo en cada abertura…
UNION DE PIEZAS DE TURBINA MONOCRISTALINAS.
(16/11/2004). Solicitante/s: LUFTHANSA TECHNIK AG. Inventor/es: REINECKEN, KLAUS, SIRY, CHRISTIAN W.
Uso de la soldadura por haz electrónico para unir piezas metálicas con las siguientes características: a) las piezas metálicas están destinadas al uso de una turbina térmica, b) al menos una de las piezas metálicas que han de unirse se compone de una superaleación basada en Ni y/o CO, b1) dicha pieza metálica presenta al menos en la zona que ha de soldarse una estructura monocristalina o una estructura fabricada por solidificación direccional (directional solidification, DS), caracterizada porque una de las piezas metálicas con estructura monocristalina/de DS presenta en la zona que ha de soldarse un apéndice elevado en comparación con la superficie de la pieza que lo rodea.
PROCESO Y APARATO DE SOLDADURA Y OTROS TRATAMIENTOS TERMICOS.
(16/08/2000). Solicitante/s: RANCOURT, YVON. Inventor/es: RANCOURT, YVON.
METODO Y APARATO PARA SOLDAR UNA MULTITUD DE JUNTAS CONTINUAS PARALELAS EN FUELLE QUE COMPRENDE LOS PASOS DE DEFINIR UNA ESTACION DE SOLDADURA QUE INCLUYE UNA FUENTE DE SOLDADURA DE UN HAZ LASER O UN HAZ DE ELECTRONES Y UN PLANO DE TRABAJO SEPARADO DE LA FUENTE DE SOLDADURA Y EN DONDE EL PLANO DE TRABAJO ES PERPENDICULAR Y CORTA AL PLANO QUE CONTIENE LA FUENTE DE SOLDADURA POR RADIACION . LA FUENTE DE SOLDADURA ABARCA UNA ZONA DE SOLDADURA DEFINIDA EN LA INTERSECCION DEL PLANO DE TRABAJO Y EL PLANO QUE CONTIENE LA FUENTE DE SOLDADURA. LAS JUNTAS SE MANTIENEN SEPARADAS Y PARALELAS PARA SOLDARLAS Y SE MUEVEN AL MENOS A UNA DE LAS ESTACIONES DE SOLDADURA Y LAS DISTINTAS PIEZAS DE TRABAJO, AL UNISONO, RELATIVAMENTE UNA CON OTRA PARA QUE LAS JUNTAS A SOLDAR PASEN A TRAVES DE LA ZONA DE SOLDADURA POR LO QUE LAS JUNTAS SOLDADAS SE FORMAN CONTINUAMENTE SOBRE LOS FUELLES.
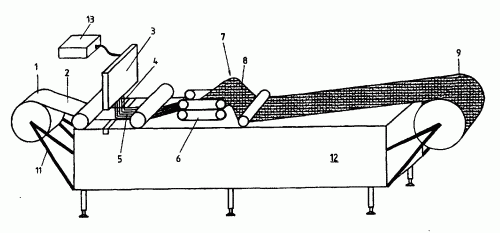
DISPOSICION Y PROCEDIMIENTO PARA GENERACION DE MATERIAL EXPANDIDO.
(16/06/2000). Ver ilustración. Solicitante/s: INTER-CAYLIAN ANSTALT. Inventor/es: STELZL, THOMAS.
LA INVENCION SE REFIERE A UNA DISPOSICION PARA LA GENERACION DE MATERIAL EXPANDIDO, EN PARTICULAR BANDAS DE METAL DE TIPO DE LAMINA. TAL DISPOSICION TIENE MEDIOS DE CORTE PARA LA PRODUCCION DE CINTAS CONTINUAS A PARTIR DE LAS BANDAS DE LAMINA, Y MEDIOS PARA LA EXPANSION DE LA BANDA . LOS MEDIOS DE CORTE CONTIENEN DISPOSITIVOS QUE APLICAN CHORROS DE AGUA O DE LASER O RAYOS DE ELECTRONES. TALES DISPOSITIVOS ESTAN DISPUESTOS SUSTANCIALMENTE DE MANERA ADYACENTE UNO CON OTRO, TRANSVERSALMENTE CON RESPECTO A LA DIRECCION DE CIRCULACION DE LA BANDA , Y SON CONTROLADOS MEDIANTE UN SISTEMA DE CONTROL.
PROCEDIMIENTO DE SOLDADURA BORDE CON BORDE DE DOS TOCHOS METALICOS Y PIEZA DE AUTOMOVIL FABRICADA POR ESTE PROCEDIMIENTO.
(01/10/1999) LA INVENCION SE REFIERE A UN PROCEDIMIENTO DE SOLDADURA BORDE CONTRA BORDE DE DOS PIEZAS METALICAS , SIENDO LA PRIMERA ACERO Y LA SEGUNDA PIEZA METALICA ES DE UN MATERIAL METALICO CUYA TEMPERATURA DE FUSION ES INFERIOR EN MAS DE 400 (GRADOS) C A LA TEMPERATURA DE FUSION DEL ACERO. EL PROCEDIMIENTO CONSISTE EN POSICIONAR LAS DOS PIEZAS METALICAS EN CONTACTO AL NIVEL DE SUS CARAS LATERALES A UNIR, EN MANTENER LAS DOS PIEZAS METALICAS EN CONTACTO, EN DIRIGIR, SOBRE UNA DE LAS CARAS PRINCIPALES DEL FLANCO METALICO , UN HAZ DE ALTA DENSIDAD QUE ATRAVIESA ESTA PRIMERA PIEZA METALICA Y CUYO PUNTO DE ENFOQUE ESTA SITUADO A UNA DISTANCIA DETERMINADA DEL PLANO DE JUNTA DE MANERA QUE GENERE EL NIVEL DE DICHO PLANO DE JUNTA UNA TEMPERATURA IGUAL A LA TEMPERATURA DE FUSION DE LA SEGUNDA PIEZA METALICA (29 MAS O MENOS…
PROCEDIMIENTO PARA EL PULIMENTO ASI COMO, DADO EL CASO, PARA EL TALADRO, EL CORTE Y LA SOLDADURA DE LENTES DE GAFAS.
(01/01/1999) PROCEDIMIENTO PARA EL PULIMENTO ASI COMO, DADO EL CASO, PARA EL TALADRO, EL CORTE Y LA SOLDADURA DE LENTES DE GAFAS. PROCEDIMIENTO PARA EL PULIMENTO ASI COMO, EN SU CASO, PARA EL TALADRO, EL CORTE Y LA SOLDADURA DE LAS LENTES DE GAFAS, SOBRE TODO DE UNAS LENTES ASFERICAS DE GAFAS, EN EL QUE SOBRE LA SUPERFICIE ES APLICADO UN HAZ DE RAYOS LASER O UN HAZ DE ELECTRONES, RICOS EN ENERGIA, SIENDO LA SUPERFICIE MOVIDA, MEDIANTE UN CONTROL DE TIPO CNC, DE FORMA RELATIVA AL HAZ DE RAYOS; EN ESTE CASO, LA DURACION DE LA ACCION Y/O LA ENERGIA DE LA ACCION Y/O LA DIRECCION DE LOS RAYOS PUEDEN SER VARIADAS LOCALMENTE --DE FORMA CONTROLADA EN FUNCION DEL DESEADO MECANIZADO-- DE TAL MODO QUE TAN SOLO TIENEN LUGAR UN APLANAMIENTO Y UN ALISAMIENTO…
PROCEDIMIENTO, DISPOSITIVO Y LAMINA PARA SOLDADURA CONJUNTA A TOPE DE PLETINAS DE CHAPA Y DISPOSITIVO PARA LA ELABORACION AL MENOS DE UN CAMPO DE UNA PLETINA DE CHAPA.
(16/05/1998). Solicitante/s: KARL H. ARNOLD MASCHINENFABRIK GMBH & CO. KG. Inventor/es: STROBEL, MICHAEL, GNANN, RUDIGER A.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA SOLDADURA CONJUNTA A TOPE DE PLETINAS DE CHAPA, EN PARTICULAR AQUELLAS CON ESPESOR DE CHAPA DIFERENTE, PARTIENDO DE UNA ELABORACION PREVIA DE CANTO, SIENDO FRESADOS LOS CANTOS DE LAS PLETINAS DE CHAPA EN UN APILAMIENTO DE CHAPA. PARA ELLO EL DISPOSITIVO CORRESPONDIENTE MUESTRA UN EQUIPO DE SUJECION Y COLOCACION.
PROCESO DE ENSAMBLAJE POR SOLDADURA DE UN DISCO VESTIDO DE ALETAS POR HAZ DE ENERGIA.
(16/09/1997). Solicitante/s: SOCIETE NATIONALE D'ETUDE ET DE CONSTRUCTION DE MOTEURS D'AVIATION, "S.N.E.C.M.A.". Inventor/es: LECHERVY, PIERRE MARC SERGE, SOHIER, BERNARD PHILIPPE CORNIL.
LAS ALETAS SE COMPONEN DE UN PIE FABRICADO DE UNA PIEZA CON EL DISCO Y DE PALAS SOLDADAS. EL DISCO Y LAS PALAS SON INSTALADOS SOBRE UN GALIBO GIRATORIO CON UNOS MEDIOS DE FIJACION EN LA POSICION DESEADA, Y SE CREA LA FUSION DE LAS PIEZAS EN LA SUPERFICIE DE UNION POR UN CAÑON DE ELECTRONES O UN MEDIO ANALOGO. LAS ALETAS SON SOLDADAS SUCESIVAMENTE EN UNA O DOS OPERACIONES. UNAS PANTALLAS DE DETECCION DE LA RADIACION CALIENTE ESTAN SITUADAS DETRAS DE LAS ALETAS QUE SUFREN LA SOLDADURA. UNA APLICACION DE LA INVENCION CONCIERNE A LOS ROTORES DE LAS TURBINAS Y A LOS COMPRESORES.
PROCESO DE FABRICACION DE UNA ESTRUCTURA MECANO SOLDADA, ESTRUCTURA OBTENIDA Y SU APLICACION PARA LA REALIZACION DE UN NODULO DE UNA ESTRUCTURA EN CELOSIA.
(16/03/1997). Solicitante/s: GIAT INDUSTRIES. Inventor/es: CHAMBEFORT, JEAN-CLAUDE, HUBSCH, ALAIN, VENGEON, BERNARD, LIPNICK, MICHEL, TACHON, DANIEL.
SE RECORTA LOS LARGUEROS Y LOS TRAVESAÑOS DE UNA CHAPA METALICA. SE REALIZA EN EL TRANSCURSO DEL RECORTADO UNOS MEDIOS DE AJUSTE COMPLEMENTARIOS POR EJEMPLO DEL TIPO ESPIGAS Y MORTAJAS EN LOS LARGUEROS Y TRAVESAÑOS. SE ENSAMBLA LOS LARGUEROS Y TRAVESAÑOS COLOCANDO LOS MEDIOS DE AJUSTE EN DISPOSICIONES DE AGARRE MUTUO PARA OBTENER UN ENSAMBLAJE DE FORMA POLIEDRICA. SE SUELDAN LOS LARGUEROS ENTRE ELLOS EN LA MISMA DIRECCION QUE LAS ARISTAS DEL ENSAMBLAJE POLIEDRICO. EL PROCESO DE LA INVENCION PERMITE REALIZAR EN PARTICULAR UN NODULO PARA UNA ESTRUCTURA EN CELOSIA DE GRAN PRECISION GEOMETRICA Y DIMENSIONAL.
PROCESO DE MONTAJE DE DOS PIEZAS DE CHAPA, MONTAJE METALICO DE ESTRUCTURA DE CHAPA DE BLINDAJE OBTENIDOS POR ESTE PROCESO.
(16/04/1996). Solicitante/s: GIAT INDUSTRIES. Inventor/es: BERNIOLLES, JEAN.
SE REALIZA SOBRE CADA UNA DE LAS PIEZAS A MONTAR, AL MENOS UN CHAFLAN INCLINADO RESPECTO DE LAS CARAS DE LA PIEZA, SEGUN UNO DE SUS BORDES. EL CHAFLAN PUEDE SER REALIZADO DURANTE EL CORTE DE LA PIEZA EN UNA CHAPA METALICA. SE COLOCAN LAS PIEZA EN POSICION DE MONTAJE CON SUS CHAFLANES EN CONTACTO SEGUN UN PLANO DE APOYO. SE SUELDAN LAS PIEZAS EN UN SOLO PASE SIGUIENDO EL PLANO DE APOYO POR UN PROCESO TAL COMO EL SOLDEO LASER O POR HAZ DE ELECTRONES. EL PROCESO PERMITE EN PARTICULAR REALIZAR EL MONTAJE DE CHAPAS DE BLINDAJE.
PROCESO DE ENSAMBLAJE DE DOS PIEZAS POR SOLDADURA POR HAZ DE ELECTRONES.
(16/03/1996). Solicitante/s: FRAMATOME. Inventor/es: GAUDIN, JEAN-PAUL.
SE REALIZA POR FABRICACION, PREVIAMENTE A LA PUESTA EN CONTACTO DE LAS CARAS DE UNION DE LAS PIEZAS SOBRE UNA AL MENOS DE LAS CARAS DE UNION , UNA CAVIDAD , SOBRE UNA PARTE SUSTANCIAL DE LA ANCHURA DE LA CARA DE UNION Y SOBRE TODA SU LONGITUD. SE INTRODUCE UN MATERIAL METALICO NO MAGNETICO EN LA CAVIDAD . DESPUES DE HABER PUESTO EN CONTACTO LAS PIEZAS EN LA MISMA DIRECCION QUE SUS CARAS DE UNION 815, 16), SE DESPLAZA EL HAZ DE ELECTRONES SIGUIENDO LA ZONA DE UNION DE LAS PIEZAS Y SE REALIZA LA FUSION DEL MATERIAL NO MAGNETICO SIMULTANEAMENTE A LA FUSION DEL METAL DE LAS PIEZAS, BAJO EL EFECTO DE UN HAZ DE ELECTRONES . SE EVITA ASI LA DESVIACION DEL HAZ DE ELECTRONES BAJO EL EFECTO DE UN CAMPO MAGNETICO EN EL ENTREHIERRO ENTRE LAS CARAS DE UNION DE LAS PIEZAS.
PROCESO DE FABRICACION DE LAMINAS CHAPEADAS Y LAMINAS CHAPEADAS DE ENLACE POR LINEAS DE SOLDADURA.
(01/11/1995). Solicitante/s: SOLLAC. Inventor/es: PERU, GILLES, CLAEYS, JOEL.
LA INVENCION CONCIERNE A UN PROCESO DE FABRICACION DE LAMINAS CHAPEADAS QUE INCLUYEN UN SUBSTRATO RECUBIERTO POR UNA HOJA DE REVESTIMIENTO DE ESPESOR MAS PEQUEÑO, CARACTERIZADO EN QUE SE APLICA LA HOJA DE REVESTIMIENTO SOBRE EL SUBSTRATO , EN QUE SE LES MANTIENE EN CONTACTO UNO CON EL OTRO Y EN QUE SE REALIZA SOBRE LA SUPERFICIE DE LA HOJA DE REVESTIMIENTO UNAS LINEAS DE FUSION CUYA PROFUNDIDAD ES AL MENOS IGUAL AL ESPESOR DE LA HOJA DE REVESTIMIENTO POR APLICACION DE UN HAZ DE ALTA DENSIDAD DE ENERGIA DE MANERA QUE ASEGURE LA UNION ENTRE EL SUBSTRATO Y LA HOJA DE REVESTIMIENTO.
METODO PARA LA FABRICACION DE CUADROS A PARTIR DE ELEMENTOS TUBULARES Y CUADROS HECHOS SEGUN EL METODO.
(01/09/1995) UN CUADRO QUE INCLUYE UN PRIMER Y UN SEGUNDO ELEMENTO TUBULAR UNIDOS EN UN ANGULO PREDETERMINADO UNO RESPECTO DEL OTRO MEDIANTE UN ENLACE UNICAMENTE A LO LARGO DE UNA JUNTA ENTRE UNA SUPERFICIE A LA LARGO DE UNA PARTE DE UNA PARED DEL PRIMER ELEMENTO Y DE UN BORDE (14E, 16E, 18E) A LO LARGO DE AL MENOS UNA PARTE DE LA PARED DEL SEGUNDO ELEMENTO QUE SE FABRICA A BASE DE CORTAR EL BORDE DE LA PARED DEL SEGUNDO ELEMENTO POR LA PARTE DE LA JUNTA PARA QUE TOME UNA FORMA QUE CORRESPONDIENTE A LA SUPERFICIE DEL PRIMER ELEMENTO Y LIMITE CON EL, PARA ASI ESTABLECER Y MANTENER EL ANGULO PREDETERMINADO ENTRE LOS ELEMENTOS. EL PRIMER ELEMENTO TIENE UNA RANURA (12S, 18S, 20S) QUE SE CORRESPONDE CON EL BORDE DEL SEGUNDO ELEMENTO Y EL SEGUNDO ELEMENTO TIENE UNA LENGUETA SOLIDARIA (14T,…
PROCEDIMIENTO PARA LA FABRICACION DE UNA ENDOPROTESIS.
(01/02/1995). Solicitante/s: JOHNSON & JOHNSON PROFESSIONAL PRODUCTS GMBH. Inventor/es: KRANZ, CURT.
PROCEDIMIENTO PARA LA FABRICACION DE UNA ENDOPROTESIS DE VASTAGO HUECO, EN ESPECIAL UNA ENDOPROTESIS DE LA ARTICULACION COXOFEMORAL, EN EL QUE SE PREVENLOS SIGUIENTES PASOS: FABRICACION POR FORJADO O PRENSADO DE DOS MITADES , QUE SE PUEDEN UNIR, A LO LARGO DE DOS COSTURAS ESENCIALMENTE LONGITUDINALES, PARA FORMAR EL VASTAGO DE LA PROTESIS Y SOLDADURA DE LAS DOS MITADES PRENSADAS O FORJADAS EN LA ZONA DE LAS COSTURAS.
PROCEDIMIENTO PARA LA FABRICACION DE UN CAMBIADOR DE CALOR Y DISPOSITIVO PARA LA PUESTA EN PRACTICA DEL PROCEDIMIENTO.
(01/10/1994). Solicitante/s: GEA LUFTKUHLER GMBH. Inventor/es: BORCHERT, WERNER, VON CLEVE, HANS-HENNING.
LA INVENCION COMPRENDE UNA BANDA DE APOYO PARA NERVIOS , BANDAS DE ARRASTRE PARA LOS NERVIOS DISPUESTAS JUNTO A LA BANDA DE APOYO , UNA CONDUCCION PARA LOS NERVIOS ASI COMO UN DISPOSITIVO DE SOLDADURA POR RAYOS DE FUSION (RAYOS LASER, RAYOS DE ELECTRONES), QUE SUELDA LOS SEMITUBOS DESDE LAS CARAS INTERIORES CON LOS NERVIOS SITUADOS EN EL EXTERIOR. DESPUES DEL NERVADO DE LOS SEMITUBOS ESTOS SE UNEN CON OTROS SEMITUBOS NERVADOS MEDIANTE SOLDADURAS DE LOS CANTOS LONGITUDINALES PARA FORMAR TUBOS DE INTERCAMBIO. ESTOS TUBOS DE INTERCAMBIO SE PUEDEN GALVANIZAR ENTONCES INDIVIDUALMENTE O UNIDOS EN UN INTERCAMBIADOR DE CALOR.
CAÑON DE HAZ ELECTRONICO.
(01/11/1993). Solicitante/s: FERRANTI SCIAKY, INC. Inventor/es: LAWRENCE, GLEN SHERMAN, HAYNIE, TIMOTHY JOHN, FERRARIO, JOSEPH DOMINIC.
SE TRATA DE UN PERFECCIONAMIENTO DE LOS CAÑONES DE HAZ ELECTRONICO DE ALTA POTENCIA QUE INCLUYE UN CABLE DE ALTO VOLTAJE NO INDUCTIVO PARA ALIMENTAR EL CAÑON CON OBSTAULOS Y PREVENIR LA FUGA DE AIRE DESDE EL INTERIOR DEL CABLE HACIA LA CAMARA DE VACIO. EL CAÑON INCLUYE UN SOPORTE PARA SU CATODO Y FILAMENTO, QUE TRANSMITE EL CALOR GENERADO EN ESOS ELEMENTOS A UN SUMIDERO TERMICO PARA MANTENER LA EXACTITUD DE DIMENSIONES EN LOS ELEMENTOS QUE GENERAN EL HAZ ELECTRONICO. ES POSIBLE UNA RAPIDA LIBERACION DE LAS TERMINACIONES DEL CABLE DESDE EL RECEPTACULO DEL CAÑON Y EL MANTENIMIENTO DE UNA PRESION DADA EN LA GRASA DE AISLAMIENTO UBICADA ENTRE LA SUPERFICIE DE ACOPLAMIENTO DE LOS ENCHUFES Y LOS RECEPTACULOS.
PROCESO DE FABRICACION DE UNA CUBA DE UN REACTOR NUCLEAR DE AGUA LIGERA Y CUBA FABRICADA POR ESTE PROCESO.
(01/12/1992). Solicitante/s: FRAMATOME. Inventor/es: VIGNES, ALAIN.
LA CUBA TIENE UNA CUBIERTA DE GRAN ESPESOR, POR EJEMPLO COMPRENDIDO ENTRE 200 Y 300 MM, CONSTITUIDA POR UNAS PIEZAS ELEMENTALES SIMETRICAS DE REVOLUCION (2A, 2B, 6, 7, 8, 9, 10, 3A, 3B) UNIDAS ENTRE ELLOS POR SOLDADURA DE PUNTA A PUNTA. LAS PIEZAS ESTAN REALIZADAS EN ACERO QUE CONTIENE DEL 2 AL 2,50% DE CROMO, DEL 0,9 AL 1,1% DE MOLIBDENO Y MENOS DEL 0,15% DE CARBONO. LA SOLDADURA DE EMPALME DE ESTAS PIEZAS ELEMENTALES SE EFECTUA POR HAZ DE ELECTRONES EN UNA SOLA PASADA SOBRTE TODO EL ESPESOR DE LAS PIEZAS, SIN METAL DE APORTE. EL INVENTO ES APLICABLE PARTICULARMENTE EN LA FABRICACION DE UNA CUBA PARA UN REACTOR NUCLEAR DE AGUA APRESION.
PROCEDIMIENTO DE FIJACION POR SOLDADURA DE UNA TUBULADURA SOBRE UN ELEMENTO DE PARED CON FUERTE ESPESOR TAL QUE UNA VIROLA PORTA - TUBULADURAS DE UNA CUBA DE REACTOR NUCLEAR.
(16/08/1992). Solicitante/s: FRAMATOME. Inventor/es: VIGNES, ALAIN.
SE REALIZA EN UNA PARTE DEL EXTREMO DE LA TUBULADURA UNA SUPERFICIE DE EMPALME DE FORMA TRONCOCONICA CUYO EJE SE CONFUNDE CON EL EJE DE LA TUBULADURA, TENIENDO EN SEMI - ANGULO AL VERTICE PROXIMO DE 45 Y UNA SECCION DE DIMENSION TRANSVERSAL DECRECIENTE HACIA EL EXTREMO DE LA TUBULADURA . SE REALIZA EN EL ELEMENTO DE PARED , UNA SUPERFICIE DE EMPALEN DE FORMA TRONCOCONICA QUE CORRESPONDE A LA FORMA DE LA SUPERFICIE DE EMPALME DE LA TUBULADURA. SE HACEN COINCIDIR LAS DOS SUPERFICIES DE EMPALME (24 Y 25), SE SUELDAN POR HAZ DE ELECTRONES EN UNA SOLA PASADA Y SIN METAL DE APORTE LA TUBULADURA Y DEL ELEMENTO, DESDE SUS SUPERFICIES DE EMPALME (24 Y 25) HASTA EL LADO DE LA PARED EN EL QUE DESEMBOCA LA PARTE ANCHA DE LA SUPERFICIE DE EMPALME DE LA ABERTURA . EL INVENTO SE APLICA PARTICULARMENTE EN LA FIJACION DE TUBULADURAS SOBRE UNA VIROLA PORTA - TUBULADURAS DE UNA CUBA DE REACTOR NUCLEAR DE AGUA APRESION.
{kind=link}